





В 1980-х годах ушедшего столетия начал производиться токарный станок ТВ-6 станкостроительным предприятием КомТех-Плюс в Ростове. Модель пришла на замену устаревшего агрегата ТВ-4 и используется для обучения молодых специалистов в условиях учебных заведений, а поэтому не отличается завышенными характеристиками и позволяет выполнять базовые токарные работы по холодной обработке резанием, среди которых: высверливание отверстий, подрезка торцов, обработка цилиндров и конусов, нарезка метрической резьбы, отрезка.
Агрегат предназначен для работы только со сталью и цветными металлами, в ходе работы с которыми не выделяются мелкодисперсная пыль или летучие соединения, способные оказать вредоносное воздействие на организм учащегося.
Установка отличается небольшим размером, благодаря чему он идеально подходит для размещения в учебных мастерских. Его вес – 300 кг, а габариты составляют 144х47х11 см. Устройство позволяет производить обработку заготовок с максимальным диаметром:
Длина болванки, которая допустима для работы на устройстве, равняется 350 мм в максимальном значении, в то время, как длина обработки в максимальном значении составляет 300 мм. Согласно паспорту, оборудование обладает и другими основными характеристиками:
В конструкции рассматриваемой модели передний узел представляет из себя шестиступенчатую коробку скоростей и поддерживает обрабатываемую болванку, передавая ей вращательный элемент. Передний узел устанавливается горизонтально по линии центров посредством пары фиксационных винтов. В конструкции вала переднего узла имеются два упорных подшипника и один радиальный, на которых он установлен.

На вал коробки скоростей от электрического двигателя передается вращательный элемент посредством ременной передачи. В коробке скоростей вращательный элемент передается на вал со статичными зубчатыми колесами и блоком зубчатых колес через вал и зафиксированную шестерню. Блок-шестерня задействуется только при реверсной подаче.
Болванка, которая укрепляется в трехкулачковом патроне или планшайбе, вращается под воздействием главного вала. Если болванка обрабатывается в центрах, то в главный вал монтируется неподвижный центр.
Направление резцедержателя изменяется благодаря специальному устройству, которое установлено в коробке скоростей. Данная операция осуществляется при помощи рукояти, которая перемещает шестерню в правое или левое положение.
Прямое вращение осуществляется, если шестерня находится в левом положении и задействуется блок зубчатых колес. Обратное вращение осуществляется, если шестерня находится в правом положении и задействуется паразитное зубчатое колесо.
Задний узел служит для предотвращения радиального биения поддержанием заднего конца болванки и для обработки отверстий установленным сверлом. Корпус заднего узла передвигается по направляющим основы агрегата. Внутри корпуса располагается пиноль, которая передвигается в продольном направлении при помощи винта и маховика на расстояние до 65 мм. Режущие и сверлильные инструменты вставляются в коническое отверстие, которое имеется в пиноли.
Задний узел имеет следующие конструктивные элементы;
Гитара сменных зубчатых колес (или передаточный механизм) выполняет функцию передачи элемента вращения от главного вала к коробке подач. Гитара состоит из кронштейна, на котором установлены зубчатые колеса. Гитара характеризуется передаточным отношением i = 24/60 * 40/64 = ¼, которое является постоянным для данной модели, поскольку сменные зубчатые колеса не включены в комплектацию оборудования.
Коробка подач, которая приводится в действие через гитару сменных зубчатых колес, имеет следующие составляющие:
На лицевой стороне коробки расположена рукоять, положение которой определяет параметры резьбы. При повороте рукояти в одно из трех позиций блок-шестерня перемещается по шлицам и зацепляется с другими шестернями.
Другая рукоять, расположенная на панели коробки, осуществляет запуск ходового валика и винта. Учебная модель имеет систему безопасности, которая присуща промышленному оборудованию, не позволяющую осуществлять одновременный запуск ходового валика и винта.

Посредством специальных фитилей масло подается из специального корыта, благодаря чему обеспечивается смазка всех элементов коробки подач.
Фартук служит для осевой подачи резцедержателя от ходового винта и валика механическим способом и осевой подачи, осуществляющейся вручную. Вращение маховика, расположенного на вал-шестерне и зацепляющегося с зубчатым колесом, которое расположено на валике реечного зубчатого колеса, осуществляет ручную подачу. Реечная шестерня сцепляется с зубчатой рейкой, которая жестко зафиксирована на станине.
Червяк, который соединен скользящей шпонкой с валиком, отвечает за механическую подачу. Червяк заставляет вращаться червячную шестеренку, откуда элемент вращения передается на реечное зубчатое колесо через кулачковую муфту и шестерни.
Поворотом рукояти производится запуск кулачковой муфты и, следовательно, механической подачи. Другая рукоять, которая соединяет маточную гайку и ходовой винт, при повороте вниз осуществляет механическую подачу.
При нарезке резьбы необходимо вывести из зацепления реечное зубчатое колесо и рейку, что осуществляется оттягиванием рукояти на себя. А при механической подаче и ручной подаче резцедержателя другое реечное зубчатое колесо должно быть зацеплено с зубчатой рейкой, что осуществляется оттягиванием рукояти от себя.
Конструктивными особенностями узла предусмотрена система безопасности, которая предотвращает запуск механической подачи и маточной гайки одновременно.
Важные элементы фартука:
Суппорт отвечает за установку резцов и их перемещение в процессе работы агрегата и состоит из четырех кареток:
Направляющие основы кареток и клиньев истираются в процессе работы и между ними возникают зазоры. Из-за их появления снижается точность обработки заготовок, поскольку режущий инструмент начинает вибрировать. Вибрация устраняется регулировкой прижимных планок салазок болтами. Клинья регулируются при помощи болтов, которые располагаются в торцах второй каретки.
Посредством рукояти и болта на четвертой каретке устанавливается механизм фиксации резцов, который отжимается вверх при отворачивании рукояти. Положение механизма устанавливается опорным штифтом. Конструкция резцедержателя позволяет одновременно устанавливать до 4 резцов, которые крепятся болтами.
Видео: токарный станок ТВ-6.
metmastanki.ru

Токарный станок ТВ-6 был выпущен в производство в 80-х годах специально для обучения будущих токарей. В скором времени его повсеместно внедрили во все школы и в специальные учебные заведения, подготавливающие будущих мастеров токарного дела. Так как станок школьник ТВ-6 был сделан в основном исключительно для обучения, он имеет весьма скудными характеристиками с технической точки зрения. На это простом в использовании оборудовании выполняют такие работы как:
Работать на станке можно было только с металлическими изделиями, которые в ходе работы не выделяли бы мелкодисперсную пыль и других летучих соединений, так как они могли пагубно сказаться на здоровье учеников. Среди разрешенных металлов были сталь и различные цветные металлы.
Содержание статьи

Фото станка
Токарно винторезный станок тв 6 имеет вес в 300 килограммов с шириной в 470мм, высотой в 110мм и длиной в 1440мм, что делает его достаточно компактным, и он идеально вмешается в маленькой мастерской. Благодаря своим характеристикам, станок школьник, может работать с максимальным размером заготовок в 8см над суппортом и 20см над станиной.
Максимальные же размеры заготовок, с которыми может работать устройство, составляют: 35 сантиметров в длину с протяженностью протачивания 30 сантиметров максимум. Так же важным является высота от линии центров над опорой поверхности резца, у этого станка она составляет 12мм с максимальной шириной и высотой резца 12 на 12мм.
Технические характеристики суппорта являются следующими:
Можно так же добавить, что резцовые салазки станка могут быть повернуты на 45 градусов, как это показывает схема.
Станок школьник ТВ-6 оснащен шпинделем, который имеет следующие технические характеристики:
Механизм блокирования и торможения технические характеристики шпинделя не предусматривают.

Схема устройства
Станок школьник ТВ-6 имеет следующее устройство, как показывает схема:
Элементами коробки подач являются: 5 шестерен, сливная пробка, муфта, два вала, рукоятка, ходовой валик, блок шестерни и круглая гайка. С помощью передаточной шестерни коробка получает движение от коробки скоростей. Нужные резьбы используются в подаче с помощью рукоятки, находящейся на лицевой стороне коробки передач.
Функционирование ходового винта и валика в одно время не предусмотрено из мер безопасности. КП, как и все её составные части смазываются маслом, которое поступает корыта из верхней части коробки подач. Подается масло на шестерни и трущиеся детали производится при помощи фитилей.
Тумба из передней части станка имеет форму буквы «П», которая имеет в нижней и в верхней части ребра жесткости. Реверсивная кнопка, предназначенная для включения и выключения двигателя, находится спереди тумбы. Двигатель размещен в задней части этой тумбы. Задняя тумба выполнена практически так же, ключевым узлом которой является электрощиток.

Схема устройства станка
Задняя бабка токарного станка имеет следующее устройство:
Характеристики задней бабки делают возможным передвижение пиноли до 65мм (см. схема задней и передней бабки).
Станина станка наделена двумя направляющими призматической конфигурации и так же форму коробки. Она нужна для фиксации в определенном положении некоторых составных частей станка. Каретка передвигается по передней призматической направляющей, а задняя бабка по задней. Присоединяется станина не две тумбы, где с передней части находится рейка и ходовой винт.
Фартук станка имеет следующее устройство, как это представляет схема:
Суппорт основан на четырех каретках. Этот элемент отвечает за фиксирование и перемещение режущей части инструмента в момент работы с металлом. Рабочий инструмент прикрепляется на резцедержателе на четвертой каретке, с возможностью на третью каретку исключительно в продольном направлении. Третья каретка поворотная и в свою очередь она прикрепляется ко второй, которая в свою очередь крепится к первой. Вторая каретка двигается в поперечном направлении. Первая каретка двигается в продольном направлении. Все более точно показывает схема.
Для передачи вращения скорости станка используется в коробке подач передаточный механизм, который имеет название гитары. Гитара в свою очередь имеет кронштейн, к которому прикрепляются шестерни. У станка не предусматривается вариант сменных шестерней.
Хоть тв 6 и является учебными, но если за ним работает специалист, то можно получить очень хорошего качества детали. Это свойство зачастую является ключевым в выборе простого станка, как и вполне адекватная цена – в пределах 30-40 тысяч рублей.
В структуре станка используются клиномерные передачи, которые необходимо постоянно проверять натяжку ремней. Эта не тяжелая профилактика позволяет продолжить срок службы и так же использовать максимальную мощность приводного электродвигателя. В случае если ремни ослабли, натянуть их не сложно. Чтобы это сделать, нужно сначала открутить слегка гайки, которые соединяют салазки с двигателем, после чего нужно натянуть ремень и все.
Самой распространенной неисправностью станка является вибрирование шпинделя. Это происходит в результате ослабление винтов, если же проблема не в винтах, то, скорее всего это вызвано выходом из строя подшипников. Для решения уже этой проблемы необходим профессиональный ремонт.
Если в подшипниках есть зазоры, исправляется это шлифованием торцов колец или регулированием контргайки и гайки.
tvoistanok.ru
Профессия «токарь», была популяризирована в конце 70-х и вплоть до 90-го года. А сделать ее популярной помог токарный станок Тв-6 и его предшественник ТВ-4. Теперь агрегат нового поколения, полностью взял на себя функцию обучающего токарного аппарата. На этом аппарате проводится обучение студентов, которые впоследствии станут специалистами в своей области. Данный аппарат имеет, довольно скромный предел выполняемых работ, однако, для выполнения несложных задач, этого достаточно.
Токарный станок 6 6 можно считать одним из самых легких, что позволяет его устанавливать, в большом количестве, на территории одного помещения, подготовленного для токарных работ (в помещениях учебных заведений, мастерских и так далее).
Для токарного станка ТВ-6 характерна величина :

Такие размеры, оказываются предельно маленькими для такого рода агрегатов, ведь для того, чтобы осуществлялось точение, требуется совокупность механизмов (в том числе и двигатель), которые занимают много места. Рабочее пространство располагается по центру столешницы аппарата и имеет размеры в мм:
Это то пространство, которое требуется для выполнения любых действий на оборудовании. Над этой рабочей площадью располагается прозрачный защитный кожух, который препятствует от случайного попадания стружки в глаза, а также попаданию посторонних предметов в рабочую область, при этом можно наблюдать за протеканием рабочего процесса.
Данный токарный инструмент, способен выполнить следующие типы задач:

Вся работа производится с цилиндрическими и конусными заготовками. В Усовершенствованном варианте, могут проводиться работы по фрезеровке деталей.
Такие операции выполняются с ограничениями по возможностям оборудования. Вот технические характеристики, по которым возможны работы токарного станка ТВ-6:
Токарный станок по металлу ТВ-6
Проточить деталь или выточить новую, довольно сложная работа, которая требует высокой точности. Поэтому для осуществления такого рода функций необходимо применение сложных механизмов, которые приводятся в действие механическим и электрическим путем. Весь агрегат, состоит из нескольких сложных механических и электрических конструкций. Также, как и для агрегата 4-ТВ существует набор элементов токарного механизма ТВ-6.
Вот описание всех присутствующих элементов в токарном станке ТВ-6:

Детали ТС-ТВ6
Передняя бабка у токарно-винторезного станка ТВ 6, служит для удержания детали, а также для передачи вращательных движений на заготовку. Удержание детали производится путем ее закрепления в головке передней бабки. Также, передняя бабка, которая располагается в левой части станины, содержит в себе шестерни передающие вращательные движения. Эти шестерни необходимы для смены скоростных режимов вращения. Смена скорости производится одним из 3 переключателей, размещенных на лицевой части передней бабки.
Работает в паре с передней, а размещена она на противоположной стороне, то есть – в правой части станины. Функциональная предназначенность задней бабки такая же, как и передней – удержание и вращение обрабатываемой заготовки. Однако задняя бабка, имеет свойство перемещаться по полозьям и не содержит сложного механизма из шестеренок.
Основная задача задней бабки удержание детали в нужном положении, а именно в вертикальном. В отсутствии этого элемента неизбежна прецессия детали во время вращения. Но для выполнения, таких работ, как сверление отверстий, задняя бабка нужна для подачи изделия на сверло.
Как и для других агрегатов, станина для токарного станка 6 6 служит роль несущей конструкции. На станине сосредоточены необходимые элементы механизма. При этом характеристики этой конструкции должны отвечать необходимым требованиям. В данном случае, станина имеет компактные размеры и способна выдерживать до 600 кг веса, при весе самого аппарата 300 кг.
Функцией коробки подач является переключение скоростей вала и винта. Для этого на панели коробки подач есть два рычага, которые приводят в движение один из элементов – вал или винт. Также, через коробку подач осуществляется смазка всех шестеренок.

Один из основных элементов станка – это фартук суппорта. В его задачу входит подача резца. Сам фартук состоит из лежащего на полозьях элемента, передвижение которого осуществляется по перпендикулярной линии с обрабатываемой деталью. Также, на фартуке расположен суппорт и рычаги управления движением суппорта и фартука. В работе это выглядит так:
Для токарно-винторезного станка ТВ 6 суппорт выполняет функцию держателя резцов, а также их подачи по направлению к центру диаметра заготовки или детали. Суппорт, расположенный на фартуке, осуществляет подачу резца на протяжении всего рабочего процесса.
Стоит отметить, что неисправность данного элемента может привести к неточному выполнению точения, что в токарном деле, крайне нежелательно. Для того чтобы суппорт служил долго, все болты на нем должны быть максимально зажаты, это снижает вибрацию и увеличивает срок службы.

По этим направляющим или полозьям перемещается фартук суппорта и задняя бабка. Полозья имеют характер мощных и ровных рельсов, ровность которых играет роль на качество выполняемой работы. Стоит отметить, что на данном варианте токарного агрегата, направляющие станины не имели случаев неисправности. Их качество рассчитано на долгие годы службы.
Поддон имеет форму столешницы, расположенной на станине, под всеми элементами станка. Служит он для сбора смазочного материала (масла), стекающего из смазываемых механизмов в процессе работы.
Электрический двигатель располагается под поддоном, внизу станины. Он приводит в движение весь механизм, благодаря ременной передаче.
Для точной работы станка необходимо следить за исправностью каждого элемента, своевременно смазывать маслом составные части, содержать агрегат в чистоте. Для безопасной работы необходимо придерживаться правил использования электрического оборудования.
promzn.ru
В Советском Союзе в учебную программу школьного образования входило обучение навыкам работы с различным инструментом и станочным оборудованием. Для освоения азов обработки металлов использовался токарный станок ТВ-6 «Школьник». Эти станки применяются в различных учебных заведениях и в наши дни.
Названный станок соответствует классу точности «Н». Несмотря на малые габариты и кажущуюся несерьёзность конструкции, он позволяет выполнять все основные токарные работы. К ним относятся:
Основанием токарно-винторезного станка ТВ-6 служит станина, изготовленная методом литья из чугуна. Для повышения жесткости в конструкции последней есть усилители. Станина смонтирована на двух тумбах и обеспечивает неплохие технические характеристики токарного станка ТВ-6.
Непременным условием при этом является установка на горизонтальном фундаменте. Для установки в тумбах есть четыре отверстия, диаметром 17 мм под шпильки. Конструкция станка допускает применение виброгасящих проставок между тумбами и фундаментом. Важно помнить, что точность и безотказность работы механизма напрямую зависят от его установки.

На верхней части станины установлены две направляющие, имеющие в сечении форму призмы, и еще две плоские детали. Передняя призма и задняя плоскость применяются для движения суппорта, а остальные – для перемещения задней бабки. В ходе эксплуатации необходимо контролировать состояние направляющих и осуществлять регулярную чистку и смазку. Износ этих деталей приводит к появлению люфта суппорта, что в свою очередь приводит к снижению точности обработки.
Основным способом контроля состояния является визуальный осмотр. При появлении темного грязного следа от движения суппорта необходимо прекратить работу и промыть направляющие керосином, после чего смазать маслом И-30А.
На левой части токарного станка по металлу ТВ-6 имеется передняя бабка. Ее горизонтальная ось может регулироваться двумя винтами. Ведущий вал бабки имеет шкив, служащий для передачи крутящего момента от основного электропривода станка. Внутри бабки расположены шестерни коробки передач станка. Выходящий вал бабки токарного станка ТВ-6 оснащен шпинделем.
На шпинделе смонтирован трёхкулачковый патрон, служащий для фиксации и вращения обрабатываемой детали. Опционально шпиндель можно оснастить поводковой планшайбой или центром.
Перед установкой на ТВ-6 таких приспособлений необходимо протирать резьбу на узлах. Максимальная длина заготовки не должна превышать 490 мм. При этом минимальный вылет заготовки из задней части шпинделя составляет 35 мм.
На основном входящем валу двигателя имеется неподвижная шестерня. От нее вращение передается на промежуточный вал, оснащенный подвижным блоком шестерен и отдельной шестерней для реверсивного привода движения подачи. На третьем валу коробки имеются еще два таких же блока, которые управляются рукоятками на передней стенке бабки токарного станка ТВ-6.
Технические характеристики коробки позволяют обеспечить шесть частот вращения в диапазоне от 130 до 700 оборотов в минуту.

Переключение скоростей станка можно выполнять только при отключённом двигателе. Пренебрежение этим правилом приводит к повреждению шестерен коробки и выходу станка из строя. Частоты оборотов следующие:
Рукоятки управления имеют три и два фиксированных положения, соответственно. Коробка скоростей ТВ-6 имеет возможность изменения направления вращения ходового винта и валика. Для этого в конструкции имеется отдельная шестерня, которая управляется рукояткой, расположенной левее рукояток выбора скорости.
В левом положении шестерни находятся в прямом зацеплении и обеспечивается прямая подача. При переключении рукоятки вправо, в цепь зацепления вводится паразитная шестерня на входящем валу. За счет неё обеспечивается обратная подача станка. При центральном положении рукоятки цепь механической подачи разомкнута и ходовые винты остаются неподвижными. Такой режим используется при осуществлении подачи вручную.
Конструкция подшипниковых узлов коробки требует регулировки и обслуживания. Для этого в шпинделе есть две регулировочные гайки. На лицевой части бабки кроме рукояток управления находится указатель уровня масла, которое можно слить через резьбовую пробку в нижней части корпуса.
Для замены масла в станке ТВ-6 существует специальный регламент, по которому оно меняется через каждые три месяца работы. Заливка масла ведется через верхнюю крышку коробки. Непосредственно смазка узлов здесь ведется разбрызгиванием. В качестве смазки используется индустриальное масло И-30А.
Крутящий момент от коробки скоростей поступает к коробке подач при помощи шестеренной передачи, называемой гитарой. В состав последней у станка ТВ-6 входят три шестерни. А комплектов сменных шестерен не существует. Смазка шестерен гитары ведется вручную и выполняется ежемесячно.

Задняя бабка используется в качестве задней опоры для заготовок большой длины. Внутри нее установлена пиноль, оснащенная конусом Морзе. Благодаря ему в пиноль можно устанавливать различное оборудование и инструмент. Для ее перемещения имеется маховик, связанный с винтом. Выставление оси пиноли с осью шпинделя осуществляется регулировочными винтами и гайкой. Для фиксации бабки имеется тормоз, с управлением от специальной рукоятки.
Для механической подачи на станке есть специальная коробка. Управление осуществляется двумя рукоятками, расположенными ниже пульта управления коробкой передач. Первая рукоятка (расположенная левее) имеет три положения, которые дают возможность нарезки трёх различных шагов резьбы и получения трех вариантов подачи суппорта.
Вторая рукоятка позволяет активировать вращение ходового винта или вала. В конструкции коробки подач имеется муфта, которая предотвращает возможность одновременного включения винта и вала. Для изменения направления вращения используется рукоятка, установленная на пульте управления коробкой скоростей.
Смазка коробки подач ТВ-6 осуществляется фитилями из емкости, расположенной в верхней части коробки. Во время работы станка необходимо визуально контролировать наличие масла в этой ёмкости. Излишки смазки сливаются через резьбовую пробку, расположенную в самой нижней части коробки.
Обслуживание коробки ТВ-6 заключается в замене масла и устранении осевых перемещений ходового винта. Для этого на выходном валу имеются две гайки круглой формы. Замена масла выполняется по аналогии с коробкой передач – раз в три месяца. Ходовые винт и вал необходимо смазывать ежедневно. Предварительно их необходимо прочистить от стружки.
Вращение от коробки подач ТВ-6 передается на фартук. Кроме механической подачи, фартук можно двигать вручную. Для этого на нем имеется отдельный маховик, сидящий на одном валу с шестерней, которая соединена с рейкой. Сама рейка зафиксирована на станине.

На фартуке устанавливается суппорт, который служит для закрепления и перемещения резцов. В его конструкции имеются четыре каретки:
При обработке деталей недопустимо перегружать станок. Перегрузка вызывает пробуксовку ремня и повышенные нагрузки на шестерни, что может вывести станок из строя. В конструкции суппорта ТВ-6 есть специальные уплотнители, которые убирают стружку с направляющих. Со временем они изнашиваются, и есть риск повреждения поверхности направляющих. Во избежание преждевременного разрушения, необходимо промывать этот узел керосином.
На суппорте ТВ-6 установлен защитный прозрачный экран, который защищает работника от летящей стружки. В основании его имеется защитный выключатель. При убранном экране цепь включения мотора станка разомкнута. Категорически запрещается убирать этот выключатель из электрической цепи станка.
Смазка узлов фартука выполняется в начале работы через специальное отверстие в нижней каретке.

В состав такого оборудования ТВ-6 входит основной двигатель, который работает от напряжения 380 Вольт и развивает мощность в пределах 0,75…1,1 кВт.
Для управления двигателем имеется кнопочный пульт управления и распределительный щит. На пульте есть две кнопки, служащие для пуска и остановки станка. При этом двигатель и пульт управления установлены в левой тумбе, а щит – в правой. В состав щита входят следующие элементы:

Основным отличием токарного станка ТВ-7 от ТВ-6 является конструкция коробки скоростей. В ее схему включена возможность переброса приводного ремня на разные ручьи шкива. За счет этого существенно расширился диапазон оборотов станка ТВ-7. В его схеме появились три дополнительные скорости выбора подачи.
Еще одной вариацией является токарный станок ТВ-4. От ТВ-6 он отличается упрощенной станиной из стального листа. Для усиления жесткости она оснащена дополнительными коробчатыми усилителями. Общая схема станка приведена на изображении в статье.
Благодаря такой станине масса станка сократилась до 280 кг. Опционально станок может оснащаться адаптером для подключения к сети 220 Вольт. Оба варианта выпускаются заводом «Учебное оборудование» в городе Ростове.
www.syl.ru
Производителем станка ТВ-6М являлся Дубненский литейно-механический завод "Октябрь" - г. Дубно Ровенской области на Украине.
Станок ТВ-6М является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Школьный токарно-винторезный станок ТВ-6М является заменил модель ТВ-4. (Смотрите статью Школьные токарные станки).
Учебный токарно-винторезный станк ТВ-6М, несмотря на упрощенную конструкцию, имеет все узлы "взрослого" токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6М имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6М имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6М - Ø100 мм.
Привод станка осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6М не предусмотрено.
Смазка коробки скоростей - разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач - фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:

Габаритные размеры рабочего пространства станка ТВ-6М

Фото токарно-винторезного станка ТВ-6М

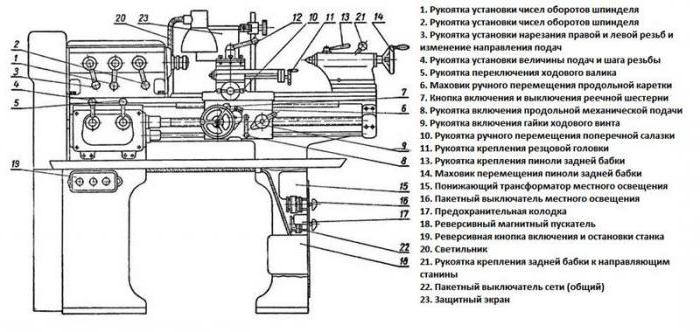
Расположение органов управления токарным станком ТВ-6М

Кинематическая схема токарно-винторезного станка ТВ-6М
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.

Чертеж коробки скоростей токарного станка ТВ-6М

Чертеж коробки скоростей токарного станка ТВ-6М

Фото коробки скоростей токарного станка ТВ-6М
Передняя бабка крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-6М передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис.1). Рукоятка 1 имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые накручиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т.е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис.1).
При левой крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерни 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в спою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки передач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться коробке подач, т.е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размешается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя - в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки.
Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке - пробка для слива масла 22.
 токарно-винторезного станка ТВ-6М")
Гитара (передаточный механизм) токарного станка ТВ-6М
 токарно-винторезного станка ТВ-6М")
Гитара (передаточный механизм) токарного станка ТВ-6М
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна, на котором смонтированы шестерни. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-6М оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.

Коробка подач токарного станка ТВ-6М

Коробка подач токарного станка ТВ-6М
Коробка подач получает движение от коробки скоростей через шестерни передаточного механизма (гитару).
Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25, а при установке сменных шестерен гитары - 1,5; 2,0 и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм. на один оборот шпинделя.
Необходимые резьбы в подаче устанавливаются путем поворота рукоятки, расположенной на передней крышке коробки подач. Включение ходового валика осуществляется поворотом рукоятки 5 (рис.1). В положении, указанном на рис.5 осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передает вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового валика производится поворотом рукоятки
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла. Масло на шестерни и трущиеся поверхности подается фитилями.
В работе ходовой винт не должен иметь осевого перемещения.
Для выборки люфта нужно подтянуть две круглые гайки.

Суппорт токарно-винторезного станка ТВ-6М
Суппорт предназначен для закрепления и перемещения резца, он имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемещается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ новоротной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную, рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
В результате резец будет вибрировать, и снизится точность работы станка. Для устранения вибрации нужно отрегулировать прижимные планки 10 салазки 1 винтами 11.
Регулировка клиньев производится винтами, расположенными в торцах салазки 2 и салазки 4 суппорта.
Резцедержатель закрепляется на салазке 4 болтом 13 и рукояткой 14. При отворачивании рукоятки резцедержатель отжимается вверх от верхней салазки.
Для фиксации положения резцедержателя на салазке 4 имеется опорный штифт.
В резцедержателе можно закреплять одновременно до четырех резцов. Резцы крепятся болтами 15.

Фартук токарно-винторезного станка ТВ-6М
С помощью фартука можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передастся па реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Механическая подача от ходового винта осуществляется поворотом вниз рукоятки 7, соединяющей разъемную маточную гайку 8—9 с ходовым винтом.
Реечную шестерню 2 при нарезании резьбы надо обязательно выводить из зацепления с рейкой движением рукоятки 12 на себя.
При механической подаче от ходового валика и при ручной подаче суппорта с помощью маховичка 1 реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки 12 от себя.
В конструкции фартука предусмотрена блокировка, не позволяющая одновременно включать механическую подачу от ходового валика и маточную гайку.

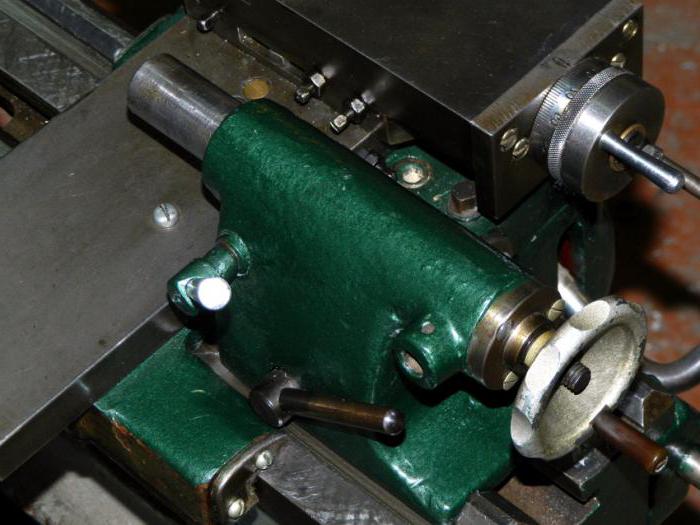
Задняя бабка токарно-винторезного станка ТВ-6М
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус бабки 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Для удобства вращения на маховике закреплена рукоятка 6.
Чтобы пиноль при вращении маховичка не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 7. Рукоятка 8 служит для зажима пиноли в корпусе бабки. Оси шпинделя и пиноли задней бабки должны совпадать.

Электрическая схема токарно-винторезного станка ТВ-6М
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 | |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | |||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 10 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | 78 | |
| Шпиндель | ||||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 130 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | ||
| Наибольший диаметр прутка, мм | 15 | 12 | ||
| Конус Морзе шпинделя | №2 | №3 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 180, 250, 355, 500, 710, 1000 | 60..1000 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 50 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 | 65 |
| Наибольшее поперечное смещение задней бабки, мм | ±5 | |||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 | 1,1 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 1100 | 1100 х 470 х 1020 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 280 | 400 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Практические занятия являются залогом успешного образования специалиста. Нельзя стать настоящим токарем, только лишь изучая теорию по учебникам. Здесь необходимо в первую очередь научиться работать за станком. С этой целью еще в 80-х прошлого века было начато производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебно-станочного оборудования. Данный станок изготавливали для обучения азам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Токарный станок ТВ-6 разрабатывался для обучения азам токарного дела. Поэтому никаких заоблачных характеристик от него ждать не нужно. Станок подходит для выполнения наиболее простых операций:

Токарный станок ТВ-6 («школьник», как его еще называют) может работать только с цветными металлами и сталью. Такой выбор объясняется тем, что материал во время обработки не должен выделять летучие соединения и пыль, оказывающие пагубное воздействие на окружающих.
Токарный станок ТВ-6 при первом осмотре удивляет своими небольшими размерами. При весе 300 килограммов его длина составляет 144 сантиметра, ширина – 47 см, высота – 110 см. Благодаря этому станок прекрасно вписывается даже в небольшие мастерские.
Результатом небольших габаритов являются небольшие размеры деталей, которые могут обрабатываться на станке. Агрегат позволяет работать с деталью, длина которой не превышает 35 см. При этом протачивание возможно на промежутке, длина которого не больше 30 см. Если говорить о высоте, то над станиной могут обрабатываться детали с диаметром до 20 см. Над суппортом это значение составляет всего 8 сантиметров.
Главные характеристики в сравнении с показателями других агрегатов можно увидеть на фотографии ниже.

Лучше понять возможности аппарата поможет понимание того, из каких узлов и механизмов состоит агрегат. Ведь именно конструкция обеспечивает указанные технические характеристики.
Конструкция представлена следующими основными механизмами:

Коробка скоростей с 6 ступенями является передним узлом. К ней присоединен вал, который передает вращение от двигателя. Для этого используется ременная передача. Направление движения держателя резцов изменяется за счет специального механизма, установленного в коробке. Регулируется это с помощью рукояти. При ее повороте шестерня передвигается в одно из крайних положений. Если зубчатое колесо вращается влево, то происходит процесс прямого вращения. В этом процессе участвует блок шестеренок. Если же зубчатое колесо передвигается в правое положение, происходит вращение в обратную сторону. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия при помощи сверла.
Разберем устройство токарно-винторезного станка ТВ-6 более подробно. Для этого рассмотрим основные его механизмы и узлы (их принцип действия и устройство) отдельно.
Конструкция токарного станка разделяет тумбу на две части: переднюю и заднюю. Они имеют схожее, но неодинаковое устройство.
Передняя тумба собрана в форме буквы «П». Чтобы конструкция была более прочной, снизу и сверху монтированы ребра жесткости. Сзади тумбы размещен двигатель. Включается (выключается) он нажатием кнопки, которая находится спереди тумбы.
Отличием задней тумбы является то, что ее конструкция вместо двигателя включает электрический щиток.
Гитарой называют передаточный механизм зубчатых колес. Она необходима для передачи движения от главного вала непосредственно к коробке. Гитара представляет собой кронштейн с закрепленными на нем шестернями. Токарный станок ТВ-6 имеет постоянное передаточное число, которое равно одной четвертой.

Гитара передает вращение на коробку передач. Она, в свою очередь, состоит из следующих деталей:
Параметры резьбы определяются за счет изменения настроек рукояти, которая размещается на лицевой стороне коробки передач. При ее вращении (а она имеет 3 положения) блок шестерня, двигающаяся по шлицам, зацепляет другую шестерню. На панели коробки находится еще одна рукоять, которая запускает ходовой валик и винт.
Фартук необходим для подачи суппорта от ходового валика (винта) механическим или ручным способом. Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Червяк, соединенный при помощи скользящей шпонки с валиком, обеспечивает механическую подачу. Он передает движение на червячную шестерню. От нее по следующему зубчатому колесу и кулачковой муфте движение передается реечной шестерне. Кулачковая муфта соединена с рукоятью, поворот которой приводит к механической подаче.
Установка резцов в токарном станке по металлу ТВ-6 осуществляется благодаря суппорту. Благодаря наличию 4 салазок (кареток) резцы двигаются:
Каретки установлены последовательно, то есть друг на друге. Деталь закрепляется на четвертой каретке с помощью специального механизма. При повороте рукоятки механизм отжимается, и его положение закрепляется штифтом.

Второй конец детали при обработке на токарном станке ТВ-6 фиксируется с помощью задней бабки. Она имеет основание и корпус, за счет которых крепится к направляющим станины. По ним бабка и осуществляет движение. Внутри за счет маховика двигается в продольном направлении пиноль. Во внутреннее отверстие пиноли, по форме напоминающее конус, вставляются сверла, патроны и другой инструмент.
Токарный станок ТВ-6 - прекрасный представитель времен Советского Союза. Изготовленный в восьмидесятых прошлого века, он встречается до сих пор. И отказываться от него многие пользователи не собираются. Это надежный, долговечный станок, качественно выполняющий свои функции.

Решаясь на покупку данной модели токарного станка, опытные пользователи советуют ответить для себя на два главных вопроса:
Конечно же, современные импортные аналоги обходят станок ТВ-6 по точности. Но если нужно снять более толстый слой металла, то равных «школьнику» не найти.
Что касается второго вопроса, то не все работы станок способен выполнить. К примеру, как отмечают некоторые из пользователей, на станке не удалось заточить трубу для резцов. Для расширения функциональных возможностей понадобится набор сменных шестеренок, которые необходимы для нарезания резьбы с помощью резца. Они позволят изменить при необходимости размер шага.
Из недостатков можно назвать то, что станок работает от электрической сети с напряжением 380 В. Если дома нет силовой линии, то аппарат нужно переделывать под 220 В. Еще один минус данного токарного станка – во время работы он очень громко шумит. Но с другой стороны, если установить его на своем частном дворе, то никаких проблем с этим не будет.
Как видно, отечественный токарный станок для работы с металлом ТВ-6, который производился с целью обучения токарному мастерству, нашел свое применение и в быту. Им пользуются многие любители изготовить своими руками полезные самоделки. Это надежный, долговечный агрегат, который даже спустя почти четыре десятилетия пользуется спросом.
fb.ru

фото:кинематическая схема токарного станка

фото:электрическая схема токарного станка
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.

фото:передняя бабка токарного станка
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.

фото:гитара токарного станка
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.

фото:коробка подач токарного станка
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.

фото:фартук токарного станка
Задняя бабка предназначена для поддержания конца заготовки, во избежание радиального биения. Кроме этого, в заднюю бабку устанавливается сверло для обработки отверстий.
Корпус 1 расположенный в основании 2 перемещается по направляющим станины.
Пиноль перемещается в осевом направлении в корпусе. В пиноли имеется коническое отверстие, в которое вставляется различные инструменты для выполнения токарных и сверлильных работ (упорный центр, сверло, развертки и т.д.). Осевое перемещение пиноли осуществляется при помощи маховика 4 и винта 5.
Регулировка сооснтости пиноли задней бабки и шпинделя осуществляется гайкой 12 и двумя винтами 11, расположенных с обеих сторон задней бабки.
Фиксация задней бабки в нужном положении выполняется поворотом вправо рукоятки 13.

фото:задняя бабка токарного станка
| Наибольший диаметр обрабатываемой заготовки,мм | 12 |
| Наибольший диаметр заготовки, устанавливаемый над станиной,мм | 200 |
| Наибольший диаметр заготовки, устанавливаемый над суппортом,мм | 80 |
| Наибольшая длина обтачивания,мм | 300 |
| Шаг нарезаемой резьбы,мм | 0,8;1;1,25 |
| Высота центров,мм | 108 |
| Расстояние между центрами,мм | 350 |
| Частота вращения шпинделя,об/мин | 130...170 |
| Суппорт | |
| Перемещение на одно деление лимба,мм: | |
| продольное | 0,5 |
| поперечное | 0,025 |
| Перемещение на один оборот лимба,мм: | |
| продольное | 30 |
| поперечное | 2 |
| Масса станка,кг | 300 |
| Габаритные размеры,мм: | |
| длина | 1100 |
| высота | 470 |
| ширина | 110 |
Видео:Токарный станок ТВ 6
www.metalstanki.com.ua








