|
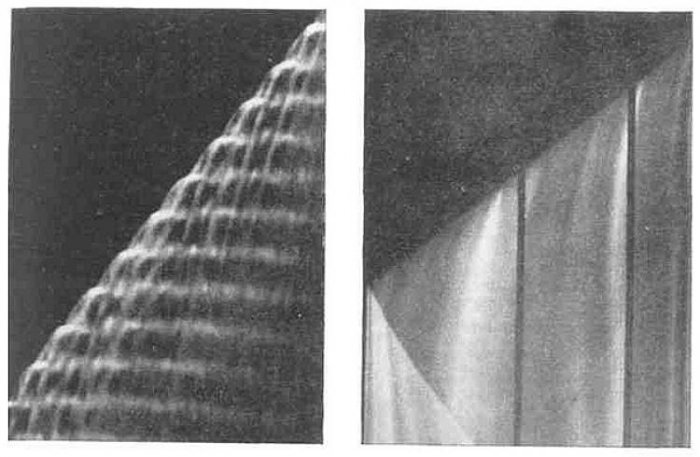
Radius-Service downhole drilling motors V. Andoskin, А. Vyguzov, А. Kuznetsov, D. Khairullin, R. Novikov, Radius-Service LLC В статье описываются преимущества двигательных секций R-Wall c профилированным остовом статора и технология их изготовления, а также технология нанесения твердосплавного покрытия роторов ВЗД. This article describes the benefits of R-Wall series motor sections with a shaped stator frame and the process of its manufacturing, as well as the process of hardfacing of downhole motor rotors. ООО «Фирма «Радиус-Сервис» было создано в 1992 г. и сегодня является ведущим предприятием России по производству буровой техники. У компании своя крупная производственная база с современным высокотехнологичным оборудованием. Самой известной продукцией являются винтовые забойные двигатели. Здесь же производятся ясы, керноотборные снаряды, турбобуры, оборудование для зарезки боковых стволов, наддолотные амортизаторы, центраторы и калибраторы, немагнитные утяжеленные бурильные трубы, клапаны, фильтры колонные, переводники, оборудование для сервисных центров.Постоянный рост требований к технико-экономическим показателям бурения заставляет «Радиус-Сервис» искать новые пути увеличения энергетических характеристик, надежности и КПД винтовых забойных двигателей. Качественный прорыв в данном направлении невозможен без внедрения новых технологий.Двигательные секции R-Wall с профилированным остовом статораВ результате проведенных опытно-конструкторских работ была разработана и освоена технология изготовления монолитной конструкции профилированного остова статора с равномерной толщиной эластомерной обкладки, получившая название R-Wall. Остов статора представляет собой стальную трубу с профилированной внутренней поверхностью. Внутренний профиль остова выполнен таким образом, чтобы обеспечить равномерную толщину эластомерной обкладки в пределах 5 – 12 мм, в зависимости от габарита забойного двигателя. Конструктивные особенности двигательных секций R-Wall показаны на рис. 1.Рис. 1. Поперечное сечение стандартной двигательной секции и секции R-Wall В двигательных секциях R-Wall за счет снижения деформации зуба статора резко снижаются гистерезисные и объемные потери, что приводит к существенному увеличению КПД зацепления и позволяет уменьшить длину двигательной секции при сохранении аналогичных энергетических характеристик. Так, энергетическая характеристика двигательной секции R-Wall габарита 172 мм с длиной активной части 3000 мм соответствует характеристике стандартной двигательной секции с длиной активной части 5000 мм, а энергетическая характеристика двигательной секции R-Wall с длиной активной части 4000 мм ее превосходит (рис. 2).Рис.2. Характеристики стандартной двигательной секции RS172N554 и секций R-Wall при расходе промывочной жидкости 30 л/с ВЗД с профилированным статором может эксплуатироваться при больших дифференциальных перепадах давления, чем обычный ВЗД.В настоящее время эксплуатируются двигательные секции, изготовленные по технологии R-Wall, типоразмеров 172 мм (длина активной части до 5000 мм), 95 и 106 мм с длиной активной части 4000 мм.На рис. 3 дано сравнение механической скорости при бурении под эксплуатационную колонну двигателями ДРУ2-172РС с различными двигательными секциями, в том числе секциями R-Wall. Скважины пробурены на Приразломном месторождении в Западной Сибири. Интервал, в котором использовались двигатели 750 – 2850 м, пройден одним долблением из-под кондуктора до проектного забоя.Рис.3. Механическая скорость при бурении под эксплуатационную колонну двигателями ДРУ2-172РС с различными двигательными секциями Механическая скорость, полученная при бурении двигателями с двигательной секцией R-Wall с длиной активной части 4000 мм, на 23 – 25% превышает аналогичный показатель для двигателей с двигательными секциями, выполненными по стандартной технологии.Основные преимущества двигательных секций R-Wall1. Резиновая обкладка статора постоянной толщины существенно повышает энергетическую характеристику двигателя. Максимальная развиваемая мощность по сравнению с «обычной» двигательной секцией при одной и той же длине увеличивается на 50%. Значительно повышается тормозной момент двигательной секции, что практически исключает вероятность торможения при увеличении нагрузки.2. За счет уменьшения максимальной толщины резиновой обкладки статора снижается количество вырабатываемого и сохраняемого тепла, что минимизирует усталость эластомера, обусловленную эффектом гистерезиса. Это обеспечивает работоспособность статора при повышенных нагрузках. Как известно, под действием циклической нагрузки при вращении ротора в резиновой обкладке статора возникает явление гистерезиса, в результате которого при каждом цикле происходит выделение тепла. Теплопроводность резины в 10 раз меньше теплопроводности стали и фактически равна теплопроводности дерева. По этой причине в двигательных секциях, выполненных по традиционной технологии, при повышении развиваемой мощности и/или температуры в скважине выше определенной величины происходит саморазогрев резиновой обкладки до температуры, при которой резина начинает терять свои упругие свойства вплоть до перехода в хрупкое состояние. Увеличение температуры приводит к расширению резины и увеличению натяга, что в свою очередь повышает тепловыделение, то есть имеется положительная обратная связь. Сильнее всего разогревается центральная часть каждого зуба статора, что приводит к быстрому развитию трещин и разрушению резиновой обкладки. Вот как выглядят последствия такого саморазогрева на поперечном разрезе статора (рис. 4, 5).Рис. 4. Зона термодеструкции внутри зуба статора, возникшая в результате саморазогрева Рис. 5. Дальнейшее развитие трещин от зоны термодеструкции эластомера В «Радиус-Сервис» было разработано программное обеспечение, позволяющее методом конечных элементов рассчитать разогрев, напряжения и деформацию резиновой обкладки статора при вращении (обкатке) ротора в типовых условиях бурения. Проведенные расчеты подтверждают данные эксплуатации, что за счет малой толщины резиновой обкладки эффект гистерезиса резко снижается. Так, при расходе 35 л/с, динамической температуре бурового раствора 60 градусов и дифференциальном перепаде давления на двигателе 45 кгс/см2 через 30 минут бурения максимальная температура резиновой обкладки «традиционной» двигательной секции с заходностью 5/6 достигает 123 градусов. Для сравнения, температура обкладки в рабочей паре RS172N645W с заходностью 6/7, выполненной по технологии R-Wall, при тех же условиях и больших оборотах не превышает 96 градусов (рис. 6, 7).Рис. 6. Разогрев обкладки статора «традиционной» двигательной секции 5/6, max t = 123°С Рис. 7. Разогрев обкладки статора R-Wall RS172N645W, max t = 96°С 3. Натяг в соединении «ротор–статор» меньше зависит от температуры и разбухания эластомера. Как известно, резиновая обкладка достаточно сильно расширяется с ростом глубины и температуры. Поэтому обычная двигательная секция, скомплектованная для работы в нижнем интервале глубин, будет иметь слишком большой зазор между ротором и статором и, соответственно, «слабую» характеристику в верхнем интервале. Двигательная секция R-Wall обеспечивает сохранение высоких энергетических характеристик в широком диапазоне глубин и температур. То же самое относится к влиянию буровых растворов на нефтяной основе на изменение натяга. Увеличение натяга приводит к росту напряжений в обкладке статора. Максимальная толщина резиновой обкладки в парах R-Wall в несколько раз меньше, чем у стандартной двигательной секции, поэтому натяг под воздействием раствора также меняется намного меньше. 4. Улучшенные энергетические параметры двигателя позволяют эффективно использовать его с высокомоментными долотами PDC.5. В отличие от обычного статора за счет малой толщины резины при отрыве кусков обкладки не происходит закупорка насадок долота кусками резины и как следствие – рост давления. В результате требуемый интервал может быть добурен до конца.6. Применение более коротких двигательных секций позволяет без потери мощности разместить телесистему ближе к долоту и увеличить точность проводки скважины.Технология изготовления статоров R-Wall«Радиус-Сервис» изготавливает профилированные остова двигательных секций R-Wall по двум различным технологиям:– Технология электрохимической обработки (ЭХО) (рис. 8, 9). В основе электрохимической обработки лежит принцип электролиза, инструмент является катодом, обрабатываемая деталь – анодом. В водном растворе электролита между катодом и деталью протекает электрический заряд, при этом происходит целенаправленная обработка заготовки. Таким образом, без непосредственного касания детали инструментом можно с прецизионной точностью сформировать нужный профиль статора винтового забойного двигателя. Стабильность винтовой линии статора обеспечивается согласованным вращением детали и поступательным движением катода по программе ЧПУ. Материал, снимаемый c детали, выпадает из раствора электролита в форме гидроксида железа. Такой метод формирования профиля отличается минимальным износом инструмента (катода), стабильностью профиля по всей длине детали, высоким качеством поверхности (до Rа0.05). Кроме того, на материал детали не оказывается никакого негативного термического или механического воздействия, таким образом, не происходит структурных изменений металла и его механические свойства не меняются. Имеющееся у «Радиус-Сервис» оборудование позволяет изготавливать статоры диаметром от 75 до 245 мм и длиной активной части до 6 м.Рис. 8. Остов статора, полученный методом ЭХО Рис. 9. Установка ЭХО – Технология холодной деформации толстостенной трубы (рис. 10). «Радиус-Сервис» выпускает статоры по данной технологии совместно с немецкой компанией Artemis. Эта технология широко применяется при изготовлении статоров винтовых насосов. Необходимый профиль статора получается деформированием трубной заготовки на специальном оборудовании. Хотя такой метод формирования профиля менее гибкий в технологическом плане, основным его преимуществом является намного меньшая металлоемкость.Рис. 10. Статор ВЗД, полученный методом деформации Высокая надежность статоров R-Wall обеспечивается, в том числе, уникальной конструкцией пресс-форм для обрезинивания внутренней профилированной поверхности статоров, которая позволяет получить равномерную толщину резиновой обкладки как в радиальном, так и в осевом направлении по всей длине статора.Сложный профиль внутренней поверхности остова также требует применения более прогрессивной технологии нанесения клеевого слоя между остовом и резиновой обкладкой статора, поэтому «Радиус-Сервис» приобрел установку для нанесения клея методом распыления. Установка позволяет получать равномерный слой клея (один или несколько слоев в зависимости от применяемого эластомера) заданной толщины в независимости от формы внутренней поверхности статора.Суммарная наработка на двигательные секции R-Wall на октябрь 2014 г. составила более 62 000 часов. В общей сложности двигателями с этими секциями пробурено более 2 480 000 метров. Максимальная текущая наработка статора R Wall без перезаливки эластомера: габарита 172 мм составляет 1008 часов, габарита 106 мм – 609 часов, габарита 95 мм – 595 часов. В данный момент совершенствуется производство двигательных секций R-Wall типоразмера 127 и 240 мм.Возможно изготовление двигательных секций R-Wall по индивидуальным требованиям заказчика.Твердосплавное покрытие роторов двигательных секцийРасширение объемов работ в Восточной Сибири, где широко применяются промывочные жидкости с высоким содержанием хлорид-ионов, выявило следующую проблему: при повышении содержания хлорид-ионов в промывочной жидкости свыше 200 грамм на литр ресурс хромового покрытия ротора двигательной секции снижается с 500 – 600 час |
burneft.ru
 Винтовые забойные двигатели (ВЗД) ДШОТР являются гидравлическими машинами объемного типа и предназначены для бурения прямых и искривленных участков наклонно-направленных и горизонтальных скважин, а также для капитального ремонта скважин, фрезерования окна в колонне и проводки дополнительных стволов.
Винтовые забойные двигатели (ВЗД) ДШОТР являются гидравлическими машинами объемного типа и предназначены для бурения прямых и искривленных участков наклонно-направленных и горизонтальных скважин, а также для капитального ремонта скважин, фрезерования окна в колонне и проводки дополнительных стволов.
Устройство
Несмотря на некоторые конструктивные отличия отдельных узлов, все двигатели ООО "Гидробур-сервис" имеют принципиально одинаковую компоновку. Двигатель ДШОТР состоит из следующих узлов:
- двигательная секция, которая представляет собой винтовой героторный механизм, преобразующий давление поступающей жидкости в крутящий момент ротора;- карданный вал с маслонаполненными шарнирами, предназначенный для преобразования планетарного движения ротора в коаксиальное вращение вала и передачи крутящего момента от ротора на вал шпиндельной секции;- шпиндельная секция, которая содержит корпус, выходной вал, установленный в корпусе в радиальных подшипниках скольжения и многорядной осевой опоре качения;- регулятор угла перекоса осей двигательной и шпиндельной секций (0°00'-2°30') с зубчатой муфтой, армированной твердосплавными зубками в области касания со стенкой скважины;- нижнее и верхнее противоаварийные устройства.
Условия эксплуатации
Двигатели ДШОТР предназначены для бурения скважин при забойной температуре не более 110°С с использованием в качестве рабочей жидкости воды или бурового раствора плотностью до 1,5*103кг/м3 с массовым содержанием абразива до 1%, хлорид ионов не более 50 кг/м3 и нефтепродуктов не более 10%.При особых условиях эксплуатации ЗАО "Гидробур-сервис" изготавливает двигатели ДШОТР по спецзаказу:- при повышенном содержании хлорид ионов используются роторы со специальным покрытием.- при повышенном содержании нефтепродуктов применяются статоры с эластомером, имеющим повышенную стойкость к нефтепродуктам.- при забойной температуре более 110°С используются статоры с термостойким эластомером.По заявкам заказчиков двигатели ДШОТР комплектуются обратными и переливными клапанами, нижними центраторами, устанавливающимися на корпус шпиндельной секции, и верхними центраторами производства ЗАО "Гидробур-сервис".Изготовление партий двигателей под заказ позволяет максимально учесть требования каждого заказчика.
Промышленное применение
Двигатели ДШОТР успешно используются при бурении наклонных и горизонтальных участков скважин на площадях Урало-Поволжья и Западной Сибири. Межремонтный период двигателей ДШОТР в среднем составляет 200 часов.
www.gidrobur-s.ru
Наша компания предоставляет сервис Винтовых Забойных Двигателей. Основными поставщиками продукции являются «ВНИИБТ» буровой инструмент» и «БСК «Сокол».

В настоящее время мы предлагаем клиентам более 120 моделей ВЗД со следующими габаритами:
Преимущество использования ВЗД
За годы деятельности компания «ВНИИБТ» стала поставщиком винтовых забойных двигателей ОАО «Сургутнефтегаз», ОАО «Акционерная нефтяная компания «Башнефть», ООО «Газпром бурение», ОАО «Татнефть», ООО «Буровая компания «Евразия», ЗАО «Сибирская Сервисная Компания», ОАО «ТНК-ВР Холдинг», ОАО «Нефтегазодобывающая компания «Славнефть», Well Enhancement Services LLC (США), РУП «Производственное объединение «Белоруснефть» (Беларусь), ERIELL Corporation (Узбекистан), ЗАО «НИИКБ бурового инструмента» (Украина), ОАО «Укрнафта» (Украина) и многих других предприятий.
Вся продукция сертифицирована в Системе сертификации нефтегазопромыслового оборудования ГОСТ Р и в Системе сертификации топливно-энергетического комплекса.
samneftcom.ru
Производственно-сервисная компания «УралНефтеБур» - молодая и динамично развивающаяся российская машиностроительная компания, основным направлением деятельности которой, является производство и сервис нефтепромыслового оборудования.
Мы работаем с 2011 года, и за это время нашим предприятием успешно освоен выпуск гидравлических винтовых забойных двигателей (ВЗД), инструмента для бурения и ремонта скважин. Всё оборудование сертифицировано и имеет положительные отзывы о результатах наработки.
Наша организации предоставляет полный спектр сервисных услуг по всему перечню производимого оборудования: поставка запасных частей, ремонт и аренда производимого оборудования, инженерное сопровождение, организация доставки оборудования.








Скачать каталог ООО ПСК "УралНефтеБур" в формате PDF >>>
www.pskunb.ru
2. Унификация конструкций двигателя позволяет подбирать секции рабочих органов, шпинделя и соединительный узел с учётом условий бурения, что повышает надёжность и долговечность эксплуатации оборудования, а также способствует существенному снижению номенклатуры ЗИП на складе.
3. Двигатель комплектуется секциями рабочих органов с различной заходностью, что позволяет работать в различных диапазонах частот вращения выходного вала, использовать любые типы современных высокоэффективных долот.
4. Новые усиленные корпусные резьбы имеют повышенный момент свинчивания, увеличенную усталостную выносливость и снижают вероятность поломки или отворота резьбового соединения.
5. В конструкции двигателя применяется уникальный запатентованный осевой подшипник, обеспечивающий грузоподъёмность на 30 % выше, чем у серийных аналогов. Это даёт возможность производить бурение с повышенной осевой нагрузкой на долото, гарантируя более производительную работу.
6. Использование двух противоаварийных узлов исключает возможность оставления в забое скважины деталей двигателя в случае поломки, снижает временные и финансовые затраты на устранение аварии.
По специальной заявке мы готовы произвести ВЗД для работы на соленасыщенных растворах, для работы при температуре до +130 ۫ С. Также предприятием освоен выпуск секций рабочих органов с роторами, упрочненными твердосплавным покрытием.
За годы деятельности компании мы стали поставщиком винтовых забойных двигателей ОАО «Сургутнефтегаз», ОАО «Акционерная нефтяная компания «Башнефть», ООО «Газпром бурение», ОАО «Татнефть», ООО «Буровая компания «Евразия», ЗАО «Сибирская Сервисная Компания», ОАО «ТНК-ВР Холдинг», ОАО «Нефтегазодобывающая компания «Славнефть», Well Enhancement Services LLC (США), РУП «Производственное объединение «Белоруснефть» (Беларусь), ERIELL Corporation (Узбекистан), ЗАО «НИИКБ бурового инструмента» (Украина), ОАО «Укрнафта» (Украина) и многих других предприятий.
Вся продукция сертифицирована в Системе сертификации нефтегазопромыслового оборудования ГОСТ Р и в Системе сертификации топливно-энергетического комплекса.

www.vniibt-bi.ru
|
|
| ||||||
vzds.ru

Ясы предназначены для освобождения от прихватов бурильного инструмента. Освобождение происходит в результате нанесению ударов по месту прихвата с помощью включенного в компоновку яса.
По назначению подразделяются на ясы буровые (включаются в состав бурильной компоновки и при возникновении прихвата освобождают инструмент) и ясы ловильные (включаются в ловильную компоновку для проведения работ по ликвидации прихвата бурильного инструмента).
По направлению действия ясы подразделяются на: одностороннего действия (направление силы удара прикладывается только в одну сторону – вверх или вниз) и двустороннего действия (направление силы удара прикладывается вверх и вниз), многостороннего действия (крутильные ясы).
По принципу действия ясы бывают: механические, гидромеханические и гидравлические.
Механический яс – наиболее простой по конструкции яс, состоящий только из механических элементов (корпусов-переводников, штока и хвостового ограничителя штока).
Гидромеханический яс – яс, который состоит из гидравлической и механической части. Механическая часть включает в себя предохранительную механическую защелку (фиксатор), которая служит для предотвращения нежелательного срабатывания яса во время бурения или СПО. Гидравлическая часть содержит гидравлическое дозирующее устройство (гидроклапан), которое позволяет регулировать силу удара вверх (вниз) за счет изменения усилия натяжения (сжатия) бурильной колоны во время гидравлической задержки.
Гидравлический яс – яс, в котором отсутствует механическая часть, сила удара регулируется гидроклапанами дозирующими нагрузку ударов по месту прихвата.
По назначению ясы подразделяются на буровые (включаются в состав бурильной колонны для предотвращения прихвата бурильного инструмента) и ловильные (используются в составе ловильной компоновки для ликвидации прихватов бурильного инструмента).
ООО ПСК «УралНефтеБур» приступил к изготовлению бурового гидромеханического яса ЯГМ-110 двустороннего действия собственной разработки, а так же спроектирован и разработан гидромеханический яс 120 габарита - ЯГМ-120.
Условия эксплуатации яса: максимальная забойная температуре - не более 110 °С, содержание абразива рабочей жидкости - не более 1%. Наличие в конструкции яса шлицевого переводника позволяет передавать крутящий момент при бурении с вращением бурильного инструмента, а также способствует более быстрому освобождению колонны при прихвате.
|
Технические характеристики ЯГМ-110
|
|
|
Тип исполнения |
правый |
|
Направление действия |
вверх-вниз |
|
Принцип действия |
гидро-механический |
|
Максимальный наружный диаметр, мм |
110 |
|
Внутренний проходной диаметр, мм |
50 |
|
Длина яса в транспортном положении, мм |
4374 |
|
Максимальный ход штока, мм |
450 |
|
Масса, кг |
220 |
|
Присоединительная резьба |
З-86 |
|
Гидравлическая задержка, сек. |
25±5 |
|
Номинальная нагрузка для срабатывания яса (вверх/вниз), т·с |
15/10 |
|
Диапазон усилий для разблокирования фиксатора, т∙с |
10±2 |
|
Допустимая растягивающая нагрузка, т∙с |
100 |
|
Максимально допустимая растягивающая нагрузка при аварийном подъеме, т∙с |
150 |
|
Допустимый крутящий момент при работе, кН∙м |
18 |
|
Максимально допустимый крутящий момент, кН∙м |
30 |
|
Технические характеристики ЯГМ-120
|
|
|
Тип исполнения |
правый |
|
Направление действия |
вверх-вниз |
|
Принцип действия |
гидро-механический |
|
Максимальный наружный диаметр, мм |
120 |
|
Внутренний проходной диаметр, мм |
50 |
|
Длина яса в транспортном положении, мм |
4800 |
|
Максимальный ход штока, мм |
450 |
|
Масса, кг |
280 |
|
Присоединительная резьба |
З-102 |
|
Время срабатывания яса, сек. |
25±5 |
|
Номинальная нагрузка для срабатывания яса (вверх/вниз), т·с |
25/15 |
|
Диапазон усилий для разблокирования фиксатора, т∙с |
10±2 |
|
Допустимая растягивающая нагрузка, т∙с |
120 |
|
Максимально допустимая растягивающая нагрузка при аварийном подъеме, т∙с |
150 |
|
Допустимый крутящий момент при работе, кН∙м |
25 |
|
Максимально допустимый крутящий момент, кН∙м |
38 |
www.pskunb.ru