| 1 | Водяной насос |
| 2 | Головка цилиндров |
| 3 | Водоотводящая труба |
| 4 | Форсунка |
| 5 | Впускной коллектор |
| 6 | Фильтр тонкой очистки топлива |
| 7 | Предпусковой подогреватель |
| 8 | Пусковой двигатель |
| 9 | Картер маховика |
| 10 | Блок-картер |
| 11 | Поддон блока картера |
| 12 | Маслозаливная горловина |
| 13 | Маслоизмерительный стержень |
| 14 | Топливный насос |
| 15 | Фильтр грубой очистки топлива |
| 16 | Картер распределительных шестерен |
| 17 | Cчетчик моточасов |
| 18 | Вентилятор |
На базовый трактор, используемый в качестве тягача для грейдеров элеваторного типа, скреперов, бульдозеров и прочих дорожно-строительных машин устанавливается двигатель ДТ-75 СМД. Он имеет несколько модификаций, отличающихся от первоначальной модели (СМД-14) расположением пусковой системы, масляного фильтра, водяного насоса.
Четырехцилиндровая моторная установка размещается на передней части рамы трактора. Она фиксируется в 4-х точках. Для ее установки используется подвеска, аналогичная автомобильной. Сверху двигатель закрыт капотом. С правой стороны от него установлен генератор Г-214-Ф41, вырабатывающий постоянный электрический ток, и насос гидросистемы НШ-46У шестеренчатого типа. Пусковой двигатель (модель ПД-10У) оснащен электростартером. Его мощность — 10 л.с. Установка электрофакельного предпускового подогревателя на всасывающем коллекторе значительно облегчает запуск дизеля в морозы.
Двигатель СМД-14 имеет жидкостную систему охлаждения. Радиаторы (масляный и водяной), расположенные перед мотором, защищены от попадания атмосферных загрязнений брезентовой шторкой. Система смазки — комбинированного типа. Масляные фильтры размещены под двумя колпаками в едином корпусе. Образование горючей смеси в цилиндрах двигателя осуществляется вихревым способом в специальной вихревой камере. При частоте вращения коленчатого вала в 1700 об/мин., дизель развивает мощность в 55 кВт (75 л.с.). Благодаря этому, он создает достаточно мощную силу тяги (до 3-х тонн) даже на относительно малой скорости (менее 15 км/час). К неоспоримым достоинствам двигателя СМД-14 относятся экономичный расход топлива, компактность и небольшой вес (675 кг).
Модернизированный двигатель СМД-18 отличается от СМД-14 наличием турбонаддува и более высокой мощностью, составляющей 95 л.с.
vgtz-traktor.ru
Двигатель СМД-18
Купить двигатель СМД-18 или заказать его ремонт вы можете обратившись к нашим специалистам.
Дизель СМД-18Н: рядный 4-х цилиндровый с непосредственным впрыском топлива, устанавливается на сельскохозяйственные гусеничные тракторы ДТ-75Н «Волгоградский тракторный завод»
| Модель | СМД-18Н |
| Номинальная мощность, кВт (л.с.) | 73,6 (100) |
| Эксплуатационная мощность, кВт (л.с.) | 70 (95) |
| Номинальная частота вращения, об/мин | 1800 |
| Минимальная устойчивая частота вращения на холостом ходу, не более об/мин | 600 |
| Максимальная частота вращения на холостом ходу, не более об/мин | 1950 |
| Удельный расход топлива на режиме номинальной мощности, не более г/кВт.ч (г/л.с.ч) | 224 (165) |
| Удельный расход топлива на режиме эксплуатационной мощности, не более г/кВт.ч (г/л.с.ч) | 231 (170) |
| Давление масла в главной магистрали смазочной системы дизеля при установившемся режиме работы и температуре охлаждающей жидкости 80–95°С МПа (кгс/см2): — при номинальной частоте вращения — при минимальной устойчивой частоте вращения холостого хода, не мене |
0,25–0,45 (2,5–4,5)0,1 (1,0) |
| Система пуск | Пусковой двигатель П-10УД с редуктором РПД1.000 М |
| Масса дизеля конструктивная по ГОСТ 20000, кг | 735–880 |
melagroprom.com

Категория:
Трактор Т-150
Механизм газораспределения двигателя СМД-62Механизм газораспределения осуществляет впуск в цилиндры свежего воздуха и выпуск отработанных газов. Механизм состоит из впускных и выпускных клапанов с пружинами, передаточного механизма, связывающего распределительный вал с клапанами.
Расположение деталей механизма газораспределения отличается от широкораспространенной схемы у рядных двигателей.
Распределительный вал расположен по центру блок-картера и является общим для клапанов правого и левого ряда цилиндров. Вращается вал з четырех опорах, расточенных в блок-картере.
Четыре опорные шейки и кулачки для повышения износостойкости закалены токами высокой частоты. По числу клапанов вал имеет двенадцать кулачков: шесть впускных и шесть выпускных. Взаимное расположение кулачков определяется порядком работы цилиндров и фазами газораспределения. Порядок работы цилиндров 1—4—2—5—3—6. Фазы газораспределения показаны на рисунке.
Угол пЬворота коленчатого вала, когда одновременно открыты впускной и выпускной клапаны, называется перекрытием клапанов. Перекрытие клапанов у двигателя СМД-60 составляет 11°.
На заднем конце распределительного вала болтами закреплен блок шестерен, состоящий из шестерни распределительного вала и промежуточной шестерни для привода топливного насоса. Шестерни привода распределительного вала и топливного насоса расположены с заднего торца блок-картера. Осевое усилие от распределительного вала воспринимается с одной стороны буртом заднего подшипника, с другой — упорным фланцем (рис. 1), который располагается между опорой вала и шестерней.
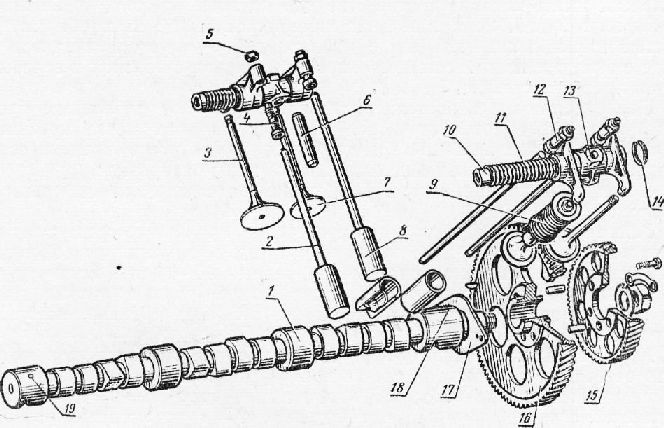
Рис. 1. Механизм газораспределения: 1 — вал распределительный; 2 — штанга толкателя; 3 — клапан впускной; 4 — винт регулировочный; 5 — гайка регулировочного винта; « — втулка направляющая клапана; 7 — клапан выпускной; 8 — толкатель; 9— пружины клапана; 10 — ось коромысел; —пружина распорная; 12 — коромысло клапана; 13 — стойка оси коромысел; 14 — кольцо стопорное; 15 — шестерня промежуточная; 16 — шестерня распредвала; 17 — фланец упорный; 18— задняя опорная шейка;19— маслоканал для подачи масла на коромысла,
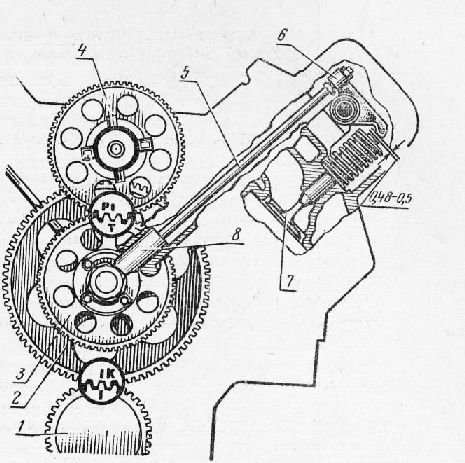
Рис. 2. Диаграмма фаз газораспределения.
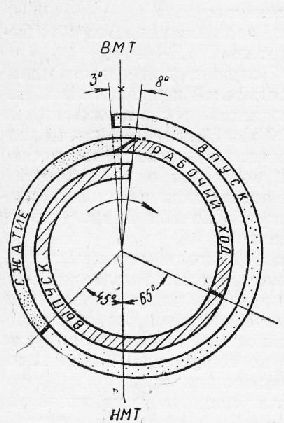
Рис. 3. Установка шестерен распределения по меткам: 1 — шестерня коленвала; 2 — шестерня распредвала; 3 — шестерня промежуточная; 4 — шестерня привода топливного насоса; 5 — штанга; 6 — коромысло; 7 — клапан; 8 — толкатель.
Упорный фланец крепится к блок-картеру двумя болтами. При монтаже и демонтаже распределительного вала доступ к болтам крепления фланца осуществляется через отверстия в блоке шестерен. Шестерни в зацепление устанавливаются по меткам. Совпадение меток на шестернях коленчатого и распределительного валов соответствует моменту положения поршня первого цилиндра в ВМТ на ходе сжатия.
Клапаны расположены в один ряд вверху на каждой головке цилиндров. Если смотреть на головку цилиндров сверху, то расположение клапанов справа налево следующее: 1—3—5 — впускные, 2—4—6 — выпускные. Со стороны нижней плоскости головки цилиндров клапаны легко отличить по размеру тарелки. Диаметр тарелки впускного клапана равен 56 мм, а выпускного 46 мм. Клапаны двигателя СМД-60 взаимозаменяемы с клапанами двигателей ЯМЗ и АМЗ.
Клапаны в направляющих втулках удерживаются двумя пружинами каждый. В верхней тарелке клапан закреплен двумя коническими сухарями .
Верхняя тарелка пружин разъемная. Сопряжение тарелки с втулкой по сферической поверхности обеспечивает возможность вращения клапана в процессе работы и, следовательно, более равномерный износ но седлу клапана.
Тарелки клапанов утопают под нижнюю плоскость головки цилиндров впускных на 0,5+0,2 мм, а выпускных на 0,8±0,2 мм. Герметичность клапанов проверяют путем заливки керосина в патрубки. При появлении течи керосина за время менее 30 сек клапаны притирают.
Сухари и клапанные пружины взаимозаменяемы с пружинами двигателей ЯМЗ и АМЗ.
Толкатели — цилиндрические, расположены в колодцах блок-картера, имеют плоские донышки. Оси направляющих колодцев смещены относительно осей кулачков распределительного вала.
Толкатели взаимозаменяемы с толкателями двигателя СМД-14.
Штанги служат для передачи движения от толкателей к коромыслам. Изготовлены штанги из стального прутка диаметром 10 мм. Верхний и нижний концы штанги имеют выпуклые сферические поверхности, которыми она упирается в сферические поверхности на донышке толкателя и регулировочном винте коромысла клапана.
Коромысла стальные литые, невзаимозаменяемы для одного цилиндра. Поэтому на каждый цилиндр устанавливается коромысло правое и коромысло левое. Правильность установки коромысел проверяется по совпадению бойка коромысла с торцом клапана..
Коромысла установлены на полой оси, закрепленной в трех разрезных стойках. Стойки крепят к головке цилиндров шпильками, которые одновременно служат фиксаторами осей коромысел от проворота. Коромысла к стойкам поджимаются пружинами, надетыми на оси, а крайние коромысла фиксируются от смещения стопорными кольцами, поставленными в канавки на оси.
Усилие затяжки гаек крепления стоек 6—8 кгм. Гайки контрятся замковыми шайбами. Неправильная установка контровочной шайбы приводит к ослаблению крепления стойки, что является одной из причин разрегулировки зазоров в клапанном механизме.
Внутренняя полость осей коромысел используется в качестве масляного канала. На клапанный механизм левой головки масло подается из передней опоры распределительного вала, а на клапанный механизм правой головки — из задней опоры распределительного вала.
Масло из оси через отверстия поступает для смазки втулок коромысел. От втулки по сверлению в коромысле масло подается к винту регулировочному: в центре зинта имеется отверстие для поступления смазки к сферической поверхности, сопрягаемой со штангой.
Регулировка зазоров в клапанах. Правильно отрегулированные зазоры в клапанах обеспечивают надежную работу деталей механизма газораспределения, мощность и экономичность двигателя. Зазор (0,48—0,5 мм) устанавливают между бойком коромысла и торцом клапана по щупу. Зазоры регулируют одновременно в клапанах двух противоположных цилиндров 1—4; 2—5; 3—6.
Порядок регулировки обычный для всех двигателей.
Устанавливают поршень цилиндра в ВМТ на ходе сжатия; вращая коленчатый вал при снятых колпаках головок цилиндров, следят за движением клапанов цилиндра; после того, как выпускной клапан, а затем впускной откроются, нажимают на указатель ВМТ, находящийся с правой стороны на картере маховика, и продолжают вращать коленчатый вал до попадания стержня указателя в лунку на маховике.
Снимают лючок на картере маховика, находящийся с правой стороны под топливным фильтром грубой очистки, и под болт устанавливают стрелку, совместив ее с риской на маховике, отмеченной ВМТ.
Освободив стержень указателя ВМТ (под действием пружины он возвратится в первоначальное положение), продолжают вращать коленчатый вал по часовой стрелке (примерно на 40—45е) до совмещения конца стрелки с риской на маховике, отмеченной цифрами «1» и «4». В этом положении коленчатого вала щупом проверяют зазор между бойком коромысла и торцом всех клапанов первого и четвертого цилиндров. Щуп должен плотно входить в зазор. При необходимости зазор регулируют следующим образом: отпускают ключом контргайку и при помощи отвертки устанавливают регулировочный винт в положение требуемой величины зазора. После затяжки контргайки проверяют рукой плавность вращения штанги, а щупом — величину зазора.
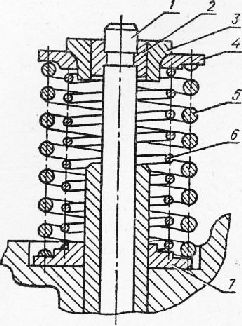
Рис. 4. Установка клапанных пружин 1 — клапан; 2 — сухарь; 3— втулка тарелки; 4 — тарелка клапана; 5 — пружина клапана наружная; 6—пружина клапана внутренняя; 7 — шайба пружин клапана.
Провернув коленчатый вал на 240° в том же направлении до совпадения стрелки с меткой с цифрами «2» и «5», аналогично проверяют и регулируют зазоры в клапанах второго и пятого цилиндров, а затем, провернув коленчатый вал еще на 240° до совпадения стрелки с меткой с цифрами «3» и «6», проверяют и регулируют зазоры в клапанах третьего и шестого цилиндров.
Следует помнить, что при повороте коленчатого вала от метки «1» — «4» к метке «2»—«5» пропускается метка «3»—«6». Это положение метки «3»—«6» соответствует расположению поршней третьего и шестого цилиндров вблизи ВМТ на такте выпуска, где имеется перекрытие фаз клапанов. Регулировать зазоры в этом положении нельзя.
После регулировки зазоров колпаки устанавливают на место. При этом необходимо следить правильностью установки резиновой прокладки, чтобы избежать появления течей из-под колпака.
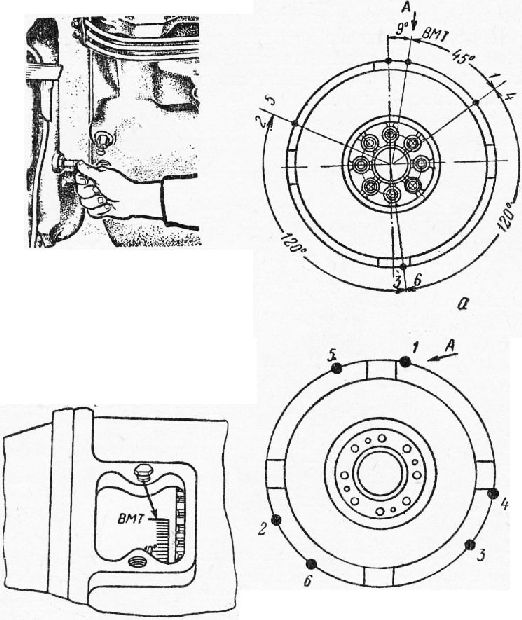
Рис. 5. Указатель ВМТ.

Рис. 6. Установка поршня первого цилиндра в ВМТ.

Рис. 7. Метки на маховике: а — метки на маховике двигателей выпуска 1973 г.; б — метки на маховике двигателей выпуска 1971—1972 гг.
На двигателях выпуска 1971 —1972 гг. метки на маховике расположены с учетом порядка работы цилиндров 1—4—2—5—3—6. Зазор в клапанах регулируют по каждому цилиндру отдельно. В положении ВЛ1Т регулируют зазоры в клапанах первого цилиндра, дальше проворачивают коленчатый вал до совмещения конца стрелки с меткой цифры «4» — регулируются зазоры в клапанах четвертого цилиндра и затем последовательно во 2—5—3—6 цилиндрах.
Читать далее: Система питания двигателя СМД-62
Категория: - Трактор Т-150
stroy-technics.ru
_______________________________________________________________________________________________
_______________________________________________________________________________________________
Двигатель СМД-60, СМД-62 трактора Т-150 четырехтактный, шестицилиндровый, с V-образным расположением цилиндров жидкостного охлаждения, непосредственным впрыском топлива и турбонаддувом.
Дизель состоит из блок-картера (блока цилиндров), двух головок цилиндров, кривошипно-шатунного механизма, механизма распределения, узлов и агрегатов систем питания топливом, питания воздухом, смазки, охлаждения, выпуска отработавших газов, а также узлов и агрегатов пускового двигателя и редуктора.
Цилиндры дизеля СМД-60, 62 трактора Т-150К расположены в два ряда под углом 1,53 рад (90°) и выполнены в общем блоке вместе с верхней частью картера.
Топливный насос ТНВД распределительного типа с механическим всережимным регулятором расположен в задней части дизеля и имеет привод от механизма газораспределения.
Для очистки топлива на двигателе Т-150 установлены два фильтра: один — для грубой очистки, другой — для тонкой очистки. Для очистки воздуха, поступающего в цилиндры, на дизеле применен воздухоочиститель с бумажными фильтрующими элементами.
Для фильтрации масла применена полнопоточная масляная центрифуга. Водяной насос центробежного типа с вентилятором и компрессор имеют ременный привод от шкива на переднем носке коленчатого вала, а генератор — от шкива на водяном насосе.
Запускается дизель одноцилиндровым бензиновым пусковым двигателем, передача от которого к маховику дизеля осуществляется одноступенчатым редуктором. Для уменьшения шума дизель оборудован глушителем. На дизеле предусмотрены места для установки датчиков давления масла и температуры воды, а также датчика сигнализации аварийного давления масла.
Каждый цикл работы дизеля СМД-62, 60 трактора Т-150 осуществляется в течение двух оборотов коленчатого вала и включает четыре такта: впуск, сжатие, рабочий ход и выпуск. При такте впуска, когда поршень движется от в.м.т.к н.м.т., в цилиндр через открытый впускной клапан поступает свежий воздух.
При движении поршня от н.м.т. к в.м.т. (впускной и выпускной клапаны закрыты) воздух сжимается, при этом температура его повышается. В конце такта сжатия через форсунку в камеру в поршне впрыскивается топливо. Распыленное и перемешанное в среде сжатого воздуха топливо воспламеняется, давление в камере повышается.
Образующиеся при сгорании газы, расширяясь, давят на днище поршня, в результате чего поршень движется от в.м.т. к н.м.т. и через шатун передает усилие на кривошип коленчатого вала, заставляя его вращаться, то есть происходит рабочий ход.
Ремонт блока цилиндров двигателя СМД-60, 62 трактора Т-150
К основным дефектам блока цилиндров (блок-картера) Т-150 относятся трещины, пробоины, износ рабочих поверхностей неподвижных сопряжений (поверхности под вкладыши коренных подшипников и втулок распределительного вала, опорные поверхности под бурты гильз цилиндров, отверстия под нижний посадочный поясок гильз), износ рабочих поверхностей подвижных сопряжений (отверстия под подшипники распределительного вала, отверстия для толкателей; отверстия под установочные штифты и направляющие втулки; повреждение резьбы шпилек и отверстий, забоины и неровности на привалочных плоскостях).
После осмотра и испытания блока цилиндров на герметичность под давлением 0,2...0,4 МПа (2...4 кгс/см2) на протяжении 5 мин измеряют и оценивают точность его геометрических форм. Проверяют на герметичность на стендах, а соответствие размеров и формы элементов определяют универсальными измерительными средствами.
Особенность дефектации блок-картера двигателей СМД-60 и СМД-62 — тщательный контроль взаимного расположения их рабочих (несущих) поверхностей, состояния выточек под бурты гильз цилиндров в блок-картере, соосности отверстий под подшипники коленчатого и распределительного валов, параллельности опорных поверхностей под гильзы цилиндров к плоскости, сопрягаемой с плоскостью головки блока цилиндров.
Состояние выточек под бурты гильз цилиндров проверяют при помощи приспособления, состоящего из корпуса и индикатора. Ножка имеет специальную форму. В состав приспособления входит калибр при помощи которого проводят наладку на размер по глубине выточки.
Приспособление, установленное в выточку под бурт гильзы, позволяет одновременно проверять глубину выточки (износ) и параллельность ее основания относительно верхней плоскости. Разница измерений в пределах одного гнезда не должна превышать 0,03 мм, а всего блока — 0,05 мм.
Коробление верхней плоскости контролируют при помощи линейки и щупа. Коробление не должно превышать 0,1 мм. Несоосность отверстий под коренные подшипники проверяют, используя приспособление, которое состоит из корпуса и малогабаритных индикаторов.
На корпусе расположены неподвижные и подвижные упоры. Особенность приспособления та, что шкалы индикаторов четко видны независимо от положения приспособления в корпусе.
Несоосность отверстий проверяют в вертикальном положении блока цилиндров Т-150 по отклонению стрелок индикаторов от нуля. Перед измерением приспособление неподвижными упорами устанавливают на проверочную линейку, а стрелки индикаторов совмещают с нулевыми отметками шкал.
Точность взаимного расположения отверстий под опорные шейки распределительного вала проверяют калибром (скалкой), размеры которого меньше размеров отверстий на 0,04 мм.
Допускается несоосность отверстий под коренные подшипники коленчатого вала до 0,02 мм, а под подшипники распределительного вала — до 0,03 мм.
Параллельность опорных поверхностей под гильзы к оси коленчатого вала проверяют при помощи устройства, состоящего из оправки, которая имитирует ось отверстий подкоренные подшипники, и корпуса, в котором установлены два индикатора.
К устройству приложена эталонная пластинка, предназначенная для его настройки. Сначала в отверстия устанавливают оправку, затем корпус — на опорные выточки блока цилиндров под гильзы так, чтобы наконечники индикаторов касались оправки. По разности показаний индикаторов определяют параллельность опорных буртов относительно оси коленчатого вала.
Во время дефекации блок-картера двигателя СМД-62, 60 трактора Т-150К проверяют состояние задней поверхности блока, к которой крепят картер маховика. В местах контакта этих деталей их поверхности изнашиваются. Неперпендикулярность поверхности к оси коленчатого вала не должна превышать 3,2 мм.
Не допускаются кавитационные повреждения нижнего посадочного пояска под гильзу, так как они могут быть причиной протекания воды из водяной рубашки в картер двигателя. При износе отверстий под вкладыши подшипников до диаметра более 98,04 мм отверстия растачивают под вкладыши ремонтного размера 98,5+0.021 мм.
Коробление или повреждение поверхностей прилегания головок цилиндров блок-картера и верхней крышки устраняют шлифованием. Допустимая не плоскостность составляет соответственно 0,10 и 0,15 мм на всей длине.
Гильзы цилиндров 9 съемные, «мокрого» типа, изготовлены из специального чугуна. Внутренняя поверхность их закалена ТВЧ. По внутреннему диаметругильзы делятся на большую (Б) и малую (Н) группы. Маркировка группы наносится ударным клеймом на торце бурта гильзы. На дизеле устанавливаются гильзы одной размерной группы.
Головка блока цилиндров СМД-60, 62 трактора Т-150 представляет собой чугунную отливку, выполненную как одно целое с клапанной коробкой. Для уплотнения плоскости разъема между головкой и блоком цилиндров установлена прокладка 3 из асбостального полотна. Головки цилиндров взаимозаменяемы.
Ремонт головки блока цилиндров СМД-60, 62 трактора Т-150
К основным дефектам головки цилиндров двигателя СМД-60,62 относятся износ внутренних поверхностей направляющих втулок и клапанных гнезд. Износ втулок определяют при помощи пробок или индикаторного нутромера. Втулки, изношенные до диаметра более 12,06мм, заменяют новыми.
Последние развертывают до номинального размера. Износ клапанных гнезд (раковины, риски на рабочих поверхностях, утопание тарелки клапана относительно нижней плоскости головки впускного более 1,0 мм, выпускного — более 1,2 мм) контролируют калибрами или штангенглубиномером. Изношенное седло выпрессовывают, а гнезда под седла растачивают под ремонтный размер.
При замене седел и направляющих втулок клапанов головку цилиндров Т-150 нагревают до 90 С. Седло клапанов перед запрессовкой охлаждают до минус 70...90 °С.
Седла впускных клапанов запрессовывают с натягом 0,040...0,105 мм, а выпускных — 0,035...0,105 мм. После запрессовки седло зачеканивают в шести точках, равномерно размещенных по окружности. Усилие зачеканки 5000...6000 Н (500...600 кгс).
Рабочие фаски седел впускных клапанов обрабатывают под углом 30°, а выпускных — под углом 45°. Ширина их при этом должна находиться соответственно в пределах 2...2,5 и 1,5...2,3 мм. К седлам притирают клапаны, качество притирки проверяют по наличию на их конических поверхностях кольцевой матовой полоски, ширина которой должна находиться в пределах 1,5...2,5 мм.
Полоска не должна иметь разрывов и должна находиться в середине фаски, но не менее чем в 1,5 мм от кромки цилиндрического пояска тарелки клапана. Разница в ширине притертой фаски седла должна быть не более 0,6 мм. Биение рабочей фаски седла относительно оси втулки клапана не должно превышать 0,05 мм.
Герметичность сопряжения клапан — седло клапана для двигателя СМД-60, 62 проверяют при помощи приспособления, подающего воздух под давлением 0,03...0,05 МПа (0,3...0,6 кгс/см2). Просачивание воздуха при этом не допускается.
Можно проверять герметичность керосином, заливаемым во впускные и выпускные каналы клапанов. Подтекания или наличия капель керосина из-под тарелок клапанов в течение 1 мин не допускается.
Сухари клапанов должны плотно прилегать к поверхности втулок тарелок и стержней клапанов. Стержни клапанов перед сборкой смазывают моторным маслом или смесью моторного масла с графитом. Высота выступания шпилек над привалочными поверхностями головки цилиндров должна быть равна 79 ± 1,5 мм.
Неперпендикулярность шпилек крепления стойки оси коромысла к плоскости прилегания головки допускается не более 0,3 мм на длине 90 мм. При установке головки цилиндров на блок-картер гайки крепления затягивают в правильной последовательности.
Впускные и выпускные клапаны СМД-60, 62 трактора Т-150
На головках цилиндров двигателя трактора Т-150 смонтирован клапанный механизм. На нижней плоскости головки против каждого цилиндра выполнены по две цилиндрические расточки для установки впускного и выпускного клапанов. В расточках запрессованы седла из специального никелевого сплава.
В седлах впускных клапанов имеется ширма, при установке седла в головку она должна быть расположена относительно оси клапана. Утопание тарелок впускных клапанов относительно нижней плоскости головки составляет 0,25—0,75 мм, выпускных — 0,45—0,95 мм.
Толкатели — стальные, имеют плоские донышки. Коромысла клапанов — стальные, для впускных и выпускных клапанов они отличаются по конфигурации.
Перемещение их вдоль оси ограничивается распорными пружинами. Для подвода масла к втулкам ось коромысел выполнена полой. Впускные и выпускные клапаны изготовлены из жароупорной стали.
К основным дефектам клапанов СМД-60, 62 трактора Т-150К относятся раковины и риски на рабочей поверхности тарелки, износ рабочей поверхности и стержня, обгорание тарелок и изгиб стержня. Клапан ремонтируют при помощи шлифования рабочей фаски и последующей притирки ее к гнезду в головке цилиндров.
Допустимая непрямолинейность образующей стержня клапана, овальность и конусность его не должны превышать 0,02 мм. Биение шлифованной фаски тарелки клапана относительно оси стержня должно быть не более 0,03 мм.
Клапанные пружины должны иметь определенную упругость, размеры и форму. При сжатии наружной пружины клапана до высоты 42 мм нормальное усилие сжатия должно быть равно 446 + 26 Н (44,6 ± 2,6 кгс), допустимое — 400 Н (40 кгс). Если сжать внутреннюю пружину до высоты 37 мм, номинальное усилие сжатия должно быть равно 256 ± 1,5 Н (25,6 ± 0 , 1 5 кгс), а допустимое усилие — 230 Н (2:3 кгс).
Внутренняя пружина клапана двигателя СМД-60, 62 должна под действием собственной массы надеваться на стержень диаметром 24 мм по всей длине и каждым концом — на калибр диаметром 24,3 мм на длине до 8 мм.
Наружная пружина клапана должна любым концом надеваться на калибр диаметром 35 мм на длине до 8 мм. После 20-кратного сжатия пружин до соприкосновения витков не должно быть остаточной деформации.
Трещины и изломы на поверхности коромысел и их осей, а также сминание резьбы не допускаются. Износ внутреннего диаметра втулки без ее замены допускается до 24,11 мм. При установке новой втулки необходимо совместить отверстия во втулке и коромысле. Допускается сверление отверстия во втулке после ее запрессовки в коромысло.
Износ бойка коромысла клапана двигателя Т-150К допускается до высоты 19,4 мм. После ремонта шлифованная и полированная поверхности его должны иметь твердость не менее HRC 50. Износ сферической поверхности регулировочного винта допускается до глубины 6,5 мм. Износ поверхности под втулки оси коромысла допускается до диаметра 28,05 мм.
Номинальное усилие при сжатии распорной пружины коромысел до высоты 91 ± 2,5 мм должно быть равно 35 ± 5,5 Н (3,5 ± 0,55 кгс), допустимое — 25 Н (2,5 кгс). Штанга толкателя не должна иметь изгиб более 0,5 мм. Общая длина ее не должна быть менее 342 мм.
Износ торцевой поверхности толкателя от кулачка распределительного вала допускается на глубину не более 0,05 мм. При ремонте ее шлифованием уменьшение высоты толкателя допускается до 67,30 мм.
Регулировка зазоров в клапанах СМД-60, СМД-62 трактора Т-150
Для регулировки клапанов двигателя СМД-60, 62 трактора Т-150 проводим следующие действия:
- Зазор между бойком коромысла и торцом клапана устанавливается по щупу. Величина зазора на непрогретом двигателе для всех клапанов находится в пределах 0,48...0,50 мм. Регулировка происходит одновременно в двух противоположных цилиндрах 1...4; 2...5; 3...6.
- Устанавливают поршень цилиндра в ВМТ на ходе сжатия. Вращая коленчатый вал при снятых колпаках головок цилиндров, наблюдают за движением клапанов первого цилиндра. После того как выпускной клапан, а затем впускной откроются, нажимают на указатель ВМТ, который находится с правой стороны на картере маховика.
- Коленчатый вал продолжают вращать до тех пор, пока стержень указателя не попадет в лунку на маховике. Устанавливают стрелку под болт на картере маховика (при снятом лючке) и совмещают ее конец с риской на маховике, обозначенной «ВМТ».
- Продолжают проворачивать коленчатый вал дизеля СМД-60, 62 по часовой стрелке примерно на 45° до совмещения стрелки с риской на маховике, обозначенной цифрами «1» и «4». При помощи щупа проверяют зазор между бойками коромысел и торцом клапанов первого и четвертого цилиндров.
- Ослабляют затяжку контргайки ключом и отверткой устанавливают регулировочный винт в положение необходимой величины зазора, при этом щуп должен плотно входить в зазор. Затянув контргайки, проверяют плавность вращения штанги и щупом проверяют величину зазора.
- Проворачивают коленчатый вал на 240 градусов в том же направлении до совмещения конца стрелки с риской на маховике, отмеченной цифрами «2» и «5», и регулируют зазоры в клапанах второго и пятого цилиндров.
- Провернув коленчатый вал до совмещения стрелки с риской на маховике, обозначенной цифрами «3» и «6», регулируют зазоры в клапанах третьего и шестого цилиндров.
- Закончив регулировку зазоров в клапанах, устанавливают на место колпаки. Во избежание появления течи из-под колпака проверяют, правильно ли установлена резиновая прокладка.
_______________________________________________________________________________________________
_______________________________________________________________________________________________
_______________________________________________________________________________________________
_______________________________________________________________________________________________
_______________________________________________________________________________________________
specsts.ru
________________________________________________________________________
Двигатель СМД-60, СМД-62 трактора Т-150 четырехтактный, шестицилиндровый, с V-образным расположением цилиндров жидкостного охлаждения, непосредственным впрыском топлива и турбонаддувом.
Дизель состоит из блок-картера (блока цилиндров), двух головок цилиндров, кривошипно-шатунного механизма, механизма распределения, узлов и агрегатов систем питания топливом, питания воздухом, смазки, охлаждения, выпуска отработавших газов, а также узлов и агрегатов пускового двигателя и редуктора.
Цилиндры дизеля СМД-60, 62 трактора Т-150К расположены в два ряда под углом 1,53 рад (90°) и выполнены в общем блоке вместе с верхней частью картера.
Топливный насос ТНВД распределительного типа с механическим всережимным регулятором расположен в задней части дизеля и имеет привод от механизма газораспределения.
Для очистки топлива на двигателе Т-150 установлены два фильтра: один — для грубой очистки, другой — для тонкой очистки. Для очистки воздуха, поступающего в цилиндры, на дизеле применен воздухоочиститель с бумажными фильтрующими элементами.
Для фильтрации масла применена полнопоточная масляная центрифуга. Водяной насос центробежного типа с вентилятором и компрессор имеют ременный привод от шкива на переднем носке коленчатого вала, а генератор — от шкива на водяном насосе.
Запускается дизель одноцилиндровым бензиновым пусковым двигателем, передача от которого к маховику дизеля осуществляется одноступенчатым редуктором. Для уменьшения шума дизель оборудован глушителем. На дизеле предусмотрены места для установки датчиков давления масла и температуры воды, а также датчика сигнализации аварийного давления масла.
Каждый цикл работы дизеля СМД-62, 60 трактора Т-150 осуществляется в течение двух оборотов коленчатого вала и включает четыре такта: впуск, сжатие, рабочий ход и выпуск. При такте впуска, когда поршень движется от в.м.т.к н.м.т., в цилиндр через открытый впускной клапан поступает свежий воздух.
При движении поршня от н.м.т. к в.м.т. (впускной и выпускной клапаны закрыты) воздух сжимается, при этом температура его повышается. В конце такта сжатия через форсунку в камеру в поршне впрыскивается топливо. Распыленное и перемешанное в среде сжатого воздуха топливо воспламеняется, давление в камере повышается.
Образующиеся при сгорании газы, расширяясь, давят на днище поршня, в результате чего поршень движется от в.м.т. к н.м.т. и через шатун передает усилие на кривошип коленчатого вала, заставляя его вращаться, то есть происходит рабочий ход.
Ремонт блока цилиндров двигателя СМД-60, 62 трактора Т-150
К основным дефектам блока цилиндров (блок-картера) Т-150 относятся трещины, пробоины, износ рабочих поверхностей неподвижных сопряжений (поверхности под вкладыши коренных подшипников и втулок распределительного вала, опорные поверхности под бурты гильз цилиндров, отверстия под нижний посадочный поясок гильз), износ рабочих поверхностей подвижных сопряжений (отверстия под подшипники распределительного вала, отверстия для толкателей; отверстия под установочные штифты и направляющие втулки; повреждение резьбы шпилек и отверстий, забоины и неровности на привалочных плоскостях).
После осмотра и испытания блока цилиндров на герметичность под давлением 0,2...0,4 МПа (2...4 кгс/см2) на протяжении 5 мин измеряют и оценивают точность его геометрических форм. Проверяют на герметичность на стендах, а соответствие размеров и формы элементов определяют универсальными измерительными средствами.
Особенность дефектации блок-картера двигателей СМД-60 и СМД-62 — тщательный контроль взаимного расположения их рабочих (несущих) поверхностей, состояния выточек под бурты гильз цилиндров в блок-картере, соосности отверстий под подшипники коленчатого и распределительного валов, параллельности опорных поверхностей под гильзы цилиндров к плоскости, сопрягаемой с плоскостью головки блока цилиндров.
Состояние выточек под бурты гильз цилиндров проверяют при помощи приспособления, состоящего из корпуса и индикатора. Ножка имеет специальную форму. В состав приспособления входит калибр при помощи которого проводят наладку на размер по глубине выточки.
Приспособление, установленное в выточку под бурт гильзы, позволяет одновременно проверять глубину выточки (износ) и параллельность ее основания относительно верхней плоскости. Разница измерений в пределах одного гнезда не должна превышать 0,03 мм, а всего блока — 0,05 мм.
Коробление верхней плоскости контролируют при помощи линейки и щупа. Коробление не должно превышать 0,1 мм. Несоосность отверстий под коренные подшипники проверяют, используя приспособление, которое состоит из корпуса и малогабаритных индикаторов.
На корпусе расположены неподвижные и подвижные упоры. Особенность приспособления та, что шкалы индикаторов четко видны независимо от положения приспособления в корпусе.
Несоосность отверстий проверяют в вертикальном положении блока цилиндров Т-150 по отклонению стрелок индикаторов от нуля. Перед измерением приспособление неподвижными упорами устанавливают на проверочную линейку, а стрелки индикаторов совмещают с нулевыми отметками шкал.
Точность взаимного расположения отверстий под опорные шейки распределительного вала проверяют калибром (скалкой), размеры которого меньше размеров отверстий на 0,04 мм.
Допускается несоосность отверстий под коренные подшипники коленчатого вала до 0,02 мм, а под подшипники распределительного вала — до 0,03 мм.
Параллельность опорных поверхностей под гильзы к оси коленчатого вала проверяют при помощи устройства, состоящего из оправки, которая имитирует ось отверстий подкоренные подшипники, и корпуса, в котором установлены два индикатора.
К устройству приложена эталонная пластинка, предназначенная для его настройки. Сначала в отверстия устанавливают оправку, затем корпус — на опорные выточки блока цилиндров под гильзы так, чтобы наконечники индикаторов касались оправки. По разности показаний индикаторов определяют параллельность опорных буртов относительно оси коленчатого вала.
Во время дефекации блок-картера двигателя СМД-62, 60 трактора Т-150К проверяют состояние задней поверхности блока, к которой крепят картер маховика. В местах контакта этих деталей их поверхности изнашиваются. Неперпендикулярность поверхности к оси коленчатого вала не должна превышать 3,2 мм.
Не допускаются кавитационные повреждения нижнего посадочного пояска под гильзу, так как они могут быть причиной протекания воды из водяной рубашки в картер двигателя. При износе отверстий под вкладыши подшипников до диаметра более 98,04 мм отверстия растачивают под вкладыши ремонтного размера 98,5+0.021 мм.
Коробление или повреждение поверхностей прилегания головок цилиндров блок-картера и верхней крышки устраняют шлифованием. Допустимая не плоскостность составляет соответственно 0,10 и 0,15 мм на всей длине.
Гильзы цилиндров 9 съемные, «мокрого» типа, изготовлены из специального чугуна. Внутренняя поверхность их закалена ТВЧ. По внутреннему диаметругильзы делятся на большую (Б) и малую (Н) группы. Маркировка группы наносится ударным клеймом на торце бурта гильзы. На дизеле устанавливаются гильзы одной размерной группы.
Головка блока цилиндров СМД-60, 62 трактора Т-150 представляет собой чугунную отливку, выполненную как одно целое с клапанной коробкой. Для уплотнения плоскости разъема между головкой и блоком цилиндров установлена прокладка 3 из асбостального полотна. Головки цилиндров взаимозаменяемы.
Ремонт головки блока цилиндров СМД-60, 62 трактора Т-150
К основным дефектам головки цилиндров двигателя СМД-60,62 относятся износ внутренних поверхностей направляющих втулок и клапанных гнезд. Износ втулок определяют при помощи пробок или индикаторного нутромера. Втулки, изношенные до диаметра более 12,06мм, заменяют новыми.
Последние развертывают до номинального размера. Износ клапанных гнезд (раковины, риски на рабочих поверхностях, утопание тарелки клапана относительно нижней плоскости головки впускного более 1,0 мм, выпускного — более 1,2 мм) контролируют калибрами или штангенглубиномером. Изношенное седло выпрессовывают, а гнезда под седла растачивают под ремонтный размер.
При замене седел и направляющих втулок клапанов головку цилиндров Т-150 нагревают до 90 С. Седло клапанов перед запрессовкой охлаждают до минус 70...90 °С.
Седла впускных клапанов запрессовывают с натягом 0,040...0,105 мм, а выпускных — 0,035...0,105 мм. После запрессовки седло зачеканивают в шести точках, равномерно размещенных по окружности. Усилие зачеканки 5000...6000 Н (500...600 кгс).
Рабочие фаски седел впускных клапанов обрабатывают под углом 30°, а выпускных — под углом 45°. Ширина их при этом должна находиться соответственно в пределах 2...2,5 и 1,5...2,3 мм. К седлам притирают клапаны, качество притирки проверяют по наличию на их конических поверхностях кольцевой матовой полоски, ширина которой должна находиться в пределах 1,5...2,5 мм.
Полоска не должна иметь разрывов и должна находиться в середине фаски, но не менее чем в 1,5 мм от кромки цилиндрического пояска тарелки клапана. Разница в ширине притертой фаски седла должна быть не более 0,6 мм. Биение рабочей фаски седла относительно оси втулки клапана не должно превышать 0,05 мм.
Герметичность сопряжения клапан — седло клапана для двигателя СМД-60, 62 проверяют при помощи приспособления, подающего воздух под давлением 0,03...0,05 МПа (0,3...0,6 кгс/см2). Просачивание воздуха при этом не допускается.
Можно проверять герметичность керосином, заливаемым во впускные и выпускные каналы клапанов. Подтекания или наличия капель керосина из-под тарелок клапанов в течение 1 мин не допускается.
Сухари клапанов должны плотно прилегать к поверхности втулок тарелок и стержней клапанов. Стержни клапанов перед сборкой смазывают моторным маслом или смесью моторного масла с графитом. Высота выступания шпилек над привалочными поверхностями головки цилиндров должна быть равна 79 ± 1,5 мм.
Неперпендикулярность шпилек крепления стойки оси коромысла к плоскости прилегания головки допускается не более 0,3 мм на длине 90 мм. При установке головки цилиндров на блок-картер гайки крепления затягивают в правильной последовательности.
Впускные и выпускные клапаны СМД-60, 62 трактора Т-150
На головках цилиндров двигателя трактора Т-150 смонтирован клапанный механизм. На нижней плоскости головки против каждого цилиндра выполнены по две цилиндрические расточки для установки впускного и выпускного клапанов. В расточках запрессованы седла из специального никелевого сплава.
В седлах впускных клапанов имеется ширма, при установке седла в головку она должна быть расположена относительно оси клапана. Утопание тарелок впускных клапанов относительно нижней плоскости головки составляет 0,25—0,75 мм, выпускных — 0,45—0,95 мм.
Толкатели — стальные, имеют плоские донышки. Коромысла клапанов — стальные, для впускных и выпускных клапанов они отличаются по конфигурации.
Перемещение их вдоль оси ограничивается распорными пружинами. Для подвода масла к втулкам ось коромысел выполнена полой. Впускные и выпускные клапаны изготовлены из жароупорной стали.
К основным дефектам клапанов СМД-60, 62 трактора Т-150К относятся раковины и риски на рабочей поверхности тарелки, износ рабочей поверхности и стержня, обгорание тарелок и изгиб стержня. Клапан ремонтируют при помощи шлифования рабочей фаски и последующей притирки ее к гнезду в головке цилиндров.
Допустимая непрямолинейность образующей стержня клапана, овальность и конусность его не должны превышать 0,02 мм. Биение шлифованной фаски тарелки клапана относительно оси стержня должно быть не более 0,03 мм.
Клапанные пружины должны иметь определенную упругость, размеры и форму. При сжатии наружной пружины клапана до высоты 42 мм нормальное усилие сжатия должно быть равно 446 + 26 Н (44,6 ± 2,6 кгс), допустимое — 400 Н (40 кгс). Если сжать внутреннюю пружину до высоты 37 мм, номинальное усилие сжатия должно быть равно 256 ± 1,5 Н (25,6 ± 0 , 1 5 кгс), а допустимое усилие — 230 Н (2:3 кгс).
Внутренняя пружина клапана двигателя СМД-60, 62 должна под действием собственной массы надеваться на стержень диаметром 24 мм по всей длине и каждым концом — на калибр диаметром 24,3 мм на длине до 8 мм.
Наружная пружина клапана должна любым концом надеваться на калибр диаметром 35 мм на длине до 8 мм. После 20-кратного сжатия пружин до соприкосновения витков не должно быть остаточной деформации.
Трещины и изломы на поверхности коромысел и их осей, а также сминание резьбы не допускаются. Износ внутреннего диаметра втулки без ее замены допускается до 24,11 мм. При установке новой втулки необходимо совместить отверстия во втулке и коромысле. Допускается сверление отверстия во втулке после ее запрессовки в коромысло.
Износ бойка коромысла клапана двигателя Т-150К допускается до высоты 19,4 мм. После ремонта шлифованная и полированная поверхности его должны иметь твердость не менее HRC 50. Износ сферической поверхности регулировочного винта допускается до глубины 6,5 мм. Износ поверхности под втулки оси коромысла допускается до диаметра 28,05 мм.
Номинальное усилие при сжатии распорной пружины коромысел до высоты 91 ± 2,5 мм должно быть равно 35 ± 5,5 Н (3,5 ± 0,55 кгс), допустимое — 25 Н (2,5 кгс). Штанга толкателя не должна иметь изгиб более 0,5 мм. Общая длина ее не должна быть менее 342 мм.
Износ торцевой поверхности толкателя от кулачка распределительного вала допускается на глубину не более 0,05 мм. При ремонте ее шлифованием уменьшение высоты толкателя допускается до 67,30 мм.
Регулировка зазоров в клапанах СМД-60, СМД-62 трактора Т-150
Для регулировки клапанов двигателя СМД-60, 62 трактора Т-150 проводим следующие действия:
- Зазор между бойком коромысла и торцом клапана устанавливается по щупу. Величина зазора на непрогретом двигателе для всех клапанов находится в пределах 0,48...0,50 мм. Регулировка происходит одновременно в двух противоположных цилиндрах 1...4; 2...5; 3...6.
- Устанавливают поршень цилиндра в ВМТ на ходе сжатия. Вращая коленчатый вал при снятых колпаках головок цилиндров, наблюдают за движением клапанов первого цилиндра. После того как выпускной клапан, а затем впускной откроются, нажимают на указатель ВМТ, который находится с правой стороны на картере маховика.
- Коленчатый вал продолжают вращать до тех пор, пока стержень указателя не попадет в лунку на маховике. Устанавливают стрелку под болт на картере маховика (при снятом лючке) и совмещают ее конец с риской на маховике, обозначенной «ВМТ».
- Продолжают проворачивать коленчатый вал дизеля СМД-60, 62 по часовой стрелке примерно на 45° до совмещения стрелки с риской на маховике, обозначенной цифрами «1» и «4». При помощи щупа проверяют зазор между бойками коромысел и торцом клапанов первого и четвертого цилиндров.
- Ослабляют затяжку контргайки ключом и отверткой устанавливают регулировочный винт в положение необходимой величины зазора, при этом щуп должен плотно входить в зазор. Затянув контргайки, проверяют плавность вращения штанги и щупом проверяют величину зазора.
- Проворачивают коленчатый вал на 240 градусов в том же направлении до совмещения конца стрелки с риской на маховике, отмеченной цифрами «2» и «5», и регулируют зазоры в клапанах второго и пятого цилиндров.
- Провернув коленчатый вал до совмещения стрелки с риской на маховике, обозначенной цифрами «3» и «6», регулируют зазоры в клапанах третьего и шестого цилиндров.
- Закончив регулировку зазоров в клапанах, устанавливают на место колпаки. Во избежание появления течи из-под колпака проверяют, правильно ли установлена резиновая прокладка.
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
techspez.ru