После того как разобрали двигатель нужно тщательно отмыть все детали бензином и удалить нагар. Перед сборкой двигателя нужно продефектировать блок цилиндров, головку блока цилиндров и все основные детали для сборки двигателя.
Проверить герметичность рубашки охлаждения блока, для этого заглушить в блоке все отверстия деревянными пробками, кроме одного, к которому подвести шланг для подачи сжатого воздуха. Опустить блок в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах негерметичности будут выходить воздушные пузыри.
Таким же образом проверить герметичность масляных каналов блока. При обнаружении негерметичности блок необходимо заменить.
| Основные размеры блока цилиндров двигателя ВАЗ-2123 | Маркировка размерного класса цилиндров на блоке |
|
Измеряем нутромером диаметр цилиндров в четырех поясах (на расстоянии 8, 15, 50, 90 мм от верхней плоскости блока) и двух направлениях (параллельном и перпендикулярном оси коленчатого вала). Если износ превышает 0,15 мм, необходимо блок расточить до ремонтного размера на 0,4 или 0,8 мм. |
Схема измерения цилиндров нутромером |
| В зоне 1 цилиндры практически не изнашиваются. По разности замеров в первом и остальных поясах можно судить о величине износа цилиндров | Чтобы определить износ юбки поршня, микрометром измеряем диаметр в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 55 мм от днища поршня. |
|
Измеряем микрометром диаметры шатунных шеек коленчатого вала |
Измеряем диаметры коренных шеек коленчатого вала |
|
Шейки коленчатого вала шлифуют до ближайшего ремонтного размера, если их овальность больше 0,03 мм, а также, если на шейках присутствуют задиры и риски.
|
После шлифовки нужно удалить заглушки с масляных каналов и удалить остатки абразива и отложений. Устанавливаем новые заглушки. |
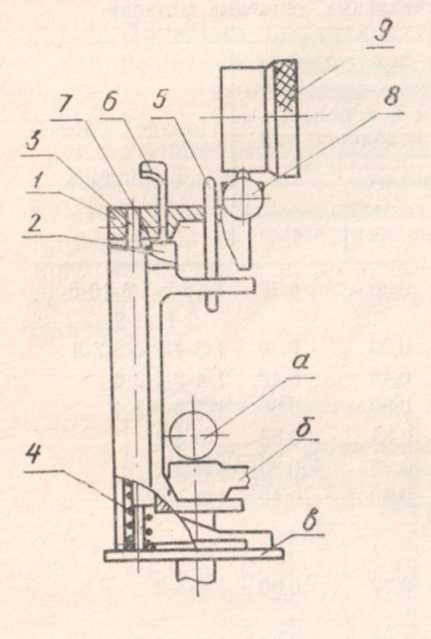
Поверхности маховика, сопрягаемые с коленчатым валом и с ведомым диском сцепления, должны быть без царапин, задиров и совершенно плоскими.
| рис. 10 |
Если на рабочей поверхности 3 маховика под ведомый диск сцепления имеются царапины, то нужно проточить эту поверхность, снимая слой металла толщиной не более 1 мм. Затем проточите поверхность 2, выдержав размер 0,5±0,1 мм и обеспечивая параллельность поверхностей 2 и 3 относительно поверхности 1. Допуск непараллельности составляет 0,1 мм. После проточки устанавливаем маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность 1, проверяем биение плоскостей 3 и 2. В крайних точках индикатор не должен показывать биений, превышающих 0,1 мм.
Обращаем внимание на плотность посадки зубчатого венца и на состояние его зубьев. Если венец можно переместить на маховике или зубья сильно изношены, замените маховик в сборе с венцом. Замена венца достаточно сложна и требует наличия определенных навыков у исполнителя, а также применения специального инструмента.
| рис. 11 |
Устанавливаем маховик и снятые узлы и детали в порядке, обратном снятию. Маховик может быть установлен на коленчатый вал в двух противоположных положениях, определяемых расположением крепежных отверстий. Однако на заводе-изготовителе его балансируют в сборе с коленчатым валом, поэтому он должен быть установлен строго в первоначальное положение. Для правильной установки на маховике сделана метка в виде конусной лунки, которая должна быть сориентирована при установке в ту же сторону, что и шатунная шейка 4-го (1-го) цилиндра. Если после снятия маховика коленчатый вал проворачивали, установите поршень 4-го цилиндра в положение ВМТ такта сжатия, затем еще на половину оборота и устанавливайте маховик на коленчатый вал, повернув его меткой вертикально вниз. Болты крепления маховика затягивайте равномерно крест-накрест крутящим моментом – 60,96-87,42 Нм (6,22-8,92 кгс.м)
Дефектацию других узлов и деталей двигателя ВАЗ-2123 рассмотрим в статьях по этим узлам.
aubito.ru
Страница 1 из 2
Основные размеры шатунно-поршневой группы показаны на рисунке 1.
Поршень — алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. По высоте она бочкообразная, а в поперечном сечении — овальная. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня
| рис. 2 |
Рисунок 2. Маркировка поршня и шатуна
| рис. 3 |
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. На днищах этих поршней ставится маркировка в виде треугольника или квадрата. Треугольник соответствует увеличению наружного диаметра на 0,4 мм, а квадрат — на 0,8 мм.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной, полый, плавающего типа, тесть свободно вращается в бобышках поршня и втулке шатуна. Палец фиксируется в поршне двумя стальными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Поршневые кольца — изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной (расширителем).
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности не взаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 6 (см. рисунок 2) цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны
aubito.ru
Страница 1 из 2
Снятие головки с двигателя было рассмотрено в статье – «Демонтаж ГБЦ»
Разборка головки блока цилиндров в статье – «Разборка ГБЦ»
В этой статье рассмотрим проверку и ремонт головки блока цилиндров.
Тщательно промываем головку цилиндров и очищаем масляные каналы головки. Удаляем нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой.
| рис. 1 |
Осматриваем головку цилиндров. Не допускаются трещины в любых местах головки.
Если есть подозрение на попадание охлаждающей жидкости в масляную систему, нужно проверить герметичность головки цилиндров.
Для проверки герметичности нужно закрыть отверстия охлаждающей рубашки головки цилиндров заглушками. Есть специальный комплект заглушек А.603334. Но можно конечно сделать самим из подсобных материалов.
Нагнетайте насосом в рубашку охлаждения головки цилиндров воду под давлением 0,5 МПа (5 кгс/см2). В течение двух минут не должно наблюдаться утечки воды из головки цилиндров.
Можно проверить герметичность головки цилиндров и сжатым воздухом, для чего также установите на головке цилиндров заглушки приспособления А.60334. Опустите головку цилиндров в ванну с водой, прогретой до 60—80˚C и дайте ей прогреться в течение пяти мин. Затем подайте внутрь головки сжатый воздух под давлением 0,15—0,2 МПа (1,5—2 кгс/см2). В течение 1—1,5 мин не должно наблюдаться выхода пузырьков воздуха из головки.
Форма фасок седел клапанов показана на рисунке 2 и 3.
|
2. Профиль седла впускного клапана |
3. Профиль седла выпускного клапана |
На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел, снимая как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки.
Для шлифования седел установите головку цилиндров на подставку, вставьте в направляющую втулку клапана стержень А.94059 и очистите фаски седел от нагара зенкерами А.94031 и А.94092 для седел выпускных клапанов и зенкерами А.94003 и А.94101 для седел впускных клапанов. Зенкера надеваются на шпиндель А.94058 и центрируются направляющим стержнем А.94059. Эти стержни существуют двух различных диаметров: А.94059/1 — для направляющих втулок впускных клапанов и А.94059/2 для направляющих втулок выпускных клапанов.
Наденьте на направляющий стержень А.94059 пружину А.94069/5, установите на шпиндель А.94069 конический круг А.94078 для седел выпускных клапанов или круг А.94100 для седел впускных клапанов, закрепите шпиндель в шлифовальной машинке и прошлифуйте седло клапана.
|
4. Шлифование рабочей фаски седла клапана |
5. Сужение рабочей фаски седла клапана зенкером, установленным на шпинделе А.94058 |
В момент соприкосновения круга с седлом машинка должна быть выключена, иначе возникнет вибрация, и фаска будет неправильной. Рекомендуется чаще производить правку круга алмазом.
Для седел выпускных клапанов ширину рабочей фаски доведите до величин, указанных на рисунке 2, зенкером А.94031 (угол 20˚), и зенкером А.94092, которым устраняется наклеп на внутреннем диаметре. Зенкеры надеваются на шпиндель А.94058 и, также как и при шлифовании, центрируются стержнем А.94059.
У седел впускных клапанов ширину рабочей фаски доведите до величин, указанных на рисунке 3, сначала обработав внутреннюю фаску зенкером А.94003 (рисунок 5) до получения диаметра 33 мм, а затем фаску 20˚ зенкером А.94101 до получения рабочей фаски шириной 1,9—2 мм.
По притирке клапанов можно посмотреть еще статью
aubito.ru
Страница 1 из 3
Вам потребуются: ключи «на 10», «на 13», «на 14», «на 17», «на 19», «на 21», «на 22», «на 36» (или специальный ключ для гайки крепления шкива коленчатого вала, при отсутствии такого ключа можно воспользоваться газовым ключом), торцовые головки «на 12» и «на 13» (или специальный ключ для болтов крепления головки блока цилиндров), отвертка, молоток, съемник масляного фильтра.
Если есть возможность, работайте на специальном поворотном стенде, обеспечивающем доступ к двигателю со всех сторон, так как двигатель очень тяжело фиксировать от перемещения при отворачивании деталей крепления, затянутых большим моментом.
1. Снимите двигатель с автомобиля.
2. Аналогично тому, как это делали на двигателе, установленном на автомобиль (без учета операций по отсоединению проводов, трубопроводов и навесных агрегатов), выполните следующие работы:
– снимите масляный фильтр;
– снимите сцепление;
– снимите маховик;
– снимите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров»).
3. Отверните три болта крепления корпуса насоса охлаждающей жидкости к блоку цилиндров и снимите насос в сборе со шкивом.
4. Ослабьте затяжку датчика сигнальной лампы недостаточного давления масла, удерживая переходник от проворачивания, и выверните датчик.
5. Снимите башмак натяжителя цепи привода распределительного вала (см. «Замена башмака натяжителя цепи привода распределительного вала»).
|
6. Сдвиньте отверткой звездочку коленчатого вала и снимите ее. Отогните край стопорной шайбы, выверните болт крепления звездочки валика привода масляного насоса и снимите звездочку. 7. Снимите цепь привода распределительного вала. |
8. Снимите заглушку монтажного отверстия в блоке цилиндров. |
|
9. Снимите крышку сапуна системы вентиляции картера. 10. Выверните два болта крепления упорного фланца валика привода масляного насоса, сдвиньте валик вперед и снимите его. |
11. Подденьте отверткой шестерню привода масляного насоса и снимите ее. |
|
12. Отверните две гайки крепления передней крышки картера сцепления и снимите крышку. |
13. Выверните два болта крепления масляного картера к держателю заднего сальника коленчатого вала, |
|
14. - шесть болтов крепления держателя к блоку цилиндров и, аккуратно поддев отверткой, снимите держатель сальника. Не потеряйте два болта с квадратными головками крепления передней крышки картера сцепления. Они свободно установлены в гнездах держателя и легко выпадают |
15. Выверните оставшиеся болты крепления масляного картера, снимите шайбы и масляный картер. 16. Если прокладка масляного картера осталась на блоке цилиндров, снимите ее. 17. Выверните два болта крепления масляного насоса и снимите его. |
Если прокладка масляного насоса осталась на насосе, отделите и снимите ее.
avtomechanic.ru
Страница 1 из 3
Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
После разборки тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей).
1. Осмотрите блок, особенно внимательно – опоры коленчатого вала. Трещины в любых местах блока не допускаются. Если есть подозрение на наличие трещин в блоке (попала охлаждающая жидкость в картер или масло в охлаждающую жидкость), проверьте герметичность блока на специальном стенде. Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
2. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются. При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой – при этом дефекты видны значительно лучше.
3. Определите нутромером фактические диаметры цилиндров.
Рис. 1. Схема измерения цилиндров: А и В – направления измерения; 1, 2, 3, 4 – номера поясов
Диаметр цилиндра измеряйте в четырех поясах (рис. 1), расположенных по высоте цилиндра на расстоянии 5, 15, 50 и 90 мм от плоскости разъема с головкой блока. В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (в продольном и поперечном).
Цилиндры блока по диаметру подразделяются на пять классов:
A = 82,00–82,01 мм;
B = 82,01–82,02 мм;
C = 82,02–82,03 мм;
D = 82,03–82,04 мм;
E = 82,04–82,05 мм.
Класс каждого цилиндра блока в соответствии с документацией завода-изготовителя отмечен клеймом на правой стороне нижней плоскости (плоскости разъема с масляным картером).
В соответствии с документацией завода-изготовителя на левой стороне нижней плоскости блока должно быть нанесено клеймо с условным номером блока цилиндров. Такой же номер должен быть на всех крышках коренных подшипников для указания принадлежности крышек к данному блоку. В зоне первого пояса (на расстоянии 5 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в первом и остальных поясах можно судить об износе цилиндров. Если максимальное значение износа больше 0,15 мм, расточите цилиндры до ближайшего ремонтного размера поршней (увеличенного на 0,4 или 0,8 мм), оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,05–0,07 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, имеющих специальное оборудование.
4. Проверьте отклонение от плоскостности поверхности разъема блока с головкой цилиндров. Приложите штангенциркуль (или линейку) к плоскости: в середине блока; в поперечном и продольном направлениях; по диагоналям плоскости. В каждом положении плоским щупом определите зазор между штангенциркулем и плоскостью. Это и будет отклонение от плоскостности. Если отклонение превышает 0,1 мм, замените блок.
5. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
6. Очистите от нагара канавки под поршневые кольца старым кольцом, вращая его.
7. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин.
8. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковые и взаимозаменяемые.
avtomechanic.ru