Категория:
Устройство и работа двигателя
Поршневой палецПоршневой палец предназначен для шарнирного соединения поршня с шатуном.
Палец, представляющий собой короткую стальную трубку, проходит через верхнюю головку шатуна и концами лежит в бобышках поршня. При работе двигателя на палец действуют силы, стремящиеся его изогнуть; поверхность пальца подвергается износу в верхней головке шатуна и бобышках поршня. Для получения достаточной прочности и износоустойчивости
палец изготовляют из мягкой углеродистой стали и после механической обработки подвергают термической обработке (цементуют или закаливают т. в. ч.), в результате чего трущаяся поверхцость пальца становится твердой и износоустойчивой. Наружную поверхность пальца шлифуют.
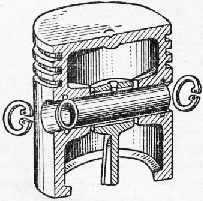
Для того чтобы при работе двигателя палец не мог выдвинуться из поршня и повредить стенки цилиндра, его закрепляют. На двигателях широко применяют пальцы плавающего типа. Такой палец может проворачиваться и в бобышках поршня, и в верхней головке шатуна. Палец крепят по бокам двумя пружинящими стопорными кольцами, установленными в канавках бобышек поршня (рис. 1). Головка шатуна в этом случае снабжается бронзовой втулкой. У плавающего пальца вся поверхность является рабочей, вследствие чего обеспечивается меньший его износ и уменьшается возможность заедания.
У двигателей некоторых марок ось пальца незначительно смещается относительно оси цилиндра (на 1,5 —1,6 мм) в сторону действия большей боковой силы. Благодаря этому при переходе поршнем в. м. т. несколько уменьшается стук поршня в непрогретом двигателе.
Так как алюминиевый сплав при нагревании расширяется больше, чем сталь, то, чтобы избежать появления большого зазора и стука в прогретом двигателе, палец в бобышках холодного алюминиевого поршня устанавливают с натягом, для чего диаметр отверстия в бобышках поршня делают несколько меньше диаметра пальца. Поэтому при установке пальца при сборке шатуна с поршнем алюминиевый поршень предварительно нагревают обычно в воде до температуры 55—70 °С.
Читать далее: Шатун двигателя
Категория: - Устройство и работа двигателя
stroy-technics.ru
По условиям кинематической схемы кривошипно-шатунного механизма, преобразующего возвратно-поступательное движение поршня во вращательное движение, необходимо чтобы обе головки шатуна были подсоединены шарнирно. Поршневой палец является осью качания шатуна в соединении с поршнем. Через поршневой палец передаются все силы, возникающие между поршнем и шатуном. К этим силам относятся сила инерции, возникающая при изменении направления движения поршня, сила давления сжимаемой в цилиндре двигателя воздушно топливной смеси или воздуха в дизельном двигателе при сжатии и, главное, сила давления расширяющихся газов во время рабочего такта.
Поршневой палец относится к деталям двигателя, совершающим возвратно-поступательное движение во время работы. Конструкторы двигателей всеми способами стремятся уменьшить вес таких деталей. Но, как отмечалось ранее, через поршневой палец передаются очень большие силы. Поэтому размер (диаметр) пальца, конструкция, технология и материал изготовления пальца, с учётом себестоимости массового изготовления, это результат принятия сложного компромиссного инженерного решения.
Во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к появлению трещин в бобышках поршня и последующему разрушению поршня.

Эпюра нагрузки на поршневой палец

Внутреннее отверстие поршневого пальца
Внутреннее отверстие пальца массовых двигателей цилиндрической формы, поскольку такой палец имеет самую низкую себестоимость изготовления. В двигателях, в которых стоимость изготовления не играет решающего значения, по сравнению с качественными показателями, для облегчения веса пальца, внутреннее отверстие изготавливается в виде двух конусов, сужающихся к середине пальца. На эпюре нагрузки, приложенной к поршневому пальцу, видно, что, усилие, приложенное к центру поршневого пальца, значительно меньше усилия, приложенного к его концам.

Так выглядит поршневой палец массового автомобиля
По способу осевой фиксации пальцы делятся на две группы:
1 – фиксированные
2 – плавающие

1 – Поршневой палец
2 – Зазор между пальцем и бобышкой поршня
3 – Шатун
4 – Поршень
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня.
В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня.
Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна. В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка. Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны.
При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом.
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60? ? 85? С.

Во время работы двигателя поршень и палец нагреваются, и из-за разности температурных коэффициентов расширения стального пальца и алюминиевого поршня зазор между этими деталями приобретает необходимое значение.

Этот рисунок дан больше для исторической информации, поскольку, в большинстве современных автомобильных двигателей применяются плавающие поршневые пальцы. А крепление фиксированного поршневого пальца осуществляется только за счёт тугой посадки в поршневой головке шатуна.
Правда в двигателях некоторых американских автомобилей поршневой палец в осевом направлении фиксируется при помощи специальных алюминиевых или бронзовых заглушек, вставляемых в отверстия бобышек поршня со стороны торцов поршневого пальца.
Подборка пальца по размерной группе

Проверка зазора в соединении поршня с поршневым пальцем
При ремонте двигателя, если предполагается повторная установка снятых деталей поршневой группы, необходимо проверить зазор между поршнем и поршневым пальцем. Для этого, в двух направлениях, замерьте внутренний диаметр отверстия под поршневой палец. В двух направлениях, с обоих концов, замерьте наружный диаметр поршневого пальца и определите зазор в соединении. Если вычисленный зазор не соответствует установленной технической норме, замените детали, имеющие недопустимый износ.

Измерение диаметра отверстия в бобышке поршня

Измерение наружного диаметра поршневого пальца
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.

Специальное приспособление для установки поршневого пальца автомобиля ВАЗ.
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.

Иногда поршневой палец устанавливается с установленным зазором и во втулку верхней головки шатуна и в отверстия бобышек поршня. В этом случае нагревать поршень нет необходимости, и палец легко вращается при комнатной температуре и в верхней головке шатуна и в бобышках поршня.

Всегда применяйте только новые стопорные кольца поршневого пальца и устанавливайте стопорные кольца в строгом соответствии с руководством по ремонту. Направление зазоров стопорных колец, чаще всего, должны быть направлены в сторону нижней части поршня.

Ремонтный комплект, состоящий из поршня, подобранного к поршню поршневого пальца и плоских стопорных колец.

Ремонтный комплект, состоящий из поршней, поршневых пальцев, поршневых колец и круглых стопорных колец.

Плоские стопорные кольца поршневого пальца

Плавающий поршневой палец с комплектом круглых стопорных колец
В любом случае перед установкой поршневого пальца внимательно ознакомьтесь с руководством по ремонту ремонтируемого автомобиля.
Смазка поршневого пальца
Работающий под большой механической и термической нагрузкой поршневой палец должен получать необходимую смазку. Плавающий поршневой палец в соединении с поршневой головкой шатуна смазывается через отверстие в головке шатуна и бронзовой втулке. Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.

Смазка шарнирного соединения поршневого пальца с поршнем. Масло поступает по специальным масляным каналам от маслосъёмных поршневых колец.
autopribor.ru
По условиям кинематической схемы кривошипно-шатунного механизма, преобразующего возвратно-поступательное движение поршня во вращательное движение, необходимо чтобы обе головки шатуна были подсоединены шарнирно. Поршневой палец является осью качания шатуна в соединении с поршнем. Через поршневой палец передаются все силы, возникающие между поршнем и шатуном. К этим силам относятся сила инерции, возникающая при изменении направления движения поршня, сила давления сжимаемой в цилиндре двигателя воздушно топливной смеси или воздуха в дизельном двигателе при сжатии и, главное, сила давления расширяющихся газов во время рабочего такта.
Поршневой палец относится к деталям двигателя, совершающим возвратно-поступательное движение во время работы. Конструкторы двигателей всеми способами стремятся уменьшить вес таких деталей. Но, как отмечалось ранее, через поршневой палец передаются очень большие силы. Поэтому размер (диаметр) пальца, конструкция, технология и материал изготовления пальца, с учётом себестоимости массового изготовления, это результат принятия сложного компромиссного инженерного решения.
Во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к появлению трещин в бобышках поршня и последующему разрушению поршня. Внутреннее отверстие пальца массовых двигателей цилиндрической формы, поскольку такой палец имеет самую низкую себестоимость изготовления. В двигателях, в которых стоимость изготовления не играет решающего значения, по сравнению с качественными показателями, для облегчения веса пальца, внутреннее отверстие изготавливается в виде двух конусов, сужающихся к середине пальца. На эпюре нагрузки, приложенной к поршневому пальцу, видно, что, усилие, приложенное к центру поршневого пальца, значительно меньше усилия, приложенного к его концам. На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы. Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня. Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца. В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется. Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.

поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ÷ 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается. Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня. В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня.Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна. В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка. Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны. При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом. Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60º ÷ 85º С.
garage13f.ru
|
Поршневой палец служит осью в шарнирном соединении поршня с шатуном и воспринимает поэтому все передающиеся между ними силовые нагрузки. В четырехтактных двигателях силовые нагрузки на поршневой палец резко изменяются как по величине, так и по направлению, а в двухтактных — только по величине. Однако в обоих случаях поршневые пальцы испытывают ударный характер нагрузки и работают в условиях ограниченной смазки. В кривошипном механизме быстроходных автомобильных двигателей поршневые пальцы желательно иметь возможно меньшего веса, а по конструктивным соображениям их выполняют с ограниченным поперечным сечением и малыми опорными поверхностями. Это порождает большие напряжения и значительные удельные давления на опорных поверхностях рассматриваемого шарнирного соединения. Поэтому поршневой палец должен обладать высокой износостойкостью и одновременно хорошо противостоять воздействию ударных нагрузок при общем ограниченном весе. Чтобы удовлетворить эти жесткие требования, поршневые пальцы изготовляют в виде полого стального цилиндра с небольшой толщиной стенок (рис.) и подвергают их соответствующей термической и тщательной механической обработке.
Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют, например, хромистые—15Х, 40Х и другие легированные качественные стали. Пальцы, изготовленные из малоуглеродистых сталей, содержащих до 0,2% углерода, цементируют, т. е науглероживают поверхностный их слой, и подвергают закаливанию; из среднеуглеродистых сталей пальцы закаливают, нагревая поверхностный слой их токами высокой частоты. Толщина закаленного слоя обычно составляет 1—1,5 мм, а твердость HRC 55—60 (шкала С по Роквеллу). После такой термической обработки материал пальца с внутренней стороны стенок сохраняет свои вязкие свойства и хорошо сопротивляется ударным нагрузкам, а наружный закаленный слой их приобретает повышенную износостойкость. Пальцы тщательно шлифуют и полируют с тем, чтобы на рабочей поверхности не оставалось каких-либо рисок или следов обработки, вызывающих концентрацию опасных для прочности местных напряжений. Чтобы в процессе работы поршневые пальцы не выходили из отверстий бобышек и не могли повредить зеркало цилиндра, их фиксируют в строго заданном положении относительно шатуна или поршня. По способу фиксации пальцев они подразделяются на плавающие и закрепленные. Закрепленными считаются пальцы, неподвижно зафиксированные в головке шатуна или в бобышках поршня В головке шатуна палец закрепляют с помощью стяжного болта устанавливаемого в разрезную головку (см. рис. б). Палец сохраняет в этом случае угловое перемещение только в бобышках. Чугунные поршни при таком креплении пальцев снабжают бронзовыми втулками, уменьшающими потери на трение и предотвращающими возможные задиры трущихся поверхностей. Крепление пальца в бобышках поршня осуществляется с помощью стопорного болта, который на резьбе заворачивается в бобышку и проходит через сделанное для этой цели отверстие в стенке пальца (см. рис. в). Поэтому угловое перемещение пальца сохраняется только в головке шатуна с запрессованной в нее в качестве подшипника бронзовой втулкой. При неподвижной фиксации поршневых пальцев в шатуне или бобышках поршня отдельные участки их нагружаются неравномерно, а следовательно, и неравномерно изнашиваются. Чтобы устранить этот недостаток, применяют так называемые плавающие пальцы. Плавающие пальцы фиксируются только от осевого смещения, как показано на рис. а и г. В процессе работы они могут свободно поворачиваться как в головке шатуна, так и в бобышках поршня, что способствует более равномерному их износу. В холодном состоянии палец должен плотно без качки входить в отверстие втулки верхней головки шатуна, а по отверстиям в бобышках поршня из алюминиевых сплавов он подбирается с тугой посадкой. Необходимость этого обусловливается разницей в коэффициентах линейного расширения у алюминиевых поршней и стальных пальцев. Опыт показывает, что в прогретом двигателе зазоры между поршневым пальцем и отверстиями в бобышках и головке шатуна выравниваются. Для облегчения сборки алюминиевые поршни рекомендуется подогревать до 60—80°С путем погружения в горячую жидкость, например в нейтральное масло. Плавающие поршневые пальцы получили наибольшее распространение в автомобильных, тракторных и других быстроходных двигателях. Осевую фиксацию плавающих пальцев осуществляют с помощью стопорных пружинных колец круглого или прямоугольного сечения (см. рис. а) и реже для этой цели используют грибки из мягкого металла (см. рис. г). Стопорные кольца устанавливают в канавках, проточенных для них в отверстиях бобышек, несущих поршневой палец. Глубина проточек под стопорные кольца выбирается так, что последние примерно наполовину выступают из них и надежно фиксируют палец от осевых перемещений. Кольца вынимаются из канавок с помощью отогнутых внутрь концов или имеющихся у них отверстий (см. рис. а). Грибки, или заглушки, из мягкого металла (обычно из алюминия) запрессовывают с двух сторон в отверстия поршневого пальца и при осевом перемещении его соприкасаются с зеркалом цилиндра, но не разрушают стенок. Поршневые пальцы двухтактных двигателей с торцов закрываются иногда заглушками, предотвращающими в этом случае возможное перетекание газов между впускными и выпускными окнами. На двухтактных дизелях ЯМЗ пальцы с торцов закрываются стальными заглушками. От осевого перемещения пальцы в этих двигателях фиксируются стопорными кольцами, показанными на рис. д.
Источник: Райков И.Я., Рытвинский Г.Н. Двигатели внутреннего сгорания, 1971 г. Newer news items: Older news items: |
azbukadvs.ru
Поршневой палец служит для шарнирного соединения поршня с шатуном и является осью, относительно которой шатун совершает колебательное движение.
Поршневой палец работает в условиях знакопеременной нагрузки при четырехтактном процессе и в условиях близких к пульсирующей нагрузке в случае двухтактного процесса. Кроме того, поршневой палец испытывает тепловую нагрузку вследствие передачи теплоты от головки поршня, выделения теплоты при трении поршневого пальца о головку шатуна и бобышки поршня. В результате этого создаются неблагоприятные условия для осуществления жидкостного трения. Из-за наличия полужидкостного трения поршневой палец и сопряженные с ним поверхности бобышек поршня и верхней головки шатуна сильно изнашиваются.
Для обеспечения нормальных условий работы поршневого пальца его конструкция должна удовлетворять следующим требованиям: малая масса, минимальная деформация при работе, хорошая сопротивляемость ударной нагрузке, высокая износостойкость и прочность при переменной нагрузке.
Поршневой палец делают цилиндрической формы с отверстием внутри.
Конструкция поршневого пальца в основном зависит от типа сопряжения поршневого пальца с бобышками поршня и верхней головки шатуна. По указанному признаку различают поршневые пальцы: 1) закрепленные в бобышках поршня и вращающиеся в головке шатуна; 2) закрепленные в головке шатуна и вращающиеся в бобышках поршня и 3) свободно вращающиеся как в головке шатуна, так и в бобышках поршня — плавающие пальцы.
В первом случае поршневой палец стопорится болтами, для которых в бобышках поршня имеются отверстия с резьбой, а на поверхности самого пальца — отверстия для его стопорения. Недостатком такого крепления являются: выкрашивание резьбы стопорного болта, увеличение брака при термической обработке поршневого пальца из-за наличия в нем углубления, прогиба поршневого пальца из-за увеличения длины поверхности соприкосновения поршневого пальца с головкой шатуна (для уменьшения износа рабочих поверхностей). Поэтому этот тип крепления не применяется.
Во втором случае крепления поршневого пальца значительно сокращается длина головки шатуна, что ведет к уменьшению массы шатуна и расчетной длины поршневого пальца, а следовательно, и его прогиба. Этот способ крепления поршневого пальца целесообразно применять при чугунных поршнях. Если поршень пальца изготовлен из сплава, имеющего высокий коэффициент расширения,то вследствие того,что поршневой палец должен поворачиваться в бобышках даже холодного поршня, зазор в сопряжении поршневой палец — поршень при повышении температуры получается увеличенным.
Преимущественное распространение получили поршневые пальцы плавающего типа, так как они незначительно и равномерно изнашиваются по длине и по окружности и удобны при монтаже. Кроме того, в случае их применения уменьшается опасность заедания пальца.
Для предотвращения осевого перемещения поршневого пальца плавающего типа применяют различные способы фиксации. При фиксации поршневого пальца одним кольцом ослабляется его опасное сечение, поэтому предпочтительнее креплениепоршневого пальцадвумя кольцами в бобышках поршня. В ряде двигателей в отверстия бобышек поршня устанавливаются заглушки 1 из листовой стали и пружинящие кольца 2. В некоторых случаях фиксация поршневого пальца осуществляется пробками из алюминия или латуни, при этом несколько повышается жесткость кольца и улучшается отвод теплоты.
Конструктивные формы поршневых пальцев весьма разнообразны. Наиболее простыми являются поршневые пальцы трубчатой формы. Поршневые пальцы с коническими внутренними поверхностями имеют форму бруса равного сопротивления изгибу, вследствие чего уменьшается масса поршневого пальца.
Для смазки поршневого пальца в бобышках поршня масло подводится по каналу из-под маслосъемных поршневых колец через отверстия в бобышках поршня. Смазка поршневого пальца в головке шатуна осуществляется маслом, разбрызгиваемым кри-вошипно-шатунныммеханизмомиподаваемымкпоршневому пальцу через отверстия в головке шатуна, или маслом, поступающим по каналу в шатуне от шатунной шейки коленчатого вала.
maestria.ru
Cтраница 1
Крепление поршневого пальца в поршневой головке шатуна ( двигатели Остин, Даймлер и др.) позволяет увеличить длину бобышек поршня и уменьшить длину поршневой головки шатуна, что уменьшает расчетную длину и прогиб поршневого пальца и несколько снижает его износ. [2]
Крепление поршневого пальца в поршневой головке шатуна позволяет уменьшить ее длину и увеличить длину бобышек поршня, что уменьшает расчетную длину и прогиб / поршневого пальца и несколько снижает его износ. [4]
Конструкция верхней головки шатуна зависит от способа крепления поршневого пальца. При закреплении пальца в шатуне верхние головки имеют косой или прямой разрез, стягиваемый болтом. При плавающем пальце верхняя головка имеет запрессованную в нее бронзовую втулку с толщиной стенок 0 5 - 2 5 мм. [5]
Поршневой палец прикреплен к верхней головке шатуна ( рис. 39) при помощи стопора, который частично входит в отверстие верхней головки. Такое крепление поршневого пальца обеспечивает надежное соединение и бесшумность работы. [7]
Во всех рассматриваемых двигателях шатуны штампованы из углеродистой или легированной стали и термически обработаны. Конструкция верхней головки шатуна обусловливается способом крепления поршневого пальца. При плавающем типе в верхнюю головку запрессовывается бронзовая втулка. При креплении пальца в верхней головке шатуна последняя имеет стяжной болт. Первый тип шатунов имеют все рассматриваемые двигатели, второй - двигатели ЗИС-5М. [9]
В настоящее время наибольшее распространение получили плавающие поршневые пальцы, которые во время работы двигателя могут проворачиваться как в бобышках поршня, так и в поршневой головке шатуна. Это обеспечивает уменьшение износа плавающего пальца и его опорных поверхностей, поскольку относительная скорость трущихся поверхностей примерно вдвое меньше, чем при других креплениях поршневого пальца. [11]
В настоящее время наибольшее распространение получили плавающие поршневые пальцы, которые во время работы могут проворачиваться как в бобышках поршня, так и в верхней головке шатуна. Это обеспечивает уменьшение износа плавающего пальца к его опорных поверхностей, поскольку относительная скорость трущихся поверхностей примерно вдвое меньше, чем при других креплениях поршневого пальца. [12]
Поршни ( рис. 186) отливают из чугуна или алюминиевых сплавов. В поршне различают днище 5, воспринимающее давление воздуха, головку 2 с канавками 4 для поршневых колец 3, бобышки 1 с отверстиями для крепления поршневого пальца 9, нижнюю часть 8, которая служит для направления движения поршня и передачи бокового давления на стенки цилиндров. [13]
В поршне тронкового двигателя направляющей частью является его цилиндрическая часть ( юбка), или тронк. Поршни тронкового двигателя разделяют на цельные ( рис. 71, а, б) и составные ( рис. 71, в) - с отъемной головкой поршня и вставкой для крепления поршневого пальца. Тронковые поршни изготовляют как с принудительным охлаждением, так и без него. Обычно охлаждение масляное, иногда встречается водяное охлаждение. Принудительное охлаждение применяют для поршней при мощности цилиндров 74 кВт и более, а также для поршней быстроходных двигателей с повышенным тепловым напряжением. [14]
По данным фирмы Studebaker, закрепление пальца в верхней головке шатуна обеспечивает более спокойную работу, чем плавающий палец или крепление пальца в бобышках поршня. При такой установке поршневого пальца вследствие большего расстояния между его опорами значительно уменьшается боковой наклон ( опрокидывание) поршня при наличии зазоров в подшипниках поршневого пальца. Крепление поршневого пальца осуществляется с помощью клиновидного болта при сплошной верхней головке шатуна. Такая конструкция обеспечивает более надежное крепление, чем распространенный способ крепления с помощью цилиндрического болта при разрезной верхней головке шатуна. [15]
Страницы: 1 2
www.ngpedia.ru
Cтраница 2
На рис. 153 приведена принципиальная схема измерительной позиции автомата для / - j 4 контроля поршневых пальцев двигателей внутреннего сгорания. [16]
Поршневой палец двигателя и втулка звена гусеницы трактора С-80 очень близки по конфигурации и размерам. [17]
Например, уменьшение конусности, седлообразное и овальности шеек коленчатого вала двигателя одного из автомобилей с 0 01 до 0 006 мм позволяет увеличить срок работы вкладышей подшипников в 2 5 - 4 раза. При изготовлении поршневых пальцев двигателей с допуском на диаметр 15 мкм устанавливают допустимую конусность, овальность и огранку не более 4 мкм каждая. Погрешности формы и расположения поверхностей также оказывают влияние на точность базирования деталей при изготовлении и контроле, на трудоемкость и точность сборки, повышают объем пригоночных работ. [18]
Своеобразие условий работы пары поршневой палец-отверстия бобышек поршня или поршневой палец-отверстие втулки верхней головки шатуна отражается на интенсивности изнашивания, на увеличении зазора между ними. Так, зазор между поршневым пальцем двигателя ЗИЛ-120, изготовленного из стали 15Х, твердостью после термической обработки HRC 56 - 62 и втулкой из оловянистой БрОЦС4 - 4 - 25 увеличился на 1000 км пробега в среднем для 36 пар на 0 70 мкм; за то же время зазор сопряжения поршневой палец-отверстия бобышек поршня из алюминиевого сплава возрос на 0 28 мкм. Следовательно, скорость износа сопряжения поршневой палец-отверстие втулки верхней головки шатуна двигателя ЗИЛ-120 примерно в 2 4 раза больше, чем сопряжения поршневой палец-отверстия бобышек поршня. [19]
Микрорельеф рабочих поверхностей поршневого пальца и сопряженных с ним деталей также образуется в соответствии с условиями трения. На рис. 100 показан микрорельеф поверхности поршневого пальца двигателя 1МА в области перехода от неработающей ( под отверстиями бобышек поршня) к изнашиваемой ( под верхней головкой шатуна) поверхности. В этой области рабочая поверхность покрыта рисками, и по внешнему виду микрорельеф ее напоминает микрорельеф поверхности, образующийся в процессе шлифования. Наличие рисок на поверхности подтверждает, что в этой области трение происходит в полусухой фазе и имеет место металлический контакт трущихся поверхностей. [20]
Иногда поршневые пальцы подвергают раздаче в закаленном состоянии, что исключает операции термической обработки до и после раздачи. Имеется, в частности, опыт раздачи закаленных поршневых пальцев двигателя автомобиля ГАЗ-51. [22]
На рис. 102 приведены кривые распределения параметра шероховатости поршневых пальцев двигателей. [24]
Для контроля применяют также автоматические устройства. В автомобилестроении, например, используют автоматы для контроля и сортировки поршневых пальцев двигателя на размерные группы. [25]
Как было показано, подавляющее большинство современных изделий имеет конечную долговечность. Если же объектом исследования служит какая-то конкретная деталь, например коленчатый вал, шатун, поршневой палец двигателя внутреннего сгорания, то разброс значений усталостной прочности за пределом усталости можно определить по разбросу усталостной дол говечности. Для любого конкретного металла угол наклона кривой 5 - 1о § Лг почти неизменен, и построив график по данным о. [27]
Многолетними испытаниями установлено, что наибольшей износостойкостью обладают стальные термически обработанные поршневые пальцы с высокой поверхностной твердостью. Сравнительные испытания подтверждают это положение. В табл. 6 приведены результаты испытаний поршневых пальцев двигателей автомобилей ЗИЛ-150 и ЗИЛ-585 на износостойкость. Из таблицы видно, что наибольшее сопротивление изнашиванию оказывают поршневые пальцы из стали 15Х, обработанные термодиффузионным путем и имеющие относительно более высокую поверхностную твердость. Электролитическое покрытие поршневого пальца гладким ( твердым) хромом и пористым хромом ( после анодного травления в течение 5 мин) оказалось малоэффективным; износостойкость как в первом, так и во втором случае составляет примерно 30 и 45 % от износостойкости стальных термообработанных пальцев. Пористое хромирование не дает существенных преимуществ по сравнению с гладким хромированием. [28]
Ремонт давлением особенно удобно производить без йагрева, если деталь термически обработана. В этом случае восстановление детали упрощается. Опытами Украинского дорожно-транспортного научно-исследовательского института установлена возможность восстановления способом давления поршневых пальцев двигателей Горьковского автомобильного завода. Поршневые пальцы указанных двигателей изнашиваются равномерно на величину до 0 06 мм по диаметру. Для восстановления их достаточно через отверстие пропустить пуансон с натягом от 0 16 до 0 20 мм, и пальцы увеличатся на 0 04 - 0 07 мм по наружному диаметру. Усилие, необходимое для продавливания через отверстие поршневого пальца, составляет 600 - 3500 кг. [29]
Страницы: 1 2
www.ngpedia.ru