Зубцовая зона — наиболее напряженный в магнитном отношении участок магнитопровода, поэтому при проектировании машин стремятся выбрать наименьшие размеры пазов, обеспечивающие размещение в них необходимого числа проводников и изоляции. Степень использования объема паза для размещения меди обмотки оценивается коэффициентом заполнения паза медью  ,представляющим собой отношение суммарной площади поперечного сечении всех проводников в пазу к площади поперечного сечения паза «в свету»
,представляющим собой отношение суммарной площади поперечного сечении всех проводников в пазу к площади поперечного сечения паза «в свету»  :
:
 , (3.1)
, (3.1)
где qэл — площадь поперечного сечения элементарного проводника; nэл— число элементарных проводников в одном эффективном; uп — число эффективных проводников в пазу.
Коэффициент kм зависит от общего количества изоляции в пазу, т. е. от толщины корпусной, витковой и проводниковой изоляции и наличия различных изоляционных прокладок. При возрастании толщины изоляции, например, в машинах с более высоким номинальным напряжением или при использовании худших изоляционных материалов, коэффициент заполнения паза медью уменьшается. Это приводит к ухудшению использования пазового пространства, а следовательно, и всей зубцовой зоны машины.
Средние значения для современных электрических машин в зависимости от номинального напряжения и типа обмоток приведены в табл. 3.12.
Таблица 3.12. Средние значения коэффициента заполнения паза медью
| Тип обмотки | Коэффициент |
| Обмотки из круглого провода с эмалевой изоляцией на напряжение до 660 В | 0,3 |
| Обмотки из прямоугольного провода на напряжение 3000 В (провод марки ПСД) | 0,22…0,37 |
| Обмотки из прямоугольного провода на напряжение 6000 В | 0,14…0,25 |
Для машины с обмотками из прямоугольных проводов можно рассчитать достаточно точно, так как при проектировании заранее определяют местоположение каждого проводника в пазу.
В обмотках из круглого провода положение каждого проводника в пазу заранее определить нельзя. Кроме того, плотность размещения проводников в пазу непостоянна. Она зависит от усилий, прикладываемых обмотчиком при уплотнении проводников по мере укладки их в пазы. Опытом установлено, что при чрезмерно большой плотности укладки круглых проводов трудоемкость обмоточных работ неоправданно возрастает, а надежность обмотки резко ухудшается из-за возникающих при этом механических повреждений проводниковой изоляции.
Плотность укладки проводников в пазы оценивается технологическим коэффициентом заполнения проводниками свободной от изоляции площади поперечного сечения паза:
 . (3.2)
. (3.2)
Числителем этого выражения является произведение площади квадрата, описанного вокруг изолированного элементарного проводника с диаметром  на число всех элементарных проводников в пазу
на число всех элементарных проводников в пазу  , а знаменателем — площадь поперечного сечения паза, свободная от изоляции
, а знаменателем — площадь поперечного сечения паза, свободная от изоляции  т. е. та площадь, в которой располагаются проводники обмотки. Коэффициент
т. е. та площадь, в которой располагаются проводники обмотки. Коэффициент  обычно называют коэффициентом заполнения паза. Он характеризует только технологичность укладки обмотки из круглого провода, а не степень использования объема паза для размещения проводников обмотки. Так, при одной и той же плотности укладки обмотки будет одинаков для обмоток машин с разной толщиной пазовой или проводниковой изоляции, при двухслойной или однослойной обмотках и т. п.
обычно называют коэффициентом заполнения паза. Он характеризует только технологичность укладки обмотки из круглого провода, а не степень использования объема паза для размещения проводников обмотки. Так, при одной и той же плотности укладки обмотки будет одинаков для обмоток машин с разной толщиной пазовой или проводниковой изоляции, при двухслойной или однослойной обмотках и т. п.
В современном электромашиностроении плотность укладки обмотки стремятся выполнить такой, чтобы был в пределах 0,7…0,75, причем меньшие значения — в машинах с числом полюсов, равным двум.
Следует отметить, что увеличение числа элементарных проводников в одном эффективном, т. е. применение обмоточного провода меньшего диаметра при прежней площади эффективного проводника, приводит к некоторому возрастанию коэффициента заполнения, и наоборот. Это объясняется тем, что толщина изоляции обмоточного провода остается постоянной при сравнительно больших изменениях диаметра круглых обмоточных проводов (см. приложение П3).
poznayka.org
а) Расчет размеров трапецеидального полузакрытого паза всыпной обмотки статора (см. рисунок 3.1)
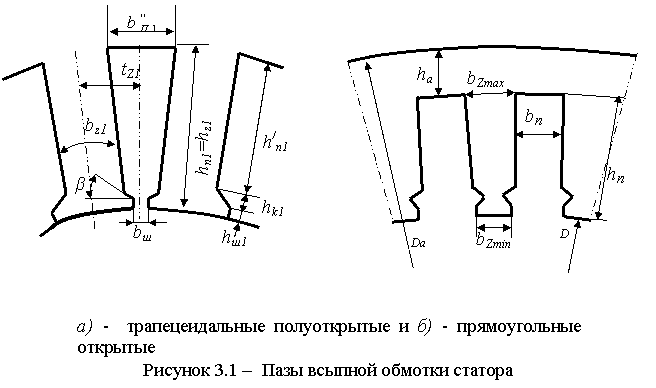
3.1 Сначала определяется ширина зубца bz1 мм по рекомендуемому значению индукции в зубцах Вz1 , мм:
| |
|
где Kс =0,95-0,97- коэффициент заполнения сталью магнитопровода (0,97 для h=132 – 250мм, 0,95 для h=280-355мм).
ВZ1- согласно таблицы 3.1.
Таблица 3.1 – Рекомендуемые значения индукции в ярме и зубцах статора
| Ва (Тл) | ВZ (Тл) | ВZmax (Тл) |
| |||||||
|
|
| Закрытое | Защищенное | Закрытое | Защищенное | |||||
| 1,4 –1,65 | 1,6-1,9 | 1,8-2,05 | 1,75-1,95 | 1,9-2,1 |
| |||||
3.2 Высота ярма статора  , м:
, м:
| |
|
Ва1 выбирается согласно таблицы 3.1.
3.3 Высота зубца  , м:
, м:
| |
|
3.4 Высота паза  .
.
3.5 Ширина шлица bш1 должна быть такой, чтобы можно было уложить в пазы катушки по одному проводу. Отсюда ширина шлица
 мм.
мм.
где dиз1 - диаметр провода с изоляцией (мм).
 3.6 Высота клина
3.6 Высота клина  в машинах средней мощности и достигает
в машинах средней мощности и достигает  в крупных машинах.
в крупных машинах.
3.7 Наименьшая ширина паза в штампе  , м:
, м:
3.8 Наибольшая ширина паза в штампе  , м:
, м:
|
|
|
Высота шлица (м)  м. Угол
м. Угол  - при высоте оси вращения
- при высоте оси вращения  мм и
мм и  при
при  мм.
мм.
3.9 Площади поперечного сечения паза в свету определяются с учетом припусков на шихтовку и сборку сердечников  , мм2:
, мм2:
|
|
|
где Sпр.ш – площадь припусков на шихтовку
где  и
и  - согласно таблице 3.2.
- согласно таблице 3.2.
Таблица 3.2 - Припуски на шихтовку
| Высота оси вращения h, (мм) | Припуски (мм) | |
| По ширине паза - | По высоте паза - | |
| 50-132 160-250 280-355 400-500 | 0,1 0,2 0,3 0,4 | 0,1 0,2 0,3 0,4 |
3.10 Выбираем класс изоляции обмотки статора: в двигателях с высотами оси вращения h=50 132мм рекомендуется применять систему изоляции класса нагревостойкости В, а в двигателях с h=160
132мм рекомендуется применять систему изоляции класса нагревостойкости В, а в двигателях с h=160 355мм класса нагревостойкости F.
355мм класса нагревостойкости F.
Конструкция изоляции всыпной обмотки статора приведена в таблице 3.3 и 3.4 соответственно.
3.11 Площадь поперечного сечения паза, занимаемая обмоткой  мм:
мм:
| |
|
где  - площадь поперечного сечения пазовой изоляции (мм);
- площадь поперечного сечения пазовой изоляции (мм);
bиз – толщина изоляции , мм.
3.12 Коэффициент заполнения паза:
| |
|
3.13 Полученное значение коэффициента заполнения должно находиться в рекомендуемых пределах 
если значение коэффициента Kз1 выходит за рекомендуемые пределы, то его необходимо скорректировать несколькими способами:
- за счет изменения плотности тока (т.е. за счет изменения площади сечения элементарного проводника, а следовательно и его диаметра duз1), - за счет изменения Ва1 и Вz1 в рамках рекомендуемых значений (т.е. за счет изменения размеров и площади поперечного сечения паза  ),
),
- за счет того и другого,
- за счет изменения электромагнитных нагрузок В и А.
3.14 После окончательного определения размеров паза необходимо пересчитать индукцию в зубце:
| |
|
в) Расчет размеров прямоугольного полуоткрытого и открытого пазов обмотки статора с жесткими секциями

Предварительная ширина зубца статора в наиболее узком месте  , м
, м
| |
|
где Вz1max- рекомендуемое максимальное значение индукции в наиболее узком сечении зубца, выбирается по таблице 3.1.
3.16 Зубцовое деление в наиболее узком месте  , м:
, м:
| |
|
где,  - из п. 3.6.
- из п. 3.6.
| Рисунок
| Пози-ция на рисунке
| Тип обмотки | Высота оси вращения | Наименование материала изоляции (пленкостеклопласт) | Число слоев | Односторонняя толщина, мм | ||
| Класс нагревостойкости | Толщина материала, (мм) | |||||||
| В | F H | |||||||
| | 1 2
1 2
1 2 | Одно- слойная | 50…80
90…132
160 | Изо- флекс
То же
То же | Имидо- флекс
То же
То же
| 0,2 0,3
0,25 0,35
0,4 0,5 | 1
1
1 | 0,2 0,3
0,25 0,35
0,4 0,5 |
|
| 1 2 3 | Двух-слойная | 180…250 | Изо- флекс
| Имидо- флекс | 0,4 0,4 0,5 | 1 | 0,4 0,4 0,5 |
Таблица 3.2 – Изоляция обмоток статоров асинхронных двигателей с высотой оси вращения до 250мм на напряжение на напряжение до 660В
| аблица 3.3 – Изоляция обмоток из круглого прововда статоров асинхронных двигателей с высотой оси вращения до h > 280мм на напряжение на напряжение до 660В | ||||||||||||
| Рисунок | Позиция
| Материал |
Число слоев
| Односторонняя толщина, мм | ||||||||
| Наименование, марка | Толщина, мм | |||||||||||
| Класс нагревостойкости | Класс нагревостойкости | |||||||||||
| В | F | H | В | F | H | B | F | H | ||||
|
|
|
|
|
|
|
|
|
|
| |||
* К обмотке
*К стенке паза
Примечание. Междуфазные прокладки в лобовых частях выполняют из лакотканеслюдослпаст
Таблица 3.4 – Непрерывная термореактивная изоляция классов нагревостойкости В и F обмоток статоров машин переменного тока на напряжение до 660 В
| Часть обмотки | Позиция | Назначение изоляции
| Материал | Число слоев | Толщина изоляции, мм | ||||||||||||||||||||||||
| Наименование | Марка | Толщина, мм | по ширине | по высоте | |||||||||||||||||||||||||
| 1 | 2 | 1 | 2 | 3 | 4 | 5
| |||||||||||||||||||||||
|
| 1
2
3
4 5 6
1
7
8 | Витковая
Корпусная
Покровная
Прокладка То же То же
Витковая
Корпусная
Покровная | Стеклянная лента (пропиттаная в лаке ПЭ-933) Разбухание изоляции от промазки лаком Стеклослюдинитовая лента Стеклянная лента (пропиттаная в лаке ПЭ-933) Всего изоляции в пазу Стеклотекстолит То же То же Допуск на укладку Всего изоляции в пазу отклонения Стеклянная лента (пропиттаная в лаке ПЭ-933) Разбухание изоляции Стеклослюдинитовая лента
Стеклянная лента (пропиттаная в лаке ПЭ-933) Всего изоляции в лобовых частях | ЛЭС
ЛСП-7
ЛЭС
СТЭФ-1 СТЭФ-1 СТЭФ-1 -
-
ЛЭС
ЛС-ПЭ-934-ТП ЛЭС | 0,1
0,13
0,2
0,5 1 0,5
0,1
0,13
0,2 | 1 слой вполнахлеста
4 слоя вполнахлеста
1 слой вполнахлеста
1 1 1
1 слой вполнахлеста
3 слоя вполнахлеста
2 слоя впритык | 0,45
0,05
2.08
0,45
3,03
- - - 0,2 3,23
0,45
0,05
1,56
0,9
2,96 | 0,45
0,1
2.08
0,45
3,08
- - - 0,2 3,23
0,45
0,1
1,56
0,9
3,01 | 0.9
0,1
2.08
0,45
3,53
0,5 1 0,5 - 9,06
0,9
0,1
1,56
0,9
3,46
| 1,35
0,15
2.08
0,45
4,03
0,5 1 0,5 - 10,06
1,35
0,15
1,56
0,9
4,96
| 1,8
0,20
2.08
0,45
4,53
0,5 1 0,5 - 11,06
1,8
0,2
1,56
0,9
4,46
| 2,25
0,25
2.08
0,45
5,03
0,5 1 0,5 - 12,06
2,25
0,15
1,56
0,9
4,96
| 2,7
0,3
2.08
0,45
5,53 0,5 1 0,5
- 13,06
2,7
0,3
1,56
0,9
5,46 | ||||||||||||||||
3.17 Предварительная ширина паза в штампе  , мм:
, мм:
| |
|
3.18 Предварительная высота ярма и зубца (паза) определяется по п.п. 3.2, 3.3.
3.19 После этого производиться разработка конструкции паза согласно таблицы 3.4. Число и сечение эффективных проводников (если надо, они подразделяются на элементарные) известно из расчета – п.п. 2.13, 2.14. Размеры прямоугольных проводников, число их по высоте и ширине паза должны быть близки к предварительным – п.п. 3.16, 3.17 (разница должна быть не более 5-10%). Размеры стандартных проводников приведены в таблице приложения 2.
Таким образом получаем окончательное (уточненное) значения bп1, hп1.
3.20 Окончательное значение ширины зубца статора в наиболее узком и широком местах, м:
| |
|
где
| |
|
3.21 Индукции в наиболее узком и широком местах зубца, м :
| |
|
3.22 Индукция в ярме статора, Тл:
 ,
,
где  .
.
3.23 Окончательное значение плотности тока – по 2.15.
Окончательные значения  должны удовлетворять рекомендуемым значениям (см. таблицу 2.1, 3.1).
должны удовлетворять рекомендуемым значениям (см. таблицу 2.1, 3.1).
studfiles.net
Число пазов статора.
Определение размеров зубцовой зоны статора начинают с выбора числа пазов z1. Число пазов статора неоднозначно влияет на технико-экономические показатели машины. Если увеличивать число пазов статора, то улучшается форма кривой ЭДС и распределение магнитного поля в воздушном зазоре. В тоже время уменьшается ширина паза и зубца, что приводит к снижению коэффициента заполнения паза медью, а в машинах небольшой мощности может привести к недопустимому снижению механической прочности зубцов. Увеличение числа пазов статора увеличивает трудоёмкость выполнения обмоточных работ, увеличивается сложность штампов, а их стойкость снижается.
|
|
| Рисунок 9 – Зависимость величины зубцового шага от значения полюсного деления статора со всыпной обмоткой |
Предварительный выбор зубцового деления t1осуществляется по рисунку 9, где зона 1 определяет возможные значения t1 для двигателей с высотой оси вращения h до 90 мм; зона 2 – от 90 до 250 мм и зона 3 для многополюсных двигателей, h более 280 мм. Из рисунка следует выбирать не одно значение зубцового деления, а пределы значений t1min÷t1max.
Тогда возможные числа пазов статора
|
| (5.7) |
Окончательно число пазов статора z1 принимается из полученных пределов с учетом, что число пазов, приходящееся на фазу и полюс, должно быть целым:
|
| (5.8) |
Тогда зубцовый шаг статора
|
| (5.9) |
должен быть не менее 6÷7 мм для двигателей с высотой оси вращения h до 56 мм.
Число проводников в пазу. Количество эффективных проводников un1 вначале определяется при условии, что число параллельных ветвей в обмотке равно единице (а1 = 1), а номинальный ток обмотки статора I1н = S·103/ m1Uф1:
|
| (5.10) |
где А – принятое ранее значение линейной нагрузки.
Число un1 округляем до целого. Величина а1 зависит от типа обмотки и числа полюсов.
Число витков в фазе обмотки
|
| (5.11) |
Окончательное значение линейной нагрузки
|
| (5.12) |
Оно должно незначительно отличаться от принятого ранее; в противном случае надо изменить число эффективных проводников в пазу.
Сечение эффективных проводников определяют, исходя из допустимой плотности тока jдоп, которая для мягких секций принимается в пределах jдоп = 5,0÷6,5 А/мм2 для машин мощностью 1÷100 кВт (большая плотность для машин меньшей мощности).
При определении сечения обмоточных проводников следует учитывать, что для всыпных мягких обмоток, закладываемых в полузакрытые пазы, могут быть использованы провода круглого сечения диаметром не более 1,8 мм (в сечении этому диаметру соответствует площадь около 2,5 мм2), чтобы проводники легко проходили в паз через его щель. При невыполнении этого условия эффективный проводник разделяют на несколько элементарных
|
| (5.13) |
где nэл1 – число элементарных проводников в одном эффективном.
Далее выбираются стандартное сечение проводника Sс1, ближайшее к S′; марка провода; диаметры и сечения “голого” и изолированного проводов d, dиз, Sс, Sиз. Для высыпных обмоток якоря с полузакрытыми пазами следует выбрать круглый провод марки ПЭТВ при классе нагревостойкости изоляции В или ПЭТ – 155 при классе нагревостойкости F. Необходимые данные приведены в приложении Б-3.
При расчете прямоугольного провода и укладке его в открытых или полуоткрытых пазах следует обратиться к соответствующей справочной литературе.
Уточняется плотность тока, А/мм2, по формуле
|
| (5.14) |
Она должна находиться в рекомендованных выше пределах.
Размеры паза, зубца и пазовая изоляция.
Общее число проводников в пазу
|
| (5.15) |
Площадь, занимаемая проводниками, мм2
|
| (5.16) |
Свободная площадь паза
|
| (5.17) |
где Kз – коэффициент заполнения свободной площади паза изолированными проводниками. Для обмоток в машинах мощностью 0,6÷100 кВт рекомендуется принимать Kз = 0,68÷0,74.
В современных машинах, как правило, при всыпных обмотках используются трапецеидальные пазы, так как в этом случае активная зона машины оказывается использованной наилучшим образом. Размеры пазов должны быть такими, чтобы зубцы имели параллельные стенки (приложение 3).
При выборе пазов другой конфигурации следует обратиться к соответствующей справочной литературе.
Эскиз паза рекомендуется выполнять в следующем порядке:
выбрать масштаб;
провести из общей точки две дуги радиусами, соответствующими внутреннему D/2 и внешнему Dа /2 диаметрам статора;
рассчитать угол между осями соседних пазов (360°/Z1), под этим углом из центра окружностей в пределах сердечника статора провести оси середин пазов, между ними посередине также нанести оси зубцов;
провести параллельно осям зубцов линии стенок зубцов с расстоянием между ними bz1 = 6÷8 мм.
выбрать высоту паза hп1 или зубца hz1 такой, чтобы произведение полусуммы нижнего и верхнего оснований трапеции на высоту h2 равнялось свободной площади паза Sп1.
Остальные размеры можно уточнить в справочной литературе (в рамках данной работы допускается выбрать из соображений наглядности).
Рекомендуется на эскизе показать два паза. На одном поставить все размеры паза и зубца, на другом показать заполнение проводниками и изоляцией, что должно найти отражение в спецификации паза (приложение 4).
После того, как определена глубина паза hп1 или высота зубца hz1, необходимо определить высоту ярма статора, м
 5.18
5.18
Следует проверить индукцию в зубце Bz и в ярме Вc по формулам (5.35) и (5.36).
Воздушный зазор является одним из основных размеров асинхронного двигателя, так как он влияет на энергетические и виброакустические показатели, на использование активных материалов и надёжность машины. Поэтому, правильный выбор его во многом определяет качество будущего двигателя.
Требования к размерам воздушного зазора неоднозначны. При уменьшении зазора снижается намагничивающая сила и ток намагничивания, а, следовательно, повышается коэффициент мощности двигателя. Вместе с тем увеличивается дифференциальное рассеяние и индуктивное сопротивление рассеяния обмоток, увеличиваются поверхностные и пульсационные потери в стали зубцов, что приводит к уменьшению фактического коэффициента полезного действия двигателя и увеличивается нагрев обмоток. При этом увеличивается уровень шума и вибраций магнитного происхождения, возрастает нагрузка на вал и подшипники от сил магнитного притяжения, возникает опасность задевания ротора о статор.
Поверхностные и пульсационные потери в стали зубцов зависят от амплитуды и частоты пульсаций магнитного потока в зазоре. Частота пульсаций пропорциональна частоте вращения ротора. Поэтому в быстроходных машинах добавочные потери в стали, могут быть значительными. Чтобы этого не произошло, в быстроходных машинах зазор выполняют большим, чем в тихоходных.
Для двухполюсных двигателей (2р = 2) мощностью до 20 кВт воздушный зазор определяют по формуле:
 , (5.19)
, (5.19)
а при числе полюсов 2р ≥ 4 - по формуле:
 . (5.20)
. (5.20)
Для двигателей средней и большой мощности
 . (5.21)
. (5.21)
Размер воздушного зазора асинхронного двигателя округляют до 0.05 мм, если
≤ 0.5 мм и до 0,1 мм, если > 0.5 мм.
Таким образом, воздушный зазор может принимать значения (мм): 0,25; 0,3; 0,35; 0,4; 0,45; 0,5; 0,6; 0,7; 0,8 и т. д.
studfiles.net
Выбор марки стали и коэффициента заполнения  сердечников сталью.Сердечники статора и ротора набирают из штампованных листов электротехнической стали толщиной 0,5 мм. Наиболее прогрессивным является применение холоднокатаной изотропной стали. Благодаря большей магнитной проницаемости, меньшим удельным потерям, лучшему качеству поверхности по сравнению с горячекатаной электротехнической сталью холоднокатаная сталь способствует повышению энергетических показателей проектируемого двигателя. Рекомендации по применению холоднокатаных изотропных сталей в асинхронных двигателях приведены в табл. 6.
сердечников сталью.Сердечники статора и ротора набирают из штампованных листов электротехнической стали толщиной 0,5 мм. Наиболее прогрессивным является применение холоднокатаной изотропной стали. Благодаря большей магнитной проницаемости, меньшим удельным потерям, лучшему качеству поверхности по сравнению с горячекатаной электротехнической сталью холоднокатаная сталь способствует повышению энергетических показателей проектируемого двигателя. Рекомендации по применению холоднокатаных изотропных сталей в асинхронных двигателях приведены в табл. 6.
Таблица 6
Способы изолирования листов стали в сердечниках
| Высота оси h, мм | Способ изолирования листов стали | |||
| Марка стали | статора | ротора | ||
| короткозамкнутого | фазного | |||
| 50 – 250 280 – 355 | 2013 2312 | Оксидирование Лакировка | Оксидирование Оксидирование | Лакировка Лакировка |
Способ изолирования и толщина листов влияют на коэффициент заполнения сердечников сталью  : при указанной толщине и оксидировании
: при указанной толщине и оксидировании  =0,97; при лакировке – 0,95.
=0,97; при лакировке – 0,95.
Радиальные вентиляционные каналыпредусматривают в машинах защищенного исполнения, если длина сердечников статора и ротора превышает 450 мм. Радиальные вентиляционные каналы в асинхронных двигателях с ко-
короткозамкнутой литой клеткой ротора желательно не применять, так как это технологически затруднено необходимостью принятия специальных мер, предотвращающих затекание алюминия в эти каналы.
В оздушный зазор
оздушный зазор  между статором и роторомсущественно влияет на технико-экономические показатели двигателя. Так, с увеличением зазора
между статором и роторомсущественно влияет на технико-экономические показатели двигателя. Так, с увеличением зазора  возрастает намагничивающий ток статора, что ведет к снижению КПД и коэффициента мощности
возрастает намагничивающий ток статора, что ведет к снижению КПД и коэффициента мощности  двигателя. При уменьшении зазора уменьшается намагничивающий ток статора, что способствует повышению КПД и
двигателя. При уменьшении зазора уменьшается намагничивающий ток статора, что способствует повышению КПД и  двигателя. Однако если зазор сделать слишком маленьким, то резко возрастут добавочные (поверхностные и пульсационные) потери, что тоже приведет к снижению КПД двигателя. Кроме того, при очень малом зазоре даже небольшая его неравномерность вызывает значительную силу одностороннего магнитного тяжения. Это является причиной значительного увеличения нагрузки на подшипники и вал двигателя и создает опасность задевания ротора о внутреннюю поверхность статора, т. е. снижается надежность двигателя. Слишком маленький воздушный зазор нежелателен еще и потому, что снижается технологичность двигателя и повышается стоимость его изготовления из-за весьма жестких допусков на изготовление отдельных деталей двигателя и на его сборку. Из этого следует, что к выбору величины воздушного зазора необходимо подходить, взвесив все названные обстоятельства.
двигателя. Однако если зазор сделать слишком маленьким, то резко возрастут добавочные (поверхностные и пульсационные) потери, что тоже приведет к снижению КПД двигателя. Кроме того, при очень малом зазоре даже небольшая его неравномерность вызывает значительную силу одностороннего магнитного тяжения. Это является причиной значительного увеличения нагрузки на подшипники и вал двигателя и создает опасность задевания ротора о внутреннюю поверхность статора, т. е. снижается надежность двигателя. Слишком маленький воздушный зазор нежелателен еще и потому, что снижается технологичность двигателя и повышается стоимость его изготовления из-за весьма жестких допусков на изготовление отдельных деталей двигателя и на его сборку. Из этого следует, что к выбору величины воздушного зазора необходимо подходить, взвесив все названные обстоятельства.
При проектировании асинхронных двигателей общего назначения на напряжение до 1000 В воздушный зазор целесообразно принимать по данным двигателей единой серии 4А (рис. 5).
Основные размеры активной части асинхронного двигателя показаны на рис. 6.
Н аружный диаметр сердечника ротора, мм
аружный диаметр сердечника ротора, мм
 . (3.1)
. (3.1)
Внутренний диаметр сердечника ротора, мм,
 . (3.2)
. (3.2)
В дальнейшем, при расчете вала на жесткость значение  уточняют.
уточняют.
Конструктивная длина сердечника статора при отсутствии радиальных вентиляционных каналов равна его расчетной длине  ;
;
Длина сердечника ротора, мм, 
при  мм равна длине сердечника статора:
мм равна длине сердечника статора:  ;
;
при  мм больше длины сердечника статора на 5 мм для компенсации неточностей сборки двигателя
мм больше длины сердечника статора на 5 мм для компенсации неточностей сборки двигателя  .
.
В сердечнике ротора не предусматривать аксиальных вентиляционных каналов.
Число пазов сердечника статора и ротора в значительной степени определяет свойства проектируемой машины и трудоемкость ее изготовления. С увеличением числа пазов в сердечнике форма кривой МДС в зазоре приближается к синусоиде, что способствует ослаблению высших гармоник ЭДС. Это ведет к улучшению энергетических показателей машины. Однако чрезмерно большое число пазов ухудшает заполнение пазов медью, усложняет изготовление штампов и снижает их стойкость, увеличивает трудоемкость операций, связанных с изолированием пазов и укладкой обмотки. Одновременно уменьшается сечение зубцов, разделяющих пазы.
Известно, что в воздушном зазоре машины происходит взаимодействие магнитных полей основной и высших гармоник. При этом поля высших гармоник создают дополнительные синхронные и асинхронные моменты, которые, накладываясь на основной электромагнитный момент, ухудшают рабочие и пусковые характеристики двигателя. Значение этих моментов зависит от соотношения числа пазов статора и ротора.
Опыт проектирования и эксплуатации асинхронных двигателей позволил установить наиболее благоприятные соотношения, которые можно принять по табл. 7.
Таблица 7
Оптимальное соотношение числа пазов статора и ротора
для асинхронного двигателя с короткозамкнутым ротором
| Высота оси вращения, мм | Соотношение числа пазов статора и ротора Z1/Z2 при следующих значениях 2р | |||||
| 2 | 4 | 6 | 8 | 10 | 12 | |
| 160 | 36/28 | 48/38 | 54/50 | 48/44 | - | - |
| 180, 200 | 36/28 | 48/38 | 72/58 | 72/58 | - | - |
| 225 | 36/28 | 48/38 | 72/56 | 72/56 | - | - |
| 250 | 48/40 | 60/50 | 72/56 | 72/56 | 90/76 | - |
| 280-355 | 48/38 | 60/50 | 72/82 | 72/86 | 90/106 | 90/106 |
Если дальнейшие расчеты размеров паза статора или ротора не будут удовлетворять наложенным на них последующим ограничениям, то следует выбрать другое соотношение количества пазов статора и ротора (табл. 8).
Таблица 8
Рекомендуемые числа пазов короткозамкнутых асинхронных двигателей
| Число полюсов
| Число пазов статора
| Число пазов ротора без скоса | Число полюсов
| Число пазов статора
| Число пазов ротора без скоса |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 2 | 12 | 9, 15 | 6 | 36 | 26, 46, 48 |
| 18 | 11, 12, 15, 21, 22 | 54 | 44, 64, 66, 68 | ||
| 24 | 15, 16, 17, 19, 32 | 72 | 56, 58, 62, 82, 84, 86, 88 | ||
| 30 | 22, 38 | 90 | 74, 76, 78, 80, 100, 102, 104 | ||
| 36 | 26, 28, 44, 46 | 8 | 48 | 34, 36, 44, 62, 64 |
| Окончание табл. 8 | |||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 42 | 32, 33, 34, 50, 52 | 72 | 56, 58, 86, 88, 90 | ||
| 48 | 38, 40, 56, 58 | 84 | 66, 68, 70, 98, 100, 102, 104 | ||
| 4 | 12 | 9 | 96 | 78, 82, 110, 112, 114 | |
| 18 | 10, 14 | 10 | 60 | 44, 46, 74, 76 | |
| 24 | 15, 16, 17, 32 | 90 | 68, 72, 74, 76, 104, 106, 108, 110, 112, 114 | ||
| 36 | 26, 44, 46 | 120 | 86, 88, 92, 94, 96, 98, 102, 104, 106, 134, 136, 138, 140, 142, 144, 146 | ||
| 42 | 34, 50, 52, 54 | 12 | 72 | 56, 64, 80, 88 | |
| 48 | 34, 38, 56, 58, 62, 64 | 90 | 68, 70, 74, 88, 98, 106, 108, 110 | ||
| 60 | 50, 52, 68, 70, 74 | 108 | 86, 88, 92, 100, 116, 124, 128, 130, 132, | ||
| 72 | 62, 64, 80, 82, 86 | 144 | 124, 128, 136, 152, 160, 164, 166, 168, 170, 172 | ||
В целях улучшения пусковых характеристик и снижения уровня шума в АД с высотой оси до 160 мм включительно используют скос пазов на одно зубцовое деление. Однако скос пазов увеличивает трудоемкость изготовления двигателя и при высоте оси вращения более 160 мм скоса пазов не делают и потому, что, как показывает опыт, скос пазов в этих двигателях не дает значительного эффекта в улучшении пусковых характеристик.
studfiles.net
Асинхронный двигатель с фазным ротором
Определим общее число проводников в пазу (3.16) Определим площадь, занимаемую проводниками (3.17) Определим свободную площадь паза (3.18) где Кз2- коэффициент заполнения свободной площади паза изолированными проводниками Кз=0...
Восстановление изношенной поверхности двухрядной звёздочки
- Токарно - винторезное (предварительное) растачивание - Автоматическая наплавка под слоем флюса; - Токарно - винторезное (черновое, чистовое) растачивание - Протягивание (отверстия, шпоночного паза) 5. Выбор оборудования...
Восстановление изношенной поверхности двухрядной звёздочки
Завариваем шпоночный паз ручной дуговой сваркой электродом типа Э-60 марки УОНИ 13/45 диаметром dэ = 1 мм. Количество наплавленного металла, г G = 1,15 L b h г где 1,15 - коэффициент...
Выбор и расчет конструкции литниково-питающей системы для отливки детали "Шкив тормозной"
Для заливки формы, исходя из положении отливки в форме выбираем верхнюю литниковую систему с подводом металла по плоскости разъема, что показано на рисунке 5. Заливку производим из стопорного ковша; =1384 кг, количество отливок в форме 1...
Основная надпись на чертежах
Основные надписи, дополнительные графы к ним и рамки выполняют сплошными основными S ; и сплошными тонкими линиями От S/3 до S/2 по ГОСТ 2.303-68. Основные надписи располагают в правом нижнем углу конструкторских документов...
Проектирование лесосушильной камеры типа "TROCKENANLAGE VF 651/4DS"
За условный материал принимают обрезные сосновые доски, размером 251505500 мм с начальной и конечной влажностями соответственно Wн = 60 %, Wк = 6 %. По формуле (1.5) рассчитаем коэффициент заполнения штабеля по высоте условным материалом В =...
Проектирование трехфазного асинхронного электродвигателя
мм мм мм Размеры паза в свету меньше размеров в штампе на величину припусков на штамповку и сборку сердечников. При h = 160…250 мм припуски по ширине и высоте паза принимаются равными ? bn = ? hn = 0,2 мм Основания трапеции...
Проектирование трехфазного асинхронного электродвигателя
мм мм мм Для высококачественной заливки пазов ротора алюминием необходимо, чтобы b1P ?2,5…3 мм. Условие выполнено. Размеры паза и зубца округляем до десятых долей миллиметра...
Разработка кинематической схемы редуктора
...
Разработка технологического процесса отливки "букса"
Рассчитаем металлоемкость литниковой системы ,(8) где - металлоемкость литниковой системы, кг. кг. Рассчитаем металлоемкость всей формы в целом , (9) где - металлоемкость всей формы. кг...
Расчёт круглого фасонного резца с радиальной подачей
Исходные данные для расчета протяжки. Материал изделия - сталь 60; уВ = 800 Н/мм2, L = 65 мм. Эскиз обрабатываемого паза (рисунок 1). Рисунок 2 - Эскиз обрабатываемого паза Материал протяжки выбираем Р9К5 (быстрорежущая сталь). Хвостовик протяжки...
Скоростной холодильник
К ремонтной документации относятся: - годовой график ППР; - ремонтный журнал по учету проведения планово-предупредительного ремонта и осмотра; - план график ремонта оборудования; - ведомость технического состояния оборудования; - акт...
Технологическая оснастка изготовления отливки детали
Рис. 8. Паз для фрезерования Для фрезерования паза (рис. 8) применим дисковую трехстороннюю сборную со вставными зубьями фрезу диаметром D=350 мм и числом зубьев z=0,06D=21 (для скоростной обработки стали). Т. к....
Технологические основы процесса сварки металлов и сплавов (её классификация, прогрессивные способы сварки)
Швы по длине и сечению выполняют на проход и обратно ступенчатым способом. Сущность способа сварки на проход заключается в том, что шов выполняется до конца в одном направлении. Обратно- ступенчатый способ состоит в том...
Технологический процесс изготовления детали "Вал ведомый"
Инструмент фреза концевая диаметром 40 мм и с числом зубьев 6 ГОСТ 17026-71. В результате обработки получаем R= 20 мм, глубина t=3,5, В=40мм. Подача при фрезеровании S=0...
prod.bobrodobro.ru
 ,
, ,
, .
.
 .
.



 ,
, или
или  .
. .
. ,
, ,
,  ,
,



 ,
, ,
, ,
, .
. ,
, .
.