






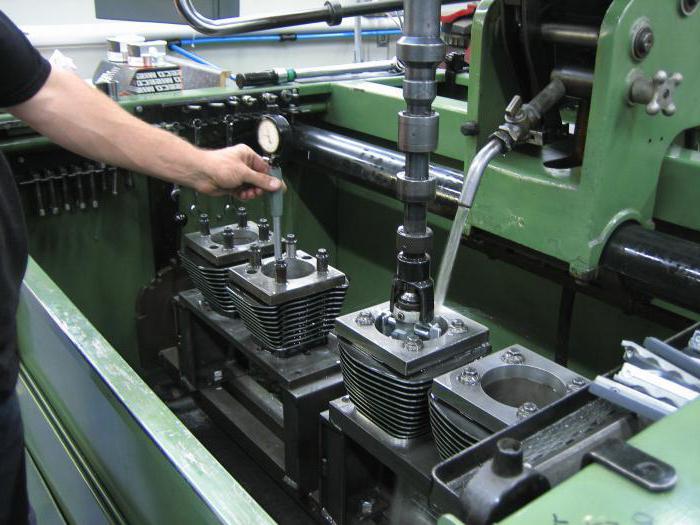
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Читайте в этой статье

Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Читайте также

Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Читайте также
krutimotor.ru
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Причины хонингования цилиндров:

Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью.  Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:


К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
autolirika.ru
Ответим на частые вопросы и сомнения:
Под износом двигателя надо понимать в первую очередь - его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.

Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски - так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,

и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.

Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.
Металлокерамический слой образуется только в местах мелких неровностей, в то время, как крупные выступы остаются выше этого слоя и не изменяются.
Как видно на рисунке

При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров - это называется абразивным износом.
В этих местах и создается слой металлокерамики. Минералы, входящие в состав RVS размалываются выступами микрорельефа, выделяется достаточное количество энергии для прохождения процессов микросваривания и микросхватывания. Начинается реакция замещения с образованием новых кристаллов и небольшого слоя металлокерамики. В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии - прекращается реакция замещения - прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла - РВС составы не требуют постоянного присутствия в масле.
В средней части, где масляная пленка поднимается над вершинами рисок, слома не происходит и создание слоя маловероятно.
В случае же, если микрорельефа на цилиндрах совсем не осталось, или как говорят, образовалось зеркало, то создаваемый защитный слой уплотнит сопряжение цилиндр-кольцо.
Новый слой обладает пластичностью до 50 кгс/см2, что позволяет противостоять изнашиванию, при котором сила трения в двигателе минимальны и коэффициент ее составляет 0,003-0,007
Такие результаты обработки РВС составом позволяют проехать без масла до 300 км. без нанесения урона схватыванием!
Кроме того, в результате воздействия значительных удельных давлений и больших скоростей трущихся деталей происходит тепловое изнашивание деталей. Выделяющееся тепло размягчает металл и разрушает поверхности в результате оплавления и переноса металла с поверхностей сопряженных деталей.
Твердость поверхностей с металлокерамикой может достигать 63-70 HRC, а температура его разрушения 1575-1600C. Новый слой является диэлектриком и огнеупором, стоек к коррозии, что позволяет ему противостоять как тепловому изнашиванию двигателя, так и окислительному изнашиванию, которое возникает вследствие воздействия кислорода, который, так или иначе, попадает вместе с атмосферным воздухом.
rvsmaster.ru
Те, кто работает станочником или учится по данной специальности, не раз сталкивались с таким понятием, как абразивная обработка. К данному виду работ относятся наиболее популярные операции, такие как шлифование, полирование, суперфиниширование (суперфиниш) и хонингование.
Хонингование – это специфическая форма тонкой обработки. Ее редко применяют в машиностроении, так как есть иные механические операции, с помощью которых можно достичь лучших результатов. Поэтому мало кто знает о том, как выполняется хонингование цилиндров, что это такое, для чего и в каких случаях используется.

Хонингование – это механическая операция по обработке материала резанием, где в качестве резального инструмента используются алмазные зерна. Данная операция считается очень производительной и эффективной по отношению к отверстиям. Снимать припуск при данной обработке можно до 2 млн мм3 в час. Это соответствует чистовому точению резцом при токарной обработке или черновому шлифованию абразивным кругом. Поэтому можно сказать, что хонингование – это еще и финишная обработка, так как во время операции получают окончательную поверхность, то есть готовую деталь.
Инструмент, который используется при хонинговании, называется хоном, или хонинговальной головкой. Хон представляет собой металлорежущий инструмент, состоящий из трех и более абразивных брусков (камней), расположенных по периметру.
Во многих хонах камни являются съемными. То есть при изнашивании или поломке их можно с легкостью заменить.
В производстве хонингование выполняют на специальных станках, которые бывают двух видов: горизонтальные и вертикальные. Горизонтальные хонинговальные станки выполняют с горизонтальным расположением шпинделя. Вертикальные, соответственно, имеют вертикальное расположение шпинделя. Первые используются для длинных деталей, а также для наружных операций. Вертикальные станки – для коротких деталей и преимущественно для внутренней обработки, т. е. отверстий.
Известные модели станков: 3Г833, 3К833, 3Н-86, М4215-1. А также новые модели: Sunnen HTS-124-020, LEV125 СОМЕС, LEV250 СОМЕС, ТН170 и ТМ806 (807).
Зачастую новые модели хонинговальных станков делают специализированными, а не универсальными, в отличие от станков советского производства. То есть они пригодны лишь для какой-то одной операции, к примеру, для хонингования цилиндров. Также есть и новые модели станков небольшого размера. Как правило, такие станки разрабатываются для проведения хонингования в домашних условиях.

Как и говорилось ранее, зачастую такая механическая операция, как хонингование, применяется для финишной обработки отверстий и других круглых труднодоступных поверхностей в тех случаях, когда остальные методы абразивной обработки применить нельзя или их применение будет нецелесообразно. Кроме того, хонингование отверстий применяется в тех случаях, когда необходимо достигнуть минимальной шероховатости и цилиндричности поверхности, вплоть до микронов. Именно поэтому наибольшую популярность данный вид обработки получил при изготовлении цилиндров. Последние широко используются в технике, строительстве и автомобилестроении.

Хоть шлифование, полирование и притирка считаются наиболее популярными и распространенными методами обработки цилиндров, в большинстве случаев предпочтение отдают хонингованию, так как оно является более эффективным и точным. Помимо этого, при хонинговании можно столкнуться и с другими преимуществами, среди которых:
Как и говорилось ранее, чтобы выполнить хонингование нескольких цилиндров за одну операцию, на многих предприятиях используется специальное приспособление для хонингования. Зачастую это зажимные приспособления, которые помогают закрепить цилиндровый блок на станине станка для последующей обработки.
Таким образом, после закрепления узла в приспособление на станке хонингование блока цилиндров выполняется в два этапа:

Немногие знают о том, что хонингование цилиндров можно проводить не только в заводских условиях, но и дома. Зачастую такая операция может понадобиться в тех случаях, когда старый цилиндровый блок утратил свое свойство устойчивости к износу или его необходимо очистить от накопившейся накипи.
В домашних условиях хонингование – это все та же тонкая обработка, но не с использованием СОЖ и хона, а керосина (или хонинговального масла) и специальной хонинговальной головки, которая с легкостью крепится на обычную электродрель. Подобные головки можно приобрести в любом автомобильном или строительном магазине (по виду они смахивают на ершики для мытья посуды). Как и в случае с хонами для станков, хонинговальные головки для дрели продаются также для черновой и чистовой обработки. Отличаются они между собой допустимыми диаметрами и материалом.
Для проведения подобной операции и для более комфортной обработки цилиндровый блок можно закрепить в любом зажимном устройстве или, на крайний случай, на такой поверхности, которую можно удерживать ногами. После того как деталь надежно закреплена, можно проводить само хонингование. Рекомендуется два раза обработать отверстие при черновой обработке и один раз при чистовой.

После выполнения операции хонингования, как правило, следует очистить деталь от стружки металла и абразива. Эффективно выполнить очищение позволит теплая мыльная вода и мягкая щетка. Таким образом, можно избавить деталь не только от стружки, но и отполировать ее.
После всех вышеперечисленных действий цилиндры обычно дополнительно обрабатывают специальной абразивной пастой. Она позволяет очистить поверхность от оставшейся мелкой стружки, которую сложно заметить невооруженным глазом.
Использование мыльной воды, щетки и пасты для очистки позволяет восстановить прежний вид блока цилиндров, избавиться от всяких заусенцев, накипи и т. д.
Узнав, как выполняется повторное хонингование цилиндров, что это такое, когда его необходимо использовать, многие могут подумать о том, что это довольно простая процедура и, может быть, даже не совсем необходимая. Но, несмотря на простоту, эффект от проведения повторной обработки цилиндров хонингованием не заставит себя долго ждать.
Такая обработка поможет продлить срок эксплуатации как самого узла, так и автомобиля. Кроме того, повторное хонингование в домашних условиях поможет повысить ремонтопригодность без необходимости обращения к соответствующим специалистам.
fb.ru
Хонингование цилиндров — это финальный этап при проведении капитального ремонта двигателя автомобиля. Цель процедуры — снизить шероховатость цилиндров для обеспечения плавного хода поршня.

Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Это приводит к таким проблемам, как:
Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:

Расточка и хонингование выполняется по этапам:
Чтобы проводить хонингование блока цилиндров, достаточно иметь любой абразивный материал, но чтобы перейти к самим цилиндрам, лучше всего воспользоваться брусками с напылением из керамики или алмаза.
Керамические абразивы имеют свойство быстро изнашиваться, в отличие от других. Алмазные абразивы «экономят» физические усилия мастера при обработке. После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.

Хонингование является эффективным методом обработки поверхностей двигателя, поскольку здесь достигается высокий уровень точности. Хонингование способствует увеличению максимального уровня давления в цилиндрах. Этот показатель дает возможность двигателю повысить эффективность.
Из-за расточки на поверхности цилиндра есть специальная сетка, с помощью которой масло дольше сохраняется. При работе двигателя детали взаимодействуют друг с другом, таким образом масло их постоянно смазывает.

Для выполнения хонингования не подойдет обычный станок, поскольку тут нужна работа специального оборудования. Как было сказано выше, расточка делается при помощи брусков с абразивным материалом. Количество таких брусков должно быть от 5 до 8 штук. Чтобы добиться равномерной обработки, бруски должны располагаться по всей поверхности обрабатываемого цилиндра. Чтобы установить инструмент, потребуется помощь гидравлического привода.
Зерна абразивного материала крепятся на бруске за счет связки из пластмассы. Бруски выполнены таким образом, что алмазное напыление самозатачивается.
Самостоятельно осуществить расточку в домашних условиях без спецоборудования нельзя. Плосковершинное хонингование можно выполнить самостоятельно. Такая процедура состоит из двух шагов:
365cars.ru
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый "дрынохон". Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
...Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания...
...Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа "бутылочный ершик" и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке....
 Дрынохон как он есть и в действии |
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа "устаревший метод, сейчас так никто не делает". Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество "дрынохона" только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только "освежить", но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Хонингование - (от англ. honing, от hone - хонинговать, буквально - точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности - отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
 Хонголовка с хонбрусками в цилиндре |
Если считать, что цилиндры - это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения - это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности - совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра - угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. "Законодатель моды" в данном вопросе - фирма KOLBENSCHMIDT (KS) - дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное - методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования - применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
 Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS |
 Прибор для контроля шероховатости Hommel |
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная "возня"), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски - высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 - 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании - хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
 Щётки для крацевания |
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
 Специальные хонинговальные бруски |
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
P.S. С начала 2011 года желающие могут сходит на экскурсию по цеху механобработки в техцентре "Дзержинский". Записаться можно по электронной почте. Вам покажут и расскажут в том числе и о хонинговании. Бутербробы и термос брать не обязательно - обещаем накормить.
www.mehanika.ru
Я надеюсь что будет достаточно противников и союзников по этой статье. Я только прошу перед очередным комментарием прочитать статью полностью. Это пробная статья на тему дисскусии в защиту "дешевой" капиталки двигателя. Под дешевой капиталкой двигателя я имею ввиду замену колец, колпачков, и всех сопутствующих прокладок по ходу ремонту без снятия двигателя. Нет необходимости, точить цилиндры и менять поршня под ремонтный размер. Легкий - дешевый ремонт двигателя своими силами по расходникам выходит до 400$. Полноценная капиталка 0.25-0.50, добавляет примерно 100$ на расточку и хон, 60-300$ новые поршня (Honda, Teikin, Autowelt), плюс дополнительные работы по снятию двигателя и перепрессовки шатунов (поршней).
Конечно при полноценном ремонте двигателя чисто по материалам и работе, по цене 1000$ встает вопрос о целесообразности полного ремонта на D14 (а это ведь 75-110лс). Контрактный мотор D15, D16(ZC) пусть и не понятном состояние будет стоит 300-600$, B серия стоит 1500-2500$. С продажи своего D14 Вы можете вытянуть 100-300$. Я знаю людей в живую кто менял свой, жрущий масло мотор, на контрактный мотор, и мотор клинил через неделю после свапа. Это не байка.

Кольца поршня, шпоргалка
Размер цилиндра двигателя D серии 75мм. Это означает, что изначально цилиндр имеет диаметр 75мм, и радиус соответственно во всех точках 37.5. Со временем "по природе" работы двигателя износ становится эллипсоидным, то есть по оси X радиус становится больше чем Y. Конечно Y тоже меняется но менее значимо нежели X. Первый ремонтный размер 0.25 это означает что диаметр цилиндра 75.25, а радиус во всех точках должен быть 37,625мм. То есть разница 0,125мм, не нужно считать что это очень мало и этим можно пренебречь. Это не верно. Но пока рассуждаем дальше.Сейчас средний пробег для Honda Civic 6 поколения около 220000-250000 км, уже есть конечно единицы с 300000км пробегом. То есть примерно 13000км в год. В большинстве случаев, двигатели не вскрывались и кольца не менялись. К этому моменту начинает увеличиваться жор масла. Повышенный износ колец при масляном голодание (Хонду же не убьешь, она и без масла может), либо если кольца закоксовались, и полноценно не работают — залегли.Тем не менее, по личному и дружественному опыту, большинство двигателей D серии, в особенности D14 и D15, по измерению цилиндра не доходили до ремонтного размера в износе 75->75.25. Да конечно, почти все двигатели имели эллипсность, грубо говоря x=75.08 и y=75.14. Очень редко когда какой то из размеров доходил до ремонтного или тем более переваливал его. Если это все таки случилось то конечно без вариантов — расточка, хон, новые поршня. Если вы планируете форсировать двигатель, то тут тоже без вариантов, только полный ремонт. И вы забудете о двигателе еще на долгое время, конечно при правильной эксплуатации.
Но если вы планируете остаться в стоке до 150лс (атмосфера, VTEC, чиповка) перемещаться в основном по городу и трассе, а не на кольце. Если вы студент и у вас нет оборудования для снятия двигателя, в общем если вы хотите просто убрать жор масла и дальше долгое время ездить без проблем, то нет никакого криминала в простой замене колец и колпачков. Я знаю ни один десяток ребят, кто просто заменил кольца и доволен как слон. Курсируют между Минском и Москвой, занимаются такси круглые сутки в городе, в общем живут в машине. Живые, свежие кольца после обкатки (примерно до первой замены масла) работают на отлично.

Измерение замка колец на поршне щупом
Ок, допустим это все бред Я не прав. Открывайте любой справочник Honda Civic 1992-2000. Найдите пункт "зазор в замке поршневого кольца", возьмем второе самое толстое кольцо.
Вы сами можете измерить зазор замка кольца в середине цилиндра (максимальный износ) в обоих положениях (x,y), и в 90% значение замка не выходит за пределы номинального (рабочего) значения , часто бывает примерно 0.42-0.44 (для 200000км пробега). Не говоря уже об эксплуатационных значений, являющимися критическими 0.7мм.Конечно, если подходить к вопросу более глобально то работу нужно проводить практически в стерильных условиях, со спец инструментами, править и заменять все что возможно, менять вкладыши по цвету, в общем, подходить к ремонту очень скрупулезно. Если идти по мануалу точно, то нужно менять и все болты, потому что они растягиваются. Но на это нужны колоссальные деньги и время. Мой выбор по прежнему быстрая замена колец с сопутствующими прокладками, еженедельные проверки двигателя, на наличие жидкостей и течей. И именно поэтому такого типа капиталка, намного выгодней нежели замены двигателя. В крайнем случае если хона "мало", но есть все таки возможность двиг снять, то примерно за $50 можно попробовать нанести хон. Конечно 100% вы не нанесете, но очень очень хорошо обновите цилиндры, без замены самих поршней и расточки блока (около 400$ экономия). Но выбор конечно за вами. Все! Можете кидать помидоры. Но я также надеюсь каждый негативный отзыв будет подкреплен практикой, так как мои слова прошли через несколько лет промышленности, Я не всегда сидел за компом, и такие вещи как микрометр, допуск, посадка, квалитет, нонисус, расчет коэффициента теплового линейного расширения металла и сплавов мне чуть-чуть знакомы.
Тут я вскользь упомянул о хоне, и естественно нужно объяснить что такое хон цилиндра, или хон двигателя. Во первых хонингование — это процесс нанесения перекрестных насечек на всю внутреннюю часть цилиндра. На самом деле Хоном называется специальная головка которой производится процесс, но пускай хоном сейчас будет называется именно некий "результат" на поверхности цилиндра. Без хона (зеркало) нет маслинной пленки, а значит идет более быстрый износ колец. Если очень грубо объяснить, это нарезка тончайшей левой и правой резьбы внутри цилиндра (да простят меня гуру). Делается на станке специальными головками — Хонами.

Типовой вида хона, и процесс хонингования

Реальный хон на стенки цилиндра хонды
Данная статья актуальна для автомобилей Honda выпуска 1992-2000 годов, таких как Civic EJ9, Civic EK3, CIVIC EK2, CIVIC EK4 (частично). Информация будет актуальна для владельцев Honda Integra в кузовах DB6, DC1, с моторами ZC, D15B, D16A.
На большинство вопросов вам может помочь сообщество вКонтакте. Это реально удобнее чем писать комментарии ниже.
Please enable JavaScript to view the comments powered by Disqus. comments powered bywww.ej9.ru









