Основные неисправности газораспределительного механизма двигателя.
Стуки в газораспределительном механизме появляются по причине увеличенных зазоров в клапанном механизм, износе подшипников или кулачков распределительного вала, рычагов, а также из-за поломки пружин клапанов.
Для устранения стуков необходимо отрегулировать тепловой зазор, а изношенные детали и узлы следует заменить.
Повышенный шум цепи привода распределительного вала появляется вследствие износа шарнирных соединений звеньев цепи и ее удлинения.
Следует отрегулировать натяжение цепи, а при чрезмерном ее износе - заменить на новую.
Потеря мощности двигателя и повышенная дымность выхлопных газов происходят при нарушении теплового зазора в клапанном механизме, неплотном закрытии клапанов, износе маслоотражательных колпачков.
Зазор следует отрегулировать, изношенные колпачки поменять, а клапаны "притереть" к седлам.
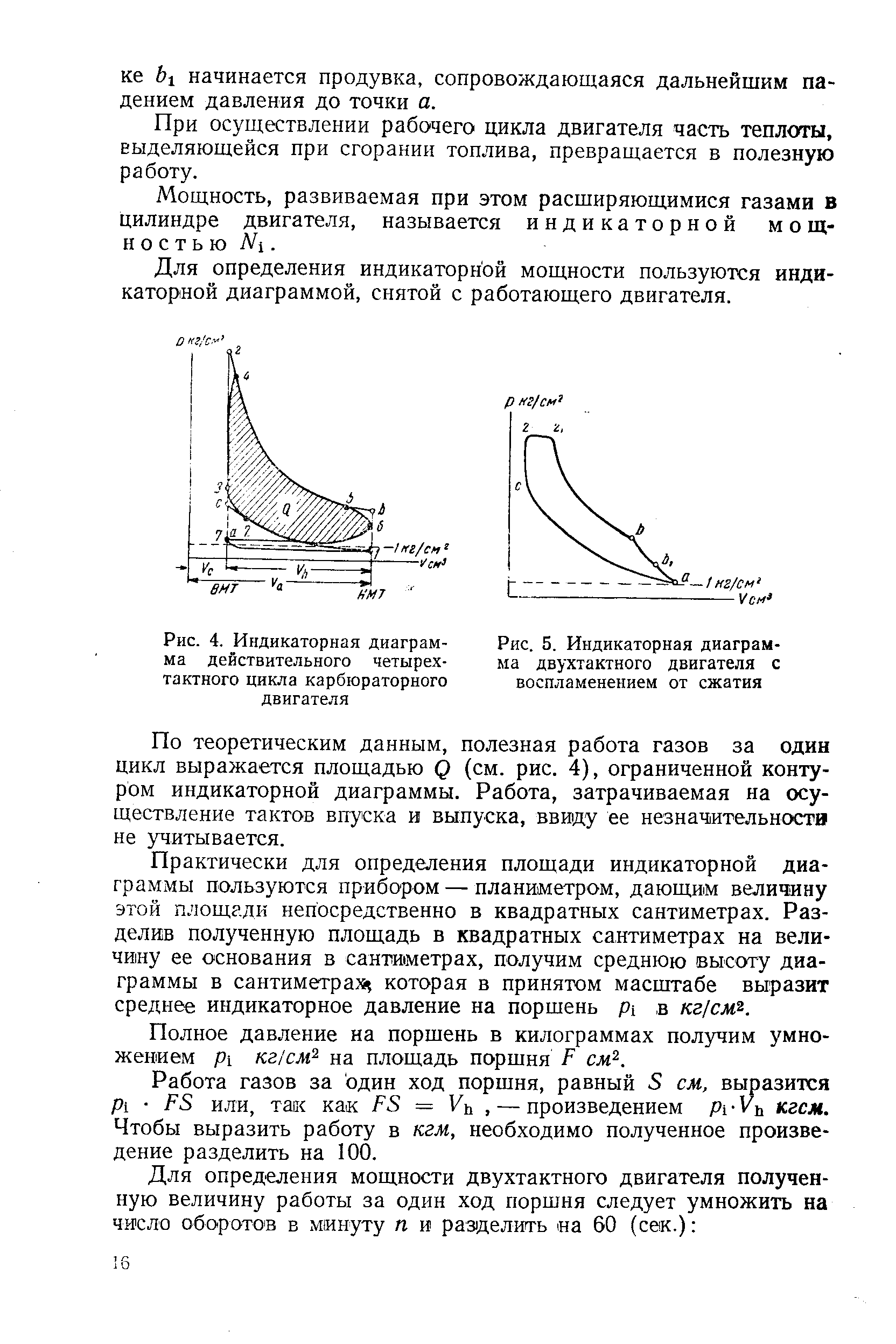
К характерным повреждениям газораспределительного механизма (ГРМ) относятся: износ толкателей их направляющих втулок, тарелок клапанов и их гнезд, шестерен, кулачков и опорных шеек распределительного вала; нарушение зазоров между стержнями клапанов и коромыслами (толкателями), поломка и потеря упругости клапанных пружин, поломка зубьев распределительных шестерен, прогорание клапанов. Признаками неисправности ГРМ служат стуки, появление вспышек в карбюраторе и хлопков в глушителе.
Техническое обслуживание КШМ и ГРМ. Является частью технического обслуживания двигателя и включает проверку и подтягивание креплений, диагностирование двигателя, регулировочные и смазочные работы.
Крепежные работы проводят для проверки состояния креплений всех соединений двигателя; опор двигателя к раме, головки цилиндров и поддона картера к блоку, фланцев впускного и выпускного трубопроводов и других соединений.
Для предотвращения пропуска газов и охлаждающей жидкости через прокладку головки цилиндров проверяют и при необходимости определенным моментом подтягивают гайки ее крепления к блоку. Делается это с помощью динамометрического ключа. Момент и последовательность затяжки гаек установлены заводами-изготовителями Чугунную головку цилиндров. Проверку затяжки болтов крепления поддона картера во избежание его деформации и нарушения герметичности также производят с соблюдением определенной последовательности, заключающейся в поочередном подтягивании диаметрально расположенных болтов.
Диагностирование технического состояния КШМ и ГРМ на автотранспортных предприятиях осуществляют: по количеству газов, прорывающихся картер; по давлению в конце такта сжатия (компрессии), по утечке сжатого воздуха из цилиндров, путем прослушивания двигателя с помощью стетоскопа.
Количество газов, прорывающихся в картер двигателя между поршнями с кольцами и цилиндрами, замеряют газовым расходомером, соединенным с маслоналивным патрубком. При этом картер двигателя герметизируют резиновыми пробками, закрывающими отверстия под масляный щуп и газоотводящую трубку системы вентиляции картера. Замеры проводят на динамометрическом стенде при полной нагрузке и максимальной частоте вращения коленчатого вала. Для нового двигателя количество прорывающихся газов в зависимости от модели двигателя составляет 16–28 л/мин. Несмотря на простоту метода, использование его на практике встречает затруднения, связанные с необходимостью создания полной нагрузки и непостоянным количеством прорывающихся газов, зависящим от индивидуальных качеств двигателя.
Наиболее часто диагностирование КШМ и ГРМ проводят компрессометром путем измерения давления в конце такта сжатия, которое служит показателем герметичности и характеризует состояние цилиндров, поршней с кольцами и клапанов-
Наиболее совершенен метод определения состояния КШМ и ГРМ с помощью специального прибора по утечкам сжатого воздуха, принудительно подаваемого в цилиндр через отверстие под свечу.
Прослушивание с помощью стетоскопа шумов и стуков, которые являются следствием нарушения зазоров в сопряжения КШМ и ГРМ, также позволяет провести диагностирование двигателя. Однако для этого требуется большой практический опыт исполнителя.
Регулировочные работы проводятся после диагностирования. При обнаружении стука в клапанах, а также при ТО-2 проверяют и регулируют тепловые зазоры между торцами стержней клапанов и носками коромысел. При регулировке зазоров на двигателе ЗМЗ-53 поршень 1-го цилиндра на такт сжатия устанавливают в ВМТ, для чего поворачивают коленчатый вал до совмещения ряски на его шкиве с центральной риской на указателе, расположенном на крышке распределительных шестерен. В этом положении регулируют зазоры между стержнями клапанов и носками коромысел 1-го цилиндра. Зазоры у клапанов остальных цилиндров регулируют в последовательности, соответствующей порядку работы цилиндров: 1-5-4-2-6-3-7-8, поворачивая коленчатый вал при переходе от цилиндра к цилиндру на 1/4 оборота. Существует и другой способ регулировки зазоров. Так, в двигателе ЗИЛ-130 после установки поршня 1-го цилиндра в ВМТ, для чего совмещают отверстие в шкиве коленчатого вала с меткой ВМТ, сначала регулируют зазоры у обоих клапанов 1-го цилиндра, выпускных клапанов 2, 4 и 5-го цилиндров, впускных клапанов 3, 7 и 8-го цилиндров. Зазоры у остальных клапанов регулируют после поворота коленчатого вала на полный оборот.
Для регулировки зазоров в двигателе КамАЗ-740 коленчатый вал устанавливают в положение, соответствующее началу подачи топлива в 1-м цилиндре, используя фиксатор, смонтированный на картере маховика. Затем поворачивают коленчатый вал через люк в картере сцепления на 60° и регулируют зазоры клапанов 1-го и 5-го цилиндров. Далее поворачивают коленчатый вал на 180, 360 и 540°, регулируя соответственно зазоры в 4-м и 2-м, 6-м и 3-м, 7-м и 8-м цилиндрах,
Нетрудно видеть, что независимо от способа установки коленчатого вала в исходную для регулировки позицию тепловой зазор в приводе каждого клапана проверяется и регулируется в положении, когда этот клапан полностью закрыт,
Текущий ремонт КШМ и ГРМ, Характерными работами при текущем ремонте КШМ и ГРМ являются замена гильз, поршней, поршневых колец, поршневых пальцев, вкладышей шатунных и коренных подшипников, клапанов, их седел и пружин, толкателей, а также шлифование и притирка клапанов и их седел.
Замена гильз блока цилиндров производится в случаях, когда их износ превышает допустимый, при наличии сколов, трещин любого размера и задиров, а также при износе верхнего и нижнего посадочных поясков.
Извлечь гильзы из блока цилиндров достаточно трудно. Поэтому их впрессовывают с помощью специального съемника, захваты которого зацепляют за нижней торец гильз. Использование других методов недопустимо, так как это приводит к повреждению посадочных отверстий под гильзы в блоке цилиндров двигателя и самих гильз.
Перед запрессовкой новой гильзы ее необходимо подобрать по блоку цилиндров таким образом, чтобы ее торец выступал над плоскостью разъема с головкой блока. Для этого гильзу устанавливают в блок цилиндров без уплотнительных колец, накрывают поверочной плитой и щупом замеряют зазор между плитой и блоком цилиндров.
Гильзы, установленные в блок без уплотнительных колец, должны свободно проворачиваться. Перед окончательной постановкой гильз следует проверить состояние посадочных отверстий под них в блоке цилиндров – Если они сильно поражены коррозией или имеют раковины, необходимо отремонтировать их нанесением слоя эпоксидной смолы, смешанной с чугунными опилками, который после застывания зачистить заподлицо. Края верхней части блока, которые первыми соприкасаются с резиновыми уплотнительными кольцами при запрессовке гильзы, должны быть зачищены шлифовальной шкуркой для предотвращения повреждений уплотнительных колец процессе запрессовки,
Гильзы с установленными на них резиновыми уплотнительными кольцами запрессовывают в блок цилиндров с помощью пресса. Можно это сделать и с помощью специального приспособления, устройство. При надевании уплотнительных колец их нельзя сильно растягивать, а также допускать скручивания в канавке гильзы цилиндров.
Замена поршней производится при образовании на поверхности юбки глубоких задиров, прогорании днища и поверхности поршня в зоне верхнего компрессионного кольца, при износе верхней канавки под поршневое кольцо больше допустимого.
Замену поршня делают без снятия двигателя с автомобиля: сливают масло из поддона картера, снимают головку блока и поддон картера, расшплинтовывают и отворачивают гайки шатунных болтов, снимают крышку нижней головки шатуна и вынимают вверх поврежденный поршень в сборе с шатуном и поршневыми кольцами. Затем вынимают из отверстий в бобышках стопорные кольца, с помощью пресса впрессовывают поршневой палец и отделяют поршень от шатуна. В случае необходимости тем же прессом впрессовывают бронзовую втулку верхней головки шатуна.
Перед заменой поршня необходимо сначала подобрать его по цилиндру, Для этого необходимо выбрать поршень, размерная группа которого соответствует размерной группе гильзы (цилиндра), и проверить лентой-щупом зазор между поршнем и гильзой, Для этого поршень вставляют в цилиндр головкой вниз так, чтобы край юбки совпадал с торцом гильзы, а лента-щуп, вставленная между гильзой и поршнем. находилась в плоскости, перпендикулярной оси пальца. Затем динамометром протягивают ленту-щуп и измеряют усилие протягивания, которое должно находиться в пределах допустимого. Размеры ленты-щупа и усилие протягивания для разных моделей двигателей приведены в инструкции по эксплуатации или в руководстве по ремонту. Так, для двигателей ЗИЛ-130 используют ленту толщиной 0,08 мм, шириной 13 мм и длиной 200 мм, а усилие протягивания должно быть 35-45 Н. Если усилие отлично от рекомендуемого берут другой поршень той же размерной группы или, в виде исключена соседней размерной группы и снова подбирают его по цилиндру.
В пределах номинального и каждого ремонтного размера гильз и поршней двигателя ЗИЛ-130 имеется шесть размерных групп. Диаметры цилиндров в пределах каждой из них отличаются на 0.01 мм. Индекс размерной группы (А. АА, Б, ББ, В, ВВ для гильз и поршней номинального размера и Г, ГГ, Д. ДД, Е, ЕЕ для 1-го ремонтного размера и т, д.) обозначен на верхнем торце гильзы и па днище поршня,
Аналогичные размерные группы в пределах каждого ремонтного размера имеют все другие двигатели автомобилей.
При сборке двигателей, сняты; с автомобиля, подбор поршней но цилиндрам осуществляется аналогичным образом, так же подбирают поршни при сборке двигателей на заводах – изготовителях.
При замене поршней на АТП, кроме под6opa поршня по цилиндру, следует обеспечить соблюдение еще одного важного требования ТУ на сборку двигателей: диаметр отверстия в бобышках поршня, диаметр поршневого пальца и диаметр отверстий в бронзовой втулке верхней головки шатуна должны иметь одну размерную группу. Поэтому перед сборкой комплекта «поршень — палец — шатун» необходимо убедиться, что маркировка, нанесенная краской, на одной из бобышек поршня, на торцах пальца и верхней головки шатуна выполнена одной краской.
В случае, когда меняют всю цилиндропоршневую группу, что чаще всего происходит на практике, проблем с подбором не возникает: поршень, палец, поршневые кольца и гильза, поступающие в запасные части комплектом, подобраны заранее. Поэтому при сборке требуется по маркировке деталей убедиться в правильности подбора и проверить лентой-щупом зазор между поршнем и гильзой. Можно обойтись и без ленты-щупа. Правильно подобранный поршень должен под собственным весом медленно опускаться в гильзе. Необходимо также проверить подходит ли новый поршневой палец к верхней головке шатуна: поршневой палец должен плавно входить в отверстие втулки верхней головки шатуна под нажимом большого пальца руки.
Перед тем как соединять поршень с шатуном, последний необходимо проверить на параллельность осей-головок, Делается это на контрольном приспособлении с индикаторными головками.
При деформации, превышающей допустимые пределы, шатун правят. Затем поршень помещают в ванну с жидким маслом, нагревают до температуры 60 °С и с помощью оправки запрессовывают поршневой палец в отверстия бобышек поршня и верхней головки шатуна. После запрессовки в канавки бобышек вставляют стопорные кольца.
Аналогичным образом, начиная со снятия головки блока цилиндров в поддона картера, поступают в случае необходимости замены втулки верхней головки шатуна, поршневого пальца и поршневых колец. Негодные втулки впрессовывают, а на их место запрессовывают новые, обеспечивая при этом необходимый зазор. Затем втулки растачивают на горизонтально-расточном станке или обрабатывают с помощью развертки, Внутренняя поверхность втулки должна быть чистой, без рисок с параметром шероховатости порядка Ro=0,63 мкм, а овальность и конусообразность отверстия не должны превышать 0.004 мм.
Перед установкой поршня в сборе с шатуном в блок цилиндров проводят установку комплекта поршневых колец в канавки поршня. Кроме того, кольца проверяют на просвет, для чего вставляют их в верхнюю неизношенную часть гильзы цилиндра и визуально оценивают плотность прилегания.
Зазор в замке определяют щупом и в случае, когда он меньше допустимого, концы колец спиливают. После этого кольцо повторно проверяют на просвет и только потом с помощью специального приспособления, разжимающего кольцо за торцы в замке, устанавливают в канавки поршней.
Комплекты колец номинального размера используют при ТР двигателей, цилиндры которых не растачивались, а в расточенные устанавливают кольца ремонтного размера, .которые по наружному диаметр, Соответствуют новому диаметру цилиндров.
Стыки (замки) соседних колец равномерно разводят по окружности. Компрессионные кольца на поршень устанавливают фаской вверх. При этом они должны свободно вращаться в канавках поршня. Установка *поршней в сборе с кольцами в цилиндры двигателя осуществляется с помощью специального приспособления.
Замена вкладышей коленчатого вала проводится при стуке подшипников и падении давления в масляной магистрали ниже 0,5 кгс/см2 при частоте вращения коленчатого вала 500–600 об/мин и исправно работающих в масляном насосе и редукционных клапанах. Необходимость замены вкладышей обусловлена диаметральным зазором в коренных и шатунных подшипниках: если он более допустимого, вкладыши заменяют новыми. Номинальный зазор между вкладышами и коренной шейкой должен составлять 0,026– 0,12 мм, между вкладышами и шатунной шейкой 0,026–0,11 мм в зависимости от модели двигателя.
Зазор в подшипниках коленчатого вала определяют с помощью контрольных латунных пластинок. Для двигателей автомобилей ЗИЛ и ГАЗ используют пластинки из медной фольги толщиной 0,025; 0,05; 0,075 мм, шириной 6–7 мм и длиной на 5 мм короче ширины вкладыша. Пластинку, смазанную маслом, укладывают между шейкой вала и вкладышем (рис. 9.9), а болты крышки подшипника затягивают динамометрическим ключом с определенным для каждого двигателя моментом (для коренных подшипников двигателя ЗИЛ-130 это 110–130 Н м, шатунных 70–80 Н м). Если при установки пластинки толщиной 0,025 мм коленчатый вал вращается слишком легко, значит зазор больше 0,025 мм и, следовательно, следует заменить пластину на следующий размер, пока вал не будет вращаться с ощутимым усилием, что соответствует фактическому зазору между шейкой и вкладышем. При проверке одного подшипника болты остальных должны быть ослаблены. Так поочередно проверяются все подшипники.
Необходимо, чтобы на поверхности шеек коленчатого вала не было задиров. При наличии задиров и износа заменять вкладыши нецелесообразно. В этом случае необходима замена коленчатого вала.
После проверки состояния шеек коленчатого вала вкладыши требуемого размера промывают, протирают и устанавливают в постели коренных и шатунных подшипников, предварительно смазав поверхность вкладыша и шейки моторным маслом.
Для двигателей ЗИЛ-130, кроме номинального, предусмотрено пять ремонтных размеров коренных и шатунных шеек коленчатого вала. Соответственно выпускается шесть комплектов вкладышей: номинального, 1, 2, 3, 4, 5-го ремонтных размеров.
Регулировка осевого люфта коленчатого вала у двигателей ЗИЛ-130 и ЗМЗ-53 производится подбором упорных шайб. У двигателей ЗМЗ-53 осевой зазор между передним упорным торцом коленчатого вала и задней упорной шайбой должен быть 0,075–0,175 мм, а у двигателей ЗИЛ-130 0,075–0,245 мм.
В процессе эксплуатации вследствие износов осевой зазор увеличивается. При ТР его регулируют, устанавливая упорные шайбы или полукольца ремонтных размеров, которые по сравнению с номинальным размером имеют увеличенную (соответственно на 0,1; 0,2; 0,3 мм) толщину.
Основными неисправностями головок блока являются: трещины на поверхности сопряжения с блоком цилиндров, трещины на рубашке охлаждения, коробление поверхности сопряжения с блоком цилиндров, износ отверстий в направляющих втулках клапанов, износ и раковины на фасках седел клапанов, ослабление посадки седел клапанов в гнездах.
Трещины длиной не более 150 мм, расположенные на поверхности сопряжения головки цилиндров с блоком, заваривают. Перед сваркой в концах трещин головки, изготовленной из алюминиевого сплава, сверлят отверстия 0 4 мм и разделывают ее по всей длине на глубину 3 мм под углом 90°. Затем головку нагревают в электропечи до 200 °С и после зачистки шва металлической щеткой заваривают трещину ровным швом постоянным током обратной полярности, используя специальные электроды.
При сварке газовым способом используют горелку с наконечником № 4 и проволоку марки АЛ4 диаметром 6 мм, а в качестве флюса применяют АФ-4А. После заварки удаляют остатки флюса со шва и промывают его 10 %-ным раствором азотной кислоты, а затем горячей водой. После этого шов зачищают заподлицо с основным металлом шлифовальным кругом.
Трещины длиной до 150 мм, расположенные на поверхности рубашки охлаждения головки цилиндров, заделывают эпоксидной пастой. Предварительно трещину разделывают так же, как для сварки, обезжиривают ацетоном, наносят два слоя эпоксидной композиции, смешанной с алюминиевыми опилками. Затем головку выдерживают в течение 48 ч при 18–20 °С.
Коробление плоскости сопряжения головки с блоком цилиндров устраняют шлифованием или фрезерованием «как чисто». После обработки головки проверяют на контрольной плите. Щуп толщиной 0,15 мм не должен проходить между плоскостью головки и плитой.
При износе отверстий в направляющих втулках клапанов их заменяют новыми. Отверстия новых втулок разворачивают до номинального или ремонтного размеров. Для выпрессовки и запрессовки направляющих используют оправку и гидравлический пресс.
Износ и раковины на фасках седел клапанов устраняют притиркой или шлифованием. Притирку выполняют с помощью пневматической дрели, на шпинделе которой установлена присоска.
Для притирки клапанов применяют притирочную пасту (15 г микропорошка белого электрокорунда М20 или М12, 15 г карбида бора М40 и моторное масло М10Г2 или М10В2) или пасту ГОИ. Притертые клапан и седло должны иметь по всей длине окружности фаски ровную матовую полоску а 1,5 мм.
Качество притирки проверяют так же прибором, создающие над клапаном избыточное давление воздуха. После достижения давления 0,07 МПа оно не должно заметно снижаться в течение 1 мин.
В случае, когда восстановить фаски седел притиркой не удается, седла зенкуют с последующим шлифованием и притиркой. После зенкования рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол, а затем притирают клапаны. При наличии на фаске раковин и при ослаблении посадки седла в гнезде головки блока его впрессовывают с помощью съемника, а отверстие растачивают под седло ремонтного размера. Изготовленные из высокопрочного чугуна. седла ремонтного размера запрессовывают с помощью специальной оправки в предварительно нагретую головку блока, а затем зенковками формируют фаску седла.
Характерными неисправностями клапанов являются износ и раковины на фаске клапана, износ и деформация стержней клапанов, износ торца клапана. При дефектации клапанов проверяют прямолинейность стержня и биение рабочей фаски головки относительно стержня. Если биение больше допустимого, клапан правят. При износе стержня клапана его шлифуют под один из двух предусмотренных ТУ ремонтных размеров на бесцентрово-шлифовальном станке. Изношенный торец стержня клапана шлифуют «как чисто» на заточном станке.
Для шлифования изношенной фаски используют станок модели Р108. На нем же шлифуют цилиндрическую поверхность изношенных толкателей под один из двух предусмотренных ТУ ремонтных размеров, изношенные сферические поверхности толкателей и коромысел.
На крупных АТП и в автотранспортных объединениях, имеющих специализированные участки по восстановлению деталей, осуществляют ремонт коленчатых и распределительных валов. Изношенные коренные и шатунные шейки коленчатых валов, а также опорные шейки распределительных валов шлифуют под ремонтные размеры на кругло шлифовальном станке. После шлифования шейки коленчатого и распределительного валов полируют абразивной лентой или пастой ГОИ. Изношенные кулачки распределительного вала шлифуют на копировально-шлифовальном станке.
Система охлаждения. Внешними признаками неисправности системы охлаждения являются перегрев или чрезмерное охлаждение двигателя, потеря герметичности. Перегрев возможен при недостатке охлажд
studfiles.net
Диагностика двигателя автомобиля
Для начала, надо ознакомиться с устройством двигателя, системами питания, смазки, охлаждения и зажигания карбюраторных двигателей. Изучить сопряжения и детали, оказывающие влияние на рабочие параметры двигателя. Научиться определять структурные параметры кривошипно-шатунного, газораспределительного механизмов и систем двигателя различного технического состояния. Изучить способы регулировки сопряжений двигателя и его систем. Научиться определять места и способы присоединения диагностических средств к двигателю и его системам. Иметь представление о характере изменения структурных параметров двигателя.
Диагностика двигателя современного автомобиля состоит из следующих этапов:
Техническое состояние двигателя, самого сложного и важного агрегата, оказывает наиболее существенное влияние на эксплуатационные качества автомобиля — производительность, экономичность, скорость движения, готовность к движению, содержание вредных веществ в отработавших газах.
Перечень основных неисправностей двигателя поможет вам при диагностировании современного автомобиля.
|
Неисправности |
Признаки |
Причины |
|
Снижение мощности двигателя |
Двигатель под нагрузкой не развивает обороты, сильно дымит, не обладает приемистостью. |
Износ деталей цилиндро-поршневой группы, перебои в системе зажигания, неисправности в системе питании, образование нагара в камере сгорания, отложения в системах впуска питания и охлаждения, нарушение работы газораспределительного механизма, повреждение прокладки головки блока цилиндров. |
|
Повышенный расход моторного масла |
- |
Утечка масла через сальники коленчатого вала, неплотности в соединениях картера с поддоном, с крышками клапанной коробки, распределительных шестерен, нарушение плотности соединения топливного насоса к блоку двигателя, масляных трубопроводов, износ или поломка поршневых колец и канавок в поршне, закоксовывание прорезей в маслосъемных поршневых кольцах, износ цилиндров, образование задиров или царапин на их поверхности, повышенное давление в картере из-за большого пропуска газов и неисправностей в системе вентиляции картера. |
|
Повышенный расход топлива |
- |
Износ цилиндро-поршневой группы, неисправности в системах питания и зажигания. |
|
Большой зазор между клапанами и толкателями |
Стуки в двигателе во время работы |
Нарушение регулировки зазора между стержнем клапана и толкателем (коромыслом). |
|
Износ коренных и шатунных подшипников, поршневых пальцев и втулок |
- |
Увеличенный зазор между подшипниками и шейками коленчатого вала, износ распределительных шестерен, увеличенные зазоры между цилиндром и поршнем, между бобышками поршня и поршневым пальцем, износ подшипников распределительного вала, а также ранний момент воспламенения смеси, вызывающий детонационное (взрывное) сгорание рабочей смеси. |
|
Низкое давление масла |
- |
Увеличенный зазор в подшипниках коленчатого вала, недостаток масла или снижение его вязкости, перегрев двигателя и масла, неисправности масляного насоса, нарушение регулировки редукционного клапана масляного насоса. |
|
Наличие воды в поддоне картера двигателя |
Перебои в работе двигателя при исправной работе систем питания и зажигания. |
Неисправность прокладки головки блока цилиндров, слабая затяжка болтов и гаек шпилек крепления головки блока цилиндров, трещины в блоке цилиндров и головке блока. |
www.autoezda.com
Проверка технического состояния механизма газораспределения заключается в оценке состояния его деталей. Состояние деталей оценивают по уровню шума и стукам, расходу сжатого воздуха, подаваемого в цилиндры, падению компрессии, по упругости клапанных пружин, а также по измерению изменений разряжения во впускном трубопроводе. По шуму и стуку определяют износ и растяжение цепи и звездочек привода газораспределительного механизма. Кроме того, шумы свидетельствуют об износе подшипников и опорных шеек распределительного вала, об увеличенном зазоре в клапанном механизме, который является следствием нарушения регулировки или износа деталей газораспределительного механизма.
На основании увеличенного расхода сжатого воздуха и падения компрессии устанавливают нарушение герметичности клапанов вследствие износа посадочных поверхностей их седел и головок. Расход сжатого воздуха определяется при помощи прибора К-69М. По причине того, что расход сжатого воздуха свидетельствует не только о неисправностях в газораспределительном механизме, но и о неисправности в кривошипно-шатунном механизме, для уточнения причин повышенного расхода воздуха проводят дополнительное измерение расхода сжатого воздуха после заливки в цилиндр небольшого количества моторного масла. Если при повторном измерении расход сжатого воздуха восстанавливается до требуемой величины, то это свидетельствует о том, что детали клапанного механизма находятся в удовлетворительном состоянии, если расход не восстанавливается, то необходимо произвести ремонт клапанного механизма.
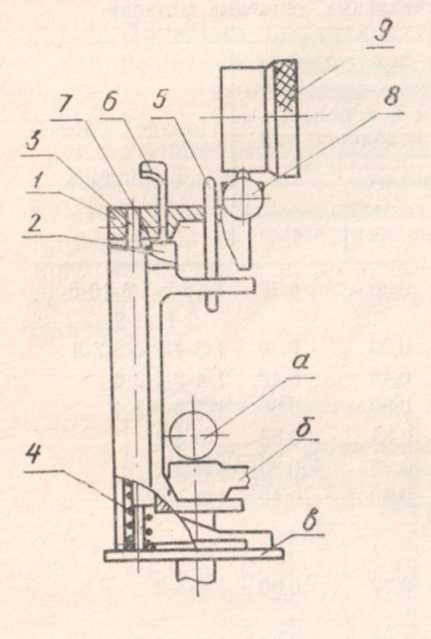
По результатам измерений делается вывод о необходимости разборки и ремонта механизма газораспределения.Проверку упругости пружин клапанов осуществляют без снятия их с двигателя. Для проверки пружин на двигателе нужно снять клапанную крышку, затем установить поршень цилиндра в ВМТ. После этого при помощи прибора КИ-723 измеряют усилие, которое необходимо для сжатия пружины. Если усилие окажется меньше допустимого, то необходимо произвести замену пружин. Кроме замены пружины в некоторых случаях под нижнюю опорную тарелку подкладывают дополнительную шайбу.
Для обеспечения эффективной работы двигателя необходимо проводить проверку и регулировку тепловых зазоров в приводе клапанов. При увеличенном тепловом зазоре появляется частый металлический стук клапанов, который отчетливо слышится при работе двигателя на холостом ходу. В результате этого происходит интенсивное изнашивание торцов стержней клапанов, наконечников стержней или регулировочных шайб. Кроме этого увеличенный тепловой зазор приводит к уменьшению мощности двигателя, так как уменьшается время нахождения клапанов в открытом положении, в результате этого ухудшается наполнение горючей смесью и очистка цилиндров от отработанных газов. При небольшом зазоре или при его отсутствии у выпускных клапанов появляются хлопки из глушителя, а у впускных клапанов — из карбюратора.
Для предотвращения перечисленных выше неисправностей необходимо периодически проверять и регулировать тепловые зазоры. Проверку и регулировку зазоров в приводе клапанов осуществляются на холодном двигателе, температура которого составляет 15-20 °С.
Кроме вышеперечисленных мероприятий необходимо ежедневно при контрольном осмотре автомобиля после прогрева двигателя обращать внимание на отсутствии стуков при различной частоте вращения коленчатого вала. После первых 2000 км пробега автомобиля, а в дальнейшем через 30 000 км нужно подтягивать гайки крепления крышки подшипников распределительного вала в установленной последовательности. После каждых 15 000 км пробега нужно проверять степень натяжения и состояние ремня привода распределительного вала и при необходимости натягивать его. Если на ремне обнаруживаются различные складки, трещины, расслоения, замасливания, а также разлохмачивания, то такой ремень может разорваться при работе двигателя, и он должен быть заменен до этого срока. При замасливании ремень тщательно протирают ветошью, которую предварительно смачивают бензином.
После каждых 30 000 км пробега необходимо проверять и при необходимости регулировать величину теплового зазора клапанов. При необходимости (при появлении частого металлического стука) проверку и регулировку величины теплового зазора клапана проводят раньше 30 000 км пробега. Кроме этого каждые 60 000 км пробега следует производить замену зубчатого ремня привода распределительного вала и маслоотражательных колпачков.
avtokriminalist.ru