





1. ГИЛЬЗА ЦИЛИНДРА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ, содержащая корпус и размещенную в проточке его верхней части цилиндрическую вставку из керамического материала, причем между корпусом и вставкой с натягом установлено металлическое кольцо с ребрами, отличающаяся тем, что, с целью повыщения надежности , ребра выполнены на внутренней и наружной поверхностях кольца, причем каждое ребро на одной поверхности размещено между двумя ребрами на другой. 2.Гильза по п. Г, отличающаяся тем, что ребра выполнены по образующей поверхности кольца. 3.Гильза по п. 1, отличающаяся тем, что ребра выполнены по винтовой линии. 4.Гильза по пп. 1-3, отличающаяся тем, что канавки между ребрами выполнены различной высоты с равномерным чередованием коротких и длинных. (Л
COl03 СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИН. Я0„„1118784 co F 02 F 1/00
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К ABTOPGHOMY СВИДЕТЕЛЬСТВУ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ (21) 3536923/25-06 (22) 10.01.83 (46) 15.10.84. Бюл. № 38 (72) Е. И. Боков, А. Е. Горохов и А. И. Чемерис (53) 621.43-222 (088.8) (56) 1. Поршневые и газотурбинные двигатели. Экспресс-информация, 1979, № 45, с. 32.
2. Заявка ФРГ № 2821506, кл. F02 B 77/02, опублик. 1979. (54) (57) 1. ГИЛЬЗА ЦИЛИНДРА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ, содержащая корпус и размещенную в проточке его верхней части цилиндрйческую вставку из керамического материала, причем между корпусом и вставкой с натягом установлено металлическое кольцо с ребрами, отличающаяся тем, что, с целью повышения надеж ности, ребра выполнены на внутренней и наружной поверхностях кольца, причем каждое ребро на одной поверхности размещено между двумя ребрами на другой.
2. Гильза bio п. 1; отличающаяся тем, что ребра выполнены по образующей поверхности кольца.
3.. Гильза по п. 1, отличающаяся тем, что ребра выполнены по винтовой линии.
4. Гильза по пп. 1 — 3, отличающаяся тем, что канавки между ребрами выполнены различной высоты с равномерным чередованием коротких и длинных.
1118784
Изобретение относится к двигателестроению, в частности к гильзам цилиндров двигателей внутреннего сгорания с тепловой изоляцией камеры сгорания. . Известна гильза цилиндра двигателя внутреннего сгорания, содержащая корпус и цилиндрическую вставку из керамического материала, установленную в проточке, выполненной в верхней части корпуса (1).
Недостатком этой гильзы является ее низкая надежность из-за возможности разрушения керамической вставки, являющейся следствием высоких температурных напряжений, возникающих в керамике и вызванных стесненностью керамики и разницей коэффициентов линейного расширения керамики, материала гильзы и их температурного состояния.
Известна также гильза цилиндра двигателя внутреннего сгорания, содержащая корпус и размещенную в проточке его верхней части цилиндрическую вставку из керамического материала, причем между корпусом и вставкой с натягом установлено металлическое кольцо с ребрами (2).
Однако кольцо с горизонтальными ребрами на одной из поверхностей не может выполнять функции демпфирующего, поскольку при температурном расширении керамической вставки каждый из участков кольца испытывает только деформацию растяжения или сжатия (в зависимости от вида посадки кольца в корпус цилиндра), вследствие чего происходит преждевременное разрушение керамической вставки.
Целью изобретения является повышение надежности.
Поставленная цель достигается тем, что в гильзе цилиндра двигателя внутреннего сгорания, содержащей корпус и размещен;ную в проточке его верхней части цилиндрическую вставку из керамического материала, причем между корпусом и вставкой с натягом установлено металлическое кольцо с ребрами, ребра выполнены на внутренней и наружной поверхностях кольца, причем каждое ребро на одной поверхности размещено между двумя ребрами на другой.
Кроме того, ребра выполнены по образующей поверхности кольца.
Ребра выполнены по винтовой линии, а канавки между ребрами выполнены различной высоты с равномерным чередованием коротких и длинных.
На фиг. 1 изображена гильза цилиндра, продольный разрез; на фиг. 2 — разрез А-А на фиг. 1; на фиr. 3 — демпфирующее теплоизоляционное металлическое кольцо с переменной жесткостью по высоте и с винтовыми ребрами.
Корпус 1 гильзы имеет в верхней части проточку 2 с установленными в нее демпфирующим теплоизоляционным металлическим кольцом 3 и керамической вставкой 4.
Демпфирующее кольцо 3 имеет воздушные полости, образованные между ребрами 6.
Гильза цилиндра (фиг. 1 и 2) имеет кольцо 3 с вертикальными воздушными полостями (канавками) 5. Гильза цилиндра на фиг. 3 имеет кольцо 3 с винтовыми воздушными полостями (канавками) 5 различной длины.
В зависимости от расположения воздушных полостей 5 и ребер 6 — вертикального, винтового — можно в значительной степени менять жесткость демпфирующего теплоизоляционного металлического кольца 3 и достигать необходимую надежность соединения корпус 1 гильзы — керамическая вставка 4 в зависимости от выбора материалов, конструкции и условий работы двигателя внутреннего сгорания.
При работе двигателя установка вставки
4 с натягом в проточку 2 корпуса 1 гильзы через демпфирующее упругое металлическое кольцо 3 позволяет создать тарированный натяг вставка — гильза в широких пределах
25 температурных деформаций как корпуса 1, так и вставки 4, обеспечивающий повышение надежности работы соединения. Кроме того, имеющиеся в соединении между корпусом 1, кольцом 3 и вставкой 4 воздушные полости 5 являются дополнительными тепловыми сопротивлениями, повышающими эффективность тепловой защиты:
Выполнение металлического кольца 3 (фиг. 3) с переменной жесткостью по высоте позволяет обеспечить необходимую надеж35 ность соединения корпус 1 гильзы — вставка 4, связанную с неравномерностью нагрева корпуса 1 гильзы и вставки 4. В верхней части гильзы при более высоких температурных деформациях введением дополнительных коротких воздушных полостей 5 дости40 гается меньшая жесткость кольца 3 при сохранении допустимых контактных напряжений, что обеспечивает повышение надежности соединения.
Изменением формы воздушных полостей (канавок) 5 по высоте кольца 3 также можно обеспечить переменную по высоте жесткость.
Так, например, форма наружной канавки 5 в виде усеченного конуса с основанием в верхней части кольца 3 позволяет плавно изменять жесткость гильзы кольца по высоте, что повышает надежность соединения корпус 1 гильзы — керамическая вставка 4.
Таким образом, крепление керамической вставки 4 через кольцо 3 с корпусом 1 позволяет повысить надежность работы гильзы 1.
1118784
Puz.2
Составитель В. Лобанов
Редактор H. Швыдкая Техред И. Верес Корректор И. Муска
Заказ 7399/25 Тираж 523 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 l 3035, Москва, Ж вЂ” 35, Раушская наб., д. 4/5
Филиал ППП «Патент», г. Ужгород, ул. Проектная, 4



www.findpatent.ru
Многим инженерам и не только, известны полезные свойства магния, алюминия и их сплавов, из которых изготавливают в современном мире множество деталей, например поршни, маятники, рамы и др. Для автомобильного инженера главное — это малый удельный вес и достаточная прочность этих материалов, а вот способность окисляться и быстрый износ от трения — их негативные свойства. И если с окислением можно как то бороться (например покрасить колёсные диски специальной краской для лёгких сплавов), то что делать с узлами двигателя, составляющими пары трения. Но и здесь химики уже нашли способ, для покрытия поршней (в домашних условиях), о котором полезно почитать в этой статье.
Ну а как же быть с цилиндрами, чем их покрывать, что бы не использовать древнюю технологию с чугунной гильзой, с которой многократно уменьшается пробег двигателя. Многие уже знают, что существует никасилевое покрытие, которым покрывают цилиндры современных двигателей на заводе. С никасилем, пробег на многих машинах без ремонта подходит к миллиону.
Но новая технология фирмы Керонайт (Keronite) из Кембриджа, создаёт на поверхности магния или алюминия прочнейший инертный слой, подобный керамике(вспомним, что на болидах Ф1, стоят керамические поршни). И это открывает для лёгких сплавов новые перспективы.
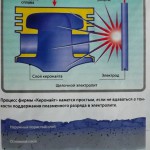 Легкосплавную деталь погружают в ванну со слабощелочным раствором электролита. Между деталью и дополнительным электродом создают переменное напряжение (при обычных способах покрытий используют постоянку), что вызывает плазменный разряд. Под его воздействием на поверхностях изделия, и в том числе и внутренних поверхностях изделия (с хромом и никасилем такой фокус не пройдёт и покрываются без специальных оправок только наружные поверхности) образуется керамический слой MgAL2O4. За считанные минуты технологи получают защитное покрытие толщиной 5 — 50 мкм с коррозионной стойкостью в соляном тумане более 1000 часов !!!, твёрдостью HRC 36 — 55 (как у закалённой стали) !!!, и термостойкостью более 1000°С (температура плавления алюминия всего 657°С). К тому же покрытие является диэлектриком и держит изоляцию до 1000 вольт !!!
Легкосплавную деталь погружают в ванну со слабощелочным раствором электролита. Между деталью и дополнительным электродом создают переменное напряжение (при обычных способах покрытий используют постоянку), что вызывает плазменный разряд. Под его воздействием на поверхностях изделия, и в том числе и внутренних поверхностях изделия (с хромом и никасилем такой фокус не пройдёт и покрываются без специальных оправок только наружные поверхности) образуется керамический слой MgAL2O4. За считанные минуты технологи получают защитное покрытие толщиной 5 — 50 мкм с коррозионной стойкостью в соляном тумане более 1000 часов !!!, твёрдостью HRC 36 — 55 (как у закалённой стали) !!!, и термостойкостью более 1000°С (температура плавления алюминия всего 657°С). К тому же покрытие является диэлектриком и держит изоляцию до 1000 вольт !!!
Самое удивительное и замечательное, что для этого процесса не требуются ни хром, ни другие тяжёлые металлы, не нужны ни кислоты, ни аммиак. То есть экологическая безопасность планеты гарантируется, чего не скажешь о традиционном очень вредном электролизе. Я думаю что эту технологию в скором времени начнут использовать на автомобильных и мотоциклетных заводах, и пробеги наших двигателей многократно увеличатся.
suvorov-castom.ru
В Украине эксплуатируется огромный парк подержанных иномарок, двигатели которых пережили не один капремонт. Те из них, что уже исчерпали ремонтный ресурс, в большинстве случаев могут быть восстановлены методом гильзования. О нем и поговорим.








| В Украине эксплуатируется огромный парк подержанных иномарок, двигатели которых пережили не один капремонт. Те из них, что уже исчерпали ремонтный ресурс, в большинстве случаев могут быть восстановлены методом гильзования. О нем и поговорим. |
 Изношенный цилиндр можно восстановить путем установки ремонтной втулки (гильзы). Данный способ применяют и тогда, когда в цилиндре образовались глубокие задиры или пробоины, при наличии которых традиционные расточка и хонингование неэффективны.
Изношенный цилиндр можно восстановить путем установки ремонтной втулки (гильзы). Данный способ применяют и тогда, когда в цилиндре образовались глубокие задиры или пробоины, при наличии которых традиционные расточка и хонингование неэффективны.
Ремонт методом гильзования обходится дешевле покупки нового мотора.
Для восстановления двигателей с чугунными блоками применяют втулки из износостойких легированных чугунов, а с цельноалюминиевыми, как правило, – специальные алюминиевые гильзы. Основные технологические приемы ремонта блоков из разных материалов схожи и отличаются лишь в деталях.
По способу установки различают «сухие» и «мокрые» гильзы. «Сухие» непосредственно не контактируют с охлаждающей жидкостью и держатся в блоке за счет сил трения (устанавливаются в предварительно расточенные гнезда изношенных цилиндров с натягом). Они монтируются термическим способом или запрессовываются «на холодную».
Гильзы второго типа омываются охлаждающей жидкостью и могут вставляться в блок (удаляться из него) вручную. Это упрощает процедуру ремонта мотора и позволяет осуществить его даже в «полевых» условиях.
Восстановление блока начинается с расточки изношенных цилиндров под гильзы.
От качества этой операции в дальнейшем зависит ресурс восстанавливаемого двигателя.
При растачивании блока следует, кроме нужного размера, добиться правильной геометрии и необходимой степени чистоты поверхности гнезд, иначе возникшие при обработке искажения цилиндрической формы (конусность, бочкообразность и т. д.) после гильзования автоматически передадутся гильзе. Для устранения нежелательных отклонений при дальнейшей обработке (хонинговании) придется снимать значительный слой металла, что уменьшит механическую прочность гильзы (толщина ее стенок, как правило, не превышает 1,7–2,0 мм).
Кроме того, после установки гильзы в некачественное гнездо между блоком и стенкой гильзы могут образоваться воздушные пазухи, ухудшающие отвод тепла от поршня.
Вот почему при использовании станков невысокого класса точности геометрию расточенных гнезд перед гильзованием приходится исправлять хонингованием.
Внимание! Обработку чугунных блоков не следует производить на станках с магнитным столом. Неизбежное при этом намагничивание частей блока приводит к «прилипанию» металлической стружки, что впоследствии ускоряет износ мотора.
Существует два метода монтажа «сухих» гильз в блоке – с предварительной термообработкой и запрессовкой «на холодную».
В первом случае гильзу устанавливают с натягом 50– 80 мкм, обеспечив разность температур деталей. Для этого блок нагревают «мягким» пламенем газовой горелки до 120–150 градусов, выжидают 15–20 минут для равномерного распределения тепла в теле блока, а затем вставляют в него охлажденные в жидком азоте гильзы. После выравнивания температур блока и гильз последние намертво «схватываются» с блоком. Гильзу следует вставлять на место аккуратно, но быстро. При заминке она может на полпути «прихватиться» к блоку, и ее придется высверливать.
Перед установкой охлажденных гильз в гнезда последние обрабатывают специальным составом для удаления водяного конденсата. Обычное масло использовать нельзя. Его остатки в работающем двигателе превратятся в смолу, которая, являясь теплоизолятором, будет способствовать перегреву цилиндров.
Устанавливать «сухие» гильзы «на холодную» ремонтники-профессионалы не рекомендуют. Во-первых, это возможно лишь при небольших натягах (до 0,05 мм), во-вторых, гильзу приходится делать толще (2,5–4 мм), иначе ее покоробит при запрессовке.
При дальнейшей обработке для устранения неизбежных нарушений геометрии гильзы придется увеличивать слой снимаемого металла. Кроме того, при рабочей температуре мотора возможна деформация гильз из-за остаточных внутренних напряжений, возникших при запрессовке.
После гильзования цилиндры хонингуют под размер конкретных поршней. Одновременно устраняются дефекты (эллипсность, конусность, бочкообразность и т. д.), возникающие после установки гильзы. Рабочей поверхности придается определенный профиль – сетка рисок глубиной около 0,01 мм, прорезанных в поверхности и нанесенных под углом 20–60 градусов. Сетка необходима, чтобы масляная пленка лучше удерживалась на поверхности цилиндра, что уменьшает трение в паре поршень – цилиндр.
Завершает обработку гильзы крацевание – операция, при которой с канавок хонинговочной сетки устраняются острые кромки (заусенцы), выступающие внутрь гильзы. Крацевание осуществляется нейлоновыми щетками, насыщенными карбидом кремния. При этом диаметр цилиндра увеличивается не более чем на 2 микрона.
| Технология установки гильз в расточенный блок термическим способом |
| Особенности «алюминия» | |
| |
| Суровые требования | |
| |
| Стоимость* работ по гильзованию, грн. |
| ||||||||||||||||||
Владимир КорницкийФото Владислава Бойко
Редакция благодарит СП «В.М.С.» за помощь в подготовке материала
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
www.autocentre.ua
|
В настоящее время широкое применение для гильз цилиндров двигателей автомобилей получил серый чугун. Он в достаточной степени соответствует требованиям к данной детали. Соотношение основных и легирующих элементов для различных цилиндров приводятся в широком количественном интервале. Серый чугун, применяемый для гильз цилиндров, по химическому составу можно условно разделить на четыре основные группы (табл.). Условность классификации заключается в том, что нельзя точно определить границы для каждой группы чугунов по содержанию элементов. Основное их отличие состоит в особенностях микроструктуры чугуна. 1.Гильзы из нелегированного чугунаГильзы из нелегированного чугунане обеспечивают необходимой долговечности двигателей, особенно при их работе в тяжёлых условиях эксплуатации, когда усиливается процесс абразивного износа или увеличивается тепловое воздействие на поверхность трения. Для повышения их износостойкости в гильзы вставляют нирезистовые вставки, которые изготавливают из аустенитного чугуна, легированного большим количеством никеля (Ni). Хотя это и приводит к некоторому увеличению износостойкости деталей ЦПГ, однако существует ряд факторов, которые ограничивают их применение: этот материал может быть использован только для вставок в верхнюю часть цилиндров, он нетехнологичен при обработке, кроме того, использование чугунов с высоким содержанием Ni во многих случаях нецелесообразно и экономически. Поэтому, в последнее время конструкторы и исследователи отказываются от практики применения нирезистовых вставок, предпочитая сплошной материал тела гильзы. Фосфористые чугуны отличаются повышенным (0,3–1,0 %) содержанием фосфора (P) и имеют в структуре разорванную (при 0,3–0,6 % P) или замкнутую (при 0,6–1,0 % P) сетку фосфидной эвтектики. Содержание легирующих элементов в этих чугунах такое же, как и в аналогичных низкофосфористых чугунах. Таблица
Химический состав чугунов, используемых для изготовления гильз цилиндров автомобильных двигателей. Между тем, лабораторные испытания и производственная практика показывают, что наибольшей износостойкостью обладают гильзы, полученные из легированного серого чугуна. Влияние химического состава и микроструктуры на механические свойства чугуна обстоятельно исследовано и на основе этого сложились определённые взгляды: при легировании и модифицировании чугунов их металлическая матрица упрочняется и меньше пластически деформируется при трении; антифрикционные и прочностные свойства чугуна зависят от строения металлической основы и графита; графит является своеобразным индикатором микростроения чугуна и позволяет судить о его пригодности для определённых условий трения. Однако, что касается влияния этих параметров на изнашивание чугуна, то здесь единой точки зрения нет. Для качества легированных чугунов, кроме методов плавки, также важны точное (при помощи средств автоматизации) выдерживание режимов и строгий контроль химического состава шихты и жидкого металла. Именно их сочетание, а также модифицирование дают возможность получать различные марки чугунов с заданными свойствами из одного базового. Следует заметить, что по химическому составу материал гильз цилиндров двигателей СНГ и чугуны, используемые специализированными зарубежными фирмами, различаются незначительно. На рис. приведены величины износа ряда чугунов при различных нагрузках и времени испытания. Таким образом, опыт применения серых чугунов для гильз цилиндров показывает, что наибольший эффект в повышении надёжности работы детали даёт комплексное легирование чугуна такими элементами как Cr, Ni, Mo, Cu в оптимальном соотношении с основными элементами. Главное при этом – достижение такого уровня легирования, которое в процессе трения способно в диапазоне рабочих режимов двигателя обеспечить образование на поверхности защитных вторичных слоёв. Необходимое условие – способность этих слоёв противостоять развитию схватывания, локализовать разрушения в весьма малыхобъёмах вторичных структур и иметь положительную реакцию на ужесточение режимов трения в цилиндре двигателя без возникновения катастрофических форм изнашивания. 2.Гистограммы износа аустенитных и серых чугунов, легированных различными химическими элементами:а – нагрузка 125 МПа, время испытаний 15 ч; б – нагрузка 175 МПа, время испытаний 30 ч; 1-нирезист; 2,3,4,5,6,7-чугун СЧ 21-40, легированный соответственно 0,30% Mo, 0,30% P, 2,5% Cu, 0,15% Ti, после азотирования, 0,12% V; 8- СЧ 24-44; 9- износостойкий чугун, легированный Cr; 10-марганцовистый аустенитный чугун с 10% Cr; 11-серый чугун фирмы "Дойц"; 12,13,14-серые чугуны для гильз соответственно КамАЗ, ЗИЛ и ГАЗ. Однако широкое варьирование содержанием в химическом составе чугуна основных и легирующих элементов не обеспечивает явных преимуществ ни одной из вышеперечисленных групп материалов по технологическим, прочностным, эксплуатационным и экономическим показателям, что и определяет необходимость применения различных методов упрочнения рабочей поверхности гильз цилиндров. |
||||||||||||
www.autoezda.com
Гильзы цилиндров ДВС подвергается значительным нагрузкам в процессе работы. Жесткие условия эксплуатации гильз цилиндров приводят к появлению разнообразных дефектов, которые необходимо устранять для обеспечения работоспособности ДВС. Для каждого вида дефектов гильз существуют различные способы и устройства для их устранения, в частности для восстановления геометрии и размеров изношенной рабочей поверхности. Все эти способы и устройства для их применения имеют свои достоинства и недостатки, которые необходимо учитывать при выборе рационального способа восстановления рабочей поверхности гильз цилиндров.
Ключевые слова: гильза, цилиндр, восстановление, ремонт, рабочая поверхность гильзы, износ, осаждение, наплавка.
Рабочая поверхность гильз цилиндра ДВС представляет собой внутреннюю цилиндрическую поверхность, обработанную по пятому квалитету качества. Такой квалитет обработки является наивысшим, применяемым в машиностроении и обеспечивает очень низкую шероховатость. В связи с этим рабочую поверхность гильз цилиндров называют «зеркалом» цилиндра или гильзы.
В процессе эксплуатации ДВС, рабочая поверхность гильз цилиндров испытывает значительные нагрузки при высоких температурах, что приводит к появлению таких дефектов как: износ рабочей поверхности, увеличение шероховатости, изменение макрогеометрии (овальность конусность седлообразность и т. д.), нагар, раковины, трещины и сколы. При дефектации рабочей поверхности гильз цилиндров ДВС определяют геометрические размеры и форму изношенной гильзы, а также шероховатость ее зеркала. Наличие трещин, сколов, раковин и т. д. приводит к отбраковке гильзы [1–3].
В основном, восстанавливают рабочую поверхность гильзы цилиндров механической обработкой под ремонтный размер, но может применяться нанесение слоя металла или изменение геометрии гильзы за счет пластического деформирования.
Механическая обработка рабочей поверхности гильз цилиндров под ремонтный размер осуществляется растачиванием, хонингованием, шлифованием или комбинацией этих обработок.
Растачивание и хонингование гильз цилиндров в основном применяется при износе внутренней поверхности до диаметра, превышающего предельное значение, при овальности и конусности на рабочем участке более допустимых размеров.
По величине износа внутренней поверхности гильзы сортируют на три группы. Первая группа гильз — с внутренним диаметром в пределах допуска на новую гильзу; вторая группа — с внутренним диаметром, превышающим номинальный не более чем на 0,2 мм, и третья группа — с внутренним диаметром, превышающим номинальный на 0,15…0,2 мм, но не более чем на 0,4 мм [1–3].
Гильзы первой группы могут быть использованы без ремонта или после хонингования внутренней поверхности до удаления неровностей и следов коррозии. Хонингование гильз производят на хонинговальных станках, например на станке ЗГ833 головками ПТ-1085А с шлифовальными брусками К36–5 СМ1-С1К и КЗЗ-М20 СМ1-С1К. В качестве охлаждающей жидкости рекомендуется применять керосин. Иногда к нему добавляют 10…20 % веретенного масла.
Также для хонингования цилиндров применяются бруски из синтетических алмазов, обеспечивающие значительное повышение производительности процесса, точности обработки, уменьшение шероховатости поверхности. Стойкость брусков из синтетических алмазов в десятки раз выше стойкости обычных брусков. Для предварительного хонингования могут быть использованы бруски АС12М1, а для окончательного АСМ40М1.
Гильзы второй группы ремонтируют хонингованием или шлифованием на внутришлифовальном станке с последующим окончательным хонингованием.
Гильзы третьей группы ремонтируют растачиванием внутренней поверхности с последующим предварительным и окончательным хонингованием до ремонтного размера. В процессе растачивания и хонингования нагрев гильзы допускается не более 50…60° С.
Растачивают гильзы на вертикально-расточных станках, на пример на алмазно-расточном станке –278Н расточными резцами с пластинками из твердого сплава ВК2 или ВКЗМ. Гильзы на станке центрируют при помощи оправки, вставленной в шпиндель станка. Шаровой конец оправки должен входить в цилиндр на глубину 3… 4 мм. При установке резца для растачивания необходимо учесть припуск на хонингование в пределах 0,06…0,12 мм на диаметр. Внутренняя рабочая поверхность расточенной гильзы может иметь овальность не более 0,04 мм, конусность не более 0,05 мм, шероховатость поверхности должна быть не ниже 6-го класса чистоты [1, 4–5].
Для того чтобы получить высокую чистоту рабочей поверхности, гильзу хонингуют. Для хонингования гильзы применяют подпружиненную хону, в которой каждый брусок прижимается к поверхности гильзы отдельной пружиной. Обработка такими хонами служит не для изменения размеров, а для придания поверхности нужной шероховатости.
При предварительном хонинговании расточенной гильзы до ремонтного размера оставляют припуск на окончательное хонингование в пределах 0,01…0,03 мм на диаметр. После предварительного хонингования на внутренней поверхности гильзы не должно быть следов износа, неровностей. Овальность не должна превышать 0,04 мм, а конусность — 0,05 мм.
После окончательного хонингования диаметр внутренней поверхности гильзы должен находиться в пределах допуска на ремонтный размер, а овальность и конусность не должны превышать 0,03 мм. Шероховатость поверхности должна быть не ниже 9-го класса чистоты.
Данный способ широко применяют при ремонте цилиндро-поршневой группы двигателей, однако при износе внутренней поверхности гильз больше последнего ремонтного размера деталь обычно выбраковывают, тем самым увеличиваются затраты на приобретение новой детали.
При небольшой величине износа растачивание можно заменить шлифованием. Внутреннюю рабочую поверхность гильзы шлифуют до выведения следов износа. Овальность рабочей поверхности гильзы в нижнем и верхнем поясах, а также конусность поверхности на длине гильзы допускается не более 0,06 мм. Разрешается наличие нетронутой шлифовальным камнем выработки от верхнего поршневого кольца. Кроме того, допускается наличие нетронутых камнем площадок на высоте не более 50 мм от нижнего края гильзы, общей площадью не более 20 см2.
Для шлифования гильзы применяют круг ПП-125–50–50 на керамической связке СМ1, зернистостью 12…16. После шлифования рабочей поверхности гильзы наружную поверхность подвергают пескоструйной очистке и цинкованию [1–2, 5].
Такая последовательность выполнения операций принята потому, что на некоторых гильзах в процессе шлифования не удается устранить следы износа. Эти гильзы бракуют. Следовательно, цинкование наружной поверхности гильз до шлифования рабочей поверхности нецелесообразно.
Один из недостатков восстановления гильз обработкой под ремонтный размер — резкое (на 20...30 %) снижение их ресурса из-за уменьшения твёрдости поверхности. Для его повышения гильзы упрочняют пластическим деформированием, электромеханическим способом, плосковершинным хонингованием, закалкой ТВЧ, лазерной обработкой и т. д.
При восстановлении гильз возможно использование способа электроимпульсного нанесения покрытий. Электроимпульсное нанесение покрытий основано на импульсном разряде конденсатора через проволоку напыляемого металла. При этом происходит взрывное плавление проволоки и осаждение расплавленных мелких частиц металла на внутренней поверхности гильзы. Такой способ применяется редко ввиду невысокого качества получаемого покрытия и возникновения местного нагрева гильзы, который может привести к короблению и (или) возникновению внутренних напряжений [1, 6].
Применяется восстановление рабочей поверхности гильзы цилиндров гальваническими покрытиями. Сущность способа состоит в том, что при прохождении постоянного электрического тока через раствор солей металла в воде (электролит) в нем образуются положительно и отрицательно заряженные ионы [1–2, 5]. Положительно заряженные ионы перемещаются к отрицательному электроду-катоду, которым является металлическая деталь, и осаждаются на ее поверхности, прочно с ней сцепляясь. Отрицательно заряженные ионы перемещаются к положительному электроду-аноду и выделяются на нем. В качестве электролитов, как правило, применяются водные растворы солей, кислот и щелочей.
Осажденные при электролизе металлы отличаются по своим свойствам от литых металлов тем, что кристаллическая решетка их искажена вследствие различных условий кристаллизации. Недостатком восстановления гильз электролитическими покрытиями является небольшая толщина наносимого покрытия, большая продолжительность нанесения покрытия, неравномерность наносимого слоя и недостаточная прочность сцепления покрытия с основой (рабочей поверхностью).
Для устранения этих недостатков применяют гальваномеханическое осаждение покрытий. Отличительной его особенностью является то, что в процессе электролиза покрываемая поверхность подвергается механическому активированию (царапанию) абразивными или алмазными инструментами в виде лент или брусков, которые перемещаются в межэлектродном пространстве [7]. Механическое активирование способствует снижению перенапряжения разряда осаждаемого металла за счет уменьшения концентрационных ограничений, интенсивного удаления с поверхности катода пассивирующей плёнки, гидроокисей и газообразного водорода. Все это позволяет значительно увеличивать рабочие плотности тока при нанесении хрома, никеля, кобальта, меди и существенно повышать скорость их осаждения. Недостатком данного способа является сложность приобретения необходимого оборудования, сравнительно высокая стоимость материалов, используемых при восстановлении.
Кроме перечисленных способов восстановления применяют способ пластического деформирования [1–3]. Способ заключается в нагреве наружной поверхности гильзы в индукторе в течение нескольких секунд до температуры 700…7500С и последующем быстром охлаждении в масле. При этом рабочая часть гильзы сокращается на величину до 0,1 мм, что позволяет дальнейшей механической обработкой восстановить требуемый размер. Нагрев и охлаждение детали ведут в процессе перемещения детали, относительно источников со скоростью не более 3…4 мм/с.
Таким образом, существующие технологии позволяют восстанавливать изношенную рабочую поверхность гильз цилиндров ДВС, однако при выборе способа восстановления работоспособности гильзы необходимо учитывать следующее:
1. Величину износа.
2. Вид износа, его форма и характер повреждений.
3. Первичное состояние гильзы (новая или ремонтная).
4. Тип и материал гильзы.
5. Наличие дефектов других поверхностей гильзы.
6. Стоимость работ по восстановлению.
7. Производительность восстановления и годовую программу ремонта.
На сегодняшний день наибольшее распространение получил способ механической обработки под ремонтный размер, ввиду его простоты, доступности оборудования и стабильности.
Литература:
1. Воловик, Е. Л. Справочник по восстановлению деталей [Текст] / Е. Л. Воловик. — М: Колос, 1991 г.
2. Одинцов, Л. Г. Упрочнение и отделка деталей поверхностным пластическим деформированием [Текст] / Л. Г. Одинцов. — М: Машиностроение, 1997 г.
3. Захаров, Ю. А. Упрочнение деталей автомобилей типа «вал» и «ось» [Текст] / Ю. А. Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2014. — № 20. — С. 141–143.
4. Китаев, Ю. А. Восстановление деталей с последующей ФАБО [Текст] / Ю. А. Китаев, И. А. Спицын, А. Ю. Китаев // Механизация и электрификация сельского хозяйства. — 1995. — № 1 — С.25.
5. Молодык, К. В. Восстановление деталей машин [Текст] / К. В. Молодык, А. С. Зенкин. — М.: Машиностроение, 1993 г.
6. Технология электромеханической обработки материалов [Электронный ресурс]. — Режим доступа: http://www.vstu.ru/razrabotka/tekhnologiya-elektromekhanichesk.html
7. Захаров, Ю. А. Преимущества гальваномеханического осаждения металлов при восстановлении деталей мобильных машин [Текст] / Ю. А. Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2015. — № 1. — С. 66–68.
moluch.ru
| Основные Продукции: | Глинозема Керамические, Обожженного Глинозема, Глинозема Керамический Шарик, Глинозема Шлифовальные Мяч, Шлифование Цилиндра Алюминия |
ru.made-in-china.com
Установка гильзы - процесс, известный, пожалуй, не меньше, чем расточка и хонингование. Некоторые ремонтники настолько набили на этом руку, что готовы гильзовать все блоки подряд. Другие, напротив, боятся подобных способов ремонта и предпочитают в сомнительных случаях менять блок на новый. Кто из них прав, однозначно не ответить: при выборе того или иного способа ремонта часто приходится учитывать не только свои технологические возможности. Экономические вопросы играют здесь тоже не последнюю роль.
Когда без гильзования не обойтись
Блок цилиндров, как известно, деталь номерная. А замена номерного агрегата автомобиля - процедура довольно хлопотная. Времени на нее уйдет немало, да и нервов не меньше. Не секрет, что многие детали иной раз не проходят ОТК. И чем ответственнее и сложнее деталь, тем больше шансов приобрести откровенный брак.
Судите сами: по статистике, собранной в нескольких ремонтных организациях, около 10% новых блоков цилиндров отечественных моторов имеют те или иные дефекты. Сорванные резьбы, отсутствие заглушек, негерметичность масляных каналов и даже микротрещины на поверхности цилиндров - вот их далеко не полный перечень.
Ну и, конечно, цена блока. Но если для отечественных моторов цена блока все-таки не слишком велика, то для иномарок она может быть просто астрономической. А это говорит о том, что в большинстве случаев лучше ремонт, чем покупка нового блока.
Что такое гильзование?
Очевидно, это восстановление поверхности цилиндра с помощью ремонтной втулки (гильзы). Когда нужно восстанавливать поверхность? Например, когда на цилиндре образовались трещины или пробоины при разрушении поршня или обрыве шатуна. Иногда на поверхности цилиндра обнаруживается такой глубокий задир, что он не может быть устранен расточкой - не хватает ремонтного увеличения диаметра поршней. Ну и, конечно, без гильзования не обойтись, если изношенный блок цилиндров когда-то уже был расточен в последний ремонтный размер.
Но не следует рассматривать гильзование, как нечто исключительное, применяемое в крайнем случае. Есть целый ряд моторов, имеющих подобные гильзы и в стандартном заводском исполнении. В основном это дизели, у которых для повышения надежности и ресурса устанавливают тонкостенные «сухие» гильзы из специальных износостойких чугунов. Встречаются гильзы и в бензиновых двигателях с алюминиевыми блоками цилиндров, правда, там они не запрессовываются, а заливаются на стадии изготовления блока.
Но гильзование гильзованию рознь. Успех зависит от целого ряда факторов, в том числе применяемого оборудования, технологии, качества самих гильз и в конечном счете от квалификации специалиста-ремонтника. Поэтому, если есть возможность расточить цилиндр в ремонтный размер, лучше все же этим и ограничиться - чтобы нечаянно не снизить долговечность отремонтированного двигателя.
О гильзах и гильзовании
Если решение о гильзовании принято, вначале надо позаботиться о гильзах. Какие требования к ним предъявляются? Прежде всего их наружная поверхность должна быть достаточно гладкой, лучше всего - шлифованной; конусность и эллипсность - не более 0,02 мм, разностенность - не более 0,1 мм. Размеры гильз необходимо подобрать так, чтобы припуск на последующую расточку под поршень был в пределах 0,3-0,5 мм, а минимальная толщина стенки в окончательном виде (после запрессовки и расточки) оказалось не менее 1,5 мм.
В некоторых случаях, когда, к примеру, в стенке цилиндра имеется трещина или пробоина, толщину стенки можно увеличить до 2,5-3,0 мм.
Очень важен натяг, с которым гильза будет установлена в блок. Обычно чугунные блоки цилиндров гильзуются с натягом 0,05-0,07 мм. Такой натяг выбирается из условия надежной посадки гильзы и приемлемых напряжений в ней и блоке после запрессовки. Для ремонта цельноалюминиевых блоков иностранные фирмы рекомендуют использовать алюминиевые же гильзы.
Кстати сказать, отечественная ремонтная практика показала, что цельноалюминиевые блоки можно гильзовать «чугуном» точно так, как и обычные чугунные. Важно только обеспечить натяг гильзы в блоке ближе к верхнему пределу - алюминиевый сплав блока при нагреве во время работы двигателя расширяется заметно сильнее чугуна гильзы, и гильза в таких условиях не должна потерять натяг.
Особые требования предъявляются к гнезду гильз в блоке. Очевидно, при растачивании гнезда надо обеспечить его перпендикулярность к оси коленчатого вала или, по крайней мере, соосность с поверхностью ремонтируемого цилиндра. Допустимые эллипсность и конусность гнезда не превышают предела, указанного для самой гильзы, - 0,02 мм.
Когда требуется заменить уже установленные «сухие» гильзы, т.е. «перегильзовать» блок, старые гильзы проще всего удалить растачиванием на вертикально-расточном станке - когда толщина стенки старой гильзы станет меньше 0,2-0,3 мм, натяг ослабнет и гильза провернется в блоке «от резца».
Еще одна проблема - как фиксировать гильзу в осевом направлении. Существуют два способа такой фиксации - «с буртом» или «в упор». В первом случае на гильзе сверху делается упорный бурт, а на верхней части гнезда - ответная выточка, препятствующая проваливанию гильзы ниже верхней плоскости блока. Главное преимущество такой схемы - возможность более точно выполнить отверстие гнезда в блоке и даже отхонинговать его, обеспечив высокое качество поверхности.
В схеме «в упор» гильза получается простой и гладкой. Однако сложности начинаются с обработки отверстия в блоке - его необходимо точно растачивать, причем не только по диаметру, но и по длине.
На некоторых дизельных двигателях применяют «заводские» гильзы и без осевой фиксации. Гильза в подобной конструкции удерживается в блоке только за счет сил трения при посадке в блоке с натягом.
Как поставить гильзу
Когда все подготовлено и проверено, можно приступать к установке гильзы. Лучше всего это сделать, обеспечив разность температур деталей. К сожалению, создать разность температур не так просто - необходимы жидкий азот или в крайнем случае углекислый газ для охлаждения гильзы и специальная печь для нагрева блока (нагрев, правда, не должен превышать 150-180°С - иначе блок может покоробиться). Поэтому при небольших натягах (около 0,05 мм) можно устанавливать гильзы «вхолодную», например, с помощью пресса.
Такой способ совершенно не годится для установки алюминиевых гильз в алюминиевый блок из-за «схватывания» и задира поверхностей. Для таких блоков создание разности температур деталей (притом - немалой) просто обязательно.
Что еще надо помнить
Гильзование, как видим, операция непростая. И ошибки здесь тоже встречаются. Известная ситуация: все вроде бы делалось правильно, а получилось плохо, - возможна и здесь. Почему? Просто не учли некоторые мелочи, которые и испортили все дело. Вот только несколько примеров.
В блоке сравнительно нового автомобиля один из цилиндров получил серьезное повреждение (обрыв шатуна), в то время как другие не пострадали и практически не изношены. После гильзования выяснилось, что соседние цилиндры по непонятной причине приобрели вдруг недопустимую эллипсность - около 0,04-0,05мм - и без их ремонта теперь не обойтись. А разгадка-то проста: поставлена слишком толстая гильза с чрезмерно большим натягом.
Иногда у блока по цилиндру проходит трещина, причем с выходом на верхнюю плоскость. В таких случаях иногда приходится предварительно заваривать блок.
www.motornn.ru









