





При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.

Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.

Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково. Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным. Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.

Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи. Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому. В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.

Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки. Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.

Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.

Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов. Она делается вручную, вы просто утягиваете клапан до минимального значения зазора. Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления. Конечно, лучше всего, если втулки будут чугунные. Так как в данном случае, чем прочнее материал, тем он лучше для использования.
Оцените статью: Поделитесь с друзьями!carnovato.ru

Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Читайте в этой статье

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.

Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Чтобы запрессовать втулки съемником понадобятся 2 проставки, которые имеют коническую фаску и упираются в седло клапана. Одна деталь должна иметь больший диаметр, а другая меньший (в соответствии с тем, что посадочное место впускного клапана больше, а выпускного клапана меньше). Также снова понадобиться осуществить подбор распорных втулок съёмника, учитывая при этом необходимость выхода резьбовой части съемника на 20-30 мм при установке новой втулки клапана.Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
 Рекомендуем также прочитать статью о том, какой зазор должен быть у поршневого кольца. Из этой статьи вы узнаете о правильном подборе теплового зазора поршневых колец во время их замены или в процессе капитального ремонта двигателя.
Рекомендуем также прочитать статью о том, какой зазор должен быть у поршневого кольца. Из этой статьи вы узнаете о правильном подборе теплового зазора поршневых колец во время их замены или в процессе капитального ремонта двигателя. Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Читайте также
krutimotor.ru
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.

Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:

Инструмент для выпрессовки
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
 Шаг 1. Нагреть головку блока
Шаг 1. Нагреть головку блока  Шаг 2. Выпрессовать втулки
Шаг 2. Выпрессовать втулки  Шаг 3. Провести сравнительный замер штоков и отверстий
Шаг 3. Провести сравнительный замер штоков и отверстий  Шаг 4. Обработать отверстия разверткой
Шаг 4. Обработать отверстия разверткой Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.

Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
Интересное по теме:
загрузка...
Вконтакте
Одноклассники
Google+
ktonaavto.ru
Характерной особенностью автомобилей отечественного производства является то, что их ремонт и техническое обслуживание вполне можно осуществлять собственными силами. Главное, наличие необходимых знаний, инструкций и желание справиться с задачей собственными силами. Но всё же в случае замены направляющих втулок клапанов, которая имеет ряд своих специфических особенностей, провести её лучше на СТО. Однако немало автомобилистов неплохо справляются с этой задачей и в собственном гараже.
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:

Набор из Нутромера и микрометра для определения износа втулок

Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном

Инструмент для выпрессовки и запрессовки направляющих втулок
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
 Приветствую! Зовут меня Александр. Мне 34 года. По образованию - инженер морского транспорта. Оцените статью: Поделитесь с друзьями!
Приветствую! Зовут меня Александр. Мне 34 года. По образованию - инженер морского транспорта. Оцените статью: Поделитесь с друзьями! pol-z.ru
Замену направляющих втулок клапанов необходимо осуществлять при ремонте головки блока цилиндров, а также при чрезмерном износе элементов. Отечественные автомобили обладают значимым преимуществом – их можно ремонтировать самостоятельно, имея под рукой минимальное количество инструментов и приспособлений.
Также в магазинах имеется большой выбор запасных частей различных производителей, поэтому с ними проблем не возникает никогда. Однако при регулировке клапанов на переднеприводных автомобилях требуются шайбы, они не всегда есть в свободной продаже. А вот направляющие втулки меняются относительно просто. Такая процедура обеспечит нормальное функционирование двигателя.

Для того чтобы обеспечить стабильную и бесперебойную работу двигателя внутреннего сгорания, используется головка блока конструкции. В ней имеются такие элементы:
При замене направляющих втулок клапанов ВАЗ-2109 нужно обеспечить максимальную чистоту. Все работы проводить только на верстаке, перед установкой обязательно очищать все элементы от загрязнений. В противном случае частицы пыли попадут внутрь камеры сгорания и повредят поверхность гильз.
Клапаны устанавливаются в отверстия, через которые проходит топливная смесь и выхлопные газы. Чем точнее будет работать система клапанов, тем выше мощность двигателя, его крутящий момент. Если направляющая окажется немного деформированной, то это приведет к тому, что ножка поршня не сможет нормально перемещаться – ей будет мешать сила трения. Из-за этого эффективность работы всего механизма снижается в несколько раз. Вероятность обрыва ремня ГРМ увеличивается.
На каждом клапане имеются тарелки – рабочие части дисковидной формы. Они максимально плотно прилегают к гнезду. Чтобы обеспечить максимально плотное соединение, потребуется при проведении ремонта делать притирку. Для этого используются специальные абразивные пасты. Вторая часть клапана – это шток с прорезями на конце. С его помощью передается поступательное и возвратное движение к тарелке. Благодаря этому отверстие в головке блока своевременно открывается и закрывается.
Для обеспечения движения клапана строго по оси используются втулки. Конструкция у них такая, что ножка клапана не может смещаться в стороны – только вверх или вниз. Между внутренней частью втулки и штоком нет зазоров, поэтому через нее не сможет пройти моторное масло в камеру сгорания. Хотя для этой цели устанавливаются сальники. Но со временем необходимо проводить замену направляющих клапанов, так как под действием силы трения они все равно разрушаются.
Обязательно нужно убедиться в том, что неисправны именно втулки. Аналогичные признаки могут возникнуть и при выходе из строя сальников. Когда необходимо менять направляющие на клапанах?

Максимально тщательно нужно проводить ремонт головки и механизмов газораспределения. Необходимо наличие нескольких специальных инструментов, набора ключей явно будет недостаточно. Замена направляющих втулок клапанов ВАЗ-2106 проводится точно так же, как и на любой другой модели. Конструкция отличается, но незначительно. Мастеру потребуется такой инструмент:
Все работы желательно проводить при снятой головке. Обязательно снимаете клапаны, сальники, распределительный вал и остальные элементы.

Заранее очистите от загрязнений все элементы головки блока. Новые направляющие положите в морозильную камеру за пару дней до начала ремонта. Алгоритм выполнения работ такой:

Прежде чем устанавливать клапаны, доработайте внутренние отверстия во втулках. Для этого дайте головке блока полностью остыть. Попробуйте установить клапаны – если они не входят, то воспользуйтесь разверткой для увеличения отверстия. Сначала используете самый маленький размер. Обязательно после каждого прохода примеряйте клапан.
Вам нужно добиться максимальной плотности посадки клапана во втулке. При замене направляющих втулок клапанов ВАЗ-2112 обязательно наметьте положение впускных и выпускных отверстий. Впускные втулки короче выпускных, поэтому при монтаже их спутать невозможно.
fb.ru
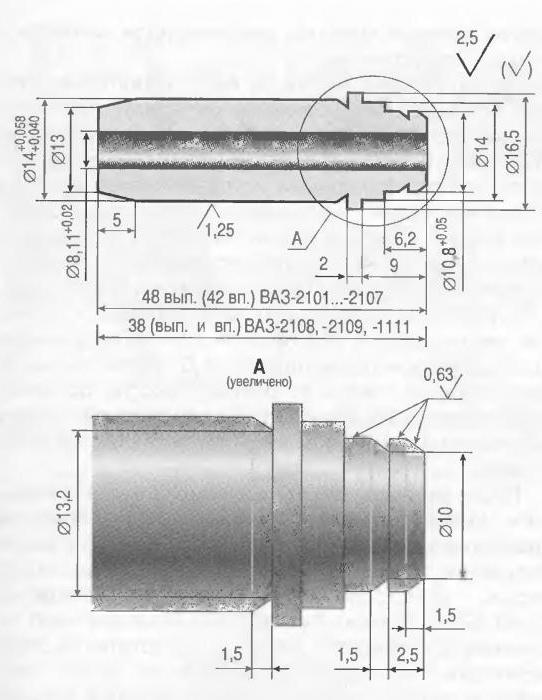
Направляющие втулки клапанов, какие они должны быть, зазоры их установки и другое.
Приветствую всех любителей самостоятельного ремонта двигателя, своего мотоцикла или автомобиля. В этой статье мы поговорим о достаточно мелких, но важных деталях любого двигателя — направляющих втулках клапанов. Не смотря на свой скромный размер, направляющая втулка клапана деталь очень важная, и рано или поздно ей начинает интересоваться каждый опытный водитель, даже тот, который отдаёт свой мотор на ремонт в автосервис.
 Направляющие втулки любого двигателя, обеспечивают точное направление возвратно-поступательному движению клапанов, для их открытия и закрытия в нужный момент, и от состояния трущейся пары втулка-клапан, напрямую зависит расход моторного масла, а так же плотное и точное прилегание тарелки клапана к своему седлу. К тому же, направляющая втулка — это деталь, по которой осуществляется отвод тепла от стержня клапана к головке двигателя. Так же тепло к головке двигателя отводится и через тарелку клапана и седло (когда клапан находится в закрытом состоянии).
Направляющие втулки любого двигателя, обеспечивают точное направление возвратно-поступательному движению клапанов, для их открытия и закрытия в нужный момент, и от состояния трущейся пары втулка-клапан, напрямую зависит расход моторного масла, а так же плотное и точное прилегание тарелки клапана к своему седлу. К тому же, направляющая втулка — это деталь, по которой осуществляется отвод тепла от стержня клапана к головке двигателя. Так же тепло к головке двигателя отводится и через тарелку клапана и седло (когда клапан находится в закрытом состоянии).
Появление в своё время сёдел и направляющих втулок клапанов, послужило толчком для замены вечно перегревающихся чугунных головок двигателя, более продвинутыми алюминиевыми головками, которые лучше отводят тепло и быстрей остывают.
Ведь во времена, когда головки были чугунными, направляющих втулок и сёдел клапанов не было, то есть эти детали составляли с чугунным телом головки одно целое. И при износе направляющих отверстий, по которым скользили стержни клапанов, а так же при износе (или прогаре) мéста прилегания тарелки клапана, чугунную головку приходилось менять на новую.
Но с другой стороны, каждое конструктивное решение головки двигателя, может исходить из многих причин. Ведь процессы отвода тепла от клапана в монолитную деталь и через запрессованную деталь (втулку или седло) ощутимо отличаются. И если втулка запрессована в тело головки, то средняя температура выпускного клапана большинства бензиновых двигателей около 400 градусов, а максимальная температура может достигать более 800 градусов.
В монолитной же конструкции головки, когда втулки не запрессованы в головку, а просто просверлены направляющие отверстия в теле головки, средняя температура выпускного клапана меньше — примерно 300 — 315 градусов, а максимальная температура достигает не более 700 — 720 градусов.
Но всё же, несмотря на меньшую температуру монолитных головок, от них постепенно отказались из-за их не ремонтопригодности (хотя и их можно отремонтировать — расточить и завтулить, но температура нагрева клапанов, восстановленной таким образом чугунной головки, будет намного больше чем у алюминиевой).
Я думаю, что отказались от чугунных монолитных головок всё таки из-за их веса, и из-за их меньшего теплоотвода, по сравнению с алюминием. Вспомните хотя бы то, как греются чугунные цилиндры старых двигателей, и как греются современные алюминиевые цилиндры (или блоки цилиндров). Естественно, более современный мотор с алюминиевыми цилиндрами греется меньше.
Материал, для изготовления направляющих втулок клапанов.
Раньше втулки точили из чугуна (да и сейчас на некоторых моторах тоже, и ниже станет понятно почему), но чуть позже использовали и металлокерамику (смешивание в точной пропорции порошка меди, графита и железа и затем пропитка маслом этой смеси и далее спрессовка и спекание при определённой температуре).
Металлокерамические направляющие втулки можно встретить и сейчас, например на 412-х Москвичах, или «газонах» — ГАЗ 66. Но минус таких втулок — это то, что их не сделаешь самостоятельно (на токарном станке), так как требуется специальное оборудование. Чугунные же втулки или втулки из латуни или бронзы, можно выточить на обычном токарном станке для любого, даже редкого автомобиля или мотоцикла.
Для более современных форсированных моторов, в том числе и с надувом, втулки начали точить из алюминиевой бронзы. Этот сплав способен обеспечить более лучший отвод тепла от стержня клапана. К тому же этот сплав очень медленно изнашивается от трения, даже в условиях недостаточной смазки трущейся пары (клапан-втулка). Это важное качество особенно полезно для форсированных моторов с надувом, где условия смазки стержня клапана и втулки очень плохие, так как температура здесь очень высокая (любое масло почти теряет свои смазывающие свойства).
А на стержнях выпускных клапанов условия ещё хуже, так как они сильнее греются. Но на впускном клапане условия смазки тоже плохие, так как масло выдувается из зоны трения стержня клапана, потоком воздуха во впускном коллекторе, который находится под избыточным давлением от надува.
 Сейчас, на некоторых иномарках, например Вольво, Ауди, можно встретить направляющие втулки из латуни. Но лучше конечно точить втулки из бронзы, так как коэффициент трения у неё меньше. К тому же, как у латуни так и у бронзы, теплопроводность в два раза лучше, чем у чугуна и это очень полезное преимущество перед чугунными втулками.
Сейчас, на некоторых иномарках, например Вольво, Ауди, можно встретить направляющие втулки из латуни. Но лучше конечно точить втулки из бронзы, так как коэффициент трения у неё меньше. К тому же, как у латуни так и у бронзы, теплопроводность в два раза лучше, чем у чугуна и это очень полезное преимущество перед чугунными втулками.
Но устанавливая направляющие втулки из латуни или бронзы на свой двигатель, не смотря на то, что они более скользкие и износостойкие чем чугун, следует учитывать один важный момент. Как видно из таблицы слева, у латуни и бронзы ощутимо больше коэффициент теплового расширения, чем у чугуна. А это значит что зазор между стержнем клапана и направляющей втулкой из бронзы или латуни, должен быть больше, чем у втулок из чугуна, иначе при нагреве клапан заклинит в отверстии втулки.
При меньшем чем требуется для латуни зазоре, при нагреве втулки она расширяется и зазор исчезает вовсе. А клапан продолжает своё возвратно-поступательное движение. В итоге, латунь начинает как бы намазываться (наволакиваться) на твёрдую поверхность (HRC 50-60) стержня клапана, и от этого трущиеся детали нагреваются ещё сильнее. В конечном итоге происходит сварка стального стержня клапана и латунной втулки. В итоге мотор выходит из строя, а при его разборке иногда выбить приварившийся клапан бывает очень сложно, и как правило он выбивается вместе со втулкой.
Причём более склонны к наволакиванию, латуни с небольшим содержанием меди, такие как Л68, Л70, Л62. Цифра в обозначении рядом с буквой, означает процентное содержание меди в латуни, остальное составляет цинк.
Но при большем зазоре в сопряжении стержня клапана и направляющей втулки, увеличится расход моторного масла (несмотря на новые сальники клапанов). Но дело не только в этом, при большем зазоре и приводе клапана через коромысло и рычаг, возникает пусть и небольшое, но всё же боковое усилие, действующее на стержень клапана.
А из-за этого немного нарушается точная посадка тарелки клапана к седлу (очень небольшой перекос), и это означает хоть и очень небольшую, но всё же потерю герметичности клапана (конечно же не как на изношенном моторе, но всё же). Но это происходит только пока мотор не прогреется, ведь при прогреве, втулки расширяются от нагрева и зазор практически полностью уменьшается, и клапан начинает работать идеально ровно.
Но зато втулки из латуни, а тем более из бронзы, намного выигрывают чугунным по ресурсу, так как медленнее изнашиваются, потому что имеют маленький коэффициент трения.
Ну а при слишком маленьком зазоре, нарушаются условия смазки, и как я уже говорил, стержень клапана может заклинить в отверстии втулки. Поэтому точность зазора между отверстием втулки и стержнем клапана очень важна, и причём величина этого зазора зависит от температурных условий каждого двигателя, а так же от материала втулки. Говоря проще — для каждого материала (сплава) втулки, требуется свой зазор.
И раз латунь или бронза больше расширяются при нагреве, чем чугун, значит при установке на свой двигатель латунной или бронзовой втулки, зазор между её отверстием и стержнем клапана, при одинаковой (нормальной) температуре, всегда должен быть больше, по сравнению с зазором чугунной втулки. Естественно, что на иномарках с латунными или бронзовыми втулками зазоры больше, чем на чугунных, и при ремонте (замене) втулок, всегда следует обязательно проверять и сравнивать эти зазоры с указанными в мануале конкретного двигателя.
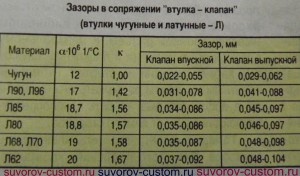 Если же вы не можете достать оригинальные втулки для головки двигателя своей машины или мотоцикла, и собираетесь заказать токарю выточить новые, но у вас стояли чугунные, а вы хотите латунные (или наоборот), то тогда следует делать отверстия во втулках согласно приведённой здесь таблице слева, в которой указаны зазоры между стержнем и втулкой для каждого материала. В таблице приведены зазоры, которые зависят от коэффициента линейного расширения разных материалов ( и естественно коэффициент расширения при нагреве, сделанных из них втулок, во время работы мотора).
Если же вы не можете достать оригинальные втулки для головки двигателя своей машины или мотоцикла, и собираетесь заказать токарю выточить новые, но у вас стояли чугунные, а вы хотите латунные (или наоборот), то тогда следует делать отверстия во втулках согласно приведённой здесь таблице слева, в которой указаны зазоры между стержнем и втулкой для каждого материала. В таблице приведены зазоры, которые зависят от коэффициента линейного расширения разных материалов ( и естественно коэффициент расширения при нагреве, сделанных из них втулок, во время работы мотора).
Следует только помнить, что при вытачивании втулки, отверстие в ней следует сверлить всегда меньшего диаметра, чем требуется, для того, чтобы после сверления иметь возможность довести отверстие до нужного диаметра с помощью развёртки. Это позволит сделать нормальную (гладкую) внутреннюю поверхность отверстия во втулке — это важно.
После вытачивания новых втулок и развёртывания их отверстий, чтобы получить зазор стержня клапана в отверстии как в таблице (у латуни почти такое же расширение как у бронзы, поэтому бронза не показана в таблице) старые втулки выпрессовываются из головки, и запрессовываются новые. Как это сделать и с помощью чего, я написал вот в этой статье.
К тому же там написано, каким должен быть зазор между наружной поверхностью втулки и отверстием в головке, чтобы запрессовать втулку в тело головки с нормальным натягом. А о ремонте сёдел клапанов, желающие могут почитать вот здесь.
Надеюсь данная статья поможет многим ремонтникам-новичкам, иметь полное представление о направляющих втулках клапанов, а так же о важности правильных зазоров, между ними и стержнями клапанов, успехов всем.
suvorov-castom.ru

Направляющие втулки клапанов являются одной из важнейших частей любого двигателя. Они обеспечивают точное попадание клапанов, а также их открытие и закрытие в самые нужные моменты времени.
Применение направляющих втулок в двигателях внутреннего сгорания объясняется их способностью к быстрому отводу тепла. Дело в том, что двигатели в 50-х годах имели чугунную головку блока цилиндров, которая обладала свойством очень быстро перегреваться и повышенный расход масла. Если втулки обеспечивают связь головки и клапанного механизма, то без них механизм имел тесную связь с головкой, что не создавало необходимых условий для отвода тепла.
Таким образом, направляющие втулки клапанов необходимы для отвода тепла, обеспечения минимального расхода масла и точной постановки клапана над отверстием.
Направляющая втулка изготавливается, исключительно, из металла и может быть выполнена в виде отдельного цилиндра, который имеет продольное отверстие, или в виде цилиндрического отверстия внутри головки блока цилиндров. Отверстие втулки должно максимально точно совмещаться с седлом клапана и иметь небольшой зазор. Такой зазор необходим для исключения возможного заклинивания клапана, так как при повышении температуры металл расширяется, и зазор становится меньшим. Однако, слишком большой зазор может привести к потере воздуха в топливовоздушной смеси и скорейшему износу самой втулки, которая расточится и может стать овальной формы.
Главным плюсом применения направляющих втулок, является их простота обслуживания. Ведь такую направляющую можно изготовить своими руками на любом виде токарных станков. Это может здорово сэкономить время, но при условии, что вы владеете специальными навыками и опытом, так как неправильно изготовленная втулка может стать причиной плохой герметичности клапанов и, как следствие, ускоренного износа целого узла.
Необходимость замены направляющих втулок возникает в следующих случаях:
Перед заменой втулок нужно снять головку с блока. Порядок действий следующий:
1. Снимите «кастрюлю» воздушного фильтра и слейте охлаждающую жидкость.
2. Открутите все хомуты шлангов карбюратора и снимите шланги. Отсоедините тягу педали газа и выкрутите трос подсоса воздуха. После этого открутите четыре гайки крепления и снимите карбюратор.
3. Теперь выкрутите гайки крепления «штанов» к выпускному коллектору.
4. Возьмите торцовый ключ на 10 и открутите все гайки, на которых крепится крышка головки блока цилиндров. После чего, снимите крышку.
5. Затем открутите гайку, предназначенную для крепления распределителя зажигания, и демонтируйте высоковольтные провода. После этого вытащите распределитель и уберите его подальше, чтобы он не препятствовал проведению работ.
6. Развальцуйте и выкрутите болт шестерни распределительного вала. Шестерню необходимо вытащить, а цепь зафиксируйте таким образом, чтобы она не упала в блок цилиндров, так как достать ее будет очень проблематичным.
7. Вместе с валом вытащите постель из распределительного механизма.
8. Открутите болты крепления головки и снимите ее с блока. Будьте осторожны, направляющие втулки могут выпасть вниз, поэтому рекомендуется быть предельно аккуратным.
После демонтажа головки блока цилиндров, необходимо ее протереть сухой тряпкой и очистить ее от следов масла и грязи. После этого можно приступать к замене втулок:
1. В отверстие старых втулок необходимо вставить оправку и аккуратными ударами выбить их молотком. Место посадки необходимо тщательно очистить с помощью бензина. После этого продуйте их сжатым воздухом.
2. Новые втулки необходимо сжать. Для этого можно поместить их в морозильник на два дня. Этот способ является самым эффективным.
3. Для расширения каналов посадки втулок нагрейте головку блока цилиндров на электрической плите до температуры, примерно, сто градусов Цельсия.
4. На новые втулки наденьте специальные стопорные кольца и тем же способом забейте их в посадочные места.
После того, как ГБЦ остынет, нужно примерить стержни клапанов под отверстия втулок. Если они не подходят, отверстия растачиваются до необходимых диаметров.
После сборки узла, установите головку блока цилиндров обратно на блок. По возможности можно заменить прокладку ГБЦ и множество других расходных запчастей. Все это пойдет только на пользу двигателю.
vipwash.ru










