Снятие двигателяУстановка двигателяАкселератор двигателя
Вентилятор и генераторСнятие и разборка вентилятораСборка и установка вентилятораСнятие и разборка механизма натяжения ремней вентилятораСборка и установка механизма натяжения ремнейСнятие, установка и регулирование натяжения ремней вентилятора и генератораСнятие и установка генератора
Насосы НШСнятие и установка насоса НШ-32 У-ЛСнятие и установка насоса НШ-100А-3ЛСнятие и сборка привода насоса НШ-100А-3ЛУстановка привода насоса НШ-100А-3Л
Воздушная система и выхлопВоздухоочиститель и мультициклонСнятие и разборка воздухоочистителя тонкой очисткиСборка и установка воздухоочистителяСигнализатор засоренности воздухоочистителяРазборка впускного и выпускного коллекторовУстановка коллекторов
ТурбокомпрессорСнятие и разборка турбокомпрессораТехнические требования на детали турбокомпрессораСборка корпуса компрессора и турбиныСборка среднего корпуса с роторомОбщая сборка турбокомпрессораОбкатка, испытание и установка турбокомпрессораМасляный фильтр турбокомпрессора
Водоснабжение двигателяСнятие и разборка водоотводной трубыСборка и установка водоотводной трубыСнятие и разборка водяного насосаСборка и установка водяного насоса
Головка цилиндровСнятие и разборка головки цилиндровТехнические требования на детали головки цилиндровСборка головки цилиндровУстановка головки цилиндров
Общие указанияУказание ко всем сборочным еденицамУказание к крепежным и стопорящим деталямУказание к подшипникам каченияУказания по сальниковым уплотнениямТребования безопасности
Правила оказания услуг по капитальному ремонту двигателей
«Исполнитель» производит капитальный ремонт спец.техники (двигателя). Модели и модификации спец.техники (двигателя), принимаемых в ремонт, перечислены в «Приложении 1» к настоящим правилам. Техника, не вошедшая в «Приложение 1» принимается в ремонт только в виде исключения, по согласованию с сервисным центром.Капитальный ремонт спец.техники (двигателя) производится только на территории "Исполнителя" , без выезда на место стоянки техники. Дата и время сдачи трактора (двигателя) в ремонт, а также предварительный характер ремонта согласовываются Заказчиком с мастером сервисного центра.Для приема спец.техники (двигателя) в капитальный или частичный ремонт Заказчик должен оформить Заказ-наряд (договор на ремонт) установленной формы, неотъемлемой частью которого являются данные Правила.Сроком начала работы считается первый рабочий день, следующий за датой приема спец.техники (двигателя) в ремонт и получением предварительной оплаты в соответствии с договором на ремонт.После снятия, разборки и дефектации узлов, цена и срок окончания ремонтных работ уточняются. При этом заказчик имеет право, лично убедится в характере неисправностей. В случае возникновения необходимости дополнительного производства работ или замены деталей Исполнитель обязан известить об этом Заказчика и согласовать с ним стоимость работ и деталей. Если сумма изменений не превышает 10 % ранее оговорённой суммы, то согласование может происходить по телефону. Если сумма превышает 10%, то согласование происходит непосредственно с Заказчиком (или его полномочным представителем) и прилагается в письменном виде к заказ-наряду.Срок окончания работ определяется после разборки и дефектации двигателя, а также после уточнения наличия всех необходимых запчастей и составляет от 14 до 30 рабочих дней. При этом время проведения работ продлевается на время вынужденного простоя, вызванного ожиданием запчастей и на время, ушедшее на согласование изменений в ходе ремонта с Заказчиком.В случае вынужденного простоя по вине Заказчика, (не поступление предоплаты; недоставка своевременно запчастей Заказчиком; отсутствие возможности связаться с Заказчиком для согласования изменений в ходе ремонта; задержка в получении готового трактора (двигателя) в течение более чем 5-и дней), - Исполнитель имеет право включить в счет оплату стоянки спецтехники из расчета 100 руб. в сутки, двигателя из расчета 50 руб. в суткиИсполнитель несет материальную ответственность за спец.технику (двигатель) Заказчика в течение всего срока ремонта, исключая неоплаченное время вынужденного простоя (см. пункт 7). В случае если двигатель сдавался в ремонт частично или полностью разобранный, Исполнитель не несет ответственности за некомплектность по вине Заказчика.Основные детали двигателя, имеющие значительные повреждения (большие деформации, износы, перегрев, трещины, пробоины и т.п.), ремонтопригодность которых вызывает сомнения, могут быть отремонтированы только по письменному требованию Заказчика. В этом случае Исполнитель не несет ответственности за результаты ремонта (в том числе за срок окончания ремонтных работ), и за поломку указанных деталей в ходе эксплуатации двигателя после ремонта.При невозможности выполнения ремонта, в том числе при выявлении неисправимых дефектов или установлении экономической нецелесообразности дальнейшего ремонта, Исполнитель оповещает об этом Заказчика. В 5-и дневный срок стороны производят взаиморасчет за фактически выполненные работы, после чего спец.техника (двигатель) возвращается Заказчику.Заказчик имеет право контролировать ход ремонта на всех его этапах по согласованию с администрацией Исполнителя.При получении двигателя после частичной сборки Заказчик проводит визуальный, микрометрический и динамометрический контроль качества работ и комплектации. В случае сборки мотора с обкаткой на стенде Заказчик контролирует параметры при работе двигателя. В случаях, когда окончательная сборка, установка и регулировка двигателя выполняется силами Заказчика или сторонней организации, Исполнитель выступает в этих случаях как субподрядчик и несет ответственность только в объеме выполненных работ, гарантируя только точность размеров, правильность сборки и комплектации. Гарантийные обязательства по работоспособности двигателя в целом, а так же ответственность перед Заказчиком в таких случаях, несёт, в соответствии с законодательством РФ организация (предприниматель), осуществляющий последующий ремонт.После окончания работ и производства всех платежей Исполнитель выдает Гарантийное обязательство. Гарантийным обязательством является документ, дающий Заказчику право на бесплатный ремонт спец.техники (двигателя) в течение срока гарантии. Гарантией на выполненные работы в данном случае является право Заказчика на бесплатный ремонт двигателя и обязанность Исполнителя его произвести в течение гарантийного периода. Перечень обстоятельств, являющихся и не являющихся основанием для гарантийного ремонта содержится в «Приложении 2» к настоящим Правилам.В случае если была допущена частичная или полная разборка двигателя вне предприятий «Исполнителя» и без участия его представителей, включая заказы на частичную сборку, оговоренные в пункте 12 Правил, дальнейшие претензии по качеству и комплектации не рассматриваются.По окончании работ Заказчик обязан произвести необходимую доплату, оформить все необходимые документы и забрать технику (двигатель) с территории Исполнителя. Специалисты «Исполнителя» работают только на своих рабочих местах и выезжают на место стоянки спецтехники в зависимо от причин неисправности, возникшей после ремонта.При необходимости выполнения гарантийного (повторного) ремонта календарный срок гарантии продлевается на период времени ремонта. При этом гарантийный пробег спец.техники сохраняется, т.е. отсчитывается от основного ремонта.Данные Правила и приложения к ним являются неотъемлемой частью всех договоров на ремонт Техники (двигателей). Заказчик обязан ознакомиться с Правилами перед оформлением заказа на ремонт. По желанию Заказчика экземпляр Правил с приложениями выдается Заказчику на руки.
АКЦИЯ! ЗАПЧАСТИ ДЗ-98, Т-170, Т130, Б-10, Т-10М
ГУСЕНИЦА ДТ-75 (ДТ75)=‹75000› к-т
КАТКИ 24-21-170СП/-169СП (ЧАЗ)=‹12500›
ФЛАНЦЫ 50-19-158 = ‹7900›
УПЛОТНЕНИЕ 24-19-119СП (большое)= ‹4100›
64-12-3-02сп КПП Б-10, Б-10м, Т-12 = ‹350000›!!!
Полный список стран и городов, в которые осуществляется поставка запчастей:
т 170, т 10, т 130, т 100 (С100, Т-100), ДЗ-171, ДЗ-109 (ДЗ 109Б), б 10, б 170, б 130 (Б-130), ДЗ171 (ДЗ-171), Урал-4320, РДК-25, РДК-250, ДЭК-251, ДЭК-631, МКГ-25.01, МКГ-25БР Вы можете посмотреть в разделе: ДОСТАВКА»
Алиса: качественные, дешевые, цена на запчасти, Т-170, Т-130, Б10, Б-10М, ДЗ-98, ДЗ98, ДТ-75 гарантия, надежность, стоимость низкая и доставка быстрая, нужно купить.
Оперативно доставим транспортной компанией и отдельной машиной до склада Покупателя, в города стран: •Республика Казахстан •Республика Беларусь •Украина •Республика Азербайджан •Республика Кыргызстан •Республика Армения •Республика Таджикистан •Грузия •Республика Латвия• Монголия. Запасные части на Т 170, Т 130, Т 10, ДЗ-171: двигатель Д-160 (б 10, б 170, б 130, Д З171), дизель Д 180 (б 10, б 170, б 130, Д З171), пусковой П-23У (двигатель ПД-23), гусеница и цепь, отвал (лопата, ковш, гидроотвал), рыхлитель (клык, зуб), КПП, кабина, бортовая, на Т 170, Т 130, Б 170Б, Т 10М, Б 10МБ. Запчастини, запчасткі, ehtiyat hissələri, кам тетиктер, պահեստամասեր, სათადარიგო ნაწილები, rezerves daļas, қисмҳои эҳтиетӣ, қосалқы бөлшектер, сэлбэг эд анги, запас частәр, резервни части, tartalék alkatrészek, atsarginės dalys, części zamienne, piese de schimb, делови, náhradné diely, rezervni deli, запас частьләр, yedek parça, запчастьёсын, ehtiyot qismlar, rezervni dijelovi, náhradní díly, varuosad, spare parts, Ersatzteile, 备用零件
Доставка в н.п. РФ: Шумиха, Шадринск, Екатеринбург (202км-4ч.), Каменск-Уральский, Первоуральск, Чернушка, Кунгур, Губаха, Пермь (582км-12ч), Тюмень (1290км-28ч), Тобольск, Пыть-Ях, Сургут (2073км-52ч.), Ханты-Мансийск (2374км-58ч.), Мегион, Стрежевой, Нижневартовск (2907км-75ч), Ноябрьск (1515км-28ч), Гупкинский, Тарко-Сале, Новый Уренгой (1935км-36ч), Надым (2160км-42ч), Ямбург.Оренбург (735км-14ч), Орск (605км-11ч), Сорочинск, Бузулук, Самара (1146км-23ч), Ульяновск (958км-19ч), Димитровград (870км-17ч), Тольятти, Сызрань, Вольск, Болаково, Саратов (1599км-38ч), Энгельс, Красноармейск, Камышин, Волжский, Волгоград (1665км-30ч), Ахтубинск, Харабали, Нариманов, Астрахань (2100км-38ч), Элиста (1968км-36ч), Ставрополь (2240км-41ч), Сочи (2630км-50ч), Краснодар (2370км-45ч), Ростов-на-Дону (2145км-40ч), Белгород (2001км-38ч), Курск (1945км-37ч), Пенза (1210км-23ч), Саранск (1823км-44ч), Тамбов (2102км-50ч), Воронеж (2337км-56ч), Липецк (2465км-61ч). Симферополь, Севастополь (Крым). Белорецк, Стерлитамак, Салават, Нефтекамск, Октябрьский, Уфа (379км-8ч), Воткинск, Ижевск (777км-20ч), Набережные Челны, Альметьевск, Казань (1169км-36ч), Канаш, Чебоксары (1333км-41ч), Котельнич, Киров (1722км-52ч), Арзамас, Нижний Новгород (2284км-64ч), Ковров, Муром, Владимир (2529км-72ч), Москва и МО (2712км-77ч), Рязань (2891км-82ч), Тула (3078км-86ч), Орел (3254км-91ч), Калуга (3458км-96ч), Тверь (3773км-108ч), Ярославль (4072км-114ч), Кострома (4151км-117ч), Иваново (4251км-120ч), Великий Новгород, Тихвин, Луга, Вяртсиля, Санкт-Петербург. Маршрут Восток: Щучье, Курган (260км-5ч), Омск (938км-18ч), Калачинск, Татарск, Барабинск, Куйбышев, Чулым, Новосибирск (1606км-40ч), Искитим, Черепаново, Новоалтайск, Барнаул (1836км-47ч), Юрга, Томск, Кемерово (1865км-34ч), Белово, Горно-Алтайск (2072км-40ч), Новокузнецк (2005км-37ч), Абакан (2492км-45ч), Маринск, Ачинск, Дивногорск, Красноярск (2395км-44ч), Уяр, Кызыл (2870км-52ч), Тулун (3060км-56ч), Братск (3290км-60ч), Усть-Кут (3642км-66ч), Канск, Тайшет, Нижнеудинск, Зима, Черемхово, Усолье-Сибирское, Ангарск, Иркутск (3455км-64ч), Шелехов, Байкал, Байкальск, Селенгинск, Улан-Удэ (3890км-72ч), Хилок, Чита (4570км-83ч), Шилка, Нерчинск, Сковородино (5422км-100ч), Тында, Нерюнги, Алдан, Томмот, Якутск (6260км-114ч), Нижний Бестях (6235км-112ч), Магдагачи, Шимановск, Свободный, Белогорск, Благовещенск (6106км-110ч), Завитинск, Облучье, Биробиджан (6460км-115ч), Хабаровск (6630км-118ч), Хор, Вяземский, Бикин, Дальнереченск, Спасск-Дальний, Уссурийск, Артём, Владивосток (7365км-132ч). Южно-Сахалинск.
Отдел продаж запасных частей:
+7 (351) 223-20-91
Рассмотрим Ваши предложения
по сотрудничеству!

dortex74.ru
Дизельный двс Д-160, двигатель Д-180 в основном устанавливают на тракторы и бульдозеры производства «ЧТЗ-Уралтрак» Т-100, Т-130, Т-170.
Мотористы и механики ценят Д-160 за простоту конструкции и высокую производительность. Д-160 неприхотлив, способен работать как в суровых условиях крайнего севера так и жарком климате продолжительное время. Ремонт ДВС Д-160 выполняется крайне редко из-за высокой надежности системы.

В данной статье речь пойдет о техобслуживании и ремонте двс Д-160, потому что как и любому двс, рано или поздно требуется профессиональное обслуживание и ремонт.
Ремонт и обслуживание Д-160, поломки и их устранение.
Отмечаются следующие поломки и неисправности дизеля Д-160:Не запускается двигатель;Повышенная дымность при работе;Не достигается максимальная мощность;Не характерный стук при работе;Перегревание двигателя;Минимальное давление;Муфта сцепления пробуксовывает.
Причины неисправностей бывают разные, часто распознать неисправность самостоятельно нет возможности. В этом случае перед ремонтом Д-160, рекомендуется сделать диагностику. Также существует много техцентров и представительств завода, где профессионально и быстро сделают диагностику и последующий ремонт с использованием качественных запчастей. Будьте предельно внимательны, доверяйте ремонт и обслуживание Д-160 только проверенным мастерам, которые обладают необходимыми навыками и знаниями, а также имеют нужное оборудование для произведения ремонта и обслуживания.
Техобслуживание Д-160
Как мы прекрасно знаем, лучшее лечение – это профилактика. Чтобы избежать серьезных трат на ремонт, нужно регулярно производить техосмотр и техобслуживание ДВС. Существует три основных ТО двс, которые обязательно нужно соблюдать на протяжении всей службы Д-160:
Первое ТО производят через 50 моточасов работы;Второе ТО следует проводить после 250 моточасов работы;Третье ТО – осуществляют через 1000 моточасов работы.
Механики и мотористы обращают внимание, что очень часто ремонт дизеля Д-160 производится из-за халатности и невнимательности владельца и тракториста. Чтобы дизель работал исправно и без нареканий, используйте только проверенные и качественные ГСМ. Дизельное топливо плохого качества, в которое добавляют добавки и примеси, способно вывести двс из работы в кратчайший срок.
Также следует произвести замену масел в установленное заводом изготовителем время.
spectehnika74.ru
Залогом бесперебойной работы любой спецтехники служит хорошо функционирующий двигатель. Поэтому особое значение приобретает качественное и регулярное поддержание «сердца» машины в состоянии полной работоспособности и его своевременная диагностика.
Компания «Региональный торговый центр ООО «Тракторный Центр» осуществляет капитальный ремонт двигателя Д160, Д180 и гарантирует, что каждый двигатель ЧТЗ будет иметь такие же рабочие характеристики, которые заложены производителем. Мы досконально изучили за многолетний опыт работы все особенности и «подводные камни» данных ремонтных работ. Наши квалифицированные мастера вернут к жизни Вашу спецтехнику. Вы можете быть вполне уверены в качестве нашего сервисного обслуживания, поскольку после ремонтных работ двигатели ЧТЗ проходят полную проверку. На все виды таких работ мы обязательно предоставляем гарантию. Все детали двигателя заменяются на новые комплектующие заводского производства.


При осуществлении капитального ремонта двигателя, замене подлежат:
Если Вашей дорожно-строительной технике требуется капитальный ремонт двигателя Д-180, Д-160, мы с удовольствием окажем Вам квалифицированную помощь, поскольку практически всегда имеем в наличии все необходимые для ремонта запчасти, которые пользуются большим спросом. При выполнении ремонтных работ используются качественные запчасти и комплектующие от производителя. Любая замена запчастей, будь то двигатель Д 160 или любой другой модели, в обязательном порядке согласовывается с заказчиком.
Вы вправе рассчитывать на качественный и быстрый капитальный ремонт двигателя ЧТЗ любой сложности. Доверьтесь «Региональный торговый центр ООО «Тракторный Центр»! К тому же цена на двигатель Д160 и Д 180 отличается от цен на импортные аналоги. Мы выполним ремонт двигателя только в строгом соответствии со всеми техническими стандартами завода-производителя, применяя только качественные комплектующие!
chtz-trak.ru
Осуществляя автослесарные работы, необходимо знать нормы и правила, при которых производится разборка и сборка механизмов. Если четко придерживаться установленных положений по работе с двигателями, можно избежать массы неприятностей, которые возникают впоследствии неправильной разборки/сборки силовых агрегатов. В особенности, это относится к таким двигателям, как Д-160, Т-170 и другим модификациям. Что касается работ по сборке двигателя, то они имеют свои специфические нюансы, без знания которых к технике не стоит и приближаться.
Первое, самое главное правило - это установка двигателя в такое положение, в котором будут доступны все необходимые детали (болты, крепления и т.п.), что позволит отрегулировать весь механизм без особых сложностей.
В процессе любой сборки все этапы дополняют друг друга: если хоть что-то выполнить неправильно, это обязательно отразится на конечном результате. Не стоит пренебрегать и завершающим этапом сборки. А именно: устанавливая любую деталь, необходимо осмотреть ее на наличие повреждений, загрязнений и любых мелких дефектов. Эта процедура должна дойти до автоматизма, ведь установив плохо вымытую или неисправную деталь, можно спровоцировать поломку остальных элементов силового агрегата. Соблюдение этого условия предполагает наличие двух ванночек с дизельным топливом: для первичной промывки и конечной. Это освободит автослесаря от лишней работы.
Одним из самых ответственных моментов является установка лобовой крышки двигателя. И здесь наличие качественной прокладки далеко не единственное условие реализации грамотной сборки. Как это часто бывает, при протяжке болтов, после установки крышки и прокладки, неправильное затягивание приводит к деформации прокладки, что впоследствии может вызвать течь. Чтобы этого избежать, болты лобовой крышки следует затягивать динамометрическим ключом. Плавно, без резких движений.
Также, при установке лобовой крышки двигателя Д-160 необходимо проверить наличие маслоотражательной шайбы, осмотрев ее на наличие дефектов и загрязнений. Не менее важную роль играет и сальник уплотнения носка коленчатого вала, который тоже подлежит тщательному осмотру. Крышку перед установкой также необходимо промыть в дизельном топливе.
Учитывая всю важность грамотной установки лобовой крышки двигателя Д-160, следует рассмотреть весь перечень работ:
1. Первым делом необходима замена старой прокладки. Осуществляя комплексный ремонт всего двигателя, целесообразно приобрести полный комплект прокладок. Даже если автослесаря устраивает внешний вид прокладок, установка старых прокладок недопустима.
2. При установке, как и при разборке, лобовую крышку нельзя демонтировать сильными и резкими движениями. Все работы с данной деталью осуществляются очень плавно, но уверенно. Больше всего подойдут алюминиевые и медные инструменты. Любая заусеница, образовавшаяся на крышке, может спровоцировать течь в процессе эксплуатации.
3. Шестерни привода гидронасоса НШ-32УЛ необходимо устанавливать с повышенной осторожностью. Применяя неспешные движения, напоминающие люфтовые колебания, следует соединить их с элементом гидронасоса.
4. Корпус подшипника проверяется на наличие повреждений. Обычно эти запчасти имеют приличный срок службы.
5. Шарикоподшипники, которые находятся рядом с шестернями гидронасоса, необходимо также проверить на наличие неисправностей. Любые подшипники не должны иметь нехарактерные хрусты и резкие заторможенности при проверке: ход должен быть плавный и мягкий. Непременное условие - наличие смазки.
В принципе, сам процесс установки лобовой крышки двигателя Д-160 не имеет особых отличий от аналогичных действий в отношении двигателей Т-170 и Т-130М. Но таким элементам, как сальник уплотнения носка коленчатого вала, маслоотражательная шайба, корпус подшипника, шарикоподшипники и шестерни привода гидронасоса, необходимо уделить особенное внимание.

Вернуться к статьям
www.temptraktor.ru
Дизельный двигатель Д-160 устанавливается на известные модели строительной, дорожной и сельскохозяйственной техники, например, на тракторы производства «Челябинского Тракторного Завода-Уралтрак» Т-130, Т-100 и Т-170.
Потребители ценят двигатель Д-160 за простоту его устройства и производительность. Он достаточно неприхотлив, способен работать в нестандартных и напряженных условиях продолжительное время. При этом ремонт Д-160 производится крайне редко из-за прочности и надежности системы.
Именно о техническом обслуживании двигателя мы поговорим в этой статье, потому что Д-160 как и любой другое механизм, созданный руками человека, рано или поздно потребует профессионального вмешательства.
Потребители отмечают следующие основные неисправности двигателя Д-160:
Причин возникновения неисправностей множество, зачастую распознать их самостоятельно не представляется возможным. В этих случаях перед тем, как произвести ремонт Д-160, следует осуществить диагностику неполадок. Существует множество сервисных центров, где Вам профессионально и быстро помогут справиться с проблемами любой сложности. Будьте внимательны, доверяйте ремонт Д-160 только профессионалам и мастерам, которые обладают необходимым уровнем знаний и умений, а также имеют в распоряжении нужное оборудование для произведения наладки.
Как все мы прекрасно знаем, лучшее лечение – профилактика. Дабы избежать серьезных неисправностей и неполадок системы, производите регулярный технический осмотр и техническое обслуживание двигателя. Существует три основных вида технического обслуживания двигателя, которые обязан соблюдать каждый его владелец:
Мастера отмечают, что зачастую ремонт Д-160 приходится производить из-за халатного и невнимательного отношения самого владельца. Для того, чтобы Ваш двигатель работал исправно, используйте только качественные рабочие жидкости. Дизель низкого качества, в котором присутствуют лишние примеси, способен вывести двигатель из рабочего состояния в кратчайшие сроки.
Также вовремя следует производить замену рабочего масла. Базовыми сроками считаются те, что установили сами производители двигателя.
logistik74.ru
Залогом бесперебойной работы любой спецтехники служит хорошо функционирующий двигатель. Поэтому особое значение приобретает качественное и регулярное поддержание «сердца» машины в состоянии полной работоспособности и его своевременная диагностика.
Компания «Региональный торговый центр ООО «Тракторный Центр» осуществляет капитальный ремонт двигателя Д160, Д180 и гарантирует, что каждый двигатель ЧТЗ будет иметь такие же рабочие характеристики, которые заложены производителем. Мы досконально изучили за многолетний опыт работы все особенности и «подводные камни» данных ремонтных работ. Наши квалифицированные мастера вернут к жизни Вашу спецтехнику. Вы можете быть вполне уверены в качестве нашего сервисного обслуживания, поскольку после ремонтных работ двигатели ЧТЗ проходят полную проверку. На все виды таких работ мы обязательно предоставляем гарантию. Все детали двигателя заменяются на новые комплектующие заводского производства.
При осуществлении капитального ремонта двигателя, замене подлежат:
Если Вашей дорожно-строительной технике требуется капитальный ремонт двигателя Д-180, Д-160, мы с удовольствием окажем Вам квалифицированную помощь, поскольку практически всегда имеем в наличии все необходимые для ремонта запчасти, которые пользуются большим спросом. При выполнении ремонтных работ используются качественные запчасти и комплектующие от производителя. Любая замена запчастей, будь то двигатель Д 160 или любой другой модели, в обязательном порядке согласовывается с заказчиком.
Вы вправе рассчитывать на качественный и быстрый капитальный ремонт двигателя ЧТЗ любой сложности. Доверьтесь «Региональный торговый центр ООО «Тракторный Центр»! К тому же цена на двигатель Д160 и Д 180 отличается от цен на импортные аналоги. Мы выполним ремонт двигателя только в строгом соответствии со всеми техническими стандартами завода-производителя, применяя только качественные комплектующие!
bratsk.chtz-trak.ru
________________________________________________________________________
Распредвал двигателя Д-160 трактора (бульдозера) Т-130 и шестерня распределения
Основными неисправностями распредвала являются износ опорных шеек и кулачков.
Перед выемкой распределительного вала Д-160 снимают кронштейны толкателей и кожух распределительных шестерен. Затем расстопоривают и отвертывают торцовым ключом через отверстие в большом венце шестерни 1 (рис. 5), болты 10 крепления упорной плиты 4 и снимают дистанционные втулки 8.
После этого вынимают распределительный вал 6 вместе с шестерней 1, плитой 4 и упорной шайбой 5.

Рис.5. Распредвал Д-160 и шестерня
При разборке распределительного вала дизеля Д-160 трактора Т-130 расстопоривают и отвертывают гайку 2 крепления шестерни вала и снимают шестерню 1 с помощью съемника. Снимают упорную плиту 4, упорную шайбу 5 и выбивают шпонку из канавки носка вала.
Распределительный вал изготовлен из стали 45. Поверхности опорных шеек и кулачков закалены ТВЧ на глубину 2 ... 5 мм. Твердость 54—62.
Поверхность кулачков вала, изношенную более чем на 1 мм, восстанавливают наплавкой чугуном.
Для предохранения от нагревания и отпуска в процессе наплавки вал помещают в ванну с водой, так чтобы над поверхностью воды навариваемая часть кулачка выступала не более чем на 2 мм.
Наплавленный вал проверяют на изгиб в центрах индикатором, ножку которого устанавливают на неизношенные участки поверхности средних опорных шеек. Биение более 0,15 мм устраняют правкой вала.
Наплавленные кулачки шлифуют. После шлифования кулачки полируют шлифовальной шкуркой.

Рис.6. Профили кулачков распредвала Д-160
а - кулачок впускного клапана, б - кулачок выпускного клапана
Профиль кулачков должен соответствовать размерам, указанным на рис. 6. Для трех впускных и трех выпускных кулачков высота А кулачка допускается 52,7 мм и диаметр В цилиндрической части кулачка —42,75 мм.
Взаимное расположение кулачков должно быть таким, как показано на рис. 7. Отклонение углового расположения каждого кулачка, оси симметрии Е относительно оси Д шпоночного паза должно быть не более 1°. Профили кулачков и их взаимное расположение проверяют на специальном приборе с плоским толкателем.

Рис.7. Профили кулачков распределительного вала Д-160
в - взаимное расположение кулачков
На поверхности кулачков допускаются мелкие точечные раковины размером не более 1 мм.
Твердость наплавленных кулачков должна быть 45. Биение цилиндрической поверхности кулачков относительно оси крайних опорных шеек вала должно быть не более 0,05 мм.
Непараллельность образующих поверхности кулачков относительно образующих поверхностей шеек вала — не более 0,016 мм на длине кулачка.
Втулки распределительного вала механизма ГРМ двигателя Д-160 трактора Т-130 разрезные, изготовлены из сталеалюминиевой ленты с антифрикционным сплавом.
В запчасти поставляются втулки А57.02.001А (передняя) и А57.02.003А (средняя и задняя) с внутренним диаметром 66,8 мм и наружным диаметром 75 мм с припуском под растачивания их в блоке.
После запрессовки в блок втулки Д-160 растачивают борштангой с одной установки приспособления, выдерживая расстояние между центрами отверстий во втулках и отверстий под коренные вкладыши равным (242,25 ± 0,05) мм.
Первый черновой проход выполняют, оставляя припуск 0,1 ... 0,3 мм для чистового растачивания.
Чистовое растачивание отверстий во втулках производят на размер, обеспечивающий зазор между втулкой и крайними шейками вала 0,060 ... 0,136 мм, а между втулкой и средней шейкой—0,100... 0,176 мм.
При сборке и установке распределительного вала с шестерней необходимо соблюдать следующие требования:
Осевой люфт В распредвала должен быть 0,21 ... 0,4 мм (см. рис. 5). Допустимый осевой люфт —0,6 мм.
Боковой зазор между зубьями большого венца шестерни распределительного вала Д-160 (Т-130) и коленчатого вала 0,08 ... 0,4 мм. Боковой зазор между зубьями малого венца шестерни распредвала и шестерни привода топливного насоса 0,08 ... 0,35 мм.
Толщина упорной шайбы 8_0,l мм. При удалении следов износа можно уменьшать толщину шайбы до 6 мм с соответствующим уменьшением высоты дистанционных втулок для обеспечения нормального осевого люфта распределительного вала.
Сборка распредвала дизельного двигателя Д-160 - Вставляют в канавку вала шпонку, устанавливают на вал упорную шайбу 5 и упорную плиту 4.
Напрессовывают шестерню распределения 1 на носок вала и закрепляют гайкой 2 со стопорной шайбой 3. После затяжки гайки шайбу отгибают на ее грань.
Установка распредвала дизеля Д-160 трактора Т-130
Протирают и смазывают моторным маслом опорные шайбы и вставляют вал в сборе с шестерней 1, упорной плитой и шайбой 5 во втулки блока, совместив зубья с меткой С на большом и малом венцах шестерни распределения соответственно с мечеными впадинами зубьев на шестернях 7 коленчатого вала и привода топливного насоса.
Устанавливают между опорной плитой и блоком дистанционные втулки 8 и прикрепляют плиту к блоку болтами 10 со стопорными шайбами 9.
Проверяют боковой зазор (0,08 ... 0,4 мм) между зубьями шестерен и осевое перемещение—люфт (0,1 ...0,5 мм) распределительного вала.
При увеличении осевого люфта более 0,6 мм вследствие износа упорной шайбы и плиты заменяют шайбу новой и прошлифовывают трущуюся поверхность упорной плиты до выведения следов износа.
Допускается уменьшать осевой люфт вала Д-160 шлифованием торца дистанционных втулок 8. Разность высот всех четырех дистанционных втулок не должна быть более 0,08 мм.
Регулируют зазоры в клапанах, в механизме декомпрессора и проверяют фазы газораспределения дизеля.
Кронштейн толкателей изготовлен из чугуна СЧ 18. Толкатель изготовлен из легированного чугуна, твердость стержня 46, на поверхности тарелки должен быть отбел глубиной 2,5 ... 8 мм, твердость 56.
Ремонт кронштейна толкателя Д-160 заключается в растачивании и развертывании отверстий в нем на диаметр 26+0,033 мм под ремонтный толкатель.
При растачивании необходимо выдержать параллельность осей отверстий между собой и относительно плоскости прилегания к блоку дизеля.
За базу при растачивании принимают плоскость прилегания к блоку и два отверстия под призонные болты. Отклонение от параллельности отверстий между собой допускается не более 0,08 мм на длине 90 мм, относительно плоскости прилегания к блоку — не более 0,15 мм на длине 90 мм.
Следы износа на тарелке толкателя устранять шлифованием. При этом биение прошлифованного торца тарелки относительно поверхности стержня не должно быть более 0,04 мм на длине 46 мм.
Отклонение от плоскостности торца тарелки допускается не более 0,04 мм, вогнутость не допускается.
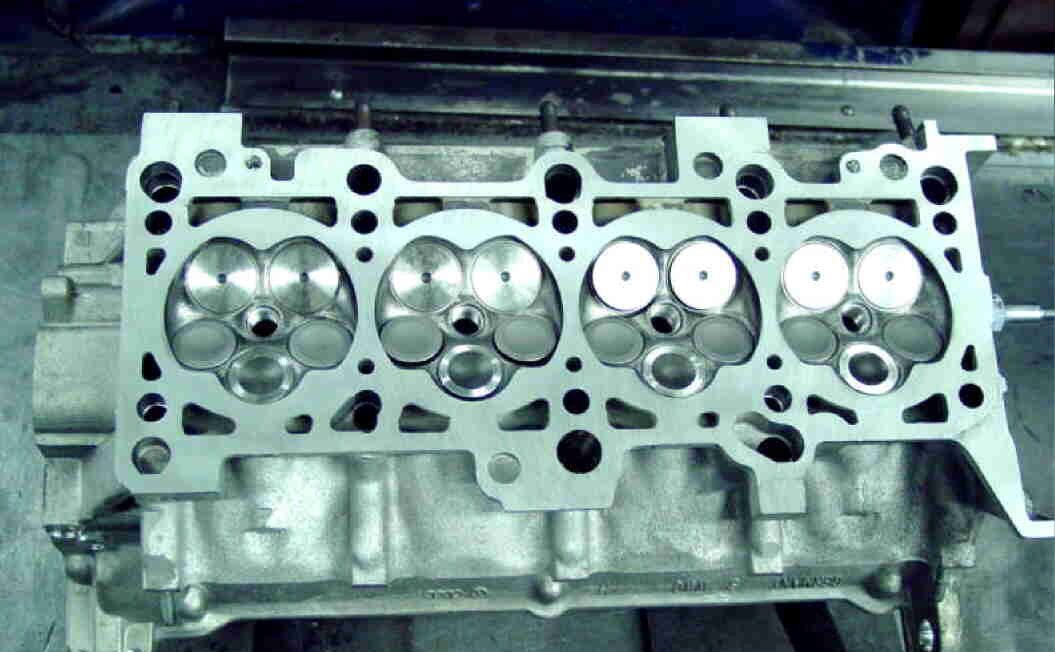
Головка блока цилиндров дизельного двигателя Д-160
Неисправностями головки цилиндров Д-160 бульдозера Т-130 являются: трещины стенок водяной рубашки и ослабление посадки втулок; трещины межклапанных перемычек; износ гнезд клапанов; нарушение уплотнения втулок форсунок; коробление привалочной плоскости; повреждение и износ резьбы под шпильки; износ отверстий во втулках клапанов.
Снятие и разборка головки блока цилиндров Д-160
Сливают охлаждающую жидкость из дизеля. Снимают заднюю крышу капота, бачок пускового двигателя, фильтр турбокомпрессора, воздухоочиститель и турбокомпрессор.
Открепляют бензопровод бачка пускового двигателя от задней головки. Снимают опору задней крыши капота и кронштейн управления дизелем. Отсоединяют от головки впускной и выпускной коллекторы и снимают их с дизеля.
Отсоединяют и снимают сливную трубку от форсунок. Снимают топливопроводы высокого давления. Закрывают все отверстия для предохранения от попадания в них пыли и грязи.
Снимают форсунки, надевают на распылители защитные колпачки. Отсоединяют перепускную трубу от водоотводной и снимают последнюю. Отвертывают гайки крепления колпаков и снимают колпаки с прокладками.
Отсоединяют трубки подвода масла от валиков коромысел. Свертывают со шпилек гайки крепления стоек коромысел и снимают стойки вместе с валиками и коромыслами клапанов. Удаляют штанги толкателей и штанги декомпрессора.
Снимают основания колпаков с прокладками. Свертывают со шпилек гайки крепления цилиндров к блоку и снимают рым-проушины. Снимают головки блока цилиндров. Снимают с блока дизеля медные уплотнительные трубки с резиновыми кольцами.
Устанавливают приспособление для сжатия пружин клапанов на головку цилиндров Д-160. Зацепляют крючком приспособления за шпильки впускной и выпускной труб.
Сжимают пружины клапана и снимают сухарики. Снимают приспособление и удаляют пружины. Таким же образом снимают сухарики с остальных пружин.
Устанавливают головку на плоскость крепления водоотводной трубы и вынимают клапаны из втулок. Выпрессовывают втулки клапанов.
Втулки форсунок вынимают только в случае просачивания воды между втулкой и стенкой головки. Для этого вывертывают стопорные гайки крепления втулок форсунок специальным ключом.
Ремонт головки цилиндров Д-160
Головка цилиндров дизеля Д-160 трактора (бульдозера) Т-130 изготовлена из чугуна СЧ 20. Головки с трещинами в стенках водяной рубашки, проходящими через отверстия под направляющие втулки клапанов или втулки форсунок, с пробоинами и изломами бракуются.
Перед восстановлением головки блока цилиндров подвергаются гидроиспытанию на герметичность давлением 0,4...0,45 МПа.
В головках цилиндров Д-160 допускаются мелкие трещины у межклапанных перемычек и между отверстиями под распылитель и клапаны, не захватывающие фаски гнезд и не нарушающие герметичность при гидроиспытании. Допускается устанавливать перпендикулярно к трещине фигурные вставки, которые препятствуют развитию трещины.
При обнаружении течи через трещины в межклапанных перемычках трещины заваривают холодным способом, т. е. без предварительного нагрева головок или горячим способом, т. е. с нагревом головки цилиндра.
Подготовку трещин под заварку холодным способом выполняют на вертикально-фрезерном станке. Трещины фрезеруют под углом 10° но всей длине на глубину 14 мм.
Заварку производят в несколько слоев с обязательной проковкой каждого слоя в горячем состоянии. Необходимо избегать перегрева головки и возобновлять сварку только после охлаждения шва до 50...60°С.
Окончательное восстановление формы клапанных гнезд производят с помощью резцовой оправки или специального расточного приспособления на сверлильном станке.
Трещины перед заваркой разделывают с помощью зубила и сверла или же модульной фрезой на фрезерном станке. Протяженность разделки должна быть на 8... 10 мм больше длины трещины с каждого конца. Вся поверхность, подлежащая наварке, должна быть очищена до металлического блеска.
После механической обработки наваренных мест проверяют головку на герметичность гидроиспытанием под давлением 0,4...0,45 МПа. После наварки и обработки наваренных мест необходимо проверить отклонение плоскостности поверхности прилегания головки к блоку.
Если отклонение более 0,1 мм, эту поверхность шлифуют на плоскошлифовальном станке. После шлифования отклонение плоскостности указанной поверхности головки не должно превышать 0,06 мм на всей длине и 0,025 мм на длине 100 мм. Высота головки блока цилиндров Д-160 должна быть не менее 135 мм.
Восстановление клапанных гнезд Д-160
Изношенные клапанные гнезда в головке блока цилиндров двигателя Д-160 трактора Т-130 подлежат восстановлению, если утопание тарелки нового клапана, вставленного в гнездо, относительно нижней плоскости превышает для впускного клапана 2,8 мм (предельное утопание 3,6 мм) и для выпускного 2,3 мм (предельное утопание 3,10 мм).
При небольшом износе и прогорании фасок клапанных гнезд с отложением на них нагара фаски исправляют специальными фрезами, зенковками. Если фаска гнезда лишь покрыта нагаром и повреждение ее поверхности незначительно, можно ограничиться очисткой фаски и притиркой к ней клапана.
После притирки клапана Д-160 на конических поверхностях клапана и гнезда должна быть ровная матовая полоса шириной не менее 2 мм. Риски на матовой поверхности и разрыв ее не допускаются.
При восстановлении клапанных гнезд фрезерование производят в следующем порядке: сначала фрезеруют черновой (зубчатой) фрезой с углом 45°, затем фрезами с углами 75 и 15° и чистовой (гладкой) фрезой с углом 45°. Ширина фаски должна быть 2...3,5 мм. Разномерность фаски допускается не более 0,3 мм.
Фрезерование клапанных гнезд следует производить только при малоизношенных или новых втулках клапанов. Направляющий стержень фрезы должен плотно входить во втулку, иначе фаски клапанных гнезд могут сместиться относительно направляющих втулок и притирка клапанов будет невозможна.
Биение конической поверхности гнезда клапана относительно поверхности отверстия под клапан во втулке допускается не более 0,06 мм. При фрезеровании фасок нужно снимать как можно меньше металла.
Изношенные и поврежденные клапанные гнезда восстанавливают наплавкой чугуном или запрессовкой вставных седел-колец в расточенные гнезда.
Восстановление клапанных гнезд наплавкой производят в такой последовательности: подготовка головки, наплавка, охлаждение головки и механическая обработка.
Из головок, годных для восстановления клапанных гнезд, вывертывают шпильки и вынимают втулки форсунок. Гнезда наплавляют последовательным наложением металла по окружности гнезда. После наплавки гнезд, как и после заварки трещин, головку цилиндров Т-130 подвергают медленному охлаждению.

Рис.8. Размеры гнезд клапанов головки цилиндров Д-160
Резцовой оправкой на сверлильном станке наплавленные клапанные гнезда (под впускной и под выпускной клапаны) растачивают по размерам, указанным на рис. 8.
После растачивания выправляют фрезами фаски гнезд. Рабочая поверхность фаски гнезда должна быть чистой, гладкой, без пор и раковин. Утопание тарелки нового клапана относительно плоскости головки должно быть для впускного клапана (2 ± 0,6) мм, для выпускного (1,5 ± 0,6) мм.
Если привалочная плоскость головки цилиндров имеет коробление, ее прошлифовывают. Допускается уменьшение высоты головки до 135 мм.
Восстановление клапанных гнезд с запрессовкой вставных седел состоит из следующих операций: растачивание гнезд под седла в головке цилиндров, изготовление седел-колец, запрессовка их в головку и раскерпивание по окружности седла.
Седла-кольца изготавливают из стали 40ХС2 для впускного клапана и 40Х9С2 для выпускного клапана.
После запрессовки седел производят обжатие по месту сопряжения седла и головки цилиндра на прессе усилием 5...6 кН в восьми точках до упора в седло.
Отверстия направляющих втулок клапанов развертывают на радиально-сверлильном станке на размер 13+0'035 мм. Натяг между седлом-кольцом и гнездом в головке цилиндров должен быть 0,14...0,20 мм.

Рис.10. Размеры гнезд во вставных седлах-кольцах под впускной и выпускной клапаны Д-160 трактора Т-130
После запрессовки седел фаски гнезд фрезами доводят до размеров, указанных на рис. 10. Взаимное биение фаски гнезда и отверстия во втулке клапана должно быть не более 0,06 мм, ширина фаски — не более 3,5 мм.
При установке втулок форсунок обязательно заменяются резиновые уплотнительные кольца. Восстановленные головки цилиндров после установки втулок форсунок испытывают на герметичность гидроиспытанием.
При обнаружении течи через заглушки их вынимают, изготавливают новые донышко из мягкой красной меди и сферическую заглушку из стали 08 или 10, устанавливают в гнездо головки блока цилиндров сначала донышко, затем заглушку и обжимают с помощью специальной оправки.
Выпускные и впускные клапаны дизелей Д-160 трактора (бульдозера) Т-130 изготавливают из стали 40Х9С2. Необходимость ремонта клапанов вызывается износом и подгоранием поверхностей фасок тарелок и износом стержней по диаметру и торцу.
Износ и небольшое подгорание фасок тарелок клапанов устраняют шлифованием поверхности фаски. Высота цилиндрического пояска тарелки до шлифования фаски должна быть не менее 1,1 мм.
После шлифования стержня диаметр его должен быть не менее 12,80 мм. Клапаны ставят на двигатель с ремонтной втулкой 14-02-3РП, имеющей диаметр отверстия 12,5+0,12 мм с припуском под развертку.
До шлифования клапаны проверяют на призмах на биение поверхности фаски тарелки клапана и его стержня. Если биение поверхности фаски относительно стержня клапана до шлифования более 0,2 мм, то клапан выправляют, а затем шлифуют.
Биение поверхности фаски клапана допускается не более 0,04 мм, а стержня — до 0,03 мм. В качестве запчастей выпускаются клапаны с ремонтным размером стержня, увеличенным на 0,5 мм.
Сборка головки блока цилиндров Д-160
При сборке головки цилиндров трактора Т-130 необходимо соблюдать следующие требования:
Головка цилиндров должна быть очищена от накипи, нагара, окалины, сварочного шлака и загрязнений при ремонте. Сварочные швы должны быть обработаны заподлицо с основной поверхностью.
Отклонение от плоскостности нижней поверхности отремонтированной головки допускается не более 0,10 мм, при этом на длине 100 мм отклонение не должно превышать 0,040 мм. Отклонение от плоскостности поверхности прилегания впускного и выпускного коллекторов допускается не более 0,08 на длине 100 мм.
На поверхности разъема с блоком допускаются мелкие трещины между отверстиями под распылитель форсунки и гнездами под клапаны, не захватывающие полностью фаски гнезд и не нарушающие герметичность водяной рубашки.
Пробки, установленные при ремонте на резьбе в сквозные раковины на необработанных поверхностях, должны быть плотно завернуты в резьбовые отверстия на всю высоту стенки головки. Пробки должны быть установлены на железном сурике или густотертых цинковых белилах.
Перед запрессовкой втулки форсунки канавки под резиновые уплотнительные кольца смазывают железным суриком или цинковыми белилами. Выступание установленных уплотнительных колец над посадочной поверхностью втулки форсунки должно быть 0,8... ...1,2 мм.
Стержни клапанов Д-160 должны перемещаться в направляющих втулках без заеданий и заметного поперечного покачивания. Правильно подобранный по отверстию втулки и слегка смазанный клапан должен медленно, без зависания опускаться под своей тяжестью.
Герметичность сопряжения клапан — гнездо проверяют опрессовкой воздухом давлением не менее 0,05 МПа. Допускается проверка герметичности заливкой керосина во впускные окна. Пропуск воздуха или керосина через сопряжение клапан — гнездо в течение 3 мин не допускается.
Герметичность головки цилиндров в сборе с втулкой форсунки проверяют испытанием водой под давлением не менее 0,40 МПа в течение 3 мин. Течь и каплеобразование не допускаются.
Утопание торца тарелки клапана относительно поверхности разъема головки с блоком допускается не более 2,8 мм (предельное утопание 3,60 мм) для впускного клапана и 2,3 мм (предельное утопание 3,10 мм) для выпускного клапана.
Клапаны, перешлифованные при износе стержня на ремонтный размер (12,5 мм), после установки во втулки должны иметь зазор между втулкой и стержнем клапана в пределах 0,045. ..0,110 мм для впускного и 0,075...0,135 мм для выпускного. Высота цилиндрического пояска тарелки клапана после обработки фаски должна быть не менее 0,8 мм.
Клапаны Д-160 ремонтных размеров увеличены по сравнению с клапанами нормальных размеров по наружному диаметру стержня на 0,5 мм. Под клапаны ремонтного размера втулка обрабатывается по внутреннему отверстию на диаметр 13,5 + 0,035 мм.
Усилие при сжатии наружной пружины клапана до размера 78 мм должно быть 308...349 Н, усилие при сжатии предохранительной (внутренней) пружины клапана до размера 60 мм должно быть 41...50 Н.
При сборке головки блока цилиндров Т-130 запрессовывают в нее короткие и длинные дефлекторы, если они вынимались при разборке, заподлицо с торцами выточек.
При запрессовке дефлекторов необходимо совместить метки на торцах дефлекторов и на плоскости выточки в головке с точностью ±1 мм. После запрессовки снимают заусенцы по торцу дефлекторов, чтобы они не разрушали резиновые кольца уплотнительных медных трубок. Укладывают на дно отверстия под втулку форсунки медное уплотнительное кольцо.
Смазывают два уплотнительных резиновых кольца железным суриком и надевают их на втулку. Смазывают торцовую поверхность втулки железным суриком и запрессовывают ее в отверстие головки до упора в кольцо.
Укладывают на втулку медную прокладку и закрепляют втулку в отверстии головки стопорной гайкой, завернув ее специальным ключом.
Момент затяжки стопорной гайки 170 ... 200 Нм. Испытывают головку цилиндров Д-160, собранную с втулками форсунок, водой под давлением не менее 0,40 МПа в течение 3 мин. При этом течь воды и отпотевание не допускаются.
Смазывают моторным маслом втулку клапана и отверстие в головке цилиндров под втулку. Запрессовывают втулку с помощью оправки до упора. Развертывают втулки под диаметр стержня клапана. Диаметр отверстия во втулке под клапаны нормального размера равен 13+0,035 мм.
Смазывают гнезда клапанов притирочной пастой и устанавливают клапаны в свои гнезда. Притирают с помощью специального стайка или коловорота клапаны к своим гнездам. При притирке коловоротом с плоским наконечником надевают на стержень клапана слабую пружину и вставляют его во втулку.
Нажимая на клапан, повертывают коловорот на 180° в обе стороны. Поднимают коловорот и, снова опустив, повертывают клапан на 180° в обе стороны. Притирают клапаны до появления на конических поверхностях тарелки клапана и седла ровной матовой кольцевой полоски шириной 2 ... 3 мм.
Промывают керосином клапаны и втулки от остатков притирочной насты. Окупают стержни клапанов в моторное масло и устанавливают клапаны в свои гнезда. Надевают сверху на стержни клапанов пружины и тарелки. Сжимают пружины приспособлением и устанавливают на стержни клапанов сухарики. Толстая стенка сухарика должна быть обращена вверх.
Пружины клапанов должны без перекосов прилегать своими торцовыми поверхностями к головке цилиндров и к тарелкам. Сухарики должны сидеть в своих гнездах без перекоса. Зазор между сухариками (в разрезе) должен быть не менее 0,5 мм.
Снимают приспособление и ударяют молотком с медной или алюминиевой подкладкой по торцу клапана, чтобы убедиться в правильной установке сухариков.
Проверяют клапаны на плотность прилегания к гнездам. Керосин, налитый в отверстия впускных и выпускных каналов, не должен выступать в местах сопряжения клапанов с гнездами в течение 3 ... 5 мин. Ввертывают до отказа в головку шпильки крепления стоек коромысел, выпускного и впускного коллектора и форсунок.
Перед установкой головки блока цилиндров Д-160 протирают гильзы, днища поршней и верхнюю плоскость блока; при этом не допускается попадание грязи с плоскости блока в цилиндры. Укладывают на плоскость блока новые медно-асбестовые прокладки отбуртовкой вверх.
Устанавливают в отверстия, соединяющие водяную рубашку блока с головкой, медные уплотнительные трубки с резиновыми кольцами. Продувают сжатым воздухом и протирают привалочные плоскости головок цилиндров.
Устанавливают головки на блок подъемным приспособлением и выравнивают их так, чтобы в поперечном направлении поверхности крепления впускного и выпускного коллекторов лежали в одной плоскости.
Несовпадение плоскостей двух головок с общей плоскостью допускается не более 0,5 мм. Выравнивают головки в продольном направлении так, чтобы обеспечивалось совпадение отверстий во фланцах водоотводной трубы в обеих головках. Надевают на шпильки рым-проушины.
Закрепляют головку цилиндров на блоке шестью гайками М22х 1,5 и девятью гайками М16Х 1,5 с шайбами. Шайбы под гайки М22х 1,5 устанавливают шлифованной поверхностью вверх. Закрепляют на головках кронштейн топливопроводов высокого давления вместе с топливопроводами.

Рис.11. Схема последовательности затяжки гаек крепления головок цилиндров Д-160
Затягивают гайки крепления головки цилиндров в два приема в порядке, показанном на рис.11.
Момент затяжки гаек М22х 1,5 320 ... 380 Нм, гаек М16х1,5 220 ... 280 Нм. Устанавливают на головки цилиндров прокладки и основания колпаков и закрепляют их болтами с пружинными шайбами.
Проверяют и регулируют зазоры между торцами клапанов и коромыслами. Устанавливают колпаки головок цилиндров и другие снятые детали.
Регулировка зазоров в клапанах и механизме декомпрессора Д-160
Снимают колпаки с головок цилиндров. Подтягивают гайки крепления стоек валиков коромысел моментом 155 ... 195 Нм. Снимают крышку смотрового люка на кожухе маховика.
Устанавливают рычаг декомпрессора двигателя Д-160 трактора Т-130 в положение «Пуск». Вводят шестерню механизма включения пускового двигателя в зацепление с венцом маховика дизеля.
Включают передачу редуктора пускового двигателя. Повертывают механизмом ручного пуска коленчатый вал дизеля и устанавливают поршень первого цилиндра в ВМТ в конце такта сжатия, совместив метку «ВМТ 1—4 ц» с указателем на кожухе маховика.
Если дизель установлен на тракторе, для установки поршней в ВМТ снимают переднюю среднюю панель пола кабины, крышку люка кожуха муфты сцепления и, проворачивая коленчатый вал, совмещают метку «ВМТ 1—4 ц» на торце маховика с указателем на кожухе муфты сцепления.
Устанавливают рычаг декомпрессора Д-160 в верхнее «рабочее» положение. Оба клапана первого цилиндра при положении поршня в ВМТ в конце такта сжатия должны быть закрыты (коромысла клапанов должны свободно качаться на валиках).

Рис. 12. Регулировка зазоров в клапанах и механизме декомпрессора Д-160
В клапанах первого цилиндра с помощью щупа регулируют зазор А (рис. 12) между коромыслом 6 и стержнем клапана 7, ослабив контргайку 4 и вращая регулировочный винт 5.
Зазор должен быть 0,25 ... 0,33 мм для обоих клапанов. После регулировки затягивают контргайку и вновь проверяют зазор.
Не изменяя положения коленчатого вала, с помощью щупа регулируют зазор Б между хвостовиком коромысла и штангой декомпрессора первого цилиндра, ослабив контргайку 2 и вращая наконечник 3 относительно штанги 1 декомпрессора.
Зазор должен быть 0,45 ... 1,6 мм. При установке рычага декомпрессора в положение «Пуск» клапан должен открываться на 0,7 ... 2,5 мм. После регулировки стопорят наконечник контргайкой и вновь проверяют зазор и величину открытия (ход) клапана.
Если ход клапана Д-160 проверить невозможно, устанавливают рычаг декомпрессора в положение «Пуск» и поднимают ломиком короткое плечо коромысла до упора клапана в поршень (поршень находится в ВМТ).
Зазор между хвостовиком коромысла и наконечником штанги декомпрессора должен быть не менее 0,3 мм. Регулируют зазор в клапанах и механизме декомпрессора остальных цилиндров в порядке их работы (1—3— 4—2), поворачивая каждый раз коленчатый вал дизеля на полоборота.
В необходимых случаях (например, при недостаточном открытии клапанов при декомпрессии) можно регулировать величину открытия клапанов изменением длины тяги, соединяющей рычаг валика декомпрессора с рукояткой на мостике управления.
Максимальная величина открытия клапанов при декомпрессии должна быть не более 2,5 мм для всех четырех цилиндров дизеля. Зазор Б в верхнем «рабочем» положении рычага декомпрессора должен быть в пределах 0,45 ... 1,6 мм.
Технические требования ГРМ Д-160 трактора Т-130
Диаметры отверстий в кронштейне толкателей под толкатели 25+0,033 мм. Кронштейн толкателей ремонтного размера должен иметь диаметр отверстий под толкатели 26+0,033 мм.
Диаметр стержня толкателя 25-0,02 мм.
Допустимый зазор между толкателем и кронштейном толкателей 0,2 мм.
Толкатель 04204-Р1-1 ремонтного размера имеет диаметр стержня 26-0,020 мм.
Зазор во втулках распределительного вала должен быть для средних шеек 0,100...0,175 мм; Для крайних шеек 0,060...0,135 мм. Допустимый зазор 0,3 мм.
Высота впускного и выпускного кулачков 53-0,2 мм. Допустимая высота кулачков — не менее 52,3 мм.
Осевой люфт В распределительного вала должен быть 0,21...0,4 мм. Допустимый осевой люфт 0,6 мм.
Длина общей нормали зубьев большого венца шестерни распределительного вала 99,89-0,126мм.
При износе зубьев допускается длина общей нормали не менее 99,0 мм. Длина общей нормали зубьев малого венца 64,91-0,051 мм.
При износе зубьев допускается длина общей нормали не менее 64,0 мм. Посадка шестерни на распределительный вал от натяга 0,033 мм до зазора 0,008 мм. Допустимый зазор не более 0,04 мм.
Боковой зазор между зубьями большого венца шестерни 1 распределительного вала и шестерни 7 коленчатого вала 0,08...0,4 мм.
Боковой зазор между зубьями малого венца шестерни распределительного вала и шестерни привода топливного насоса 0,08...0,35 мм.
Толщина упорной шайбы 8-0,1 мм. При выведении следов износа уменьшайте толщину шайбы до 6 мм с соответствующим уменьшением высоты дистанционных втулок для обеспечения нормального осевого люфта распределительного вала.
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
techspez.ru