





_____________________________________________________________________________
На автомобили УАЗ-469, УАЗ-31512, 31514 устанавливаются соответственно двигатели УМЗ-451, УМЗ-417, 414
Двигатель автомобилей УАЗ (рис.1, 2) — четырехцилиндровый, четырехтактный, верхнеклапанный, карбюраторный с рядным расположением цилиндров и жидкостным охлаждением.
На этом двигателе установлены производительный топливный насос типа Б8, карбюратор типа К-129 и один полнопоточный масляный фильтр вместо двух, устанавливаемых на двигателе УМЗ-451.
Кроме того, на двигателе применен ряд деталей, унифицированных с двигателем ГАЗ-24. Все это позволило улучшить технико-экономические показатели двигателя и поднять срок его службы до капитального ремонта до 150 тыс. км.

Рис.1. Двигатель УАЗ-469, УАЗ-31512, 3151 продольный разрез
1 — масляный насос; 2 — коленчатый вал; 3 — шатун; 4 — поршень; 5 — вентилятор; 6 — водяной насос; 7 — термостат; 8 — выпускной клапан; 9 - впускной клапан; 10 — пружина клапана; 11 — ось коромысел; 12— штанга толкателя; 13 — головка блока цилиндров; 14 — блок цилиндров; 15 — толкатель; 16 — маховик

Рис.2. Двигатель УАЗ-469, УАЗ-31512, 31514 поперечный разрез
1-коленвал, 2-шатун, 3-поршень, 4-масляный фильтр, 5-выпускной трубопровод; 6 — впускной клапан; 7 — карбюратор- 8 — фильтр вентиляции картера; 9 - головка цилиндров; 10 — распределитель зажигания; 11-распределительный вал; 12 - стартер; 13 - масляный насос
Для уменьшения продольного перемещения двигателя от усилий, возникающих при нажатии на педаль сцепления, и от инерционных сил, появляющихся при торможении и разгоне автомобиля, двигатель соединен с рамой специальной реактивной тягой.
Детали кривошипно-шатунного механизма двигателя УАЗ-469, УАЗ-31512, 31514
Блок цилиндров УАЗ-469, УАЗ-3151, 31514 и выполненная как одно целое с ним верхняя часть картера двигателя отлиты из алюминиевого сплава высокой прочности. Цилиндры выполнены легкосъемными мокрыми гильзами, отлитыми из серого чугуна.
Для повышения износостойкости гильза в верхней части снабжена вставкой из кислотоупорного чугуна. В блоке цилиндров выполнены сверленые масляные каналы.
Главный масляный канал проходит по всей длине блока с правой стороны в верхней части картера. Он сообщается пятью поперечными каналами с подшипниками коленчатого и распределительного валов.
В картерной части блока цилиндров в поперечных перегородках и в торцовых стенках расположено пять постелей коренных подшипников коленчатого вала и пять опор шеек распределительного вала.
Крышки коренных подшипников невзаимозаменяемые. Опоры распредвала расположены в верхней картерной части блока цилиндров с левой стороны. В них запрессовываются втулки.
Головка блока цилиндров УАЗ-469, УАЗ-31514, 31512 — общая для всех цилиндров, отлита из алюминиевого сплава.
Справа в ней размещены впускные и выпускные каналы, посередине — камеры сгорания, направляющие втулки и седла клапанов и слева — отверстия для штанг толкателей и свечей зажигания.
Впускные и выпускные каналы выполнены раздельно для каждого цилиндра. Оси плоскоовальных камер сгорания несколько смещены вправо относительно оси цилиндров, что обеспечивает завихрение рабочей смеси в камере при такте сжатия и лучшее ее сгорание.
Подтяжку гаек головки блока цилиндров УАЗ-469, УАЗ-31512, 31514 (рис.3) производить после обкатки автомобиля и через 1000 км пробега после каждого снятия головки.
Во избежание коробления головки и для обеспечения надежного уплотнения затяжку необходимо производить в два приема: предварительно с небольшим усилием, а затем окончательно с моментом 7,3—7,8 кг/см.

Рис.3. Порядок подтяжки гаек головки блока цилиндра УАЗ-469, УАЗ-31512, 31514
Затягивать следует плавно без рывков, одной рукой и без увеличения плеча ключа. Затяжку необходимо производить только на холодном двигателе. Удаление нагара с головки блока цилиндров, днищ поршней, головок и стержней впускных клапанов.
Признаками появления отложений нагара служат перегревы и детонация двигателя, а также падение мощности и увеличение расхода топлива.
Для удаления нагара необходимо снять головку блока цилиндров и удалить нагар с помощью металлических скребков и щеток. При этом необходимо принять меры к тому, чтобы нагар не попадал в зазоры между головками поршней и цилиндрами.
Поршни двигателя УАЗ-469, УАЗ-3151, 31514 отлиты из алюминиевого сплава.
На цилиндрической головке поршня имеются три канавки (рис.4): две верхних канавки служат для установки в них компрессионных колец, а нижняя —для установки маслосъемного кольца.
В нижней канавке имеются две прорези для отвода в картер масла, снимаемого кольцом со стенок цилиндра. Юбка поршня УАЗ-469 овальной формы.
 Рис.4. Установка колец на поршне двигателя УАЗ-469, УАЗ-31512, 31514
Рис.4. Установка колец на поршне двигателя УАЗ-469, УАЗ-31512, 31514
1 — поршень; 2 — компрессионные кольца; 3 — кольцевые диски; 4 —осевой расширитель; 5 — радиальный расширитель; б — терморегулирующее кольцо
Большая ось овала расположена в плоскости, перпендикулярной к плоскости оси поршневого пальца.
Величина овальности — 0,4±0,01 мм. Кроме того, юбка в верхней части имеет меньший диаметр, чем внизу на 0,01—0,02 (0,015 — предпочтительно) мм.
Для обеспечения работы поршня на непрогретом двигателе УАЗ-469, УАЗ-31512, 31514 без стука в тело поршня, в месте перехода головки поршня в юбку, залито стальное терморегулирующее кольцо.
В средней части поршень имеет две бобышки с отверстиями диаметром 25-0,01 мм для поршневого пальца.
Ось этих отверстий смещена на 1,5 мм в правую сторону (если смотреть по ходу автомобиля) от средней плоскости поршня.
Поршневые кольца УАЗ-469, УАЗ-31514, 3151: два компрессионных и одно маслосъемное. Компрессионные поршневые кольца имеют высоту 2,5 -0,012 мм.
Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом. Толщина покрытия — 0,08—0,13 мм. Наружная поверхность нижнего компрессионного кольца —луженая.
Толщина слоя олова — 0,005—0,010 мм. На внутренней цилиндрической поверхности обоих компрессионных колец предусмотрена коническая фаска, которая при установке на поршень должна быть обращена в сторону днища поршня.
После установки колец в цилиндр монтажный зазор в замке должен быть 0,3—0,5 мм.
Маслосъемное поршневое кольцо УАЗ-469, УАЗ-31512, 31514 составное. Оно состоит из двух одинаковых кольцевых дисков толщиной 0,7 мм и шириной 3 мм, осевого и радиального расширителей.
Для уменьшения износа рабочая поверхность кольцевых дисков покрыта твердым хромом. Толщина слоя хрома — 0,1 мм.
В радиальном расширителе 5 имеется девять продольных отверстий для отвода снимаемого с зеркала цилиндра излишнего масла.
Поршневые пальцы УАЗ-469, УАЗ-31512, 31514 — плавающего типа, пустотелые, изготовлены из углеродистой стали.
Наружный диаметр пальцев — 25 мм, длина — 66 мм. Наружная поверхность пальцев закалена токами высокой частоты на глубину 1 —1,5 мм.
Шатуны УАЗ-469, УАЗ-31512, 31514 — двутаврового сечения, стальные, кованые. В верхние неразъемные головки шатунов запрессованы тонкостенные втулки, изготовленные из оловянистой бронзы.
Для смазки поршневого пальца в верхней головке шатуна и во втулке имеется круглое отверстие. Нижняя головка шатуна выполнена разъемной.
В нижней головке шатуна (и во вкладыше) предусмотрено отверстие диаметром 1,5 мм, через которое подается смазка на стенки цилиндра и на кулачки распределительного вала.
Коленвал УАЗ-469, УАЗ-31512, 31514 — пятиопорный, отлит из магниевого чугуна. Передний конец коленчатого вала УАЗ-469 уплотняется самоподжимным резиновым сальником 16 (рис.5), запрессованным в крышку распределительных шестерен.
Осевые усилия коленвала воспринимаются передним упорным подшипником через две упорные шайбы 10 и 11, изготовленные из стальной, залитой баббитом ленты.

Рис.5. Передний конец коленвала УАЗ-469, УАЗ-31512, 31514, установленный в двигателе
1—-пылеотражатель; 2 — ступица шкива; 3 — храповик; 4 — коленчатый вал; 5 —шкив; 6 —штифт; 7 — крышка распределительных шестерен; 8 — маслоотражательная шайба; 9 — упорная шайба; 10— передняя упорная шайба; 11 — задняя упорная шайба; 12 — выступ; 13 — фиксирующий штифт; 14 — шестерня; 15 — корпус сальника; 16 — сальник
Величина осевого зазора в упорном подшипнике составляет 0,075—0,175 мм. Достигается она подбором упорных шайб соответствующей толщины.
Коренные и шатунные шейки коленвала отлиты полыми. Полости в шатунных шейках герметически закрыты разьбовыми пробками.
Задний конец коленчатого вала УАЗ-469, УАЗ-31512, 31514 уплотняется сальником, состоящим из двух полуколец, изготовленных из пропитанного графитом асбестового шнура, закладываемых в обоймы.
Коренные и шатунные подшипники коленчатого вала снабжены тонкостенными взаимозаменяемыми вкладышами, изготовленными из малоуглеродистой стальной ленты, залитой баббитом.
Общая толщина вкладыша коренных 2,25 и шатунных подшипников 1,7 мм.
В каждый подшипник устанавливается по два вкладыша. На одном из стыков каждого вкладыша имеется фиксирующий выступ, который, входя в пазы постели блока или шатунов, исключает возможность осевого перемещения и проворачивания вкладыша в постели.
Маховик коленчатого вала отлит из серого чугуна. Для пуска двигателя стартером на маховик напрессован стальной зубчатый обод.
Ремонт коленвала двигателя УАЗ-469, УАЗ-3151, 31514
Ремонт коленчатого вала УАЗ-469, УАЗ-31512, 31514 заключается в перешлифовке коренных и шатунных шеек под новые ремонтные размеры комплектов шатунных и коренных вкладышей, выпускаемых в запасные части.
Радиальные зазоры в шатунных и коренных подшипниках коленвала должны быть соответственно в пределах 0,026—0,077 и 0,026—0,083 мм.
Перешлифовывают шейки с допуском 0,013 мм. Так, при перешлифовке шеек вала под первые ремонтные комплекты вкладышей размеры шатунных и коренных шеек должны соответственно находиться в пределах 57,750—57,737 и 63,750—63,737 мм.
Ремонтный размер шатунных шеек коленвала может не совпадать с ремонтным размером коренных шеек, но все шатунные и все коренные шейки следует перешлифовать под один ремонтный размер.
Фаски и отверстия переднего и заднего концов коленвала не пригодны для установки вала в центре шлифовального станка.
Для этого необходимо сделать съемные центра-стаканы: передний центр напрессовывают на шейку диаметром 38 мм, а задний центрируют по наружному диаметру фланца (122 мм) вала и крепят к нему болтами.
При изготовлении переходных центров следует обеспечить концентричность центрового отверстия с установочным отверстием.
При несоблюдении этого условия нельзя обеспечить необходимой концентричности посадочных мест маховика и шестерни к осям коренных шеек.
При шлифовке шатунных шеек коленвал УАЗ-469, УАЗ-31512, 31514 устанавливают по дополнительным центрам, соосным осям шатунных шеек. При шлифовке шатунных шеек следует остерегаться затрагивания шлифовальным кругом боковых поверхностей шеек.
В противном случае осевой зазор шатунов будет чрезмерно велик и шатуны будут стучать. Радиус перехода к боковой поверхности выдерживать в пределах 1,2—2 мм.
Шероховатость поверхности шеек коленвала после обработки должна быть не более 0,32 мкм.
Шлифование ведут с обильным охлаждением эмульсией. В процессе шлифовки необходимо выдерживать:
- расстояние между осями коренных и шатунных шеек в пределах 46±0,05 мм;
- овальность и конусность шеек не более 0,01 мм; угловое расположение шатунных шеек в пределах ±0°10';
- не параллельность осей шатунных шеек с осью коренных шеек не более 0,012 мм на всей длине шатунной шейки;
- биение (при установке вала крайними коренными шейками на призмы) средних коренных шеек не более 0,02 мм, шейки под распределительную шестерню до 0,03 мм, а шеек под ступицу шкива и задний сальник до 0,04 мм.
После шлифовки шеек коленвал УАЗ-469, УАЗ-31512, 31514 промывают, а масляные каналы очищают от абразивов и смолистых отложений. Пробки грязеуловителей при этом вывертывают.
После очистки грязеуловителей и каналов вновь завертывают пробки на место и кернят каждую из них для предотвращения самопроизвольного вывертывания.
Очищать масляные каналы следует и при эксплуатационном ремонте двигателя, когда коленвал вынимают из блока.
После ремонта коленчатый вал собирать рекомендуется с тем маховиком и сцеплением, которые стояли на нем до ремонта.
Устанавливать при этом сцепление на маховик УАЗ-469, УАЗ-31512, 31514 следует по заводским меткам «0», нанесенным на обеих деталях одна против другой около одного из болтов крепления кожуха сцепления к маховику.
Перед установкой на двигатель коленчатый вал подвергают динамической балансировке.
Предварительно необходимо сцентрировать ведомый диск сцепления. Дисбаланс устраняют высверливанием металла в ободе маховика на радиусе 158 мм сверлом 12 мм.
Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс не более 70 гс/см.
Ремонт и сборка шатунно-поршневой группы двигателей УАЗ-469, УАЗ-31512, 31514
Техническое состояние деталей поршневой группы УАЗ-469, УАЗ-31512, 31514 имеет существенное значение; по их состоянию обычно определяют пригодность двигателя к дальнейшей эксплуатации.
Замена поршневых колец УАЗ-469, УАЗ-31514, 31512
Обычно необходимость в замене поршневых колец возникает через 70—90 тыс. км пробега автомобиля в зависимости от качества применяемых эксплуатационных (топлива, масла) материалов и общих условий эксплуатации автомобиля.
Снимать и надевать кольца на поршень рекомендуется при помощи съемника.
Поршневые кольца ремонтных размеров отличаются от номинальных только наружным диаметром.
Кольца того или иного ремонтного размера предназначены для установки в цилиндры, обработанные под данный ремонтный размер, и для установки в изношенные цилиндры ближайшего меньшего ремонтного размера путем подпиливания их стыков до получения зазора в замке 0,3—0,5 мм.
Зазор проверяют в замке кольца, вставленного в цилиндр. К перешлифованным цилиндрам кольца подгоняют по верхней части, а к изношенным — по нижней части цилиндра (в пределах хода поршневых колец).
При подгонке кольцо устанавливают в цилиндре в рабочее положение, т. е. в плоскости, перпендикулярной оси цилиндра, и продвигают при помощи головки поршня.
Стыки колец обязательно надо припиливать так, чтобы плоскости стыков при сжатом кольце были параллельны.
После подгонки колец по цилиндрам необходимо проверить боковой зазор между кольцами и канавками в поршне, который должен быть: для верхнего компрессионного кольца в пределах 0,050—0,082, для нижнего — 0,035—0,067 мм.
При зазорах 0,15 мм и больше замена поршневых колец УАЗ-469, УАЗ-31512, 31514 не исключит повышенного расхода масла — «на угар». В этом случае одновременно с заменой колец следует заменять и поршни.
При замене только поршневых колец без замены поршней необходимо удалять нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводяших отверстий, расположенных в канавках для маслосъемных колец.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромовое покрытие, а нижнее было луженым или фосфатированным.
При замене только поршневых колец, без ремонта или замены гильзы, все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршня в цилиндр стыки компрессионных колец и маслосъемных кольцевых дисков должны быть разведены под углом 180° относительно предыдущего кольца. Расположение стыков расширителей безразлично.
Замена поршней УАЗ-469, УАЗ-31512, 31514
К новым и обработанным под ремонтный размер цилиндрам поршни УАЗ-469, УАЗ-31512, 31514 подбирают по усилию, необходимому для протягивания ленты-щупа, вставляемого в зазор между поршнем и гильзой.
Усилие протягивания ленты толщиной 0,05 мм и шириной 13 мм должно быть в пределах 3,5—4,5 кгс. Щуп-ленту располагают в плоскости, перпендикулярной к оси поршневого пальца.
Для обеспечения правильности подбора к цилиндру поршень должен быть обязательно без поршневого пальца, искажающего на холодном поршне истинные размеры его юбки.
При этом поршень устанавливают в цилиндр юбкой вверх, иначе при протягивании будет закусывать ленту-щуп юбкой поршня из-за ее конусности.
В частично изношенные цилиндры, как правило, устанавливают поршни того же размера (номинального или ремонтного), какой имели поршни, ранее работавшие в данном двигателе.
Однако желательно подобрать комплект большего размера поршней для уменьшения зазора между юбкой поршня и зеркалом цилиндра.
В этом случае зазор между юбкой поршня и зеркалом цилиндра следует проверять в нижней, наименее изношенной части цилиндра. Нельзя допускать уменьшения зазора в этой части цилиндра ниже 0,02 мм.
Для облегчения подбора поршни сортируют по наибольшему диаметру юбки. На днище поршней УАЗ-31512, 31514 номинального размера выбито буквенное обозначение сортировочной группы.
Буквы обозначают следующие размеры диаметра юбки поршня, мм: А — 91,988—92,000; Б— 92,000—92,012; В —92,012—92,024; Г — 92,024—92,036; Д — 92,036—92,048.
На днищах поршней УАЗ-469 ремонтного размера вместо буквенного обозначения непосредственно выбит размер диаметра юбки поршня, округленный до 0,01 мм, например 92,5 мм. Допуск на диаметр юбки поршня ремонтного размера составляет-0,012 мм.
Кроме подбора поршней к цилиндрам по диаметру юбки, их подбирают также по массе. Это необходимо для сохранения уравновешенности двигателя. Разница в массе самого легкого и самого тяжелого поршней для одного двигателя не должна превышать 4 г.
Поршни в цилиндры устанавливают при помощи приспособления. Внутренний диаметр А кольца делают равным размеру цилиндра (номинальному или ремонтному) с допуском ±0,01 мм.
При установке поршней в цилиндры УАЗ-469, УАЗ-31512, 31514 необходимо, чтобы метка «перед», выбитая на поршне, была обращена к переднему торцу блока.
На всех поршнях ремонтных размеров отверстия в бобышках под поршневой палец делаются номинального размера.
Шероховатость поверхности не должна превышать 0,63 мкм. Конусность и овальность отверстия допускаются не более 0,005 мм.
При обработке должна быть обеспечена перпендикулярность оси отверстия к оси поршня, допускаемое отклонение не более 0,05 мм на длине 100 мм.
В запасные части поставляют поршни вместе с подобранными к ним поршневыми пальцами и стопорными кольцами.
Ремонт и замена поршневых пальцев УАЗ-469, УАЗ-31512, 31514
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяют ремонтные поршневые пальцы, увеличенные по диаметру на 0,08 мм.
Применение ремонтных пальцев, увеличенных на 0,12 и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна.
Поршневые пальцы УАЗ-469, УАЗ-31512, 31514 ремонтируют перешлифовкой их с больших ремонтных размеров на меньшие или хромированием с последующей обработкой под номинальный или ремонтный размер.
Перед выпрессовкой поршневого пальца из поршня необходимо вынуть стопорные кольца поршневого пальца плоскогубцами.
Выпрессовывают и запрессовывают палец в приспособлении. Перед выпрессовкой пальца поршень нагревают до 70° С.
Ремонт шатунов УАЗ-469, УАЗ-31512, 31514 сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке имеющейся в шатуне втулки под палец ремонтного размера.
В запасные части поставляют втулки одного размера, свернутые из бронзовой ленты ОЦС4-4-2,5 толщиной 1 мм.
При запрессовке новой втулки в шатун необходимо обеспечить совпадение отверстия во втулке с отверстием в верхней головке шатуна для обеспечения подачи смазки к поршневому пальцу.
После запрессовки втулку уплотняют до диаметра 24,3+0-045 мм, а затем уже развертывают или растачивают под номинальный или ремонтный размер.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть равным 168±0,05 мм; допустимая не параллельность осей в двух взаимно перпендикулярных плоскостях не более 0,04 мм на длине 100 мм; овальность и конусность не должны превышать 0,005 мм.
Чтобы выдержать указанные размеры и допуски, развертывать втулку верхнего отверстия шатуна рекомендуется в кондукторе. После развертывания отверстие доводят на специальной шлифовальной головке.
Шероховатость после обработки не должна превышать 0,63 мкм. Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,5 мм, выбраковывают.
Сборка поршневой группы УАЗ-469, УАЗ-31512, 31514
Для обеспечения работы поршневой группы без стуков поршень, поршневой палец и шатун подбирают друг к другу с минимально необходимыми зазорами для нормальной их смазки.
Поршневой палец к верхней головке шатуна подбирают с зазором 0,0045—0,0095 мм. В поршень палец устанавливают с натягом 0,0025—0,0075 мм.
Подсборку поршневой группы УАЗ-469, УАЗ-31512, 31514 выполняют в том же приспособлении, что и разборку.
ССледует иметь в виду, что для обеспечения балансировки двигателя разница в массе установленных в двигатель поршней в оборе с шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с некоторым натягом. Не рекомендуется применять стопорные кольца, бывшие в употреблении.
Учитывая сложность подбора поршневого пальца к поршню и шатуну (необходимость обеспечения номинальных посадок), в запасные части поршни поставляют в сборе с поршневым пальцем и стопорными кольцами.
Если же имеются отдельно поршень, шатун и палец, то собирать их необходимо только с одинаковой цветовой маркировкой (белой, зеленой, желтой или красной).
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
УАЗ-469, 31512, 31514
_____________________________________________________________________________
_____________________________________________________________________________
УАЗ-3160 Симбир
УАЗ-3303, 452, 2206, 3909
УАЗ-3962, 3741
УАЗ 31519 Хантер
УАЗ-3163 Патриот
avtosteh.ru
Основанием для разборки и ремонта двигателя являются: падение мощности двигателя, уменьшение давления масла, резкое увеличение расхода масла (свыше 450 г на 100 км пробега), дымление двигателя, повышенный расход топлива, понижение компрессии в цилиндрах, а также шумы и стуки.
При ремонте двигателей необходимо учитывать их конструктивные особенности. Блок цилиндров двигателя мод. 4218, в отличие от блока двигателей моделей 414, 4178 и 4021.60 с мокрыми легкосъемными гильзами, имеет монолитную конструкцию с залитыми гильзами без уплотнений. Гильзы в нем расточены под размер 100 мм (вместо 92 мм). Соответственно увеличены размеры поршней, поршневых пальцев и колец. Поршни имеют камеру сгорания в днище. Поршневые пальцы имеют увеличенную толщину стенки, шатуны – увеличенную на 7 мм длину.
При разборке двигателя тщательно проверяйте возможность дальнейшего применения каждой его детали. Критерии по оценке возможности дальнейшего использования деталей приведены в табл. 2.1.
Работоспособность двигателя может быть восстановлена заменой изношенных деталей новыми номинального размера или восстановлением изношенных деталей и применением сопряженных с ними новых деталей ремонтного размера.
Для этих целей выпускаются поршни, поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала, седла впускных и выпускных клапанов, втулки распределительного вала и ряд других деталей и комплектов ремонтных размеров. Перечень деталей и комплектов номинального и ремонтных размеров приведен в табл. 2.2.
Величины зазоров и натягов в двигателе
Уменьшение или увеличение зазоров против рекомендуемых ухудшает условия смазки трущихся поверхностей и ускоряет износ. Уменьшение натягов в неподвижных (прессовых) посадках также крайне нежелательно. Для таких деталей как направляющие втулки и вставные седла выпускных клапанов уменьшение натягов ухудшает передачу тепла от этих деталей к стенкам головки блока цилиндров. При ремонте двигателя пользуйтесь данными табл. 2.3. (и табл. 2.3. часть 2)
Снятие и установка двигателя на автомобилях семейства УАЗ–31512
Перед снятием двигателя с автомобиля, установленного на смотровой канаве, выполните следующее:
1. Слейте жидкость из системы охлаждения и масло из картера двигателя.
2. Снимите воздушный фильтр.
3. Отсоедините от двигателя приемную трубу глушителя.
4. Отсоедините от двигателя шланги системы охлаждения, отопителя и масляного радиатора.
5. Отсоедините и снимите радиатор системы охлаждения.
6. Отсоедините от карбюратора тяги привода воздушной и дроссельной заслонок.
7. Отсоедините от двигателя все электропровода.
8.Отсоедините от картера сцепления рабочий цилиндр привода выключения сцепления и соединительную тягу.
9. Снимите болты крепления подушек передних опор двигателя вместе с нижними подушками опор.
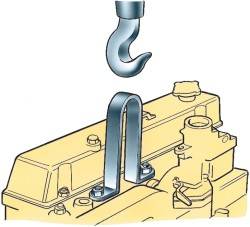 | Рис. 2.41. Снятие двигателя с автомобиля |
10. Установите специальную скобу на вторую и четвертую шпильки головки блока (рис. 2.41), считая от переднего торца блока.
11. Приподняв двигатель подъемником, отсоедините коробку передач от двигателя.
12. Поднимите двигатель и снимите его с автомобиля, при этом коробка передач с раздаточной коробкой останутся на раме автомобиля.
Установку двигателя на автомобиль производите в обратной последовательности.
Двигатель можно снимать, опуская его вниз вместе с коробкой передач и раздаточной коробкой, при этом необходимо снять поперечину. Этот способ значительно сложнее первого.
Особенности снятия и установки двигателя на автомобилях УАЗ вагонной компоновки
Для снятия двигателя необходимо:
1. Выполните указания пп. 1–10 раздела «Снятие и установка двигателя на автомобилях семейства УАЗ–31512».
2. Снимите сиденья и крышку капота.
3. Откройте люк в крыше кабины, пропустите через него крюк с тросом (цепью) подъемного механизма и зацепите крюк за скобу.
4. Приподнимите несколько двигатель и отсоедините его от коробки передач.
5. Для облегчения снятия двигателя установите в дверной проем доску, которая бы не прогибалась под весом двигателя.
6. Поднимите подъемным механизмом в проем капота двигатель и, соблюдая осторожность, выньте его через дверной проем по доске.
Установку двигателя производите в обратной последовательности.
Разборка и сборка двигателя
Перед разборкой тщательно очистите двигатель от грязи и масла.
Разбирайте и собирайте двигатель на поворотном стенде с помощью наборов инструмента, например, моделей 2216–Б и 2216–М ГАРО, а также специального инструмента и приспособлений, указанных в приложении 2.
При индивидуальном методе ремонта двигателя детали, пригодные к дальнейшей работе, устанавливайте на прежние места, где они приработались. Для обеспечения этого поршни, поршневые кольца, шатуны, поршневые пальцы, вкладыши, клапаны, штанги, коромысла и толкатели при снятии маркируйте любым способом, не вызывающим порчи (кернением, надписыванием, краской, прикреплением бирок и т.п.).
При любом виде ремонта нельзя раскомплектовывать крышки шатунов с шатунами, переставлять картер сцепления и крышки коренных подшипников с одного двигателя на другой или менять местами крышки средних коренных подшипников в одном блоке, так как эти детали обрабатываются совместно.
При замене картера сцепления проверьте соосность отверстия, служащего для центрирования коробки передач, с осью коленчатого вала, а также перпендикулярность заднего торца картера сцепления относительно оси коленчатого вала. При проверке стойку индикатора закрепите на фланце коленчатого вала. Сцепление при этом должно быть снято. Биение отверстия и торца картера не должно превышать 0,08 мм.
После разборки двигателя детали тщательно обезжирьте, очистите от нагара и смолистых отложений.
Удаление нагара с поршней, впускных клапанов и камер сгорания производите механическим или химическим способом.
Химический способ удаления нагара заключается в выдерживании деталей в ванне с раствором, подогретым до 80–95°С, в течение 2–3 часов.
Для очистки алюминиевых деталей применяйте следующий состав раствора (в г на 1 л воды):
Сода кальцинированная(Na2CO3).....18,5
Мыло хозяйственное или зеленое.....10
Жидкое стекло (Na2SiO3).....8,5
Для очистки стальных деталей применяйте следующий состав раствора (в г на 1 л воды):
Сода каустическая (NaOH).....25
Сода кальцинированная (Na2CO3).....33
Мыло хозяйственное или зеленое.....3,5
Жидкое стекло (Na2SiO3).....1,5
После очистки детали промойте горячей (80–90°С) водой и обдуйте сжатым воздухом.
Не промывайте детали из алюминиевых и цинковых сплавов в растворах, содержащих щелочь (NaOH).
При сборке двигателя соблюдайте следующее:
1. Протрите и продуйте детали сжатым воздухом, а все трущиеся поверхности смажьте моторным маслом.
2. Резьбовые детали (шпильки, пробки, штуцеры), если они вывертывались или были заменены в процессе ремонта, устанавливайте на сурике.
3. Неразъемные соединения (например, заглушку блока цилиндров) устанавливайте на нитролаке.
4. Болты и гайки затягивайте динамометрическим ключом, момент затяжки, Н·м (кгс·м):
Гайки шпилек крепления головки блока цилиндров.....71,6–76,5(7,3–7,8)
Гайки болтов шатуна.....66,7–73,5 (6,8–7,5)
Гайки шпилек крепления крышек коренных подшипников коленчатого вала.....122,6–133,4 (12,5–13,6)
Гайки болтов крепления маховика к коленчатому валу.....74,5–81,4 (7,6–8,3)
Ремонт блока цилиндров
Сопряжение изнашивающихся деталей осуществлено, в основном, сменными деталями, что позволяет ремонтировать блок цилиндров перешлифовкой или заменой гильз, заменой изношенных втулок распределительного вала полуобработанными с последующей обработкой их под требуемый размер, заменой вкладышей коренных подшипников коленчатого вала. Восстановление работоспособности пары отверстие блока цилиндров-толкатель из-за незначительного их износа сводится к замене толкателей.
Ремонт и замена гильз блока цилиндров
 | Рис. 2.42. Съемник для выпpессовки гильзы из блока цилиндpов: 1 – съемник; 2 – гильза; 3 – блок цилиндpов |
Максимально допустимым износом гильз цилиндров следует считать увеличение зазора между гильзой и юбкой поршня до 0,3 мм. При наличии такого износа выпрессуйте гильзу из блока цилиндров с помощью съемника 1 (рис. 2.42) и расточите до ближайшего ремонтного размера поршня с допуском на обработку +0,06 мм.
Не зажимайте при обработке гильзу в кулачковый патрон, так как это повлечет деформацию гильзы и искажение ее размеров.
Закрепите гильзу в приспособлении, представляющем собой втулку с посадочными поясками диаметром 100 и 108 мм. Гильзу вставьте во втулку до упора в верхний буртик, который зажмите накладным кольцом в осевом направлении. После обработки зеркало цилиндра гильзы должно иметь следующие отклонения:
1. Овальность и конусность не более 0,01 мм, причем большее основание конуса должно располагаться в нижней части гильзы.
2. Бочкообразность и корсетность – не более 0,08 мм.
3. Биение зеркала цилиндра относительно посадочных поясков диаметром 100 и 108 мм не более 0,01 мм.
 | Рис. 2.43. Замеp выступания гильзы над плоскостью блока |
После запрессовки гильзы в блок цилиндров проверьте величину выступания верхнего торца гильзы над верхней плоскостью блока (рис. 2.43). Величина выступания должна быть 0,005–0,055 мм. При недостаточном выступании (менее 0,005 мм) прокладка головки блока может быть пробита; кроме того, в камеру сгорания неизбежно попадет охлаждающая жидкость из-за недостаточного уплотнения верхнего пояска гильзы с блоком цилиндров. При проверке величины выступания торца гильзы над блоком необходимо снять с гильзы резиновое уплотнительное кольцо.
 | Рис. 2.44. Пpижим для гильз: 1 – гайка; 2 – шайба; 3 – втулка |
Чтобы гильзы не выпадали из гнезд в блоке при ремонте, закрепите их при помощи шайб 2 и втулок 3, надеваемых на шпильки крепления головки блока цилиндров, как показано на рис. 2.44.
Гильзы цилиндров, расточенные под третий ремонтный размер поршня, после износа замените новыми.
Ремонт головки блока цилиндров
К основным дефектам головки блока цилиндров, которые можно устранить ремонтом, относятся: коробление плоскости прилегания к блоку цилиндров, износ седел и направляющих втулок клапанов.
Непрямолинейность плоскости головки, соприкасающейся с блоком, при проверке ее на контрольной плите щупом не должна быть более 0,05 мм. Незначительное коробление головки (до 0,3 мм) устраняйте шабровкой плоскости по краске. При короблениях, превышающих 0,3 мм, головку необходимо шлифовать.
Замена поршневых колец
Поршневые кольца заменяйте через 70 000–90 000 км пробега (в зависимости от условий эксплуатации автомобиля).
Поршневые кольца устанавливают по три на каждом поршне:
два компрессионных и одно маслосъемное. Компрессионные кольца отлиты из специального чугуна. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
 | Рис. 2.45. Установка колец на поршне: а – поршень с кольцами двигателя УМЗ–4178.10; б, в – поршень с кольцами двигателя УМЗ-4218.10; 1 – поршень; 2 – верхнее компрессионное кольцо; 3 – нижнее компрессионное кольцо; 4 – кольцевые диски; 5 – осевой расширитель; 6 – радиальный расширитель |
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки (рис. 2.45, а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз. Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища поршня.
Двигатель УМЗ–4218.10 может комплектоваться двумя вариантами исполнения компрессионных колец (рис. 2.45, б,в).
Один вариант верхнего компрессионного кольца 2 (рис. 2.45, б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
Другой вариант верхнего компрессионного кольца 2 (рис. 2.45, в) имеет бочкообразный профиль наружной поверхности, проточка на внутренней цилиндрической поверхности кольца отсутствует. Положение кольца при установке в канавку поршня безразличное.
Нижнее компрессионное кольцо 3 (рис. 2.45, б,в) – скребкового типа, на нижней торцевой поверхности имеет кольцевую проточку, которая вместе с конусной наружной поверхностью образует острую нижнюю кромку («скребок»). Кольцо изготавливается в двух вариантах – с проточкой на внутренней цилиндрической поверхности кольца (рис. 2.45, б) и без проточки (рис. 2.45, в). Кольцо необходимо устанавливать на поршень острой кромкой «скребком» вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители. Наружная поверхность диска маслосъемных колец покрыта твердым хромом.
Замок колец прямой.
Поршневые кольца ремонтных размеров (см. табл. 2.2) отличаются от колец номинальных размеров только наружным диаметром.
Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонт-ным размером путем подпиливания их стыков до получения зазора в замке 0,3–0,5 мм (0,3–0,65 мм для двигателей мод. 4218).
 | Рис. 2.46. Подбоp поpшневых колец по цилиндpу (пpовеpка бокового зазоpа в стыке кольца) |
Проверку бокового зазора в стыке кольца производите, как показано на рис. 2.46. К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным – по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня. Плоскости стыков при сжатом кольце должны быть параллельны.
 | Рис. 2.47. Снятие и установка поpшневых колец |
Снимайте и устанавливайте кольца на поршень с помощью приспособления (рис. 2.47) модели 55–1122.
 | Рис. 2.48. Пpовеpка бокового зазоpа между поpшневым кольцом и канавкой поpшня |
После подгонки колец по цилинд-рам проверьте боковой зазор между кольцами и канавками в поршне (рис. 2.48), который должен быть: для верхнего компрессионного кольца 0,050–0,082 мм, для нижнего компрессионного – 0,035–0,067 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни (см. главу «Замена поршней»). Одновременная замена поршневых колец и поршней резко снижает расход масла.
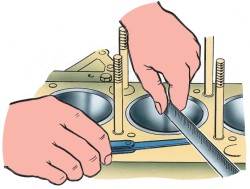
 | Рис. 2.49. Очистка канавок поршневых колец от нагара |
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (рис. 2.49).
Из маслоотводящих отверстий нагар удаляйте сверлом диаметром 3 мм.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или фосфатированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120° друг к другу.
После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45– 50 км/ч.
Замена поршней
Замену поршней производите при износе канавки верхнего поршневого кольца или юбки поршня.
В частично изношенные цилиндры устанавливайте поршни того же размера (номинального или ремонтного), какой имели поршни, ранее работавшие в данном двигателе. Однако желательно подобрать комплект большего размера поршней для уменьшения зазора между юбкой поршня и зеркалом цилиндра.
В этом случае зазор между юбкой поршня и зеркалом цилиндра проверьте в нижней, наименее изношенной части цилиндра.
Не допускайте уменьшения зазора в этой части цилиндра менее 0,02 мм.
В запасные части поставляются поршни вместе с подобранными к ним поршневыми пальцами и стопорными кольцами (см. табл. 2.2).
Для подбора поршни номинального размера сортируют по наружному диаметру юбки. На днищах поршней выбиты буквенные обозначения размерной группы, которые указаны в табл. 2.4.
На поршнях ремонтных размеров выбивается также величина их диаметра.
Кроме подбора поршней к гильзам цилиндра по диаметру юбки, их подбирают также по весу. Разница в весе между самым легким и самым тяжелым поршнем для одного двигателя не должна превышать 4 г.
При сборке поршни устанавливайте в гильзы той же группы.
 | Рис. 2.50. Пpиспособление для установки поpшня с кольцами в цилиндp |
Поршни в цилиндры устанавливайте с помощью приспособления модели 59–85, показанного на рис. 2.50.
При установке поршней в цилиндры метка «перед», отлитая на поршне, должна быть обращена к передней части двигателя, на поршне с разрезной юбкой метка «назад» – в сторону картера сцепления.
На всех поршнях ремонтных размеров отверстия в бобышках под поршневой палец делаются номинального размера с разбивкой на группы. При необходимости эти отверстия растачиваются или развертываются до ближайшего ремонтного размера с допуском –0,005 –0,015 мм. Конусность и овальность отверстия – не более 0,0025 мм. При обработке обеспечьте перпендикулярность оси отверстия к оси поршня, допускаемое отклонение – не более 0,04 мм на длине 100 мм.
Ремонт шатунов
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке имеющейся в шатуне втулки под палец ремонтного размера.
В запасные части поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4–4–2,5 толщиной 1 мм.
При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна.
Отверстия служат для подачи смазки к поршневому пальцу.
После запрессовки втулки уплотните ее внутреннюю поверхность гладкой брошью до диаметра 24,3+0,045 мм, а затем разверните или расточите под номинальный или ремонтный размер с допуском +0,007 –0,003 мм.
Например, втулку разверните или расточите под палец номинального размера до диаметра 25 +0,007 –0,003 мм или под палец ремонтного размера до диаметра 25,20 +0,07 –0,003 мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть (168±0,05) мм [(175±0,05) мм для двигателей модели 4218]; допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должны превышать 0,005 мм. Чтобы выдержать указанные размеры и допуски, разверните втулку верхней головки шатуна в кондукторе.
 | Рис. 2.51. Доводка отвеpстия в веpхней головке шатуна: 1 – деpжавка; 2 – шлифовальная головка; 3 – зажим |
После развертывания производите доводку отверстия на специальной шлифовальной головке, держа шатун в руках (рис. 2.51). Шлифовальные бруски головки установите микрометрическим винтом на требуемый ремонтный размер.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене.
Замена и ремонт поршневых пальцев
Ремонтные размеры поршневых пальцев и номера комплектов приведены в табл. 2.2.
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм. Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна как описано выше (см. главы «Замена поршней» и «Ремонт шатунов»).
 | Рис. 2.52. Снятие стопоpного кольца поpшневого пальца |
 | Рис. 2.53. Пpиспособление для выпpессовки и запpессовки поpшневого пальца: 1 – напpавляющая; 2 – палец; 3 – плунжеp |
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на рис. 2.52. Выпрессовку и запрессовку пальца производите на приспособлении, как показано на рис. 2.53. Перед выпрессовкой пальца нагрейте поршень в горячей воде до 70°С.
Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер.
Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости) ремонту не подлежат.
Сборка шатунно–поршневой группы
 | Рис. 2.54. Подбоp поpшневого пальца |
Поршневой палец к верхней головке шатуна подбирайте с зазором 0,0045– 0,0095 мм. При нормальной комнатной температуре палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца руки (рис. 2.54). Поршневой палец при этом должен быть слегка смазан маловязким маслом.
Палец устанавливайте в поршень с натягом 0,0025–0,0075 мм.
Практически поршневой палец подбирается таким образом, чтобы при нормальной комнатной температуре (20°С) он не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил бы в него свободно. Поэтому перед сборкой поршень нагрейте в горячей воде до 70°С. Запрессовка пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Сборку шатунно-поршневой группы производите на том же приспособлении, что и разборку (см. рис. 2.53).
Для обеспечения правильной балансировки двигателя разница в весе установленных в двигатель поршней в сборе с шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с небольшим натягом. Не применяйте кольца, бывшие в употреблении.
Поршневые кольца устанавливайте на поршень, как указано в главе «Замена поршневых колец».
Учитывая сложность подбора поршневого пальца к поршню и шатуну (для обеспечения номинальных посадок), поршни поставляются в запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами.
Ремонт коленчатого вала
Ремонт коленчатого вала заключается в перешлифовке коренных и шатунных шеек под очередной ремонтный размер.
Ремонтные размеры шатунных и коренных шеек определяются размерами комплектов шатунных и коренных вкладышей, поставляемых в запасные части, которые приведены в табл. 2.2.
Радиальные зазоры в шатунных и коренных подшипниках коленчатого вала должны быть 0,020–0,049 мм и 0,020–0,066 мм соответственно. Перешлифовку шеек производите с допуском 0,013 мм.
Если размеры шатунных и коренных шеек не совпадают между собой, их необходимо перешлифовать под один ремонтный размер.
Фаски и отверстия переднего и заднего концов коленчатого вала не пригодны для установки в шлифовальном станке. Для этого сделайте съемные центры-стаканы. Передний центр напрессовывайте на шейку диаметром 38 мм, а задний центрируйте по наружному диаметру фланца (Ж122 мм) вала и крепите к нему болтами. При изготовлении переходных центров обеспечьте концентричность центрового и установочного отверстий. Не соблюдая это условие, нельзя обеспечить необходимой концентричности посадочных мест маховика и шестерни к осям коренных шеек.
При шлифовке шатунных шеек устанавливайте вал по дополнительным центрам, соосным осям шатунных шеек. Для этого можно использовать центры-стаканы, предусмотрев на них фланцы с двумя дополнительными центровыми отверстиями, отстоящими от среднего отверстия на 46±0,05 мм.
Для переднего конца лучше сделать новый центр-фланец, который устанавливается на шейку диаметром 40 мм (на шпонке) и дополнительно закрепляется болтом (храповиком), ввертываемым в резьбовое отверстие.
Перед шлифовкой шеек углубите фаски на кромках масляных каналов настолько, чтобы ширина их после снятия всего припуска на шлифование была 0,8–1,2 мм. Делайте это с помощью наждачного камня с углом при вершине 60–90°, приводимого во вращение электродрелью.
При шлифовке шатунных шеек не касайтесь шлифовальным кругом боковых поверхностей шеек, чтобы не нарушить осевой зазор шатунов. Радиус перехода к боковой поверхности выдерживайте 3,5 мм. Шлифовку производите с обильным охлаждением эмульсией.
В процессе перешлифовки выдерживайте:
1. Расстояние между осями коренных и шатунных шеек 46±0,05 мм.
2. Конусообразность, бочкообразность, седлообразность, овальность и огранка шеек не более 0,005 мм.
3. Угловое расположение шатунных шеек ±0°10'.
4. Непараллельность осей шатунных шеек с осью коренных шеек не более 0,012 мм на всей длине шатунной шейки.
5. Биение (при установке вала крайними коренными шейками на призмы) средних коренных шеек не более 0,02 мм, шейки под распределительную шестерню до 0,03 мм, а шеек под ступицу шкива и задний сальник до 0,04 мм.
После шлифовки шеек промойте коленчатый вал, а масляные каналы очистите от абразива и смолистых отложений. Пробки грязеуловителей при этом выверните. После очистки грязеуловителей и каналов вновь заверните пробки на место и закерните каждую из них от самопроизвольного вывертывания.
Очищайте масляные каналы также при эксплуатационном ремонте двигателя, когда коленчатый вал вынимаете из блока.
 | Рис. 2.55. Установка сцепления по меткам: 1 – метки |
После ремонта коленчатый вал собирайте с тем же маховиком и сцеплением, которые стояли до ремонта. Устанавливайте сцепление на маховик по заводским меткам «О», нанесенным на обеих деталях одна против другой около одного из болтов крепления кожуха сцепления к маховику (рис. 2.55).
Перед установкой на двигатель коленчатый вал со сцеплением в сборе динамически отбалансируйте на специальном станке. Предварительно сцентрируйте ведомый диск сцепления при помощи вала коробки передач или специальной оправки.
Дисбаланс устраняйте высверливанием металла в ободе маховика на радиусе 158 мм сверлом диаметром 12 мм. Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс – не более 70 гс·см.
Замена вкладышей коренных и шатунных подшипников коленчатого вала
В запасные части поставляются вкладыши коренных и шатунных подшипников номинального и семи ремонтных размеров, которые приведены в табл. 2.2. Вкладыши ремонтных размеров отличаются от вкладышей номинального размера внутренним диаметром, уменьшенным на 0,05; 0,25; 0,50; 0,75; 1,0; 1,25 и 1,50 мм.
Вкладыши коренных и шатунных подшипников заменяйте без какой-либо подгонки.
В зависимости от износа шеек при первой смене вкладышей применяйте вкладыши номинального или, в крайнем случае, первого ремонтного размера (уменьш
uazz-avto.narod.ru
") Теория ДВС: Двигатель УМЗ-417 2.45 л (дефектовка и обзор)11:05 - УМЗ-417 блок цилиндров в сборе 17:05 - УМЗ-417 демонтаж шестерни распредвала 19:47 - УМЗ-417 дефектовка коленвала...
Теория ДВС: Двигатель УМЗ-417 2.45 л (дефектовка и обзор)11:05 - УМЗ-417 блок цилиндров в сборе 17:05 - УМЗ-417 демонтаж шестерни распредвала 19:47 - УМЗ-417 дефектовка коленвала... УАЗ 31514.Двигатель 417. Разбираем двигатель. стук в двигателе. Ремонт.Подарочные изделия из фанеры и оргстекла. Сувениры и подарки на свадьбу, день рождение и другие праздники....
УАЗ 31514.Двигатель 417. Разбираем двигатель. стук в двигателе. Ремонт.Подарочные изделия из фанеры и оргстекла. Сувениры и подарки на свадьбу, день рождение и другие праздники..... Сделай Сам!") Разборка 402 двигателя (Волга). Сделай Сам!Показал как разбирается 402 двигатель а домашних условиях.
Разборка 402 двигателя (Волга). Сделай Сам!Показал как разбирается 402 двигатель а домашних условиях. УАЗ/ГАЗЕЛЬ - Ремонт двигателя УМЗ 421 - часть 1 ДефектовкаПРИБОР для измерения упругости пружины клапанов. Дефектовка шеек распредвала и головки блока цилиндров...
УАЗ/ГАЗЕЛЬ - Ремонт двигателя УМЗ 421 - часть 1 ДефектовкаПРИБОР для измерения упругости пружины клапанов. Дефектовка шеек распредвала и головки блока цилиндров.... Сделай Сам!") Сборка 402 двигателя Волга, Газель (часть 1). Сделай Сам!Сборка 402 двигателя в домашних условиях. Промывка коленвала, притирка клапанов и замена направляющих втулок.
Сборка 402 двигателя Волга, Газель (часть 1). Сделай Сам!Сборка 402 двигателя в домашних условиях. Промывка коленвала, притирка клапанов и замена направляющих втулок. Развесовка, сборка, установка ШПГ УМЗ-417В данном видео я поверхностно и вкраце расскажу о том как развесить собрать и установить шатунно-поршневую...
Развесовка, сборка, установка ШПГ УМЗ-417В данном видео я поверхностно и вкраце расскажу о том как развесить собрать и установить шатунно-поршневую.... Сделай Сам!") Сборка 402 двигателя, Волга, Газель (часть 2). Сделай Сам!Установка коленвала в 402 двигатель.
Сборка 402 двигателя, Волга, Газель (часть 2). Сделай Сам!Установка коленвала в 402 двигатель. Сборка и запуск 402 двигателя ВолгиНачало в этих видео https://www.youtube.com/watch?v=ojkFrkmFCi4 https://www.youtube.com/watch?v=8WIOTF54_wk.
Сборка и запуск 402 двигателя ВолгиНачало в этих видео https://www.youtube.com/watch?v=ojkFrkmFCi4 https://www.youtube.com/watch?v=8WIOTF54_wk.. Сделай Сам!") Сборка 402 двигателя, Волга, Газель (часть 3). Сделай Сам!Установка поршневой группы в 402 двигатель.
Сборка 402 двигателя, Волга, Газель (часть 3). Сделай Сам!Установка поршневой группы в 402 двигатель.") Двигатель ЗМЗ 402 ремонт (часть№1)разборка.
Двигатель ЗМЗ 402 ремонт (часть№1)разборка. Капитальные ремонты УАЗ
Капитальные ремонты УАЗ") Регулировка клапанов двигателя ЗМЗ 402 (ЗМЗ 410, ЗМЗ 511, ЗМЗ 5233)
Регулировка клапанов двигателя ЗМЗ 402 (ЗМЗ 410, ЗМЗ 511, ЗМЗ 5233) Капитальный ремонт проводки УАЗ БуханкаПриглашение https://plus.google.com/communities/104655990328535302947?sqinv=eEp6WGtVb3RORFIxQmV3ck5yUnJvTGxrcTZOZFZ3 Подпишись на ...
Капитальный ремонт проводки УАЗ БуханкаПриглашение https://plus.google.com/communities/104655990328535302947?sqinv=eEp6WGtVb3RORFIxQmV3ck5yUnJvTGxrcTZOZFZ3 Подпишись на ... УАЗ 469 - Ремонт переднего моста - Часть 1Ремонт поворотного кулака, разборка, дефектовка Хочешь больше видео уроков? http://avtoznahar.org.ua/help.
УАЗ 469 - Ремонт переднего моста - Часть 1Ремонт поворотного кулака, разборка, дефектовка Хочешь больше видео уроков? http://avtoznahar.org.ua/help.") Теория ДВС: Двигатель УМЗ-417 (сборка)Группа по доработке ГБЦ (Артём Бекетов) http://vk.com/club75386632 Маслонасосы на двигатель УМЗ-417 https://www.youtube.com/watch?v=GptrKxQ...
Теория ДВС: Двигатель УМЗ-417 (сборка)Группа по доработке ГБЦ (Артём Бекетов) http://vk.com/club75386632 Маслонасосы на двигатель УМЗ-417 https://www.youtube.com/watch?v=GptrKxQ...avtoclubvideo.ru
Ремонт двигателя УАЗ капремонт восстановление переборка
Основанием для разборки и ремонта двигателя являются: падение мощности двигателя, уменьшение давления масла, резкое увеличение расхода масла (свыше 450 г на 100 км пробега), дымление двигателя, повышенный расход топлива, понижение компрессии в цилиндрах, а также шумы и стуки. При ремонте двигателей необходимо учитывать их конструктивные особенности. Блок цилиндров двигателя мод. 4218, в отличие от блока двигателей моделей 414, 4178 и 4021.60 с мокрыми легкосъемными гильзами, имеет монолитную конструкцию с залитыми гильзами без уплотнений. Гильзы в нем расточены под размер 100 мм (вместо 92 мм). Соответственно увеличены размеры поршней, поршневых пальцев и колец. Поршни имеют камеру сгорания в днище. Поршневые пальцы имеют увеличенную толщину стенки, шатуны – увеличенную на 7 мм длину. При разборке двигателя тщательно проверяйте возможность дальнейшего применения каждой его детали. Критерии по оценке возможности дальнейшего использования деталей приведены в табл. 2.1.Работоспособность двигателя может быть восстановлена заменой изношенных деталей новыми номинального размера или восстановлением изношенных деталей и применением сопряженных с ними новых деталей ремонтного размера. Для этих целей выпускаются поршни, поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала, седла впускных и выпускных клапанов, втулки распределительного вала и ряд других деталей и комплектов ремонтных размеров. Перечень деталей и комплектов номинального и ремонтных размеров приведен в табл. 2.2.Величины зазоров и натягов в двигателеУменьшение или увеличение зазоров против рекомендуемых ухудшает условия смазки трущихся поверхностей и ускоряет износ. Уменьшение натягов в неподвижных (прессовых) посадках также крайне нежелательно. Для таких деталей как направляющие втулки и вставные седла выпускных клапанов уменьшение натягов ухудшает передачу тепла от этих деталей к стенкам головки блока цилиндров. При ремонте двигателя пользуйтесь данными табл. 2.3. (и табл. 2.3. часть 2)Снятие и установка двигателя на автомобилях семейства УАЗ–31512Перед снятием двигателя с автомобиля, установленного на смотровой канаве, выполните следующее: 1. Слейте жидкость из системы охлаждения и масло из картера двигателя. 2. Снимите воздушный фильтр. 3. Отсоедините от двигателя приемную трубу глушителя. 4. Отсоедините от двигателя шланги системы охлаждения, отопителя и масляного радиатора. 5. Отсоедините и снимите радиатор системы охлаждения. 6. Отсоедините от карбюратора тяги привода воздушной и дроссельной заслонок. 7. Отсоедините от двигателя все электропровода. 8.Отсоедините от картера сцепления рабочий цилиндр привода выключения сцепления и соединительную тягу. 9. Снимите болты крепления подушек передних опор двигателя вместе с нижними подушками опор.
Рис. 2.41. Снятие двигателя с автомобиля
10. Установите специальную скобу на вторую и четвертую шпильки головки блока (рис. 2.41), считая от переднего торца блока. 11. Приподняв двигатель подъемником, отсоедините коробку передач от двигателя. 12. Поднимите двигатель и снимите его с автомобиля, при этом коробка передач с раздаточной коробкой останутся на раме автомобиля. Установку двигателя на автомобиль производите в обратной последовательности. Двигатель можно снимать, опуская его вниз вместе с коробкой передач и раздаточной коробкой, при этом необходимо снять поперечину. Этот способ значительно сложнее первого.Особенности снятия и установки двигателя на автомобилях УАЗ вагонной компоновкиДля снятия двигателя необходимо: 1. Выполните указания пп. 1–10 раздела «Снятие и установка двигателя на автомобилях семейства УАЗ–31512». 2. Снимите сиденья и крышку капота. 3. Откройте люк в крыше кабины, пропустите через него крюк с тросом (цепью) подъемного механизма и зацепите крюк за скобу. 4. Приподнимите несколько двигатель и отсоедините его от коробки передач. 5. Для облегчения снятия двигателя установите в дверной проем доску, которая бы не прогибалась под весом двигателя. 6. Поднимите подъемным механизмом в проем капота двигатель и, соблюдая осторожность, выньте его через дверной проем по доске. Установку двигателя производите в обратной последовательности.
Разборка и сборка двигателя
Перед разборкой тщательно очистите двигатель от грязи и масла. Разбирайте и собирайте двигатель на поворотном стенде с помощью наборов инструмента, например, моделей 2216–Б и 2216–М ГАРО, а также специального инструмента и приспособлений, указанных в приложении 2. При индивидуальном методе ремонта двигателя детали, пригодные к дальнейшей работе, устанавливайте на прежние места, где они приработались. Для обеспечения этого поршни, поршневые кольца, шатуны, поршневые пальцы, вкладыши, клапаны, штанги, коромысла и толкатели при снятии маркируйте любым способом, не вызывающим порчи (кернением, надписыванием, краской, прикреплением бирок и т.п.). При любом виде ремонта нельзя раскомплектовывать крышки шатунов с шатунами, переставлять картер сцепления и крышки коренных подшипников с одного двигателя на другой или менять местами крышки средних коренных подшипников в одном блоке, так как эти детали обрабатываются совместно. При замене картера сцепления проверьте соосность отверстия, служащего для центрирования коробки передач, с осью коленчатого вала, а также перпендикулярность заднего торца картера сцепления относительно оси коленчатого вала. При проверке стойку индикатора закрепите на фланце коленчатого вала. Сцепление при этом должно быть снято. Биение отверстия и торца картера не должно превышать 0,08 мм. После разборки двигателя детали тщательно обезжирьте, очистите от нагара и смолистых отложений. Удаление нагара с поршней, впускных клапанов и камер сгорания производите механическим или химическим способом. Химический способ удаления нагара заключается в выдерживании деталей в ванне с раствором, подогретым до 80–95°С, в течение 2–3 часов. Для очистки алюминиевых деталей применяйте следующий состав раствора (в г на 1 л воды): Сода кальцинированная(Na2CO3).....18,5 Мыло хозяйственное или зеленое.....10 Жидкое стекло (Na2SiO3).....8,5 Для очистки стальных деталей применяйте следующий состав раствора (в г на 1 л воды): Сода каустическая (NaOH).....25 Сода кальцинированная (Na2CO3).....33 Мыло хозяйственное или зеленое.....3,5 Жидкое стекло (Na2SiO3).....1,5После очистки детали промойте горячей (80–90°С) водой и обдуйте сжатым воздухом. Не промывайте детали из алюминиевых и цинковых сплавов в растворах, содержащих щелочь (NaOH). При сборке двигателя соблюдайте следующее: 1. Протрите и продуйте детали сжатым воздухом, а все трущиеся поверхности смажьте моторным маслом. 2. Резьбовые детали (шпильки, пробки, штуцеры), если они вывертывались или были заменены в процессе ремонта, устанавливайте на сурике. 3. Неразъемные соединения (например, заглушку блока цилиндров) устанавливайте на нитролаке. 4. Болты и гайки затягивайте динамометрическим ключом, момент затяжки, Н·м (кгс·м): Гайки шпилек крепления головки блока цилиндров.....71,6–76,5(7,3–7,8) Гайки болтов шатуна.....66,7–73,5 (6,8–7,5) Гайки шпилек крепления крышек коренных подшипников коленчатого вала.....122,6–133,4 (12,5–13,6) Гайки болтов крепления маховика к коленчатому валу.....74,5–81,4 (7,6–8,3)
uaz.moy.su








