Двигатель ЗМЗ 402, который производился на Заволжском моторном заводе, стал настоящей легендой отечественно автомобилестроения целой эпохи. Он устанавливался на многие модели автомобилей, таких как Волга, УАЗ, Газель и прочие. Но, поскольку силовой агрегат перестали выпускать, а его эксплуатация проводится по этот день, то периодически это движки нуждаются в ремонте.

Любой двигатель в процессе эксплуатации изнашивается, и это случается не только с внутренними элементами, но и снаружи. На этот показатель влияет много факторов, которые разрушают двигатель. Итак, рассмотрим, причины, по которым движку ЗМЗ 402 необходим ремонт, особенно, что касается капитального восстановления:

Процесс проведения ремонта, в том числе и капитального, для двигателя ЗМЗ 402 и его модификаций, похожий с другими силовыми агрегатами серии. Все силовые агрегаты, произведенные и выпущенные Заволжским заводом по конструктивным характеристикам похожи, а поэтому ремонт проводится достаточно легко. Итак, рассмотрим, как отремонтировать движок ЗМЗ 402 своими руками.
Ремонт двигателя ЗМЗ 402 начинается с демонтажа силового агрегата. Этот процесс достаточно простой, но рекомендуется выполнять его в четыре руки. Но, есть одно отличие, если ДВС снимается с Волги, то это одна последовательность процедур. Что касается 402-го двигателя Газель, то здесь немного технология демонтажа отличается. Чтобы не запутаться, рассмотрим классический процесс съема мотора с автомобиля Волга.
Итак, какую последовательность операций необходимо выполнить автомобилисту, что снять движок с транспортного средства:

Далее, когда все разобрано, снимаем полностью капот, чтобы можно быть беспрепятственно, вытянуть двигатель. Проводим демонтаж силового агрегата, зацепив его за тельфер или лебедку. Теперь, устанавливаем мотор на специальный стенд, если такого нет, то на поддоны и приступаем к его разборке. Автомобилисту необходимо разобрать свой двигатель полностью.
Для этого снимаем детали в следующей последовательности: сцепление, клапанная крышка, поддон, головка блока цилиндров, масляный и водяной насосы, поршни, бугеля, коленчатый вал. Теперь можно приступить к процедуре диагностики состояния деталей.
Диагностика деталей мотора начинается с осмотра целостности блока цилиндров и коленчатого вала. При необходимости корпус может завариваться специальной сваркой. Если блок сильно подвержен разрушениям, то следует его заменить на новый.
Следующим этапом проведения диагностики становится промер цилиндров. Стандартом для ЗМЗ 402 считается размер 92 мм. Но, если есть выработка на стенках, царапины или раковины, то придется точить до следующего размера. А если промер показал, что стенки уже имеют ремонт, то нужно в обязательном порядке точить до следующего, поскольку цилиндры имеют выработку и ее необходимо устранить.
Рассмотрим, таблицу размерности ремонтов для силового агрегата 402 и его модификаций:
| Ремонт | Размер |
| Стандарт | 92,0 мм |
| 1 | 92,5 мм |
| 2 | 93,0 мм |
| 3 | 93,5 мм |
| 4 и более | Гильзовка блока (установка гильз стандартного размера 92,0 мм) |
Следующим исследуемым становится коленчатый вал. Так как и с блоком цилиндров необходимо промерить шейки на размер, наличие повреждений и твердость. Если по все показателям и критериям коленвал можно точить, то определяется вид ремонта. Кстати, номер ремонта коренных и шатунных шеек могут между собой отличаться.
Рассмотрим, таблицу размерности ремонтов для коленчатого вала 402 и его модификаций:
| Вид ремонта | Размер |
| 1 | 0,05 мм |
| 2 | 0,25 мм |
| 3 | 0,50 мм |
| 4 | 0,75 мм |
| 5 | 1,00 мм |
Все остальные детали диагностируются согласно руководству по эксплуатации и ремонту двигателей ЗМЗ 402.
Расточка блока цилиндров проводится на специальном расточном стенде согласно предварительно определенному размеру. После проведения протоки, стенки цилиндров поддаются хонинговке, то есть доводятся до зеркального состояния.
Это делается с целью, чтобы маслосъемные кольца надлежащим образом снимали масло со стенок цилиндров. После проведения всех операций, необходимо прошлифовать поверхность блока цилиндров на 0,05 мм, а затем вымыть его от металлической стружки.

Ремонт коленчатого вала, также, проводится на специальном станке с круглым каменным диском разной зернистости. Шейки вала шлифуются согласно ранее установленному размеру, под определенного размера вкладыша.
Отремонтировать головку блока цилиндров удается не всегда, поскольку многие автомобилисты используют вместо тосола воду, а это разрушает структуру детали. Так, прежде чем приступать к ремонту следует разобрать узел и определить его ремонтопригодность. Если понадобиться, то заменить корпус ГБЦ на новый.
В процессе разборки определяется, какие детали необходимо заменить. Как показывает практика, зачастую, замене подлежат: впускные и выпускные клапаны, седла, направляющие втулки, сальники клапанов и распределительного вала.
Прежде чем установить новые направляющие втулки, они проходят процесс «развертки» или проточки. Конечно, можно оставить старые, но тогда ремонт проводится за технологией k-line, где непосредственно ставятся бронзовые втулки. Остальные операции проводятся стандартно.

Когда все отремонтировано, можно приступить непосредственно к процессу сборки. Для этого все детали сносятся в одно место, и начинается волшебство непонятное многим. Рассмотрим последовательность действий сборки силового агрегата:
После сборке силового агрегата, его необходимо установить на автомобиль. Сборка проводится о обратном порядке от разборки.
Обкатка движка ЗМЗ 402, если ремонт проводился самостоятельно, проводится только на горячую. Так, двигатель должен поработать в разных режимах. Рассмотрим, как обкатать двигатель после капитального ремонта:

Таким образом, двигатель будет обкатан и готов к дальнейшей эксплуатации. Если в процессе обкатки появились подтеки или стуки, стоит определить неисправности и устранить их. При этом мотор эксплуатировать нельзя.
Техническое обслуживание после капитального ремонта 402-го кардинально не отличается от обычного ТО. Разницу составляет только время пробега. Итак, рассмотрим, когда необходимо делать техническое обслуживание, и какие процедуры проводятся:
Одним из самых проводимых процессов, после проведения ремонта, является — замена моторного масла. Завод изготовитель рекомендует проводить смену смазочной жидкости на ЗМЗ 402, не позднее 10000 км пробега от предыдущей замены.

Рассмотрим, последовательность действий направленных на замену моторного масла:
Процесс замены масла на ЗМЗ 402 достаточно простой, и проводится легче, чем на автомобилях серии ВАЗ.
Ремонт ЗМЗ 402 — это целый комплекс операций, который необходим для восстановления двигателя до заводских норм. Так, отремонтированный силовой агрегат становиться почти новым, а ресурс пригодности составляет около 90%.
Для того чтобы провести капитальный ремонт стоит сделать многое, а именно — расточить блок цилиндров, сделать проточку коленчатого вала, перебрать головку блока, а также заменить попутные детали, такие как водяной и масляный насос.
avtodvigateli.com
Ремонт ЗМЗ-402. Разборка и дефектовка
0:66
Ремонт ЗМЗ-402
1:5981:611

Мою двигатель ЗМЗ-402 .
2:1158Внутренние полости двигателя были сильно загрязнены смесью солидола с сажей, почти в сантиметр под клапанной крышкой. При вскрытии картера обнаружилась открученная гайка коренного.
2:1497
Гайка хранилась в поддоне.
3:51Процесс разборки ЗМЗ-402
3:97

Набивка порядком подношена, была установлена ёлкой по вращению, т.е. наоборот.
5:1253
Выпускные клапана развальцованы грибком.
6:1838
Забоины на коромыслах.
7:44

Забоины на толкателях.
9:1099Больше всех огорчил распредвал, на 4 кулачках забоины, кулачки сточены на 1 мм.
9:1244
Забоины на распредвале.
10:1796На впускных клапанах в верхней части пропилы.
10:1883
Впускной клапан.
11:33Для замера жесткости пружин был сделано такое приспособление.
11:151
По итогам разбора распредвал под замену, колено шлифовать, клапана под замену. Голову ЗМЗ-402 буду пилить под 92 бензин. Пружины внутренние в допуске, внешние слабоваты (46 мм, 23-25 кг). Поршневая в допуске, хоть что-то не менять, поменяю тока кольца.
12:1103
Приятный процесс
13:1643Итак, на данный момент собрал блок. Первым делом устранил заводские ошибки при изготовлении блока, канал после помпы забит облоем и деффектами литья.
13:1920
Но после использования напильника всё проходит.
14:91
Далее выкручиваем пробки масляных каналов, и прочищаем проводом и компрессором внутренности, в трёх каналах обнаружилось остатки сверловки, похоже ещё заводской.
15:899
Ровняем острые кромки на масляных каналах коленвала, чтобы они не срезали вкладыши, тут главное не сделать бугорок по кромке.
16:1637
Раскручиваю коленвал, не над головой, а пробки шатунных шеек.
17:114
Сильное загрязнение
18:660
Должно быть вот так.
19:1205
Это с коленвала набралось.
20:1762Усаживаю набивку в блок.
20:1810
Ставим колено и вгоняю поршня, все сопрягаемые детали жирно мажу маслом, которое потом залью для обкатки.
21:195
Стяжка на двух хомутах и полоски жести 30*290мм
22:785
Усадка набивки.
23:1322
Установка распредвала ЗМЗ-402 .
24:1885Поставил переходник на жигулёвский фильтр, масляный канал рассверлил, был совсем маленький.
24:2058
Переходник на жигулёвский фильтр.
25:570
Трубка не совпала
26:1111
Шкив расползался пришлось сбить и прихватить.
27:1704
Покрасил крышки от ЗМЗ-402 .
28:50
Всё, закрыл поддон.
29:593
Слева волговский кронштейн, справа УАЗовский, для сравнения
30:1212
Вот так на данный момент.
31:1766Была подобрана корзина Fenox, ведомый любой УАЗовский под нужный вал (они тоже разные).
31:1923
Вот она.
32:17Для сравнения слева старая волговская, справа новая, сзади рычажная. Точно не скажу откуда она с УАЗа или ГАЗа, 6 пружин, с виду мощней чем с УАЗа. Читал по отзывам, что диафрагменная сцепа слабее рычажной, небольшой тест наступая пяткой в место прижима выжимного подшипника своим чахлым тельцем в 100 кг могу сказать, что старая волговская и рычажная прогнулись на 1-1,5 см, а новая нифига не прогнулась.
32:747
Вот три подопытных.
33:1291Читал, что маховик на ЗМЗ-402 легче чем на УАЗе (8 кг против 13 кг), ну фиг знает может у меня он от старости такой, но весит он 13 кг.
33:1522
Это с ключём на 13.
34:34А диаметр у него вот такой.
34:86
Колокол желательно что бы был универсальный, как у меня.
35:697

Обобщая, можно сказать, что бы внедрить ЗМЗ-402 с волги в УАЗ достаточно купить нажимной диск, и передние кронштейны крепления двигателя. Ну выхлоп ещё переделать, управление педалью газа… это мелочи.
37:2074Мне пришлось ещё зубчатый венец поменять, сбил старый молотком, новый положил в духовку на 10 минут под 250 градусов, ну как десять минут. Заранее смазал маховик фиксатором резьбы и надел венец. После остывания собрал.
37:395
Закрыл ещё одну полость.
38:948
Бывает убегает тосол через дыру в блоке по шпильке, вот эту
39:1564
Секретная дыра с резьбой на 10.
40:57Проверять я не стал, а просто вкрутил туда болт.
40:147
Болт, хранитель тосола.
41:698Собрал ГБЦ. Голову шлифовал под 92 бензин срезали 3,5 мм, высота ГБЦ была 98 мм стала 94,5 мм (стандарт 94,4 мм).
41:888Отвод на печку, так называемый танчик, в задней части ГБЦ упирается в стенку подкапотного пространства и его нужно снимать, и встаёт вопрос откуда брать отвод на печку. Хорошо если в верхней части ГБЦ стоит датчик, то вопрос отпадает, у меня же на этом месте был лишь технологический прилив алюминия. Короче дыры нет. Но нормальных пацанов отсутствие дыры не остановит, нужно сделаю, я так женился вообще. Ладно хватит демагогии ближе к делу. ГБЦ была вот такая:
41:1730
Просто прилив.
42:29Взял сверло на 19мм (на 18мм надо было брать, но и так нормально вышло) и метчики полдюймовые для трубной резьбы, их видно на фото, и понеслась.
42:286
Сверлим и режу резьбу, всё просто места хватает.
43:882
Всё готово
44:1410Далее проверил масленый канал, он немного не совпадал с блоком, был подпилен напильником.
44:1577
Шлифанул привалочную плоскость.
45:62

Проверил каналы входа-выхода на совпадение с пауком, подпилил.
47:1190
3мм почти
48:1715
С обратной стороны.
49:38Притирка клапанов
49:75
На клапанах от покупной притирки не осталось ни царапины, хотя поясок на седле набился уже почти 2 мм, повторил с самодельной из абразива, немного пошло.
50:861
Но на остальных я так и не добился такого же эффекта, пролил растворителем, вроде не течет и засухарил.
51:1556
В наборе прокладок были прокладки под всё, окрамя задней заглушки ГБЦ пришлось делать самому. Дырки удобно бить гильзой 7,62,
52:228
Для набива колпачков чётко подошёл ёршик.
53:813
Ну и завершение.
54:1351
Проходной диаметр уголка на 15 примерно 14,5 мм, танчика 9,5 мм, т.е. порход в уголке больше чем в 2 раза.
55:2038Отверстия под шпильки двигателя прогнал сверлом 13 мм вычистил много грязи и удалил сплюснутый к резьбе алюминий.
55:210Сборка
55:226В идеале бы направляющие поменять (зазор 0,5 при допуске max 0,25 мм), но дорого, а самому нет подходящего набора инструментов. В продаже развёртки плохие.
55:501Двигатель собран и сохнет. Голова прикручена, клапана отрегулированы. Просверлил в помпе дырку под полдюймовый ёршик, чтоб отток ОЖ из печки был равен притоку.
55:796
Уже с резьбой.
56:1330В тройник вогнал втулку от амортизатора, чтоб уменьшить ход жидкости по малому кругу, чтобы помпа больше с печки подсасывала.
56:1563
Тройник
57:17

Заткнул пока отвёрткой.
59:1074Все гайки, шпильки и болты закручивал на фиксатор резьбы, где красный, где синий, что-то очень мне он в последнее время нравится.
59:1310Разбор, сборка и дефектовка ЗМЗ-402 выполнена.
59:1395 62019www.spike.su
Двигатели для Волги выпускались Заволжским моторным заводом. Если не брать в расчёт ЗМЗ 21 и его модификации, то, по сути, на легковые ГАЗ ставились силовые агрегаты с маркировкой 402, 405 и 406. Были, как карбюраторные, так и инжекторные версии. Моторы, достаточно простые в конструкции, а поэтому ремонт двигателя своими руками проводится без проблем, что и делают автомобилисты.

Как уже говорилось, двигатель Волга имел несколько вариантов и маркировок. Самым успешным и удачным считается инжекторная версия 406 16-ти клапанного движка. Хотя, все варианты, при достойном обслуживание и уходе, будет долго служить своим владельцам.
Рассмотрим основные технические характеристики всех трёх силовых агрегатов:
Технические характеристики ЗМЗ 402:
| Наименование | Характеристика |
| Изготовитель | ЗМЗ |
| Модель | ЗМЗ 24, ЗМЗ 24Д |
| Модификации | ЗМЗ 4021, ЗМЗ 4022, ЗМЗ 4025, ЗМЗ 24С |
| Тип мотора | Бензиновый |
| Тип впрыска | Карбюратор |
| Конфигурация | 4-цилидровый рядный продольный ДВС |
| Мощность двигателя | 95 л.с. |
| Количество цилиндров | 4 |
| Количество клапанов | 8 |
| Диаметр поршня | 92 мм |
| Ход поршня | 92 мм |
| Охлаждение | Жидкостное |
| Материал блока и головки | Алюминий |
| Ресурс | 300 000 км |
| Порядок работы цилиндров | 1-2-4-3 |
| Система зажигания | Контактная или бесконтактная |
Технические характеристики двигателя ЗМЗ 406:
| Наименование | Характеристика |
| Тип | Рядный |
| Топливо | Бензин |
| Система впрыска | Карбюратор, позже инжектор |
| Объем | 2,3 литра (2280 см. куб) |
| Мощность | 145 лошадиных сил |
| Количество цилиндров | 4 |
| Количество клапанов | 16 |
| Диаметр цилиндра | 92 мм |
| Расход | 11 литров на 100 км |
| Система охлаждения | Жидкостное, принудительное |
| Порядок работы цилиндров | 1-3-4-2 |
Технические характеристики двигателя ЗМЗ 405:
| Наименование | Характеристика |
| Тип | Рядный |
| Топливо | Бензин |
| Система впрыска | Инжектор |
| Объем | 2,5 литра (2464 см. куб) |
| Мощность | 140,5 лошадиных сил |
| Количество цилиндров | 4 |
| Количество клапанов | 16 |
| Диаметр цилиндра | 95,5 мм |
| Расход | 9,6 литров на 100 км |
| Система охлаждения | Жидкостное, принудительное |
| Порядок работы цилиндров | 1-3-4-2 |
Ремонт карбюраторного легендарного движка ЗМЗ 402 проводится достаточно просто. Так, двигатель демонтируется с автомобиля, и разбирается. При этом снимается головка блока цилиндров, у которой, скорее всего, износились клапаны, направляющие втулки, сёдла и маслосъёмные колпачки. Если присутствует деформация или прогиб корпуса необходимо провести шлифовку плоскости.
Но, зачастую, основной проблемой становится коррозия алюминиевой ГБЦ, поскольку эксплуатация проводится на воде из-под крана.
Блок цилиндров двигателя Волга проходит стадию расточки-хонинговки. Так, зачастую поршневая группа не подлежит ремонту, в связи с сильным износом, и узел гильзуется под стандартный размер — 92,0 мм. Но, существуют также ремонтные варианты поршней — 92,5 мм, 93,0 мм.

Проточка коленчатого вала проводится за таким размерами вкладышей: 0.25, 0.5, 0.75, 1.0 и 1.25 мм. Но как показывает практика последним размером для растачивания коленвала становиться 1.0 мм. При расточке на большие размеры, существует большая вероятность, что под нагрузкой деталь разорвёт.
Также, зачастую, ремонт двигателя сопровождается сменой следующих деталей:
В обязательном порядке необходимо почистить и установить ремонтный комплект карбюратора. После сборки силового агрегата и установки впрыска необходимо провести настройку расхода и зажигания.
Поскольку моторы 405 и 406 выпускались с разными вариантами впрыска, то рассматривать ремонты необходимо по отдельности для карбюратора и инжектора. Итак, рассмотрим, основные операции необходимы при проведении ремонта двигателя Волга.
Карбюраторный вариант 405-го и 406-го ремонтируются по аналоги с 402-м. Отличие состоит в том, это «классический» вариант мотора имеет 8-клапанную систему, а вот эти два — 16-клапанную. Конструктивно, сильно отличается система зажигания. Конечно, детали имеют немного разное месторасположение и вид, но принцип ремонта от этого не меняется.
406-й движок имеет размер поршневой группы 92,0 мм, так как и у 402-го ДВС. А вот уже у 405-го, стандартные поршни имеют диаметр — 95,5 мм. При этом размеры ремонтных вариантов составляют — 96,0 мм и 96,5 мм.

С инжекторным мотором не все так просто, как кажется на первый взгляд. Так, первой проблемой, с которой придётся столкнуться — это наличие «сложной Волговской электроники», которую необходимо отсоединить и подключить, после проведения ремонта. Разборка головки блока потребует некоторых познаний в конструкции инжекторного силового агрегата.
Проточка коленчатого вала имеет те же размеры вкладышей, что и у карбюраторного «классического» мотора ЗМЗ 402 — 0.25, 0.5, 0.75, 1.0 и 1.25 мм. Что касается блока цилиндров, то всё немного сложнее, и расточку стоит доверить профессионалам в автосервисе.
Поскольку ремонт двигателя потребует смены почти всех комплектующих, то не стоит забывать о смене ремонтного комплекта газораспределительного механизма, а также водяного насоса. Как показывает практика, в 90% случаев, меняется и такой важный узел, как сцепление.
Стоит помнить, что после проточки коленвала и установки нового сцепления узел необходимо отбалансировать, чтобы избежать износа.
После проведения капитального ремонта, в обязательном порядке спустя 2500-3000 км пробега необходимо сменить масло, поскольку в момент обкатки оно теряет свои свойства. Дальнейшее техническое обслуживание проводится спустя 12-15 тыс. км пробега.
Двигатель Волга один из самых ремонтопригодных, а также легко восстанавливается своими руками. Это доказывает многолетняя практика многих автомобилистов. Порядок проведения операций стандартный, от разборки до расточки и хонинговки. Но, начинающим автолюбителям стоит удержаться от самостоятельных таких работ, поскольку существует достаточно много тонкостей и нюансов.
avtodvigateli.com

Одним из наиболее практичных и надежных моторов отечественного производства по праву считается 402 двигатель заволжского моторного завода. Этот бензиновый четырехцилиндровый агрегат до сих пор используется на автомобилях «Волга» и «Газель». Выпускаемый в период с 1950 по 2006 год, ЗМЗ-402 до сих пор исправно служит на тысячах машин. Поэтому необходимые для его эксплуатации и ремонта запасные части до сих пор нетрудно найти и приобрести по достаточно разумной цене.
Одной из основных особенностей двигателя является наличие масляного радиатора.
Изначально для эксплуатации данного агрегата предусматривалось высококачественное топливо марки ОЧ 92. Однако со временем, стараниями пытливых «кулибиных», двигатель переделали под более дешевые типы топлива.
К несомненным преимуществам ЗМЗ-402 можно отнести простоту устройства и обслуживания, а также его выносливость и неприхотливость. Благодаря этому многие автолюбители могут обходиться самостоятельным 402 двигателя газели ремонтом (за исключением капитального) даже в минимально оборудованных мастерских.
Минусов у заслуженного трудяги немного:
Однако все три недостатка не являются настолько критичными, чтобы каждый раз покупать новый двигатель. К тому же не факт, что покупка решит все проблемы с меньшими денежными потерями, чем проведение доработки и ремонта мотора.
Опытные автомеханики разработали немало вариантов доведения ЗМЗ-402 до нормального состояния.
Основной отправной точкой улучшения двигателя будет его полная разборка, провести которую надо с максимальной тщательностью и аккуратностью. Все детали после снятия хорошо отмываются и раскладываются в соответствии с каждым этапом работ. Затем чистые детали подвергают «дефектовке». Головка блока и сам блок проверяются на герметичность. Только после опрессовки и определения локализации дефектов принимается решение о ремонте 402 двигателя газели.
Блок цилиндров.
Прежде всего, проверяются гильзы цилиндров. Скорее всего, здесь нас будут поджидать износ гильз и, как правило, низкое заводское качество обработки. Кроме того, ожидаемо возникнут проблемы с геометрией цилиндров. Для доработки гильз необходимо будет выпрессовать их из блока. Следующий момент – проверка геометрии постелей коренных вкладышей. Данное слабое звено двигателя чаще всего отправляется в переделку. Далее следует оценка состояния втулок распределительного вала.
Очередной шаг: осмотр болтов, резьбовых отверстий и плотности крепления шпилек блока. И в заключение – проверка чистоты и проходимости масляных каналов.
Коленвал и сцепление
class="eliadunit">Здесь основной операцией будет проверка на биение. Зафиксированный прогиб коленвала в пределах 0,3-0,4 мм, означает безоговорочную шлифовку с предварительной правкой «центров». Далее последует обработка коренных шеек, шлифовка и полировка шатунных шеек, корректировка маслосгонной накатки заднего фланца. Затем необходимо вывернуть заглушки и тщательно промыть и продуть масляные каналы внутри коленвала. После всех этих операций следует поэтапная балансировка коленчатого вала (отдельно и с маховиком), а затем и с корзиной сцепления. Сцепление рекомендуется заменить на импортное – прослужит дольше.
Распределительный вал
На этом этапе процедур гораздо меньше. После замера опорных шеек, по необходимости, полировка и шлифовка. Далее проверка распредвала на биение. При несоответствии техническим требованиям – шлифовка шеек или замена на новый. Из двух шестерней привода распредвала, пристального внимания заслуживает текстолитовая деталь. При наличии трещин на поверхности шестерня заменяется на новую.
Поршни
Буде работать двигатель или нет - напрямую зависит от состояния поршней. Сначала измеряются диаметр каждого поршня и гильзы, затем вычисляется зазор. При значительной выработке производится расточка гильз либо, в более тяжелом случае, покупается новая поршневая. Поршневые кольца в любом случае заменяются на новые.
Головка блока цилиндров
Этот узел разбирается в обязательном порядке. Замеряется диаметр стержней, фиксируется форма фасок и наличие биения. При возможности приводятся в порядок старые клапаны, в противном случае – замена но новые. Сразу же меняются направляющие втулки. То же касается и маслосъемных колпачков. Перед окончательной сборкой производится фрезеровка привалочной плоскости.
Шатуны
Сначала взвешиванием выявляется, а затем обработкой устраняется разброс деталей по массе. До этого необходимо проверить размеры нижних головок шатунов. В случае отклонения от стандарта, шатуны ремонтируются или заменяются новыми. Заодно проверяется размер отверстий в верхней головке. При необходимости втулки в них меняются.
Коллекторы: впускной и выпускной
Проверка их состояния необходимая операция с целью выявления дефектов поверхностей и стыков. Для перестраховки привалочные плоскости коллекторов подвергаются дополнительной фрезеровке, что значительно уменьшает шансы прогорания прокладок.
Совет напоследок: не ждите пока мотор «почиет в бозе», не экономьте на профилактике и плановом ремонте 402 двигателя газели. Кстати, доводку и оптимизацию двигателя можно сделать сразу после приобретения вашей рабочей «лошадки».
class="eliadunit">
with-avto.ru
Ремонт двигателя 402 необходимо делать после пробега 200-250 тыс. км и конечно в от условий эксплуатации. В этот момент зазоры двигателя сбиваются.
Ремонт двигателя 402 будет сводится к восстановлению работоспособности путем замены изношенных компонентов двигателя новыми деталями стандартного размера или как альтернативный вариант путем восстановления изношенных компонентов двигателя с использованием сопряженных с ними новых деталей.
Для этой цели предусмотрен выпуск поршней, поршневых колец, вкладышей шатунных и коренных подшипников коленчатого вала, направляющих втулок впускных и выпускных клапанов и ряда других деталей ремонтного размера.
1. Сливаем масло из мотора.
2. Сливаем антифриз (тосол) из мотора и снимаем радиатор.
3. Снимает от коллектора выхлопные трубы.
4. Снимаем карбюратор и вентилятор, в целях безопасности.
5. Выворачиваем штуцер, головка на 14, и отсоединяем шланг масляного радиатора.

6. Отсоединяем второй шланг масляного радиатора от крышки распределительных шестерен, так же отсоединяем оставшиеся шланги и электропроводку, запомнив, а лучше записав их расположение. Головкой на 12 откручиваем два болта и снимаем с картера сцепление.
7. Снимаем КПП.
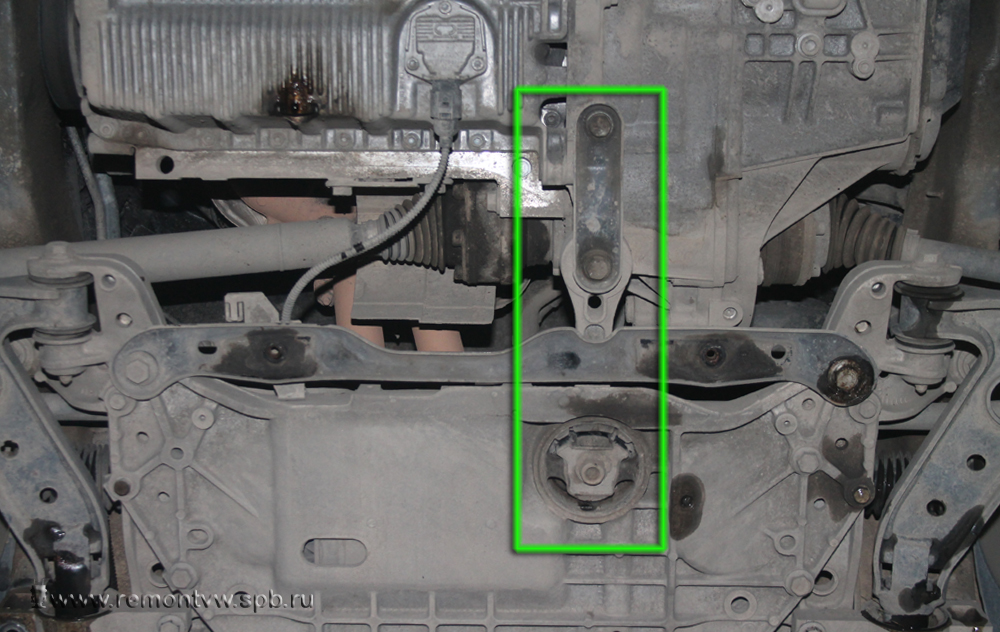
8. Откручиваем «минус» от крышки картера сцепления. Головкой на 17 откручиваем два болта, которые крепят двигатель к опорам. Тельфером демонтируем силовой агрегат и аккуратно вытаскиваем его из моторного отсека.
9. Снимаем диск сцепления с маховиком. Головкой на 14 откручиваем 6 гаек и два болта крепления картера сцепления и демонтируем его.Головкой на 24 откручиваем болт и отсоединяем трубку от корпуса масляного фильтра.Головкой на 13 откручиваем 4 гайки, которые держат масляный фильтр и снимаем его.
10. Снимаем генератор.
11. Снимаем топливный насос
12. Снимаем стартер
13. Снимаем насос охлаждающей жидкости
14. Снимаем головку блока цилиндров. Головкой на 24 откручиваем и снимаем краник масляного радиатора с масляной трубкой. Головкой на 12 откручиваем штуцер и вынимаем трубку указателя уровня масла.
15. Демонтируем крышку распределительных шестерен. Головкой на 13 откручиваем две гайки, которые держат крышку коробки толкателей и снимаем ее.
16. Вынимаем 8 толкателей клапанов и раскладываем по порядку их. Легкими ударами вынимаем шпонку и демонтируем маслоотражатель с коленчатого вала. Ключом на 12 через отверстие в шестерне откручиваем два болта крепления упорного фланца и извлекаем распределительный вал с шестерней.
Фиксируем гильзы цилиндров приспособлением, чтобы они не выпадали и переворачиваем блок.
Головкой “на 13” откручиваем 2 гайки, которые крепят крепящие масляный насос и снимаем его. Головкой “на 8” откручиваем две гайки и демонтируем держатель сальника заднего подшипника. Ключом на 15 откручиваем 2 гайки крышки шатуна и снимаем ее.
17. Извлекаем поршни из цилиндров, легкими ударами. Ключом на 19 откручиваем 2 гайки и снимаем остальные пять крышек. Вынимаем из блока коленчатый вал.
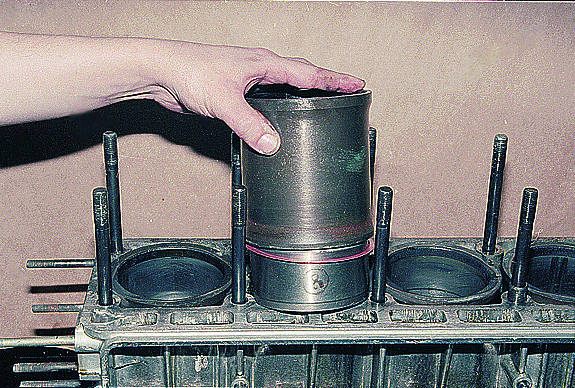
18. Снимаем приспособление для фиксации гильз цилиндров, обязательно отметив их положение в блоке, чтобы при установке старых гильз оно не изменилось
vsepoedem.com
Содержание статьи:
Решил починить 402 двигатель с Волги и внедрить по весне его в УАЗ 469. Двигатель уже немного отмытый от метрового слоя грязи.

На улице -10, мою двиган.
Ну собственно, ключи в зубы и вперёд. Отработка слитая воняла смесь духов с конфетами, хрень какая-то. Внутренние полостя двигателя были загажены смесью говна и солидола с сажей почти в сантиметр под клапанной крышкой. При вскрытии картера обнаружилась открученная гайка коренного, уже не зря разобрал.

Гайка хранилась в поддоне.
Процесс разборки


Набивка порядком подношена, была установлена ёлкой по вращению, т.е. наоборот.

Выпускные клапана развальцованы грибком.

Забоины на коромыслах.

Грязные капец.

Забоины на толкателях.
Больше всех огорчил распредвал, на 4 кулачках забоины, кулачки сточены на 1 мм.

Забоины на распредвале.
На впускных клапанах в верхней части пропилы? Чё за фигня как напильником, и они рвут сальники.

Впускной клапан.
Для замера жесткости пружин был сделан такая приспособа.

По итогам разбора распредвал под замену, колено шлифовать, клапана под замену, ну вся мелочёвка то же. Башку буду пилить под 92 бензин. Пружины внутренние в допуске, внешние слабоваты (46 мм, 23-25 кг). Поршневая в допуске, хоть что-то не менять, поменяю тока кольца.
Самое интересное то, что нет всего объёма необходимой информации по ремонту в одной книге. Приходится проходить хитрый квест из книг, статей, форумов, личного опыта, бесед, логики и здравого смысла, после чего наступает озарение и свыше даруется умение сборки двигателя.

Приятный процесс
Итак, на данный момент собрал блок. Первым делом устранил заводские косяки при изготовлении блока, канал после помпы забит облоем и дефектами литья.

Но после использования волшебного напильника всё проходит.

Далее выкручиваем пробки масляных каналов, и прочищаем проводом и компрессором внутренности, в трёх каналах обнаружилось остатки сверловки, похоже ещё заводской.

Лёгким движением руки ровняем острые кромки на масляных каналах коленвала, чтобы они не срезали вкладыши, тут главное не сделать бугорок по кромке.

Раскручиваю коленвал, не над головой, а пробки шатунных шеек, т.к. гомна там много, а этого не делают даже некоторые "грамотные" мотористы.

Гомна под горлышко.

Должно быть вот так.

Столько грязи с коленвала набралось.
Усаживаю набивку в блок.

Ставим колено и вгоняю поршня, все сопрягаемые детали жирно мажу маслом, которое потом залью для обкатки.

Стяжка на двух хомутах и полоски жести 30*290мм

Усадка набивки.

Установка распредвала.
Поставил переходник на жигулёвский фильтр, масляный канал рассверлил, был совсем маленький.

Переходник на жигулёвский фильтр.

Трубка не совпала. Я даже не сомневался, что так будет.

Шкив расползался пришлось сбить и прихватить.

Покрасил крышки. В двигателе как и в человеке всё должно быть красиво.

Всё, закрыл поддон.

Слева волговский кронштейн, справа УАЗовский, для сравнения

Вот так на данный момент.
Решил описать про сцепление в отдельной части, ибо страждущих просветления по вопросу внедрения ЗМЗ-402 с волги в УАЗ в инете полно, инфы то же много, но вопросы остаются. Собственно, сбор и обобщение инфы я начал давно. Кронштейны крепления двигателя я купил заранее. Однако, не всё так просто. Короче, придя в магазин в первый раз, да и во второй раз уже с маркировкой, с продавцом не удалось прийти к общему мнению, что мне нужно всё-таки. Пришлось ехать в третий раз уже с маховиком и смотреть по месту. В итоге, была подобрана корзина Fenox, ведомый любой УАЗовский под нужный вал (они тож разные).

Вот она.
Для сравнения: слева старая волговская, а справа - новая, сзади - рычажная. Точно не скажу откуда она с УАЗа или ГАЗона, 6 пружин, с виду мощней чем с УАЗа. Читал по отзывам, что диафрагменная сцепа слабее рычажной, небольшой тест наступая пяткой в место прижима выжимного подшипника своим чахлым тельцем в 100 кг могу сказать, что старая волговская и рычажная прогнулись на 1-1,5 см, а новая нифига не прогнулась.

Вот три подопытных.
Читал, что маховик на ЗМЗ-402 легче чем на УАЗе (8 кг против 13 кг), ну фиг знает может у меня он от старости такой, но весит он 13 кг.

Это с ключом на 13.
А диаметр у него вот такой.

Колокол желательно что бы был универсальный, как у меня.


Обобщая, можно сказать, чтобы внедрить ЗМЗ-402 с волги в УАЗ достаточно купить нажимной диск, и передние кронштейны крепления двигателя. Ну выхлоп ещё переделать, управление педалью газа… это мелочи.
Мне пришлось ещё зубчатый венец поменять, сбил старый молотком, новый положил в духовку на 10 минут под 250 градусов, ну как 10 минут, - как завоняло, так и достал. Заранее смазал маховик фиксатором резьбы и надел венец. Как остыло всё собрал. фоток нет, всё банально просто.

Закрыл ещё одну полость.

Наткнулся на форумах, что бывает убегает тосол через дыру в блоке по шпильке, вот эту

Секретная дыра с резьбой на 10.
Проверять теорию о телепортации тосола в иные измерения посредством этого отверстия я не стал, а просто как рекомендовали вкрутил туда болт.

Болт, хранитель тосола.
Собрал ГБЦ. Клёва, так ёмко все "любовные" отношения с башкой можно описать в двух словах. А так без мата сложно даже рассказать, что пришлось сделать пережить и испытать. Башку шлифовал под 92 бензин срезали 3,5 мм, высота ГБЦ была 98 мм стала 94,5 мм (стандарт 94,4 мм), долго я объяснял деду за станком нафига мне это нужно и что я хочу добиться. Потом он еще перезванивал 2 раза, уточнял точно ли нужно срезать 3,5 мм.
Сперва-наперво я озаботился тем, с чем сталкиваются многие устанавливая 402 двигатель на УАЗ, отвод на печку, так называемый танчик, в задней части ГБЦ упирается в стенку подкапотного пространства и его нужно снимать, и встаёт вопрос откуда брать отвод на печку. Хорошо если в верхней части ГБЦ стоит датчик, то вопрос отпадает, у меня же на этом месте был лишь технологический прилив алюминия. Короче дыры нет. Но нормальных пацанов отсутствие дыры не остановит, нужно сделаю, я так женился вообще. Ладно хватит демагогии ближе к делу. Короче ГБЦ была вот такая:

Просто прилив.
Взял сверло на 19мм (на 18мм надо было брать, но и так нормально вышло) и метчики полдюймовые для трубной резьбы, их видно на фото, и понеслась.

Мля, чё я сделал …
Сверлим и режу резьбу, всё просто места хватает.

Всё готово
Далее проверил масленый канал, он немного не совпадал с блоком, был подпилен напильником.

Шлифанул привалочную плоскость.


Проверил каналы входа-выхода на совпадение с пауком, подпилил.

3мм почти

С обратной стороны.
Ну и самая нелюбимая процедура притирка клапанов, не любить я её стал после покупки эл. дрели, а до этого просто люто ненавидел.

На суровых Челябинских клапанах от покупной притирки не осталось ни царапины, хотя поясок на седле набился уже почти 2 мм, повторил с самодельной из абразива, немного пошло.

Вот он, поясок моей мечты
Но на остальных я так и не добился такого же эффекта - забил на них, пролил растворителем, вроде, не течёт и засухарил.

В наборе прокладок были прокладки под всё, кроме задней заглушки ГБЦ пришлось делать самому. Дырки удобно бить гильзой 7,62,

Для набива колпачков чётко подошёл ёршик.

Ну и завершение.

Проходной диаметр уголка на 15 примерно 14,5 мм, танчика 9,5 мм, т.е. проход в уголке больше чем в 2 раза. Отверстия под шпильки двигателя прогнал сверлом 13 мм вычистил много грязи и удалил сплюснутый к резьбе алюминий. В идеале бы направляющие поменять (зазор 0,5 при допуске max 0,25 мм), но дорого, а самому нет подходящего набора инструментов. В продаже развёртки гамно, да и дорогое к тому же.
Писать особо нечего, собрал движочек. Лежит скучает, ждёт тепла и как подсохнет на улице. Я не маньяк, чтоб в -20 менять двиган на улице, ну по крайней мере пока не маньяк. Башку прикрутил, клапана отрегулировал, там ничё интересного, из новшеств просверлил в помпе дырку под полудюймовый ёршик, чтоб отток ОЖ из печки был равен притоку.

Уже с резьбой.
В тройник вогнал втулку от амортизатора, чтоб уменьшить ход жидкости по малому кругу, чтобы помпа больше с печки подсасывала.

Вот такой он ждёт.

Есть и печаль-беда, я где-то потерял щуп. Всё перерыл - не нашёл, помню, что мыл, а куда дел так и не нашёл.

Заткнул пока отвёрткой.
Все гайки, шпильки и болты закручивал на фиксатор резьбы, где красный, где синий, что-то очень мне он в последнее время нравится.
https://www.drive2.ru/l/5190853/, https://www.drive2.ru/l/5220498/, https://www.drive2.ru/l/5258319/, https://www.drive2.ru/l/5293668/, https://www.drive2.ru/l/5770201/
следующая статья:

Начинаем с ГБЦ. Она была в таком виде:
Поедена коррозией, большие канавки в местах ОЖ
Ну ничего страшного, сделаем
remont-vaza.ru
0:7
Содержание статьи:
0:47Решил починить 402 двигатель с Волги и внедрить по весне его в УАЗ 469. Двигатель уже немного отмытый от метрового слоя грязи.
0:673
На улице -10, мою двиган.
1:1225Ну собственно, ключи в зубы и вперёд. Отработка слитая воняла смесь духов с конфетами, хрень какая-то. Внутренние полостя двигателя были загажены смесью говна и солидола с сажей почти в сантиметр под клапанной крышкой. При вскрытии картера обнаружилась открученная гайка коренного, уже не зря разобрал.
1:1782
Гайка хранилась в поддоне.
2:51Процесс разборки
2:86

Набивка порядком подношена, была установлена ёлкой по вращению, т.е. наоборот.
4:1246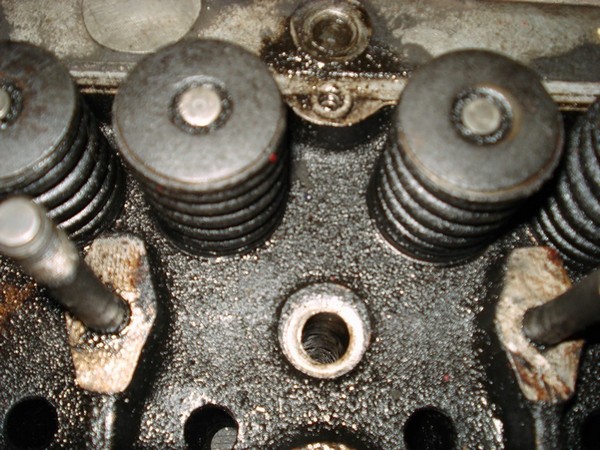
Выпускные клапана развальцованы грибком.
5:1833
Забоины на коромыслах.
6:44
Грязные капец.
7:581
Забоины на толкателях.
8:1133Больше всех огорчил распредвал, на 4 кулачках забоины, кулачки сточены на 1 мм.
8:1278
Забоины на распредвале.
9:1832На впускных клапанах в верхней части пропилы? Чё за фигня как напильником, и они рвут сальники.
9:2008
Впускной клапан.
10:540Для замера жесткости пружин был сделан такая приспособа.
10:648
По итогам разбора распредвал под замену, колено шлифовать, клапана под замену, ну вся мелочёвка то же. Башку буду пилить под 92 бензин. Пружины внутренние в допуске, внешние слабоваты (46 мм, 23-25 кг). Поршневая в допуске, хоть что-то не менять, поменяю тока кольца.
11:1632Самое интересное то, что нет всего объёма необходимой информации по ремонту в одной книге. Приходится проходить хитрый квест из книг, статей, форумов, личного опыта, бесед, логики и здравого смысла, после чего наступает озарение и свыше даруется умение сборки двигателя.
11:2212
Приятный процесс
12:541Итак, на данный момент собрал блок. Первым делом устранил заводские косяки при изготовлении блока, канал после помпы забит облоем и дефектами литья.
12:816
Но после использования волшебного напильника всё проходит.
13:1436
Далее выкручиваем пробки масляных каналов, и прочищаем проводом и компрессором внутренности, в трёх каналах обнаружилось остатки сверловки, похоже ещё заводской.
14:2246
Лёгким движением руки ровняем острые кромки на масляных каналах коленвала, чтобы они не срезали вкладыши, тут главное не сделать бугорок по кромке.
15:780
Раскручиваю коленвал, не над головой, а пробки шатунных шеек, т.к. гомна там много, а этого не делают даже некоторые "грамотные" мотористы.
16:1540
Гомна под горлышко.
17:38
Должно быть вот так.
18:585
Столько грязи с коленвала набралось.
19:1163Усаживаю набивку в блок.
19:1211
Ставим колено и вгоняю поршня, все сопрягаемые детали жирно мажу маслом, которое потом залью для обкатки.
20:1914
Стяжка на двух хомутах и полоски жести 30*290мм
21:84
Усадка набивки.
22:623
Установка распредвала.
23:1176Поставил переходник на жигулёвский фильтр, масляный канал рассверлил, был совсем маленький.
23:1349
Переходник на жигулёвский фильтр.
24:1922
Трубка не совпала. Я даже не сомневался, что так будет.
25:101
Шкив расползался пришлось сбить и прихватить.
26:696
Покрасил крышки. В двигателе как и в человеке всё должно быть красиво.
27:1334
Всё, закрыл поддон.
28:1879
Слева волговский кронштейн, справа УАЗовский, для сравнения
29:113
Вот так на данный момент.
30:669Решил описать про сцепление в отдельной части, ибо страждущих просветления по вопросу внедрения ЗМЗ-402 с волги в УАЗ в инете полно, инфы то же много, но вопросы остаются. Собственно, сбор и обобщение инфы я начал давно. Кронштейны крепления двигателя я купил заранее. Однако, не всё так просто. Короче, придя в магазин в первый раз, да и во второй раз уже с маркировкой, с продавцом не удалось прийти к общему мнению, что мне нужно всё-таки. Пришлось ехать в третий раз уже с маховиком и смотреть по месту. В итоге, была подобрана корзина Fenox, ведомый любой УАЗовский под нужный вал (они тож разные).
30:1823
Вот она.
31:17Для сравнения: слева старая волговская, а справа - новая, сзади - рычажная. Точно не скажу откуда она с УАЗа или ГАЗона, 6 пружин, с виду мощней чем с УАЗа. Читал по отзывам, что диафрагменная сцепа слабее рычажной, небольшой тест наступая пяткой в место прижима выжимного подшипника своим чахлым тельцем в 100 кг могу сказать, что старая волговская и рычажная прогнулись на 1-1,5 см, а новая нифига не прогнулась.
31:759
Вот три подопытных.
32:1305Читал, что маховик на ЗМЗ-402 легче чем на УАЗе (8 кг против 13 кг), ну фиг знает может у меня он от старости такой, но весит он 13 кг.
32:1536
Это с ключом на 13.
33:34А диаметр у него вот такой.
33:86
Колокол желательно что бы был универсальный, как у меня.
34:699

Обобщая, можно сказать, чтобы внедрить ЗМЗ-402 с волги в УАЗ достаточно купить нажимной диск, и передние кронштейны крепления двигателя. Ну выхлоп ещё переделать, управление педалью газа… это мелочи.
36:2079Мне пришлось ещё зубчатый венец поменять, сбил старый молотком, новый положил в духовку на 10 минут под 250 градусов, ну как 10 минут, - как завоняло, так и достал. Заранее смазал маховик фиксатором резьбы и надел венец. Как остыло всё собрал. фоток нет, всё банально просто.
36:490
Закрыл ещё одну полость.
37:1045
Наткнулся на форумах, что бывает убегает тосол через дыру в блоке по шпильке, вот эту
38:1710
Секретная дыра с резьбой на 10.
39:57Проверять теорию о телепортации тосола в иные измерения посредством этого отверстия я не стал, а просто как рекомендовали вкрутил туда болт.
39:319
Болт, хранитель тосола.
40:872Собрал ГБЦ. Клёва, так ёмко все "любовные" отношения с башкой можно описать в двух словах. А так без мата сложно даже рассказать, что пришлось сделать пережить и испытать. Башку шлифовал под 92 бензин срезали 3,5 мм, высота ГБЦ была 98 мм стала 94,5 мм (стандарт 94,4 мм), долго я объяснял деду за станком нафига мне это нужно и что я хочу добиться. Потом он еще перезванивал 2 раза, уточнял точно ли нужно срезать 3,5 мм.
40:1643Сперва-наперво я озаботился тем, с чем сталкиваются многие устанавливая 402 двигатель на УАЗ, отвод на печку, так называемый танчик, в задней части ГБЦ упирается в стенку подкапотного пространства и его нужно снимать, и встаёт вопрос откуда брать отвод на печку. Хорошо если в верхней части ГБЦ стоит датчик, то вопрос отпадает, у меня же на этом месте был лишь технологический прилив алюминия. Короче дыры нет. Но нормальных пацанов отсутствие дыры не остановит, нужно сделаю, я так женился вообще. Ладно хватит демагогии ближе к делу. Короче ГБЦ была вот такая:
40:2667
Просто прилив.
41:536Взял сверло на 19мм (на 18мм надо было брать, но и так нормально вышло) и метчики полдюймовые для трубной резьбы, их видно на фото, и понеслась.
41:793
Мля, чё я сделал …
42:1336Сверлим и режу резьбу, всё просто места хватает.
42:1427
Всё готово
43:1957Далее проверил масленый канал, он немного не совпадал с блоком, был подпилен напильником.
43:2124
Шлифанул привалочную плоскость.
44:569

Проверил каналы входа-выхода на совпадение с пауком, подпилил.
46:1701
3мм почти
47:19
С обратной стороны.
48:565Ну и самая нелюбимая процедура притирка клапанов, не любить я её стал после покупки эл. дрели, а до этого просто люто ненавидел.
48:800
На суровых Челябинских клапанах от покупной притирки не осталось ни царапины, хотя поясок на седле набился уже почти 2 мм, повторил с самодельной из абразива, немного пошло.
49:1626
Вот он, поясок моей мечты
50:48Но на остальных я так и не добился такого же эффекта - забил на них, пролил растворителем, вроде, не течёт и засухарил.
50:264
В наборе прокладок были прокладки под всё, кроме задней заглушки ГБЦ пришлось делать самому. Дырки удобно бить гильзой 7,62,
51:998
Для набива колпачков чётко подошёл ёршик.
52:1585
Ну и завершение.
53:32
Проходной диаметр уголка на 15 примерно 14,5 мм, танчика 9,5 мм, т.е. проход в уголке больше чем в 2 раза. Отверстия под шпильки двигателя прогнал сверлом 13 мм вычистил много грязи и удалил сплюснутый к резьбе алюминий. В идеале бы направляющие поменять (зазор 0,5 при допуске max 0,25 мм), но дорого, а самому нет подходящего набора инструментов. В продаже развёртки гамно, да и дорогое к тому же.
54:1240Писать особо нечего, собрал движочек. Лежит скучает, ждёт тепла и как подсохнет на улице. Я не маньяк, чтоб в -20 менять двиган на улице, ну по крайней мере пока не маньяк. Башку прикрутил, клапана отрегулировал, там ничё интересного, из новшеств просверлил в помпе дырку под полудюймовый ёршик, чтоб отток ОЖ из печки был равен притоку.
54:1921
Уже с резьбой.
55:28В тройник вогнал втулку от амортизатора, чтоб уменьшить ход жидкости по малому кругу, чтобы помпа больше с печки подсасывала.
55:261
Вот такой он ждёт.
56:804
Есть и печаль-беда, я где-то потерял щуп. Всё перерыл - не нашёл, помню, что мыл, а куда дел так и не нашёл.
57:1501
Заткнул пока отвёрткой.
58:46Все гайки, шпильки и болты закручивал на фиксатор резьбы, где красный, где синий, что-то очень мне он в последнее время нравится.
58:282https://www.drive2.ru/l/5190853/, https://www.drive2.ru/l/5220498/, https://www.drive2.ru/l/5258319/, https://www.drive2.ru/l/5293668/, https://www.drive2.ru/l/5770201/
58:454следующая статья:

Начинаем с ГБЦ. Она была в таком виде:
Поедена коррозией, большие канавки в местах ОЖ
Ну ничего страшного, сделаем
59:1292 83988www.spike.su