





содержание .. 20 21 22 ..
РАЗБОРКА И СБОРКА СТАРТЕРА ДВИГАТЕЛЕЙ ЯМЗ-7511.10, ЯМЗ-7512.10, ЯМЗ-7513.10, ЯМЗ-7601.10
Отвернуть гайки крепления на крышке коллектора.
Отвернуть гайки с выводных болтов и снять шину.
Отвернуть и вынуть две стяжные шпильки.
Снять крышку со стороны коллектора.
Отвернуть винты крепления щеточных канатиков и, приподняв щеточные пружины, вынуть щетки из щеткодержателей.
Снять траверсу.
Отвернуть винты крепления кожуха, отсоединить реле от корпуса и снять его вместе с кожухом.
Снять корпус вместе с катушками возбуждения.
Отвернуть шесть винтов и снять крышку привода. 10 Вынуть якорь из корпуса привода.
Вынуть привод из корпуса.
Отвернуть винты крепления оси рычага и вынуть ось из посадочных отверстий корпуса и рычага.
Вынуть рычаг.
Отвернуть винты крепления шайбы и снять шайбу. 15 Вынуть сальник из корпуса привода.
Сборку стартера проводить в порядке, обратном разборке. Перед сборкой смазать шлицы и шейки вала якоря, шайбу между железом якоря и корпусом привода, упорную шайбу смазкой Литол-24 (ГОСТ 21150–87). Вынуть фильцы, при необходимости заменить их и перед закладкой пропитать моторным маслом, применяемым для смазки двигателя.
При необходимости заменить при сборке замковые шайбы, уплотнительные кольца, уплотнительные шайбы и прокладки.
РЕГУЛИРОВКА РЕЛЕ СТАРТЕРА ДВИГАТЕЛЕЙ ЯМЗ-7511.10, ЯМЗ-7512.10, ЯМЗ-7513.10, ЯМЗ-7601.10
Плюсовую клемму аккумуляторной батареи соединить с выводным болтом 3 (рис. 71), минусовую клемму–с «массой» стартера. Включатель стартера соединить с клеммой 6 реле стартера. Для контроля замыкания реле подсоединить 24 В лампочку 4.
Поставить прокладку 2 (рис. 72) толщиной 23 мм на вал якоря между шестерней 1 и упорной шайбой 3. Контакты реле при этом должны быть разомкнуты и лампочка не гореть. Снять прокладку и отрегулировать зазор между втулкой привода и упорной шайбой при включенном реле до 1+1,5 мм.
Зазор регулировать при включенном реле путем поворачиваиия оси рычага с диском 4; при этом выемка «А» на диске должна быть ниже его горизонтальной оси «Б». Контакты реле должны быть замкнуты, и лампочка 4 (рис. 71) гореть.

Рис. 71. Схема проверки замыкания контактов реле:
1–электродвигатель стартера; 2–клемма подключения перемычки стартера к реле; 3–выводной болт подключения аккумуляторной батареи к реле; 4–контрольная лампочка; 5–выключатель; 6– клемма подключения провода от выключателя к обмоткам реле.

Рис. 72. Проверка замыкания контактов реле стартера:
1–шестерня стартера; 2–прокладка; 3–упорная шайба; 4–диск оси рычага.
УСТАНОВКА СТАРТЕРА НА ДВИГАТЕЛЬ
Установить стартер до упора его фланца в картер маховика так, чтобы направляющий штифт на блоке цилиндров вошел в паз стартера.
Закрепить стартер скобой и затянуть болт крепления скобы моментом 70–90 Н·м (7–9 кгс·м). Для обеспечения установки скобы можно снять соединительную шину.
Для стартеров с фланцевым креплением затяжку трех болтов М12 производить моментом 98,06…122,58 (10…12,5 кгс·м).
ОБСЛУЖИВАНИЕ ЭЛЕКТРОФАКЕЛЬНОГО УСТРОЙСТВА
Техническое обслуживание ЭФУ проводить при подготовке двигателя к зимней эксплуатации в связи с переводом двигателя с летних сортов топлива на зимние, а также с необходимостью проверки технических параметров основных изделий ЭФУ: факельной штифтовой свечи и электромагнитного клапана.
ЭФУ снять с двигателя.
Параметры для проверки факельной штифтовой свечи:
При номинальном напряжении 19 В, ток через минуту после включения должен быть 11,0-11,8 А.
Пропускная способность жиклера свечи должна быть 440 см3/мин при давлении подаваемого воздуха 145 кПа (1,5 кгс/см2) и температуре 20º±5ºС.
Параметры для проверки электромагнитного клапана:
При номинальном напряжении 24 В потребляемая мощность не более 48 Вт;
Напряжение срабатывания (открытия) клапана 9-15 В;
Напряжение отпускания (закрытия) клапана не более
6 В;
Ток, потребляемый обмоткой электромагнита, при напряжении срабатывания 12В и температуре окружающего воздуха 20ºС должен быть 0,8-1,1 А;
Пропускная способность клапана не менее 3,5 л/час. Клапан должен быть герметичным при давлении воздуха 150 кПа (1,5 кгс/см2).
Топливные трубки в системе продуть сжатым воздухом под давлением 97 кПа (1 кгс/см2).В обоих направлениях воздух должен проходить свободно. Кроме того трубки проверить на герметичность воздухом под давлением 485 кПа (5 кгс/см2). Внутренняя полость трубок должна быть чистой.

Рис. 73. Факельная штифтовая свеча:
1 накальный штифт; 2 корпус свечи в сборе; 3 контргайка; 4 фильтр; 5 дозирующая вставка.
Если при проверке изделия укладываются в требования ТУ, то они должны быть вновь установлены на двигатель. При наличии отклонений по электрическому сопротивлению свечи произвести ее замену.
В случае уменьшения пропускной способности свечи вывернуть фильтр 4 (рис. 73), вынуть дозирующую вставку 5, промыть их в неэтилированном бензине или этиловом спирте и продуть сжатым воздухом. Затем установить и вновь проверить пропускную способность свечи.
Установить изделия ЭФУ на двигатель. При установке подключение топливопровода от ТНВД к электромагнитному клапану производить с учетом направления стрелки, выбитой на корпусе клапана.
Факельную штифтовую свечу при установке законтрить контргайкой. Тщательно закрепить электромагнитный клапан
и надежно подтянуть соединения топливопроводов. Проверить и при необходимости затянуть все соединения электропитания ЭФУ, проверить надежность штекерных соединений.
После установки ЭФУ на автомобиль прокачать топливную систему ЭФУ и проверить ее герметичность, для чего при работающем двигателе нажать кнопку включения ЭФУ и удерживать ее в течение 30 секунд после загорания контрольной лампочки. Подтекание топлива в соединениях системы не допускается.
Проверить исправность электросхемы ЭФУ.
Проверка исправности электрической цепи включает в себя проверку предварительного разогрева свечей, нагрева свечи через сопротивление при сопровождении работы двигателя работой ЭФУ. Предварительный нагрев свечей оценивать по силе тока, потребляемого свечей, и по величине напряжения, подводимого к свечи. Сила тока, потребляемая свечей, составляет около 23 А, напряжение около 19 В.
Убедиться в автоматическом отключении генераторной установки во время работы ЭФУ. Если ток, потребляемый свечей, и напряжение, подводимое к свече, имеют те же значения, что и в период предварительного нагрева, значит автоматическое отключение генераторной установки работает исправно.
ВНИМАНИЕ! ПРИ ВОЗНИКНОВЕНИИ НЕОБХОДИМОСТИ ЗАМЕНЫ ОДНОЙ СВЕЧИ ЗАМЕНЯТЬ ОБЕ ОДНОВРЕМЕННО.
содержание .. 20 21 22 ..
zinref.ru
содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
ПРИЛОЖЕНИЕ 3
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ ЯМЗ-7511.10, ЯМЗ-7512.10, ЯМЗ-7513.10, ЯМЗ-7601.10

Резьбовое соединение Момент затяжки Н·м (кгс·м)
Болты крепления крышек коренных подшипников:
вертикальные 430–470 (43–47)
горизонтальные 100–120 (10–12) Болт крепления ступицы коленчатого вала 431–490 (44–50) Болты крепления крышек шатунов 200–220 (20–22)
Болты крепления картера маховика 100–125 (10–12,5)
Болты крепления маховика:
с пластинами стоп. под два болта 200–220 (20–22)
с пластиной под все болты 235–255 (24–26)
Болты крепления кронштейна передней опоры
двигателя 90–110 (9–11)
Боты крепления верхней крышки блока
цилиндров 25–32 (2,5–3,2)
Гайки шпилек крепления головки цилиндров 240–260 (24–26)
Гайки крепления осей коромысел 120–150 (12–15)
Болт скобы крепления стартера 70–90 (7–9)
Болты крепления кронштейнов стартера 45–62 (4,5–6,2) Болты стартера с фланцевым креплением М12 98,1–122,6 (10–12,5) Гайки скоб крепления форсунок 50–62 (5–6,2)
Гайка крепления муфты опережения впрыска 130–150 (13–15) Штуцеры топливного насоса высокого давления 100–120 (10–12) Гайки распылителей форсунок 60–80 (6–8)
Штуцер форсунки 8–10 (8–10)
Гайка крепл. шестерни распределительного вала 270–300 (27–30)
Гайка крепления ведомой шестерни привода
топливною насоса 140–180 (14–18)
Резьбовые соединения муфты привода топливного насоса высокого давления
болты крепления пластин к ведомой
полумуфте 32–40 (3,2–4)
остальныс 44–60 (4,4–6,0)
Резьбовое соединение Момент затяжки Н·м (кгс·м)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства
привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого
давления 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления
М10 20–25 (2–2,5)
М14 40–50 (4–5)
М16 48–50 (4,8–6)
Болты крепления картера сцепления к картеру коробки передач
Болты крепления картера сцепления к картеру
137–157 (14–16)*
216–245 (22–25)**
маховика М12 98–108 (10–11)
Болты крепления проставки к картеру
основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке
предварительная затяжка 20–30 (2–3)
окончательная затяжка 79–98 (8–10)
Болты крепления верхней крышки картера основной коробки
35–49 (3,6–5)*
49–54 (5,0–5,5)**
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего

диапазона к проставке 49–55 (5–5,6) Болт крепления фланца выходного вала 431–490 (44–50) Примечание:
содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
zinref.ru
________________________________________________________________
________________________________________________________________
Разборка поршневой группы ЯМЗ-7511
С помощью щипцов сжать упорные кольца поршневого пальца и вынуть их.

С помощью щипцов снять поршневые кольца. Для этого губки приспособления ввести в замок кольца, сжимая рукоятки приспособления, развести замок кольца до упора в обойму приспособления и снять приспособление с поршня вместе с кольцами.
Обойма приспособления должна ограничивать расширение кольца до диаметра 142,5 мм.
С помощью оправки удалить поршневой палец.
После разборки очистить от нагара и промыть поршневые кольца, прочистить отверстия для отвода масла.
Детали подвергнуть тщательному наружному осмотру, а при необходимости – обмеру.
Сборка поршневой группы ЯМЗ-7511
Установить с одной стороны поршня стопорное кольцо поршневого пальца с помощью щипцов для установки упорных колец и с помощью щипцов для установки поршневых колец надеть последовательно поршневые кольца на поршень.
Выдержать поршень с кольцами в масляной ванне в течение 10 минут при температуре масла 80-100С.
Вынуть из ванны поршень, установить шатун в поршень так, чтобы ось верхней головки шатуна составила с осью отверстия под палец поршня и вставить поршневой палец.
Установить второе стопорное кольцо с помощью щипцов для установки стопорных колец.Запрессовка кольца не допускается.
Установка гильз цилиндров ЯМЗ-7511/7514
Установить уплотнительные (236-100224-А – верхнее; 236-1002023 – нижнее) и антикавитационные кольца в канавки гильзы цилиндра. Перед установкой кольца выдержать 5-10 мин. в моторном масле, имеющем температуру 60 С.
Установить на гильзу уплотнительное кольцо (150-155-25-2-5 ГОСТ 9833-73) в верхнюю канавку у бурта гильзы. Протереть бурты гильз цилиндров. С помощью и приспособления запрессовать гильзу в блок цилиндров.
Установка шатунно-поршневой группы в гильзы
Провернуть коленчатый вал первой шатунной шейкой в верхнее положение.
Смазать внутреннюю поверхность гильз цилиндров и шатунные шейки коленчатого вала маслом моторным М10В2 ГОСТ 8581-78.
Поверхность гильз должна быть полностью покрыта пленкой масла, масло должно быть без механических примесей.
Для того, чтобы установить в гильзу цилиндра поршень в сборе с поршневыми кольцами и шатуном, предварительно сжать кольца, утопив их в канавки поршня.
Для сжатия колец применять оправку с конической внутренней поверхностью и буртиком, позволяющим правильно сцентрировать оправку на гильзе цилиндра. Установив поршень в оправку, осадить его в гильзу цилиндра.
При сборке поршня с шатуном и установке их на двигатель ЯМЗ-7511/7514 выполнять следующие требования:
- Поршень и гильза должны быть одинаковых размерных групп.
- Компрессионные кольца устанавливать клеймом «верх» к днищу поршня.
- Замки соседних поршневых колец развести в противоположные стороны в плоскость поршневого пальца.
- Установить поршень так, чтобы смещенная камера сгорания в поршне была направлена внутрь двигателя, в сторону топливного насоса.
- На двигателях ЯМЗ-7514 с индивидуальными головками цилиндров применяются поршни с центральной камерой сгорания. Устанавливать поршень в гильзу так, чтобы стрелка на поршне была направлена в развал двигателя, в сторону топливного насоса.
- При этом выточки на днище поршня под клапаны будут смещены относительно центра цилиндра в сторону выхлопных коллекторов.
- Клейма спаренности на шатуне и крышке должны быть одинаковыми.
- Грязь, заусеницы и забоины на шлицах шатуна и крышки не допускаются.
- Резьбу и опорные торцы головок болтов, крепления крышек шатунов, смазать моторным маслом и затянуть в два приема, начиная с длинного болта, сначала моментом 100 Нм (10 кг/см), окончательно моментом 200-220 Нм (20-22 кг/см).
avtodisel.ru
ПОРЯДОК РАЗБОРКИ ДВИГАТЕЛЯ
1. Установить двигатель кран-балкой Q=2000 кгс, с помощью подвески (рис. 60), на подставку (рис. 61) так, чтобы не повредить масляный поддон.
2. Снять КП и сцепление (См. раздел Коробка передач и сцепление).
3. Отвернуть болт крепления скобы отогнуть скобу, снять стартер с установочного штифта (S=19). Отвернуть болты крепления кронштейнов, снять кронштейн верхний и кронштейн нижний.
4. Отвернуть болты наконечника трубки подвода масла к турбокомпрессору отвернуть болты кляммера и снять трубку (S=12, 19).
5. Отвернуть болты из отверстий наконечника трубки подвода масла к корректору по наддуву и снять трубку (S=14).
6. Отвернуть болты крепления крыльчатки вентилятора и снять ее (S=14).
7. Отвернуть болты крепления кожуха вентилятора и снять его (S=12).
8. Отвернуть болты крепления кронштейнов, крепящих кожух, к двигателю и снять их (S=12).
9. Отвернуть гайки и отсоединить провода генератора. Ослабить ремень привода генератора и снять его. Отвернуть болты крепления генератора и снять его с кронштейна. (S=12, 13, 14, 17, 19).
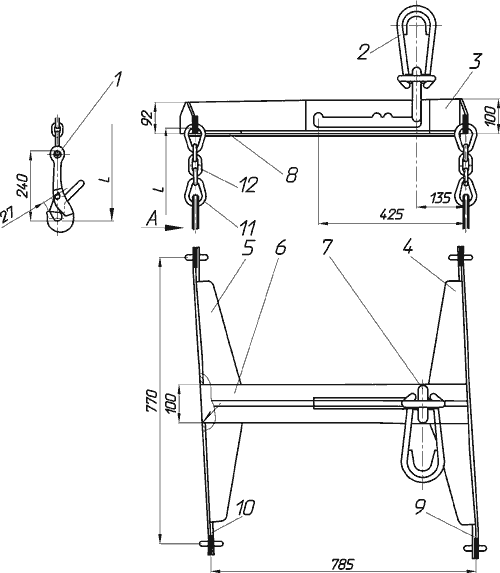
Рис. 60 – Подвеска для двигателя 1–крюк с запором; 2–перевеска; 3–траверса; 4–коромысло правое; 5–коромысло левое; 6–пластина; 7–кольцо; 8–прокладка; 9–накладка; 10–накладка; 11–звено; 12–цепь сварная; 13–цепь сварная.
 Рис. 61 – Подставка для двигателя
1–планка; 2–косынка; 3–связь верхняя; 4–косынка; 5–связь боковая; 6–связь нижняя; 7–планка; 8–связь; 9–связь поперечная; 10–планка; 11–косынка.
Рис. 61 – Подставка для двигателя
1–планка; 2–косынка; 3–связь верхняя; 4–косынка; 5–связь боковая; 6–связь нижняя; 7–планка; 8–связь; 9–связь поперечная; 10–планка; 11–косынка.
10. Ослабить болт натяжного устройства, снять ремень со шкива компрессора пневмотормозов, отвернуть болты и снять компрессор пневмотормозов (S=19).
11. Отвернуть болт и снять кляммер (S=14). Отвернуть болты и отсоединить трубку в сборе от электромагнитного клапана. Отвернуть болты, отсоединить провода и снять клапан электромагнитный с привода вентилятора.
12. Отвернуть болты и гайки и снять привод вентилятора (S=11, 17) с прокладкой крышки шестерен распределения.
13. Отвернуть болты, снять четыре боковые заглушки с правой и левой стороны блока цилиндров (S=12).
14. Установить двигатель с помощью подвески (рис. 60) кран-балкой Q=2000кгс на стенд переборочный (рис. 62) и закрепить с помощью четырех фиксаторов, вводимых в отверстия водяных каналов.
15. Извлечь указатель уровня масла.
16. Ослабить винты стяжных хомутиков, отвернуть болты и снять перепускную и соединительную трубки водяных термостатов (S=10).
17. Отвернуть болты и снять кронштейны, ослабить винты стяжных хомутов и снять трубу охладителя надувочного воздуха (трубу соединительную) (S=14).
18. Отвернуть болты и снять патрубок соединительный впускных трубопроводов (S=14).
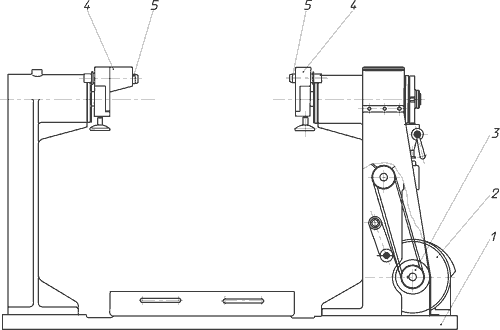 Рис. 62 – Стенд для переборки двигателя
1–плита; 2–электродвигатель; 3–шкив; 4–ползун; 5–фиксатор.
Рис. 62 – Стенд для переборки двигателя
1–плита; 2–электродвигатель; 3–шкив; 4–ползун; 5–фиксатор.
19. Ослабить стяжные хомуты, отвернуть болты и гайки, и снять патрубки подводящий и отводящий с блока цилиндров (S=17). Отвернуть гайки, снять шайбы и патрубок подводящий с крышки теплообменника. Отвернуть болт и гайки и снять патрубок отводящий переходный с крышки теплообменника. Отвернуть болты, снять шайбы и жидкостно-масляный теплообменник (S=14, 17). Отвернуть хомуты и снять рукава соединительные (S=17).
20. Отвернуть болты и снять крышки головок цилиндров (S=12).
21. Снять скобы крепления топливных трубок высокого давления, отвернуть гайки фланцев, отвернуть накидные гайки крепления трубок от ТНВД и форсунок, отсоединить и снять трубки (S=13, 19).
23. Отвернуть болты и снять трубку отводящую от насоса топливоподкачивающего к фильтру тонкой очистки (S=19).
24. Отвернуть болты и снять трубку отводящую от ТНВД к фильтру тонкой очистки топлива (S=19).
25. Отвернуть болты, отсоединить и снять дренажные трубки форсунок и трубку отводящую от головок (S=14).
26. Отвернуть болты, отсоединить и снять трубку подводящую к головке ТНВД (S=14).
27. Отвернуть болты, отсоединить и снять трубку отводящую от головок цилиндров к топливному баку (S=14).
28. Ослабить винты стяжных хомутов, отсоединить рукава. Отвернуть болты и снять водяные трубы (S=12).
29. Отвернуть болты и снять термостаты из передних водяных труб (S=12). Вывернуть из водяных труб кран ПС70, пробки (S=8).
30. Отвернуть болты, снять сильфоны и разделить коллекторы и трубы (S=14). Отвернуть болты и снять коллекторы и трубы с головок цилиндров (S= 17).
31. Отвернуть гайку крепления скоб форсунок и снять форсунки (S=17).
32. Отвернуть гайки крепления осей коромысел, снять коромысла с осями в сборе и вынуть штанги (S=24, 19).
33. Отвернуть гайки крепления головок цилиндров и снять головки цилиндров (S=24). При отворачивании гаек необходимо соблюдать следующий порядок (рис. 63). Отворачивать гайки необходимо за три приема:

Рис. 63 – Порядок отворачивания гаек головок блока
34. Снять осторожно прокладки головок цилиндров, предохраняя их от повреждения.
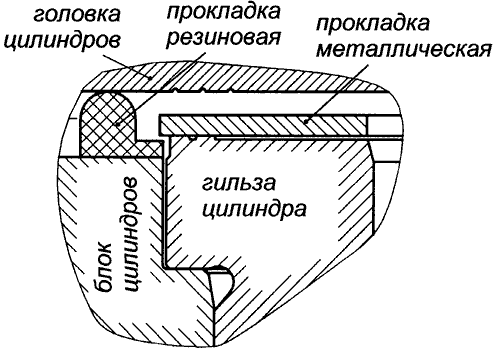
Рис. 64 – Схема расположения деталей в месте уплотнения газового стыка
35. В головку запрессован чугунный стакан форсунки. Стакан в верхней части уплотнен резиновым кольцом. Привалочная к блоку цилиндров поверхность в зоне уплотнения гильз имеет три кольцевые проточки. Уплотнение стыка головки цилиндров, блока и гильзы (рис. 64) осуществляется прокладкой состоящей из металлической прокладки, осуществляющий газовый стык, и резиновой прокладки, уплотняющей отверстия прохода штанг, масла и охлаждающей жидкости. Металлическая и резиновая прокладка устанавливаются на штифты блока. Снять головку цилиндра с двигателя и осмотреть ее состояние.
36. Разобрать головку цилиндров и, при необходимости, провести притирку клапанов. Перед разборкой головок цилиндров очистить их от масла и нагара и пометить порядковые номера клапанов на торцах тарелок для того, чтобы при сборке установить их на свои места. Для рассухаривания клапанов необходимо головку цилиндров без форсунок, коромысел, осей коромысел и шпилек крепления осей коромысел установить привалочной поверхностью на плиту так, чтобы обеспечить упор для клапанов. Рассухаривание выполнять с помощью приспособления, изображенного на рис. 65. Для этой цели ввернуть упорный болт 1 приспособления в отверстие под шпильку крепления оси коромысла, нажимную тарелку 2 приспособления установить на тарелку пружин соответствующего клапана и, нажимая на рукоятку 3 рычага приспособления, отжать пружины клапана, вынуть сухари и снять все детали клапанного узла. Таким же путем последовательно рассухарить все остальные клапаны и снять пружины клапанов и сопряженные с ними детали. Повернуть головку цилиндров и вынуть клапаны из направляющих втулок. Клапаны и седла тщательно очистить от грязи, нагара и масляных отложений, промыть в керосине или специальном моющем растворе, высушить и осмотреть для определения степени ремонта. Восстановить герметичность клапана притиркой возможно только при наличии незначительных износов и мелких раковин на рабочей фаске и лишь в том случае, если тарелка и стержень не покороблены и нет местных прогаров на фасках клапана и седла.
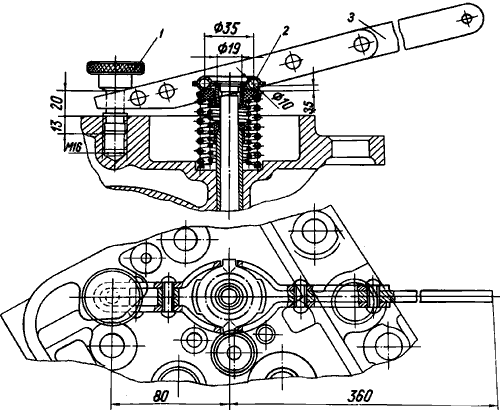
Рисунок 65 – Приспособление для снятия и установки клапанов газораспределения 1–упорный болт; 2–нажимная тарелка; 3–рукоятка.
При наличии таких дефектов притирке должны предшествовать шлифовка седел и клапанов или замена неисправных деталей новыми. Для притирки клапанов использовать специальную притирочную пасту, приготовленную путем тщательного перемешивания трех частей (по объему) микропорошка зеленого карбида кремния с двумя частями моторного масла и одной частью дизельного топлива. Перед употреблением притирочную смесь тщательно перемешать, так как при отсутствии механического перемешивания микропорошок способен осаждаться. Установить головку цилиндров на плиту или специальное приспособление привалочной поверхностью кверху. Нанести на фаску клапана тонкий равномерный слой притирочной пасты, смазать стержень клапана чистым моторным маслом и установить его в головку цилиндров. Допускается наносить пасту на фаску седла. Притирку выполнять возвратно-вращательными движениями клапанов при помощи специального приспособления или дрели с присосом. Нажимая на клапан с усилием 20-30Н (2-3 кгс), повернуть его на 1/3 оборота в одном направлении, затем, ослабив усилие, на 1/4 оборота в обратном направлении. Нельзя выполнять притирку круговыми движениями. Периодически поднимая клапан и добавляя на фаску пасту, продолжать притирку, как указано выше, до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной «А» не менее 1,5 мм (рис. 66). Разрывы матового пояска и наличие на нем поперечных рисок не допускается. При правильной притирке матовый поясок «А» на фаске клапана седле должен начинаться у большего основания конуса, как показано на рис. 66а.
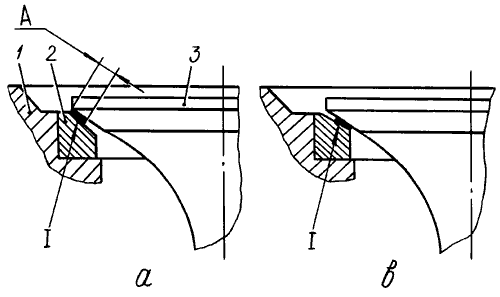
Рис. 66 – Расположение матового пояска на фаске клапана а – правильное; в – неправильное; 1–головка цилиндров; 2–седло; 3–клапан.
После окончания притирки клапаны и головку цилиндров тщательно промыть керосином или специальным моющим раствором и высушить.ВНИМАНИЕ! НАЛИЧИЕ ДАЖЕ НЕЗНАЧИТЕЛЬНЫХ ОСТАТКОВ ПРИТИРОЧНОЙ ПАСТЫ НА КЛАПАНЕ ИЛИ ГОЛОВКЕ ЦИЛИНДРОВ МОГУТ ПРИВЕСТИ К НАТИРУ И УСКОРЕННОМУ ИЗНОСУ ГИЛЬЗ ЦИЛИНДРОВ И ПОРШНЕВЫХ КОЛЕЦ.
37. Повернуть двигатель на стенде картером маховика вниз, отвернуть болты крепления масляного поддона и снять поддон (S=12).
38. При необходимости, снять прокладку картера.
39. Отвернуть болты крепления соединительной трубы и снять ее (S=19). Отвернуть болты фланцев крепления трубы отводящей и клапана дифференциального, снять их и положить на стол для дефектовки (S=12). Отвернуть болты крепления трубы всасывающей с чашкой заборника в сборе (S=12), снять и положить трубу на стол для дефектовки.
40. Отвернуть болты крепления масляного насоса (S=14) и снять прокладки регулировочные, масляный насос положить на стол для дефектовки.
41. Отвернуть сливную пробку масляного картера (S=32).
42. Отвернуть гайки накидные трубы перепускной (S=22) и снять ее. Вывернуть угольники из труб левый и правый. (S=14). Отвернуть болты и снять форсунки охлаждения поршней (S=12). Вывернуть пробку из правой трубы (S=12). Отвернуть болты, упорные боковые втулки и выпрессовать левые и правые трубы (S=14, 22).
43. Вывернуть болты крепления крышек шатунов, снять крышки шатунов, вынуть поршни в сборе с шатунами. Крышки шатунов поставить на соответствующие шатуны, руководствуясь метками, нанесенными заводом изготовителем на шатунах и крышках, и привернуть болтами (S=24). Для более легкого извлечения поршня очистить нагар с верхнего пояса гильзы.
44. Повернуть двигатель на стенде в рабочее положение отвернуть болты и снять фильтр тонкой очистки топлива (S=14).
45. Отвернуть болт и отсоединить трубку топливную от ТНВД к клапану электромагнитному электро-факельного устройства (S=14).
46. Отсоединить кляммер, отвернуть болты и отсоединить трубку подвода масла к корректору по наддуву от турбокомпрессора (S=10, 14, 19).
47. Отвернуть болты и отсоединить трубку отвода масла от ТНВД к блоку цилиндров.
48. Отвернуть болты фланца полумуфты, отвернуть болты крепления ТНВД к блоку цилиндров и снять ТНВД в сборе с регулятором частоты вращения, топливоподкачивающим насосом и демпферной муфтой с помощью подвески (рисунок 67) и поставить на стол для дефектовки (S=14, 19).
49. Отвернуть болты и отсоединить от ТНВД фланец полумуфты с пластинами в сборе (S=19).
50. Отвернуть болты и снять маслоочиститель центробежный (S=14).
51. Отвернуть болты и снять фильтр масляный (S=14).
52. Отвернуть болты и снять с крышки головки цилиндра, сапун с патрубком в сборе(S=14).
 Рисунок 67 – Подвеска для ТНВД
1–прихват; 2–поперечина; 3–пластина; 4–косынка; 5–рычаг; 6–болт специальный; 7–ось; 8–звено переходное; 9–звено навесное; 11–гайка М10; 12–шайба 10; 13–шплинт 2,5
Рисунок 67 – Подвеска для ТНВД
1–прихват; 2–поперечина; 3–пластина; 4–косынка; 5–рычаг; 6–болт специальный; 7–ось; 8–звено переходное; 9–звено навесное; 11–гайка М10; 12–шайба 10; 13–шплинт 2,5
53. Вывернуть болты крепления маховика (S=24), снять пластину и снять маховик. Для снятия маховика рекомендуется использовать два воротка, которые вворачиваются до упора в специальные отверстия с резьбой М12×1,75. Во избежание перекоса маховика воротки необходимо вворачивать одновременно (рис. 68). С помощью подвески для маховика (рис. 69) установить маховик на стол для дефектовки.

Рис. 68 – Снятие маховика с коленчатого вала 1–воротки; 2–маховик.
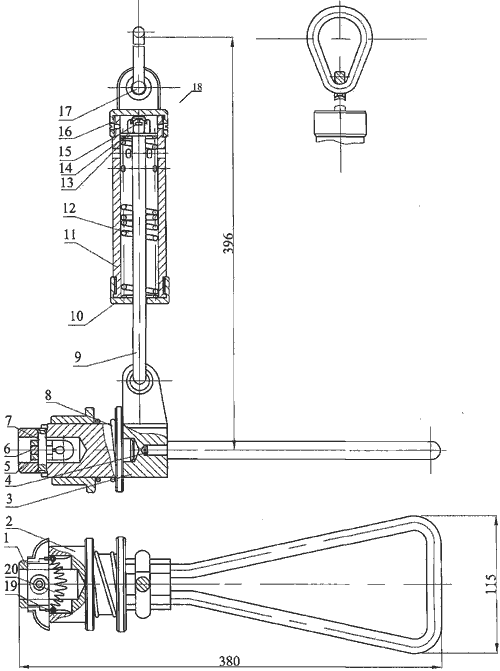
Рис. 69 – Подвеска для маховика 1–ось; 2–втулка; 3–кронштейн; 4–рукоятка; 5–сухарь; 6–сухарь; 7–ось; 8–пружина; 9–тяга; 10–крышка нижняя; 11–стакан; 12–пружина; 13–шайба; 14–гайка; 15–шплинт; 16–крышка верхняя; 17–звено; 18–столар; 19–ушко; 20–пружина.
 Рис. 70 – Подвеска для картера маховика
1–стакан; 2–крышка; 3–шайба упорная; 4–тяга; 5–палец; 6–вилка; 7–полоса 8х25х470; 8–рычаг; 9–заглушка; 10–втулка; 11–ось; 12–гайка; 13–шайба; 14–звено – 0,4, 15–гайка М10-005; 16–пружина; 17–штифт.
Рис. 70 – Подвеска для картера маховика
1–стакан; 2–крышка; 3–шайба упорная; 4–тяга; 5–палец; 6–вилка; 7–полоса 8х25х470; 8–рычаг; 9–заглушка; 10–втулка; 11–ось; 12–гайка; 13–шайба; 14–звено – 0,4, 15–гайка М10-005; 16–пружина; 17–штифт.
54. Отогнуть пластины стопорных шайб, отвернуть болты крепления обода зубчатого и снять его с маховика (S=14).
55. Отвернуть болты и снять турбокомпрессор с патрубка–кронштейна (S=14).
56. Отвернуть болты и снять патрубок–кронштейн с блока цилиндров (S=14).
57. Отвернуть болты крепления картера маховика и с помощью подвески для картера маховика (рисунок 70), снять картер маховика и установить на стол для дефектовки (S=17).
58. Ослабить болты рычага натяжного устройства водяного насоса и снять ремень зубчатый (S=17).
59. Отвернуть болты крепления шкива (рис. 71 поз. 1) и с помощью съемника (рис. 72) снять шкив со ступицы.
60. Отвернуть болт крепления ступицы (рис. 71 поз. 8) коленчатого вала. Вместо него ввернуть съемник (рис. 73) и снять ступицу 7 (рис. 71) с гасителем крутильных колебаний 6 (рис. 71) с конического конца коленчатого вала (S=36). Отвернуть болты 5 (рис. 71), снять шайбы 6 (рис. 71) и разъединить гаситель крутильных колебаний, ступицу гасителя и шкив коленчатого вала (S=14). С гасителем крутильных колебаний необходимо обращаться осторожно, не ронять. Установить гаситель крутильных колебаний на специальную подставку, предотвращающую гаситель от механических повреждений. Хранить гаситель крутильных колебаний допускается только в вертикальном положении.
61. Отвернуть гайки шпилек крепления водяного насоса и снять водяной насос с блока цилиндров (S=17).
62. Отвернуть болты крепления кронштейна передней опоры двигателя и снять ее (S=19).
63. Отвернуть болты крепления и снять натяжное устройство ремня привода водяного насоса. (S=14).
64. Отвернуть гайки шпилек крепления верхней крышки распределительных шестерен и снять крышку (S=14, 19).
65. Вывернуть болты крепления крышки распределительных шестерен и снять крышку (S=14, 19).
66. Повернуть двигатель на стенде картерной частью вверх, вывернуть болты крепления крышек коренных подшипников и снять крышки (S=30).

Рис. 71 – Ступица со шкивом и гасителем 1– болт; 2 – шайба; 3 – шкив; 4 – шайба; 5 – болт; 6 – гаситель; 7 – ступица; 8 – болт.

Рис. 72 – Съемник шкива с коленчатого вала 1–вороток съемника; 2–винт съемника; 3–траверса съемника; 4–болт съемника; 5–шплинт.
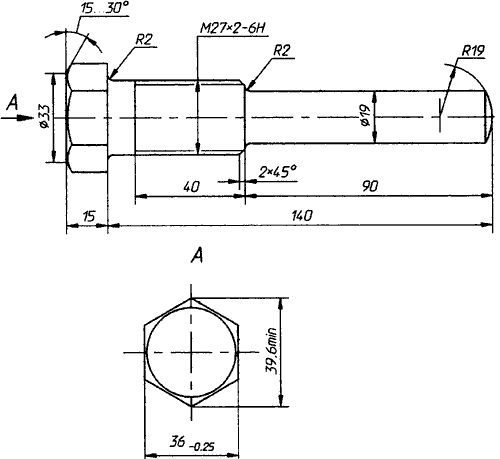
Материал - Сталь 40Х ГОСТ 4543-71, Закалить, отпустить 34-39 HRCэРис. 73 – Съемник ступицы шкива коленчатого вала
67. Вынуть коленчатый вал из блока цилиндров, пользуясь специальной подвеской (рис. 74) и поставить на подставку. Шейки коленчатого вала предохранять от повреждений. Вынуть вкладыши и упорные полукольца из опор и крышек коренных подшипников. Поставить крышки коренных подшипников на свои места, руководствуясь метками, и привернуть болтами.
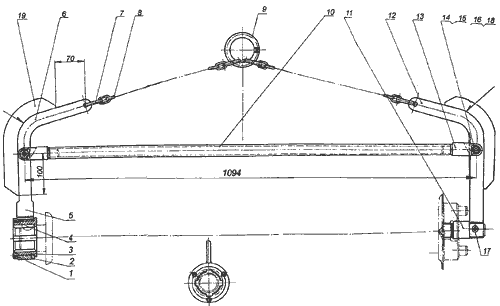
Рис. 74 – Подвеска для снятия коленчатого вала 1–винт М10× ×1,5; 2–втулка; 3–втулка; 4–кольцо; 5–рычаг левый; 6–рычаг левый в сборе; 7–кольцо соединительное; 8–цепь; 9–кольцо; 10–труба; 11–наконечник; 12–рычаг правый; 13– наконечник; 14–ось; 15–шайба; 16–шплинт; 17–штифт; 18–гайка; 19–накладка.
68. Отвернуть болты упорного фланца газораспределительного вала и вынуть газораспределительный вал в сборе с шестернями и положить на стол для дефектовки (S=12).
69. Отогнуть шайбу замковую, отвернуть гайку крепления шестерен на распределительном вале (S=46), вынуть шпонку и снять шестерню распределительного вала в сборе и положить на стол для дефектовки. Отвернуть болты и разъединить шестерни распределительного вала.
70. Выпрессовать, начиная с задней оси, толкателя и втулки толкателей.
71. Повернуть двигатель на стенде картерной частью вниз, вывернуть болты крепления упорного фланца ведомой шестерни привода ТНВД (S=14) и извлечь шестерню ведомую с полумуфтой ведущей и осью ведомой шестерни с подшипниками и манжетой в сборе.
72. Извлечь из блока цилиндров все гильзы. Извлечение гильзы из блока цилиндров производится с помощью съемника, изображенного на рис. 75. Для извлечения гильзы ввести съемник во внутреннюю полость гильзы, зацепить качалку за нижний торец гильзы, упереться опорой за отверстие в блоке цилиндров и, направив на рукоятку, извлечь гильзу. После разборки двигателя провести подразборку узлов, тщательно очистить все сопрягаемые поверхности от остатков прокладок и грязи тщательно промыть детали.
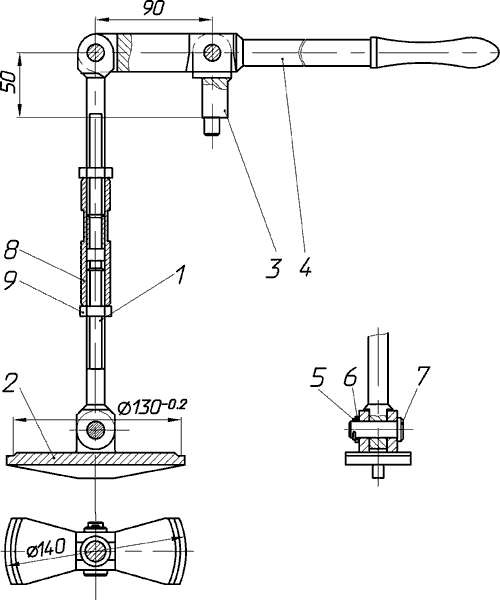 Рис. 75 – Съемник гильзы
1–тяга; 2–качалка; 3–опора; 4–рычаг; 5–шплинт; 6–шайба; 7–ось; 8–муфта; 9–гайка.
Рис. 75 – Съемник гильзы
1–тяга; 2–качалка; 3–опора; 4–рычаг; 5–шплинт; 6–шайба; 7–ось; 8–муфта; 9–гайка.
vajnovsem.ru
 ЯМЗ-7511.10; ЯМЗ-7512.10; ЯМЗ-7513.10; ЯМЗ-7514.10; ЯМЗ-7601.10. Инструкция по эксплуатации и ремонту силовых агрегатов
ЯМЗ-7511.10; ЯМЗ-7512.10; ЯМЗ-7513.10; ЯМЗ-7514.10; ЯМЗ-7601.10. Инструкция по эксплуатации и ремонту силовых агрегатов
ПЕРЕБОРКА ДВИГАТЕЛЯ
1. Перечень деталей подлежащих осмотру при переборке, устанавливается главным специалистом по согласованию с представителем заказчика, исходя из требований обеспечения высокого качества выпускаемой продукции. 2 Требования к внешнему виду основных деталей:
| а) вкладыши шатунных и коренных подшипников | Допускаются отдельные кольцевые риски, количество и характер рисок согласно утверждённому образцу-эталону. Допускаются засветления в виде пятен согласно утверждённому образцу-эталону. Не допускаются задиры, грубые риски и забоины. | |
| б) полукольца упорного подшипника коленчатого вала | Допускаются отдельные кольцевые риски согласно утверждённому образцу-эталону. Не допускаются задиры, грубые риски и забоины. | |
| в) поршни | Допускаются отдельные продольные риски на слое полуды и засветления этого слоя в виде блестящих полос при сохранении полуды согласно утверждённому образцу-эталону. Не допускаются подплавления полуды и задиры. | |
| г) поршневые кольца | Кольца должны свободно перемещаться в канавках. Контакт приработки должен быть замкнут по окружности. Состояние рабочей поверхности после приработки должно соответствовать утверждённому образцу-эталону. | |
| д) коленчатый вал | Допускаются отдельные кольцевые риски на шейках согласно утверждённому образцу-эталону. Не допускаются риски на галтелях, забоины и задиры на шейках. | |
| е) гильзы цилиндров | Допускаются отдельные продольные риски согласно утверждённому образцу-эталону. | |
| ж) впускные и выпускные клапаны | Допускаются засветления на верхнем торце в месте контакта с коромыслом, следы приработки, следы контакта с седлом головки цилиндров на рабочей фаске клапана. Не допускаются износы верхнего торца с нарушением плоскостности, задиры, забоины и риски на стержне клапана. | |
| з) пружины клапанов | Не допускаются засветления витков, вызванные касанием наружной пружины с внутренней. | |
| и) масляный насос | Допускаются следы контакта с шестернями и риски на корпусе и проставке масляного насоса согласно утверждённому образцу-эталону. | |
| к) подшипники турбокомпрессора | Допускаются засветления и риски согласно утверждённому образцу-эталону. Не допускаются грубые риски, задиры и забоины. | |
| л) ротор турбокомпрессора | Не допускаются трещины на лопатках и дисках колёс турбины и компрессора; следы касания ротора о неподвижные детали турбокомпрессора. Состояние шеек должно соответствовать утверждённому образцу-эталону. |
| кольцо Ф-4.142,7 ТУ 6-05-1988-85 | при съеме прокладок цилиндров | |
| 236-1005128-А | замковые пластины болтов крепления маховика | |
| 236-1005129-А | ||
| 238Ф-1008027 | прокладка выпускного коллектора (при смятии зига) |
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К СБОРКЕ
1. Детали и сборочные единицы, поступающие на сборку, должны быть чистыми и сухими. Следы коррозии и окалина не допускаются. Антикоррозионное покрытие, предназначенное для предохранения как отремонтированных, так и новых деталей, долено быть удалено непосредственно перед установкой на двигатель. 2. Воздух, применяемый для обдувки деталей, должен быть сухим. 3. Детали, поступающие на сборку двигателя, должны соответствовать: а) новые – чертежам завода-изготовителя; б) восстановленные – ремонтным чертежам и техническим требованиям на дефектацию и ремонт деталей; в) бывшие в эксплуатации и признанные годными – техническим требованиям на дефектацию и ремонт. Все детали должны иметь клеймо отдела технического контроля 4. При сборке сборочных единиц, установке их и деталей на двигатель должны быть приняты меры, предохраняющие обработанные поверхности от повреждений. Пользоваться стальными выколотками запрещается. 5. Забоины и заусенцы на сопрягаемых поверхностях деталей не допускаются. При сборке резьбовых соединений поверхность резьбы должна быть смазана моторным маслом. 6. Все поверхности трения деталей при сборке должны быть смазаны моторным маслом, если нет особых указаний. 7. К сборке допускаются сборочные единицы и детали: всех выпусков (серий). При этом каждая модель сборочной единицы должна быть укомплектована деталями согласно требованиям чертежа завода-изготовителя на выпущенную серию двигателей. 8. При установке одной из деталей соединения с категорийным ремонтным размером, остальные детали данного соединения должны быть установлены с тем же категорийным ремонтным размером. Значения категорийных ремонтных размеров приведены в технических требованиях на капитальный ремонт. 9. Детали, имеющие в сопряжении переходные и прессовые посадки, должны собираться с помощью специальных оправок и приспособлений. 10. Подшипники качения должны напрессовываться на шейки валов и запрессовываться в гнезда специальными оправками, обеспечивающими передачу усилий при напрессовке на вал через внутреннее кольцо, а при запрессовке в гнездо - через наружное кольцо подшипника. Допускается при необходимости нагрев подшипника в масле до температуры 353-363°К (80-90°С) перед напрессовкой их на вал. 11. Шпонки должны быть плотно посажены в шпоночные пазы валов с помощью молотка и оправки из мягких металлов. 12. Шпильки должны быть ввернуты в резьбовые отверстия до упора в сбег резьбы. Попадание воды или других жидкостей в отверстия под шпильки не допускается. Допускается установка шпилек с применением сурика или свинцовых белил. 13. Детали и сборочные единицы должны устанавливаться на шпильки свободно, без заеданий. Подгибать шпильки при надевании на них деталей не разрешается. 14. Все болтовые соединения затягивать в два приема (предварительная и окончательная затяжка), равномерно по периметру (если нет особых указаний о порядке затяжки). Неуказанные нормы затяжки резьбовых соединений по ОСТ 37.001.050-73. Технические требования к затяжке по ОСТ 37.001.031-72. 15. Детали с конической резьбой должны быть ввернуты до отказа. Запас резьбы с полным профилем должен быть не менее одного витка. 16. Во всех местах, где это предусмотрено конструкторской документацией, должны быть установлены пружинные шайбы, замковые шайбы, шплинты и т.д. Замена одной стопорящей детали другой не допускается. 17. Не допускается "проваливание" головок болтов и гаек в отверстия пружинных шайб. 18. Длина выпускающей из гайки части болта (шпильки) должна быть в пределах одного - трех витков резьбы, кроме оговоренных особо. 19. Шплинты должны устанавливаться соответствующих размеров согласно чертежа и не должны выступать над прорезями гаек. Концы шплинтов должны быть разведены и загнуты. 20. Манжеты, уплотнительные прокладки и другие детали, изготовленные из резины устанавливать на двигатель только новые. Детали, подлежащие 100 % замене, приведены в приложении к техническим требованиям. 21. Перед установкой манжеты должны быть смазаны, а войлочные сальники, пропитаны моторным маслом. Резиноармированные манжеты должны устанавливаться с применением оправок, предохраняющих их от повреждения, при этом оправки, рабочие кромки манжет и поверхности деталей должны быть смазаны моторным маслом. 22. Картонные, паронитовые прокладки для удобства сборки допускается устанавливать с применением пластических смазок (УТ-2, 1-13, ЦИАТИМ-201, Литол-24). Смазка должна наноситься на одну из деталей, соединяемых через прокладку. Прокладки должны равномерно прилегать к сопрягаемым деталям (поверхностям), без морщин и разрывов, должны быть плотно зажаты и не выступать за края сопрягаемых поверхностей. Перекрытие прокладками масляных, водяных и воздушных каналов не допускается. 23. Все сборочные единицы и двигатель после сборки должны быть испытаны на стендах согласно режимам, приведенным в технических требованиях и иметь приемочное клеймо отдела технического контроля. 24. После сборки и испытаний открытие отверстия двигателя должны быть закрыты деревянными или резиновыми пробками, заглушками, концы штуцеров и угольников должны быть обернуты изоляционной лентой или установлены специальные заглушки.
vajnovsem.ru
________________________________________________________________
________________________________________________________________
Разборка водяного насоса ЯМЗ-7511
Отвернуть гайки 14 (рисунок 5) патрубка 8.
Слегка постукивая в выступающие части патрубка 8 в направлении стрелок Б, извлечь указанный патрубок из корпуса 1 насоса.

Рис.5 – Водяной насос (помпа) ЯМЗ-7511
1–корпус; 2–крыльчатка; 3–торцовое уплотнение; 4–втулка; 5–вал; 6–водосбрасыватель; 7–заглушка; 8–подводящий патрубок; 9–стопорное кольцо; 10–шкив; 11, 12–уплотнительныекольца; 13–подшипники; 14, 15–гайки крепления и пружинные шайбы.
Зафиксировать крыльчатку 2 (или шкив 10) от вращения с валом 5.
Вывернуть заглушку 7 из резьбового отверстия крыльчатки 2.
Завернуть в резьбовое отверстие (М22х1,5) крыльчатки 2 гайку 17 съемника 16 (рисунок 6) и, вворачивая болт 18, спрессовать крыльчатку 2 с вала 5.
Отогнуть «усы» корпуса 19 торцового уплотнения (рисунок 6) и извлечь манжету 22 с пружиной и каркасами в сборе.
Используя съемник 16, спрессовать шкив 10.
Извлечь из канавки корпуса 1 насоса стопорное кольцо 9.
Выпрессовать из корпуса 1 вал 5 с водосбрасывателем 6 и подшипниками 13.
Если латунный корпус 23 торцового уплотнения и втулка 4 не имеют повреждений, их из корпуса 1 можно не извлекать и на этом разборку насоса можно считать законченной.

Рисунок 6 – Разборка водяного насоса ЯМЗ-7511
2–крыльчатка; 9–стопорное кольцо; 10–шкив; 17–гайка съемника; 18–болт съемника; 19–корпус торцового уплотнения; 20–манжета втулки; 21–втулка уплотнения; 22–манжета спружиной в сборе
Сборка водяной помпы ЯМЗ-7511
Промыть все детали насоса и просушить сжатым воздухом.
Напрессовать на вал подшипники и водосбрасыватель. При этом необходимо: предварительно смазать вал дизельным маслом; усилие напрессовки прилагать к внутреннему кольцу подшипника;
Заполнить всю полость между подшипниками смазкой Литол-24 (60-70 г).
Запрессовать вал в сборе с подшипниками и водосбрасывателем в корпус 1 до упора. При этом необходимо: предварительно смазать расточку корпуса 1 под подшипники чистым моторным маслом; усилие запрессовки прилагать к наружному кольцу подшипника.
Установить в канавку корпуса 1 стопорное пружинное кольцо 9.
Напрессовать на вал 5 шкив 10 до упора. При этом необходимо: предварительно смазать вал водяного насоса ЯМЗ-7511 чистым моторным маслом; обеспечить неподвижный упор противоположного конца вала.
Установить в латунный корпус детали торцового уплотнения; резиновую манжету в сборе с пружиной и каркасами пружины; армированную манжету и уплотнительную втулку.
Установить в крыльчатку резиновую манжету и уплотнительную втулку. При этом необходимо:
- предварительно надеть манжету на уплотнительную втулку;
- нанести тонкий слой смазки в расточку крыльчатки 2 и на наружную поверхность резиновой манжеты 23;
- взять двумя руками манжету в сборе с втулкой и, прилагая усилие к торцу уплотнительной втулки, вставить эти детали в расточку крыльчатки до упора, не допуская перекосов.
Напрессовать крыльчатку 2 в сборе с манжетой и уплотнительной втулкой на вал 5. При этом необходимо:
- предварительно смазать вал 5 чистым моторным маслом;
- обеспечить неподвижный упор противоположного конца вала;
- установить крыльчатку на вал в размер 10-0,15 мм между торцом вала и торцом ступицы крыльчатки. Для этого необходимо при запрессовке установить на торец вала диск диаметром не более 13 мм и высотой 10-0,15 мм.
Зафиксировать крыльчатку 2 (или шкив 10) от вращения.
Завернуть в резьбовое отверстие крыльчатки 2 заглушку 7 до упора;
Установить в корпус 1 втулку 4 и резиновое кольцо 12.
Установить в канавку патрубка 3 резиновое кольцо 11, не допуская его перекручивания.
Запрессовать патрубок 3 в расточку корпуса 1 до упора. При этом необходимо: предварительно смазать расточку в корпусе 1 и кольцо 11 тонким слоем смазки Литол-24; шпильки на корпусе 1 должны свободно войти в крепежные отверстия патрубка 8.
Закрепить патрубок 3 гайками 14 с пружинными шайбами 15.
Проверить качество сборки вращая вал 5 за шкив 10. Вращение вала должно быть свободным, без заеданий.
Установка ремня
Установить натяжное устройство (7511.1307155) на корпус водяного насоса и закрепить двумя болтами (М12, 310098-П29, 2 шт.) шайбами (312672-П29, 2 шт.) с Мкр=78,45-107,87 Нм (8-11 кг/см) (S=17).
Ослабить регулировочный болт (201682-П29) на натяжном устройстве, установить ремень в ручьи шкива водяного насоса, сдвинуть натяжное устройство монтажкой вниз и проверить прибором натяжение ремня.
avtodisel.ru
РЕЖИМЫ ОБКАТКИ ДВИГАТЕЛЕЙ
Устанавливаются следующие режимы обкатки двигателей ЯМЗ-7511.10, ЯМЗ-7512.10, ЯМЗ-7513.10, ЯМЗ-7514.10 и ЯМЗ-7601.10: основной режим; режим повторных испытаний.
ОСНОВНОЙ РЕЖИМ. 1. Основной режим включает: холодную обкатку - 10 мин. горячую обкатку - 30 мин. Всего - 40 мин. 2. Подготовить двигатель к пуску в соответствии с требованиями раздела "7. Подготовка двигателя к пуску". 3. Холодная обкатка. 3.1. В начале обкатки проверить подачу масла к подшипникам коромысел и герметичность уплотнений форсунок в головках цилиндров. 3.2. Холодную обкатку на электротормозах производить по режимам таблицы 1. Обкатку на гидротормозах производить по режимам таблицы 2 с выполнений требований п.п.1.3.1 и 1.4.1.
| Номер режима | Частота вращения, мин-1 | Нагрузка, кВт (л.с.) | Время, мин |
| 1 | 800 (950*) | 0 | 4 |
| 2 | 1200 | 0 | 2 |
| 3 | 1400 | 0 | 4 |
| * - для ЯМЗ-7514.10 | |||
| Номер режима | Частота вращения, мин-1 | Нагрузка, кВт (л.с.) | Время, мин |
| 1 | 800 (950*) | 0 | 4 |
| 2 | 1200 | 0 | 2 |
| 3 | 1400 | 0 | 4 |
| * - для ЯМЗ-7514.10 | |||
4. Горячая обкатка. 4.1. После пуска двигателя проверить герметичность соединений в системе питания двигателя топливом. 4.2. Горячую обкатку проводить по режимам таблиц 3, 4 и 5.
| Номер режима | Частота вращения, мин-1 | Нагрузка, кВт (л.с.) | Время, мин. |
| 1 | 1500 | 0 | 5 |
| 2 | 1600 | 51 (70) | 5 |
| 3 | 1700 | 103 (140) | 5 |
| 4 | 1800 | 154 (210) | 5 |
| 5 | 1900 | 206 (280) | 5 |
| 6 | 1900 | 235 (320) | 5 |
| Номер режима | Частота вращения, мин-1 | Нагрузка, кВт (л.с.) | Время, мин. |
| 1 | 1500 | 0 | 5 |
| 2 | 1600 | 51 (70) | 5 |
| 3 | 1700 | 103 (140) | 5 |
| 4 | 1800 | 154 (210) | 5 |
| 5 | 1900 | 206 (280) | 5 |
| 6 | 1900 | 228 (310) | 5 |
| Номер режима | Частота вращения, мин-1 | Нагрузка, кВт (л.с.) | Время, мин. |
| 1 | 1500 | 0 | 5 |
| 2 | 1600 | 37 (50) | 5 |
| 3 | 1700 | 74 (100) | 5 |
| 4 | 1800 | 110 (150) | 5 |
| 5 | 1900 | 147 (200) | 5 |
| 6 | 1900 | 169 (230) | 5 |
Примечание. Двигатели на переборку назначаются представителем технического контроля, прошедшие горячую обкатку. 4.3. Остановить двигатель с плавным уменьшением нагрузки и частоты вращения. Заменить технологический фильтрующий элемент масляного фильтра на новый. Подтянуть гайки крепления головок цилиндров. Проверить и при необходимости отрегулировать зазоры в клапанном механизме и угол опережения впрыска топлива. 4.4. Пустить и прогреть двигатель до нормального теплового режима. 4.5. Отрегулировать минимальную и проверить максимальную частоту вращения холостого хода. 4.6. Проверить и при необходимости отрегулировать мощность двигателя и часовой расход топлива. 4.7. Подготовить двигатель к предъявительским испытаниям.
РЕЖИМ ПОВТОРНЫХ ИСПЫТАНИЙ
1. После переборки без замены агрегатов, узлов и деталей обкатку двигателей проводить по режимам табл.4, после чего перейти на основной режим, начиная с этапа проверки мощности.
| Номер режима | Частота вращения коленчатого вала, мин-1 | Нагрузка, кВт (л.с.) | Время, мин | ||
| ЯМЗ-7511.10 ЯМЗ-7512.10 ЯМЗ-7513.10 | ЯМЗ-7514.10 | ЯМЗ-7601.10 | |||
| 1 | 1500 | 0 | 0 | 5 | |
| 1600 | 0 | ||||
| 2 | 1700 | 74 (100) | 5 | ||
| 1500 | 74 (100) | ||||
| 1800 | 88 (120) | ||||
| 3 | 1900 | 163 (220) | 132 (180) | 5 | |
| 1500 | 110(150) | ||||
| 4 | 1900 | 235 (320) | 169 (230) | 5 | |
| 1500 | 147(200) | ||||
2. После замены блока цилиндров, коленчатого вала, одного или нескольких поршней или гильз, более половины вкладышей коренных или шатунных подшипников, а также более 2-х поршневых колец, обкатку проводить полностью по основному режиму с последующими предъявительскими испытаниями. 3. После замены менее половины вкладышей, коренных или шатунных подшипников или по одному поршневому кольцу не более чем в 2-х цилиндрах, обкатку проводить по режимам горячей обкатки с последующими предъявительскими испытаниями. 4. После замены головки цилиндров, масляного, теплового или водяного насосов, привода топливного насоса, шестерен распределения, манжеты коленчатого вала, картера маховика, крышки шестерен распределения, турбокомпрессора и других деталей, замена которых требует снятия головки цилиндров, а также после снятия головки цилиндров для осмотра деталей цилиндро-поршневой группы следует: 1) если замена произведена во время основного режима холодной обкатки, то обкатку двигателя продолжить, начиная с этапа, на котором производилась замена; 2) если замена произведена во время горячей обкатки, то обкатку двигателя проводить полностью по режиму горячей обкатки; 3) если замена произведена во время предъявительских испытаний, обкатать двигатель по режиму (см. табл.4), после чего провести предъявительские испытания. 5. После замены привода вентилятора, одной или нескольких штанг толкателей, коромысел, пружин клапанов, осел коромысел, впускных и выпускных коллекторов, водяных труб, форсунок, пробок, прокладок и устранении других мелких дефектов следует: 1) если замена произведена во время основного режима, продолжить основной режим обкатки, начиная с этапа, на котором производилась замена; 2) если замена произведена во время предъявительских испытаний двигателя, технический контроль предприятия-изготовителя проверяет замененные детали и возобновляет предъявительские испытания.
vajnovsem.ru








