





Двигатель собирают из предварительно подобранных узлов, соблюдая следующие правила:
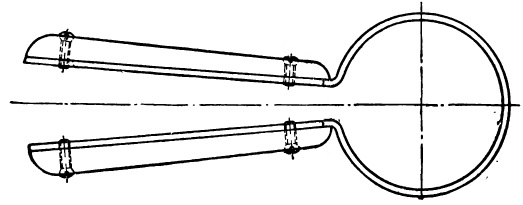
Рис. Приспособление для сжатия поршневых колец.
Перед установкой цилиндры, поршни и шатунные шейки, смазывают маслом. Если устанавливается четыре поршневых кольца то их следует располагать своими замками под углом 90°, а если три кольца, — под углом 120°. Разрезом юбки поршни устанавливают в левую сторону по ходу автомобиля; при этом отверстие в нижней головке шатуна, предназначенное для разбрызгивания масла, и стяжной болт верхней головки (автомобиль ЗИС-5) должны быть расположены с правой стороны. При установке поршня в цилиндр кольца сжимают специальным приспособлением.

Рис. Последовательность затяжки гаек и болтов, головки блока цилиндров автомобилей:а — ГАЗ-51; б — ЗИС-5; в — Москвич.
Если головка чугунная, то гайки и болты окончательно подтягивают при прогретом двигателе. Если головка алюминиевая, для увеличения опорной поверхности под гайки устанавливают шайбы; окончательную затяжку гаек алюминиевых головок производят только при холодном двигателе.
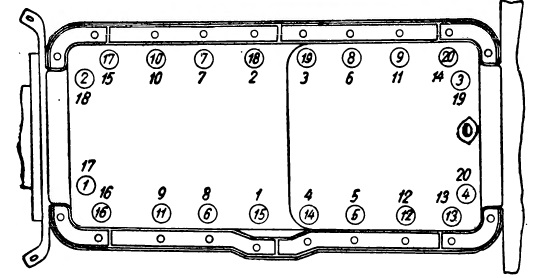
Рис. Последовательность затяжки болтов поддона картера двигателя автомобиля ГАЗ-51.
Отремонтированный двигатель в сборе со сцеплением и коробкой передач подвергают вначале холодной, а затем горячей обкатке на холостом ходу и с нагрузкой. Обкатку делают с целью приработки поверхностей сопряженных деталей, выявления дефектов сборки (подтекание, нагрев, стуки) и их устранения.
Холодную обкатку производят на стенде от электродвигателя или на «парном» стенде двигателем, проходящим горячую обкатку. Продолжительность холодной обкатки — от 30 до 60 млн. при переменных оборотах коленчатого вала в пределах 250—700 в минуту. Число оборотов изменяют при помощи коробки передач.
Горячую обкатку на холостом ходу производят в течение 20—30 мин. с числом оборотов в минуту от 500 до 1200.
При горячей обнатке проверяют легкость пуска двигателя, работу клапанного механизма, масляного и водяного насосов, плотность всех соединений, температуру воды и масла, проверяют, нет ли стуков, нагрева и подтеканий.
Горячая обкатка с нагрузкой длится 30—60 мин. при числе оборотов 1200—1500 в минуту. Нагрузку создают специальной тормозной установкой или на «парном» стенде двигателем.
В процессе и по окончании обкатки устраняют все обнаруженные дефекты и двигатель сдают ОТК.
ustroistvo-avtomobilya.ru

Двигатель является сердцем автомобиля, а потому его работоспособность должна поддерживаться на должном уровне. Многие водители желают научиться ремонтировать мотор собственного авто, но, сталкиваясь с трудностями при разборке, сразу же отказываются от подобной затеи, мотивируя все это недостаточным уровнем знаний. В этой статье вы узнаете, как производится разборка двигателя своими руками на примере ВАЗ 2107. Данное руководство также актуально для всех остальных двигателей классического семейства ВАЗ, а также для Нивы 2121 .

Разборка двигателя производится в случае, если мотор планируется подвергнуть капитальному ремонту. При этом, его необходимо полностью разобрать и заменить все изношенные элементы. Кроме того, актуальной будет расточка блока цилиндров, который должен быть освобожден от всех частей мотора. Кроме того, разобрать двигатель можно и для того, чтобы просто произвести его чистку, в случае серьезного загрязнения, когда обойтись простым промывочным маслом не возможно.
Постараемся опустить подробности, касающиеся его снятия, так как сделать это достаточно просто: нужно лишь выкрутить гайки на 19 с подушек, снять навесные части (все части электрооборудования, шланги и патрубки, а также приводы различных элементов) и открутить его от коробки переключения передач. После этого, мотор тщательно моют и устанавливают на специальный стенд (использование обычного верстака также приветствуется).




Внимание! Перед тем, как вытащить шатуны и поршни, а также коренные подшипники и вкладыши, необходимо вначале все их пометить, чтобы не допустить ошибок при сборке элементом.
Вот и все, что нужно сделать, чтобы разобрать двигатель. Дальнейшим шагом производят расточку различных элементов до ремонтных размеров и заменяют поврежденные и изношенные элементы. Особое внимание рекомендуется уделить вкладышам, которые чаще всего подвергаются проворачиванию, из-за чего мотор попросту клинит. После ремонта, мотор собирается и устанавливается на автомобиль.
vipwash.ru

Категория:
Техническое обслуживание дорожных машин
Общая сборка двигателяСборку двигателей выполняют в три этапа: вертикальное положение картером вверх, когда укладывают коленчатый вал; горизонтальное положение — для установки основных сборочных единиц и деталей; вертикальное положение картером вниз — при окончательной сборке и укомплектовке. При индивидуальной сборке двигателей применяют универсальный стенд УСД-3 или специальный стенд для сборки двигателей Д-108 и Д-160 (рис. 107). На специализированных ремонтных заводах двигатели собирают на поточной линии.

Рис. 107. Стенд для разборки и сборки двигателей Д-108 и Д-160:1 — рама, 2 — колесо, 3 — нижний сектор, 4 — откидной болт, 5 — верхний сектор, 6 — плита, 7 — ролик, 8 — фиксатор
Собирают двигатели в следующем порядке: укладывают коленчатый вал в коренные подшипники, устанавливают гильзы цилиндров, шатунно-поршневую группу, механизм газораспределения, заднюю балку и маховик, масляный насос и картер, головку цилиндров, топливную аппаратуру, фильтры и трубопроводы, всасывающий и выхлопной коллекторы, водяной насос и вентилятор, редуктор и пусковой двигатель.
Устанавливать коленчатый вал рекомендуется в такой последовательности. Проверяют и укомплектовывают вал коренными подшипниками. Если вкладыши не подлежат растачиванию и соответствуют данному размеру шеек вала, их укладывают в постели блока, собирают и затягивают коренные подшипники. Укладывают коленчатый вал и проверяют его установку по техническим условиям на ремонт.
Допустимые без ремонта величины зазоров в коренных подшипниках при нормальных размерах шеек коленчатого вала для тракторных двигателей равны: для Д-108 и Д-160 — 0,35 мм; для всех остальных — 0,24—0,30 мм.
После проверки размеров и определения зазоров крышки подшипников снимают, коренные шейки вала смазывают тонким слоем масла и вал опускают на вкладыши, установленные в блоке.
Момент затяжки гаек коренных подшипников двигателей Д-108 — 370—420 Н-м; А-01М, А-41 — 410—440; Д-65, Д-240 — 220—260 и СМД-14—200—220 Н-м. Сначала затягивают средний коренной подшипник и пробуют проворачивать коленчатый вал рукой за болт во фланце для крепления маховика. Если вал проворачивается легко, постепенно затягивают остальные крышки подшипников. Проверяют осевой разбег коленчатого вала передвижением его вдоль оси ломиком и замеряют в крайнем положении торцовый зазор. Осевой разбег коленчатого вала для двигателей Д-108—0,1—0,5 мм; СМД-14—0,2—0,4; А-01М и А-41—0,1—0,35 мм.
Правильно уложенный вал должен проворачиваться от усилия руки, приложенного к болту маховика или шатунным шейкам.
Шатунно-поршневую группу устанавливают в блок со стороны головки цилиндров, пользуясь приспособлениями для сжатия колец. Затягивают гайки шатунных подшипников динамометрическим ключом со следующим моментом затяжки: для двигателей СМД-14—140—160 Н-м; А-01М, А-41 —160—180; Д-108— 140—150 Н-м.
Допустимый без ремонта осевой разбег нижней головки шатуна равен 1 мм. После установки задней балки и корпуса уплотнения ставят маховик. Биение маховика после его закрепления на коленчатом валу не должно превышать 0,3 мм.
При установке механизма газораспределения необходимо соблюдать правильность установки шестерен по меткам. Допустимый без ремонта зазор между зубьями шестерен распределения равен 1,5 мм. Далее устанавливают картер шестерен распределения в сборе, топливный насос и крышку картера шестерен. Регулируют продольное перемещение распределительного вала, которое не должно превышать 0,4 мм, ставят маслонасос и блок закрывают масляным картером. На блок укладывают прокладку, смазанную с обеих сторон графитовой пастой (40% графита и 60% дизельного масла).Моменты затяжки гаек крепления головок цилиндров для разных двигателей соответственно равны: Д-108—200—220 Н-м; А-01М, А-41 —160—180; СМД-14—230—240; Д-240—160—180 и Д-65—150—170 Н-м. После этого устанавливают штанги толкателей и механизм коромысел в сборе так, чтобы ось симметрии бойка совпала с осью стержня клапана. Отклонения допускаются не более 1,5 мм. Регулируют зазор между бойком коромысла и торцом стержня клапана. В холодных двигателях эти зазоры должны быть равны: для двигателей Д-108 и Д-160— 0,35 мм; СМД-14—0,40 у впускного и 0,45 у выпускного; А-01М, А-41 — 0,25 — 0,30; Д-65—0,30 мм. Для горячих двигателей зазоры уменьшают на 0,05 мм против вышеуказанных. Сборку двигателя заканчивают постановкой остальных сборочных единиц топливной аппаратуры, пускового двигателя с радиатором, водяного насоса, вентилятора и т. д.
Читать далее: Обкатка и испытание двигателей
Категория: - Техническое обслуживание дорожных машин
stroy-technics.ru
Как собрать двигатель?






В наши дни автомобиль является не роскошью, а привычным для каждого средством передвижения. Вследствие этого растет количество ав
elhow.ru
Очищаем блок цилиндров от остатков герметика, прокладок, масляных отложений.Промываем его керосином или дизельным топливом. Вытираем ветошью и продуваем сжатым воздухом масляные каналы и внутренние полости блока.Устанавливаем блок двигателя на стенд в перевернутом положении.Протерев еще раз чистой тканью постели коренных подшипников…
…вкладываем в постели коренных подшипников вкладыши с канавкой и отверстием для подачи масла.

По обеим сторонам центральной постели устанавливаем два упорных полукольца без выступов, повернув их поперечными проточками к щекам коленчатого вала.

Смазываем чистым моторным маслом вкладыши и коренные шейки коленчатого вала.

Укладываем коленчатый вал в блок цилиндров (см. Разборка коленчатого вала).

Установив вкладыши в крышки коренных подшипников, смазываем их чистым моторным маслом и укладываем на шейки коленчатого вала...

...в соответствии с выбитыми на них цифрами от 1 до 5, начиная с передней части блока. Третья крышка не маркируется.

В ее выточки вставляем два упорных полукольца с выступами.Смазываем, наживляем болты и, равномерно заворачивая их, запрессовываем крышки в посадочные места.Правый и левый упоры крышки имеют разную длину, поэтому перевернутая крышка в посадочное место не встанет.
Затягиваем болты крышек коренных подшипников (см. таблицу моментов затяжки в Приложении).

Проворачиваем рукой коленчатый вал. Вращение должно быть свободным и равномерным без заеданий при небольшом усилии. Осевой люфт коленчатого вала не должен превышать 0,36 мм.
Меняем манжету в задней крышке блока (см. Замена задней манжеты коленчатого вала).

Устанавливаем крышку с новой прокладкой на место.

Устанавливаем маховик.Собираем шатунно-поршневую группу (см. Сборка шатунно-поршневой группы).
Вставляем в шатун и его крышку новые вкладыши. Смазываем их, а также поршневые кольца, стенки цилиндров и шатунные шейки чистым моторным маслом.

Надеваем на поршень приспособление и обжимаем кольца, “помогая” им сжаться легкими ударами по обжимке деревянной ручкой молотка.

Поворачиваем поршень надписью “ПЕРЕД” на бобышке к передней части блока и вставляем в цилиндр, номер которого выбит на нижней головке шатуна и дублируется на его крышке.

Постукивая через деревянную проставку по днищу поршня, утапливаем его в цилиндр до упора, контролируя продвижение шатуна к шейке коленчатого вала.

Устанавливаем крышку шатуна.

Номер, выбитый на крышке, должен совпадать с номером шатуна и находиться с той же стороны. При этом уступ на крышке шатуна направлен к передней части двигателя. Таким же образом устанавливаем в блок остальные поршни. Затягиваем гайки крышек шатунов (моменты затяжки см. в Приложении).Проворачиваем коленчатый вал за маховик. Движение должно быть без заеданий, но усилие увеличится.
Устанавливаем масляный насос с новой прокладкой.

Смазываем втулку, устанавливаем привод масляного насоса (см. Разборка привода масляного насоса).
Выставляем метку звездочки коленчатого вала напротив установочной метки.

Устанавливаем успокоитель нижней цепи (см. Разборка привода газораспределительного механизма).Собираем привод масляного насоса (см. соответствующий раздел), смазав приводные шестерни, втулки промежуточного вала и сам вал моторным маслом.
Надев цепь на звездочку коленчатого вала, устанавливаем на ось звездочку промежуточного вала в положение, при котором совпадают установочные метки (цепь со стороны успокоителя должна быть натянута).

Затягиваем болты звездочки и загибаем края стопорной пластины; устанавливаем верхний башмак натяжителя цепи; надеваем смазанную цепь на малую звездочку промежуточного вала (см. Разборка привода газораспределительного механизма).Меняем манжету в передней крышке блока и устанавливаем крышку с новой прокладкой и кронштейном генератора. Подтягиваем и подвязываем верхнюю цепь привода газораспределительного механизма к кронштейну генератора.
Укладываем новую прокладку и устанавливаем поддон картера.

На хвостовик коленчатого вала надеваем шкив и затягиваем храповой болт, устанавливаем натяжной ролик с кронштейном, устанавливаем гидронатяжитель нижней цепи (см. Разборка привода газораспределительного механизма).Устанавливаем усилитель картера сцепления, головку блока, вспомогательное оборудование и навесные агрегаты (см. соответствующие разделы).
www.autofizik.ru





