





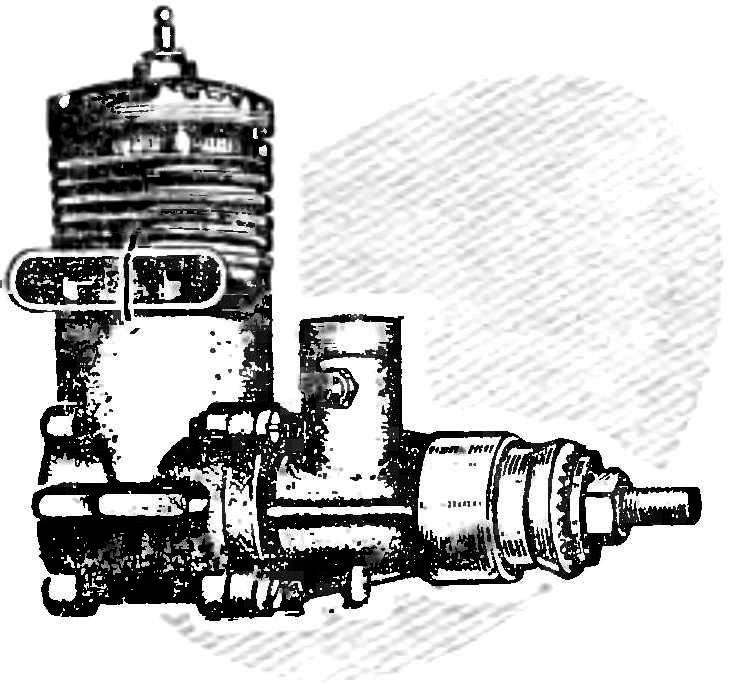
 Двигатель МД-5 «Комета» выпускается крупными сериями уже много лет и устанавливается на моделях самых разных типов. Для упрощения технологии изготовления и снижения стоимости производство допускает отступления от доведенного индивидуальной подгонкой опытного образца. Это приводит к тому, что серийные двигатели развивают мощности ниже возможностей, заложенных в их конструкции. Только отдельные образцы при удачном сочетании деталей показывают высокие результаты.
Двигатель МД-5 «Комета» выпускается крупными сериями уже много лет и устанавливается на моделях самых разных типов. Для упрощения технологии изготовления и снижения стоимости производство допускает отступления от доведенного индивидуальной подгонкой опытного образца. Это приводит к тому, что серийные двигатели развивают мощности ниже возможностей, заложенных в их конструкции. Только отдельные образцы при удачном сочетании деталей показывают высокие результаты.
Чаще всего моделиста интересует, как увеличить мощность двигателя. Вот ряд проверенных на практике советов.
Проведя подготовительные и обкаточные работы (см. «М-К» № 4 за 1976 год), приступают к доработке деталей.
Картер — наиболее ответственная из них. У некоторых моторов первых выпусков ширина перепускною канала была недостаточной, а часть перепускных окон в гильзе перекрывалась стенкой картера. Это значительно снижало мощность двигателя. Если у вас оказался такой картер, необходимо расширить канал на высоте перепускных окон гильзы. Работа выполняется с помощью крупных цилиндрических зубоврачебных боров (фрез), зажатых в патрон (оправку или цангу) настольного токарного станка. Гибким шлангом от бормашины лучше не пользоваться — фреза теряет устойчивость, «бежит», а поверхность получается «дробленой». Верхнюю часть канала обрабатывают через выхлопной патрубок, поднося картер к вращающейся фрезе и перемещая его. При этом нужно учесть, что фреза стремится переместить картер в сторону, противоположную направлению резания, и поэтому его нужно держать крепко (устойчиво), лишь слегка нажимая на фрезу.
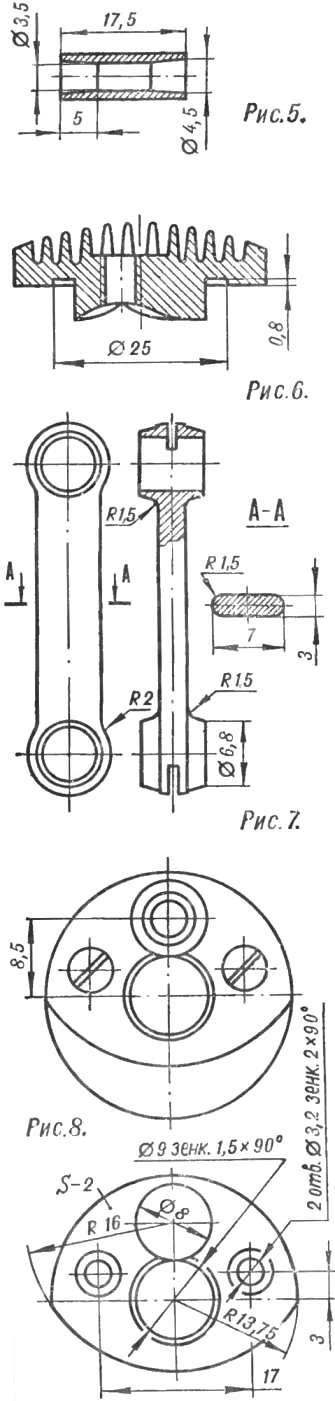
При обработке перепускного канала следят за тем, чтобы фреза не увеличивала высоту верхней его кромки, а края не были завалены, потому что это может неблагоприятно отразиться на работе двигателя. Металл снимается только с боковых стенок. Окончательная форма и размеры верхней части перепускного канала показаны на рисунке 1. На рисунке 2 изображена фреза, с помощью которой проводят работы не картере и поршне.

Недостаточная чистота обработки перепускных каналов, острые кромки, выходящие внутрь картера, резкие линии перехода — все это повышает гидравлическое сопротивление, а следовательно, уменьшает скорость прохождения смеси во время рабочего цикла. Поэтому все переходы здесь должны быть плавными. После предварительной обработки режущим инструментом поверхности зачищают наждачной бумагой и полируют пастой ГОИ.
Гильза двигателей первого выпуска имела увеличенную длину, что затрудняло проход горючей смеси во время перепуска. Чтобы этого не происходило, ее нижнюю часть рекомендуется доработать так, как показано на рисунке 3. (Гильзы двигателей последнего выпуска в таком доведении не нуждаются.)
Для облегчения условий работы поршневых колец верхним кромкам выхлопных и продувочных окон придают «арочную» форму. При этом рыгота окна не должна увеличиваться более чем на 0,5 мм. Перемычки продувочных окон снаружи делают овальнЫМИ. Перемычки выхлопных окон обрабатывать не надо. Нижнюю часть гильзы под продувочными окнами притупляют, а затем зачищают наждачной бумагой и полируют.
Внутреннюю поверхность гильзы для уменьшения механических потерь на трение и увеличения ресурса работы двигателя рекомендуется хромировать.
Толщина покрытия — 0,01 — 0,015 мм.
После установки гильзы в картер верхние кромки продувочных окон должны точно совпадать с кромками канала. При их несовпадении придется торцевать установочную плоскость на картере двигателя или положить прокладку под фланец гильзы.
При недостаточно плотной установке гильзы в картер для предотвращения пропуска газов в выхлопной патрубок перед окончательным монтажом смажьте ее снаружи клеем БФ-2.
Поршень двигателя выполнен из алюминиевого сплава АЛ-4 и имеет два компрессионных кольца из высоколегированного хромоникелевого чугуна ХНВ. Вес стандартного поршня (без колец) составляет 5,5 г. Это очень хороший весовой показатель для двигателя такого рабочего объема, и поэтому деталь в облегчении не нуждается. Доработка заключается в полировке головки и увеличении отверстия со стороны перепускного канала до размеров, указанных на рисунке 4. При полировке головки нужно следить за тем, чтобы не произошло «завала» верхней кромки, это ухудшит условия работы верхнего поршневого кольца и может привести к его «залеганию» в канавке. Не рекомендуется снимать металл с бобышек и уменьшать длину направляющих отверстий пальца. Несоблюдение этих условий неизбежно приведет к перегреву и заклиниванию поршня на высоких оборотах.
Поршневой палец не следует укорачивать и оснащать заглушками, как подчас рекомендуют. Это будет способствовать быстрому и неравномерному износу посадочных отверстий пальца в поршне. При желании его можно облегчить (вес стандартного 1,8 г), увеличив диаметр внутреннего отверстия до 3,8— 3,9 мм или обработав конусной разверткой (или надфилем], как показано на рисунке 5.
Головку цилиндра протачивают (см. рис. 6), а поверхность камеры сгорания шлифуют мелкой наждачной бумагой и полируют пастой ГОИ. При доводочных работах нужно учесть, что стандартная прокладка толщиной 0,2 мм изменяет степень сжатия на 0,8 единицы. При степени сжатия 10—11 некоторые части головки требуют дополнительной доработки.
Шатун имеет большой запас прочности и значительный вес (3,7 г). Его доводят на оправке на токарном станке (или вручную надфилем) до размера стержня 3X7 мм. Затем притупляют острые кромки, зачищают наждачной бумагой и полируют. Окончательные размеры шатуна — на рисунке 7. Шатун с указанными размерами ни разу не обрывался даже на высоких оборотах.
Коленчатый вал полируют внутри и заостряют кромки впускного окна так же, как это делали у двигателя «Метеор» (см. «М-К» № 4 за 1976 г.). Дня уменьшения объема картера и снижения гидравлических потерь на щеку вала приворачивают на двух винтах М3 пластину (рис. 8) из дюралюминия, которая по высоте становится «заподлицо» с выступом противовеса.
Носок коленчатого вала. Впускное отверстие делают прямоугольной формы размером 8,5X11 мм с радиусом в углах 1 мм.
Диаметр диффузора карбюратора увеличивают до 7,5 мм. Сечение отверстия от самой узкой части до впускного окна делают расширяющимся, прямоугольной формы. Для снятия максимальной мощности диаметр диффузора должен быть не менее 9—9,5 мм.
Жиклер полируют снаружи и рядом со стандартным отверстием Ø1 мм сверлят еще два (слева и справа от него) того же диаметра. Иглу немного заостряют и полируют.
При эксплуатации мотора на топливе без присадок (спирт метиловый 80%, масло касторовое 20%) необходима степень сжатия 9—10. Как показала практика, для достижения наилучших результатов каждый двигатель требует индивидуального подбора степени сжатия, зависящей от состава (рецепта) топлива, примененного типа свечи, диаметра диффузора, атмосферного давления и т. д.
Подготовленный по приведенной методике двигатель развивает на стандартном топливе мощность 0,75—0,80 л. с. при 18000 — 19 000 об/мин.
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
 F5-M — ЯХТА ЧЕМПИОНА Классификация Европейского объединения спортсменов-любителей судомодельного спорта («НАВИГА») предусматривает соревнования управляемых моделей парусных яхт трех классов: F5-M...
F5-M — ЯХТА ЧЕМПИОНА Классификация Европейского объединения спортсменов-любителей судомодельного спорта («НАВИГА») предусматривает соревнования управляемых моделей парусных яхт трех классов: F5-M... НЕВСКАЯ «СТРЕЛА» (СКОРОСТНАЯ КОРДОВАЯ МОДЕЛЬ КЛАССА 5,0 СМ3). Имя мастера спорта международного класса Николая Тронева из Ленинграда хорошо знакомо автомоделистам. С 1970 года Николаи бессменный член...
НЕВСКАЯ «СТРЕЛА» (СКОРОСТНАЯ КОРДОВАЯ МОДЕЛЬ КЛАССА 5,0 СМ3). Имя мастера спорта международного класса Николая Тронева из Ленинграда хорошо знакомо автомоделистам. С 1970 года Николаи бессменный член...modelist-konstruktor.com
Рассмотрим доработку модельного двигателя с калильным зажиганием — двигателя МД-2,5 «Метеор». Двигатель МД-2,5 «Метеор» конструктивно отличается от двигателя МД-5 «Комета» (у первого гладкий чугунный поршень, у второго алюминиевый поршень с кольцами).
На поршневой палец необходимо установить с двух сторон заглушки из латуни Л59, Л63, сократив при этом длину пальца на 1—1,5 мм.
Необходимо прошлифовать кривошипный вал по внутреннему перепускному каналу 07 мм для получения чистоты ∇6 или ∇7. Кроме того, необходимо улучшить место перехода перепускного окна к перепускному каналу за счет наплавления металла (например, олова). Место перехода должно иметь вид, показанный на рисунке 82.
Гильза притирается на длине = 12,5 мм с целью получения конусности 8—10 мкм. Выше верхней кромки выпускного окна гильзу притирать не следует.
Конусность на гильзе и поршне вызвана необходимостью создать замкнутый объем только в верхней части гильзы при поршне, движущемся к В. М. Т.; при движении же вниз, начиная с верхней кромки выпускного окна гильзы, поршень должен падать вниз под собственной тяжестью.
Наличие конусности этих деталей уменьшает трение и, следовательно, механические потери.
Задняя крышка требует доработки в части расширения паза, который частично перекрывает боковой перепускной канал картера и тем самым создает дополнительное сопротивление рис 83.
Перечисленные доработки создают благоприятные условия для запуска двигателя, его стабильной работы и повышения его мощности. Доведенный таким об-бразом двигатель позволяет получить до 18 500 об мин вместо 13 000—14 000 об мин.

Доработка МД-2,5 «Метеор»
Вконтакте
Одноклассники
rc-centr.ru
|
Р. ОГАРКОВ Двигатель МД-5 «Комета» выпускается крупными сериями уже много лет и устанавливается на моделях самых разных типов. Для упрощения технологии изготовления и снижения стоимости производство допускает отступления от доведенного индивидуальной подгонкой опытного образца. Это приводит к тому, что серийные двигатели развивают мощности ниже возможностей, заложенных в их конструкции. Только отдельные образцы при удачном сочетании деталей показывают высокие результаты. Чаще всего моделиста интересует, как увеличить мощность двигателя. Вот ряд проверенных на практике советов. Проведя подготовительные и обкаточные работы (см. «М-К» № 4 за 1976 год), приступают к доработке деталей. Картер наиболее ответственная из них. У некоторых моторов первых выпусков ширина перепускного канала была недостаточной, а часть перепускных окон в гильзе перекрывалась стенкой картера. Это значительно снижало мощность двигателя. Если у вас оказался такой картер, необходимо расширить канал на высоте перепускных окон гильзы. Работа выполняется с помощью крупных цилиндрических зубоврачебных боров (фрез), зажатых в патрон (оправку или цангу) настольного токарного станка. Гибким шлангом от бормашины лучше не пользоваться фреза теряет устойчивость, «бежит», а поверхность получается «дробленой». Верхнюю часть канала обрабатывают через выхлопной патрубок, поднося картер к вращающейся фрезе и перемещая его. При этом нужно учесть, что фреза стремится переместить картер в сторону, противоположную направлению резания, и поэтому его нужно держать крепко (устойчиво), лишь слегка нажимая на фрезу. При обработке перепускного канала следят за тем, чтобы фреза не увеличивала высоту верхней его кромки, а края не были завалены, потому что это может неблагоприятно отразиться на работе двигателя. Металл снимается только с боковых стенок. Окончательная форма и размеры верхней части перепускного канала показаны на рисунке 1. На рисунке 2 изображена фреза, с помощью которой проводят работы на картере и поршне. Недостаточная чистота обработки перепускных каналов, острые кромки, выходящие внутрь картера, резкие линии перехода все это повышает гидравлическое сопротивление, а следовательно, уменьшает скорость прохождения смеси во время рабочего цикла. Поэтому все переходы здесь должны быть плавными. После предварительной обработки режущим инструментом поверхности зачищают наждачной бумагой и полируют пастой ГОИ. Гильза двигателей первого выпуска имела увеличенную длину, что затрудняло проход горючей смеси во время перепуска. Чтобы этого не происходило, ее нижнюю часть рекомендуется доработать так, как показано на рисунке 3. (Гильзы двигателей последнего выпуска в таком доведении не нуждаются.) Для облегчения условий работы поршневых колец верхним кромкам выхлопных и продувочных окон придают «арочную» форму. При этом высота окна не должна увеличиваться более чем на 0,5 мм. Перемычки продувочных окон снаружи делают овальными. Перемычки выхлопных окон обрабатывать не надо. Нижнюю часть гильзы под продувочными окнами притупляют, а затем зачищают наждачной бумагой и полируют. Внутреннюю поверхность гильзы для уменьшения механических потерь на трение и увеличения ресурса работы двигателя рекомендуется хромировать. Толщина покрытия 0,01 0,015 мм. После установки гильзы в картер верхние кромки продувочных окон должны точно совпадать с кромками канала. При их несовпадении придется торцевать установочную плоскость на картере двигателя или положить прокладку под фланец гильзы. При недостаточно плотной установке гильзы в картер для предотвращения пропуска газов в выхлопной патрубок перед окончательным монтажом смажьте ее снаружи клеем БФ-2. Поршень двигателя выполнен из алюминиевого сплава АЛ-4 и имеет два компрессионных кольца из высоколегированного хромоникелевого чугуна КНВ. Вес стандартного поршня (без колец) составляет 5,5 г. Это очень хороший весовой показатель для двигателя такого рабочего объема, и поэтому деталь в облегчении не нуждается. Доработка заключается в полировке головки и увеличении отверстия со стороны перепускного канала до размеров, указанных на рисунке 4. При полировке головки нужно следить за тем, чтобы не произошло «завала» верхней кромки, это ухудшит условия работы верхнего поршневого кольца и может привести к его «залеганию» в канавке. Не рекомендуется снимать металл с бобышек и уменьшать длину направляющих отверстий пальца. Несоблюдение этих условий неизбежно приведет к перегреву и заклиниванию поршня на высоких оборотах. Поршневой палец не следует укорачивать и оснащать заглушками, как подчас рекомендуют. Это будет способствовать быстрому и неравномерному износу посадочных отверстий пальца в поршне. При желании его можно облегчить (вес стандартного 1,8 г), увеличив диаметр внутреннего отверстия до 3,8 3,9 мм или обработав конусной разверткой (или надфилем), как показано на рисунке 5. Головку цилиндра протачивают (см. рис. 6), а поверхность камеры сгорания шлифуют мелкой наждачной бумагой и полируют пастой ГОИ. При доводочных работах нужно учесть, что стандартная прокладка толщиной 0,2 мм изменяет степень сжатия на 0,8 единицы. При степени сжатия 10-11 некоторые части головки требуют дополнительной доработки. Шатун имеет большой запас прочности и значительный вес (3,7 г). Его доводят на оправке на токарном станке (или вручную надфилем) до размера стержня 3x7 мм. Затем притупляют острые кромки, зачищают наждачной бумагой и полируют. Окончательные размеры шатуна на рисунке 7. Шатун с указанными размерами ни разу не обрывался даже на высоких оборотах. Коленчатый вал полируют внутри и заостряют кромки впускного окна так же, как это делали у двигателя «Метеор» (см. «М-К» № 4 за 1976 г.). Для уменьшения объема картера и снижения гидравлических потерь на щеку вала приворачивают на двух винтах М3 пластину (рис. 8) из дюралюминия, которая по высоте становится «заподлицо» с выступом противовеса. Носок коленчатого вала. Впускное отверстие делают прямоугольной формы размером 8,5X11 мм с радиусом в углах 1 мм. Диаметр диффузора карбюратора увеличивают до 7,5 мм. Сечение отверстия от самой узкой части до впускного окна делают расширяющимся, прямоугольной формы. Для снятия максимальной мощности диаметр диффузора должен быть не менее 9-9,5 мм. Жиклер полируют снаружи и рядом со стандартным отверстием Ø1 мм сверлят еще два (слева и справа от него) того же диаметра. Иглу немного заостряют и полируют. При эксплуатации мотора на топливе без присадок (спирт метиловый 80%, масло касторовое 20%) необходима степень сжатия 9-10. Как показала практика, для достижения наилучших результатов каждый двигатель требует индивидуального подбора степени сжатия, зависящей от состава (рецепта) топлива, примененного типа свечи, диаметра диффузора, атмосферного давления и т. д. Подготовленный по приведенной методике двигатель развивает на стандартном топливе мощность 0,75-0,80 л. с. при 18000 19000 об/мин. |
hobbyport.ru
Спроектированный чуть ли не полвека назад, двигатель донес общую схему без изменений до сегодняшнего дня. Если не упоминать качество изготовления «Кометы», то именно в ее схеме скрыт важнейший недостаток. Речь идет о немыслимой форме камеры сгорания, образующейся в момент нахождения поршня вблизи верхней мертвой точки. Красивое, замысловатое донышко поршня и соответствующая ей литая головка цилиндра и являются главными виновниками резкого недобора крутящего момента и мощности, плохого запуска и неустойчивости режима. Правда, в свое время «Кометы» форсировали за счет ювелирной ручной доводки до 0,7 л.с. при 18 ООО об/мин. Однако это была специальная «скоростная» доработка, которая не входит в наши интересы, и, кроме того, считать удовлетворительными данные величины для двигателя с хорошими подшипниками, раскрытыми фазами газораспределения и относительно легким поршнем попросту нельзя. Обычная же «Комета» (отметим — того времени, когда она выпускалась из более качественных материалов и с большими точностью и чистотой изготовления) в лучшем случае развивала 12…13 ООО об/мин с легким воздушным винтом, давая при зтом 0,4— 0,5 л.с., не более. И все это — из-за формы камеры сгорания, которой, в общем-то, как таковой и нет на «Комете» (для подтверждения данного утверждения попытайтесь совместить изолированные от мотора поршень и головку цилиндра, ища при этом то, что принято называть не лабиринтом, а именно выраженной камерой сгорания). Кроме того, нельзя определенно утверждать, в какую сторону от дефлекторной перегородки донышка поршня идет при вспышке основной фронт распространения пламени от свечи — настолько неудачно размещено гнездо калильной свечи на головне.

Рис. 1. Калильный микродвигатель рабочим объемом 5 см3 «Комета»:
1 — калильная свеча, 2 — картер, 3 — поршень, 4 — футорка карбюратора, 5 — коленвал, 6 — носок картера, 7 — разрезная конусная втулка, 8 — маховик, 9 — фасонная гайка, 10 — шарикоподшипники коленвала, 11—жиклер, 12 — зажимная гайка иглы регулировки карбюратора, 13 — опорная втулка винта, 14 — шатун.

Рис. 2. Доработка колен-вала в зоне щеки.
А — исходное состояние, Б — после доработки. Сетчатая штриховка обозначает зоны, снимаемые при тонкой балансировке для компенсации впускного окна коленвала.

Рис. 3. Доработка поршня.
Штрихами показаны места расположения контровочных штифтов компрессионных колец.

Рис. 4. Новое донышко поршня с дефлектором нового типа.

Рис. 5. Доработка поршневого пальца.

Рис. 6. Доработка золотниковой части коленвала.

Рис. 7. Доработка шатуна.

Рис. 8. Доработка выборок в компрессионных кольцах под контровочные штнфты.
Решить эти проблемы удается за счет замены донышка поршня. Конечно, предлагаемая сегодня методика, мягко говоря, нетрадиционна ни по технологии, ни по форме получаемого дефлектора. По поводу клееных поршней можем лишь сказать, что ни одна из трех переделанных таким образом «Комет» не подвела даже после наработки более 15 моточасов. Новая же форма дефлекторной перегородки, похоже, лучше всех известных до сих пор. Из-за своей серповидности она позволяет четко выделить камеру сгорания как таковую и одновременно минимизировать объем, остающийся за дефлектором в верхней мертвой точке (тв-кого никогда не удастся добиться при классическом прямом дефлекторе). Кроме того, на пользу быстроте и качеству продувки идет плавная, полукруглая форма образующей дефлектора, обращенная к продувочным каналам. Заметьте также, что мы рискнули отодвинуть дефлектор тан далеко от «выхлопной» стороны поршня, что теперь вблизи нижней мертвой точки края продувочного потока не перегораживаются. Сделано это намеренно, причем по двум причинам. Первая — явное несовпадение ширины продувочного канала в картере с общей шириной блока продувочных каналов гильзы цилиндра (канал значительно уже). Вторая — желание заставить все же просочившуюся через узкие щели часть продувочного потока «вымывать» остатки продуктов сгорания из считающейся безнадежной зоны у дефлектора со стороны выхлопа. кстати: в свое время нечто похожее пыталась внедрить на крупнокубовых двигателях известная итальянская фирма «Супер-Тигр», предложив ПДП — усовершенствованную схему дефлекторной продувки с дополнительными каналами.
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
 ПАРОХОД СО СВЕЧОЙ Делать и пускать по воде кораблики любят ребятишки всех возрастов. Тех, кто постарше, может заинтересовать предлагаемая конструкция необычного игрушечного суденышка, приводимого в...
ПАРОХОД СО СВЕЧОЙ Делать и пускать по воде кораблики любят ребятишки всех возрастов. Тех, кто постарше, может заинтересовать предлагаемая конструкция необычного игрушечного суденышка, приводимого в... СХЕМЫ УПРАВЛЕНИЯ ДВИГАТЕЛЯМИ КОРДОВЫХ АВИАМОДЕЛЕЙ Топливная система, которую вы видите на рисунке 1, обеспечивает устойчивую работу двигателя на взлете и быстрый набор скорости (15 — 2 круга). Дальнейший полет происходит на экономичном...
СХЕМЫ УПРАВЛЕНИЯ ДВИГАТЕЛЯМИ КОРДОВЫХ АВИАМОДЕЛЕЙ Топливная система, которую вы видите на рисунке 1, обеспечивает устойчивую работу двигателя на взлете и быстрый набор скорости (15 — 2 круга). Дальнейший полет происходит на экономичном...modelist-konstruktor.com





