Коллинеарность (соосность) валов считается идеальной, когда центры валов находятся на одной осевой линии. Соответственно несоосность показывает обратный результат. Последствия нарушения коллинеарности выражаются следующими моментами:
Содержимое публикации
 Для центровки валов агрегатов удобно применять измерительные наборы, подобные серийным от фирмы Baltech
Для центровки валов агрегатов удобно применять измерительные наборы, подобные серийным от фирмы BaltechКогда проверяется, например, коллинеарность муфтового соединения насоса и электродвигателя, насосный вал определяется как стационарный, а вал электродвигателя как подвижный. Центровка соединения всегда производится, исходя из положения подвижного вала относительно стационарного.
Центр вращения стационарного вала – это опорная линия с нулевыми координатами. В системе координат X-Y плюсовыми значениями являются перемещения вправо по горизонтали и вверх по вертикали.
Несоосность вычисляется путём определения положения центра подвижного вала в двух плоскостях, относительно положения центра оси стационарного вала (горизонтальная ось X и вертикальная Y).
Состояние несоосности (вид сверху), которое корректируется перемещением электродвигателя в боковых направлениях по оси X – это горизонтальная центровка.
Электродвигатель перемещают вправо-влево, добиваясь, таким образом, соосности и параллельности в горизонтальной плоскости.
Состояние несоосности (вид сбоку), которое корректируется перемещением электродвигателя вниз или вверх по оси Y – это вертикальная центровка.
Необходимую величину смещения получают путём установки под лапы мотора регулировочных пластин разных по толщине.
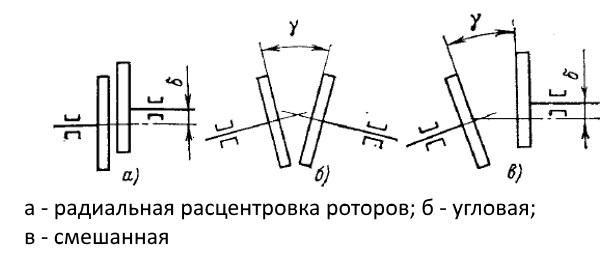
Параллельная несоосность – состояние, когда оси вращения валов расположены на одинаковом расстоянии одна от другой и по всей их длине.
 Центровка в параллельной и угловой несоосности выполняется в соответствии с определёнными правилами и нормами. Применяется профессиональный инструмент
Центровка в параллельной и угловой несоосности выполняется в соответствии с определёнными правилами и нормами. Применяется профессиональный инструментУгловая несоосность – состояние, когда оси вращения валов расположены на разных расстояниях одна от другой и по всей их длине.
Центровка соединения должна проводиться:
Процедура центровки соединения валов агрегатов:
Существует целый ряд инструментов для центровки муфтовых соединений, начиная от простейших и завершая совершенными наборами.
 Чем совершеннее и современнее набор измерительного инструмента, тем выше точность центровки
Чем совершеннее и современнее набор измерительного инструмента, тем выше точность центровкиСамый простой и доступный набор содержит:
Точность измерений этим набором невысока. Качество центровки обеспечивается не столько инструментом, сколько мастерством и опытом механика. Сама процедура центровки с помощью этих инструментов может занимать продолжительное время.
Цифровой анализатор центровки соединений – инструмент из серии наиболее совершенных приспособлений. Анализатор позволяет быстро и легко отцентрировать валы с высокой точностью.
Работу может выполнить любой человек, изучивший инструкцию по работе с цифровым анализатором. Однако стоимость цифрового измерителя очень высока и далеко не всем по карману.
 Анализатор точности центровки валов часового типа позволяет достаточно точно провести измерения коллинеарности
Анализатор точности центровки валов часового типа позволяет достаточно точно провести измерения коллинеарностиМежду тем есть экономичная альтернатива – ещё один вид измерительного анализатора, построенного на основе двух индикаторов часового типа.
Один индикатор определяет отклонения по оси X, другой по оси Y. Удобный, эффективный, недорогой инструмент, помогающий быстро центровать, к примеру, муфтовое соединение между электродвигателем и насосом.
 На картинке несколько первых шагов, показывающих как выполняется центровка валов агрегатов
На картинке несколько первых шагов, показывающих как выполняется центровка валов агрегатовДальнейший процесс центровки:
 Индикаторы часового типа нужно установить так, чтобы без затруднений снимать показания
Индикаторы часового типа нужно установить так, чтобы без затруднений снимать показанияИндикаторами часового типа измеряют боковые зазоры (А) и угловые зазоры (В). Для этого приборы закрепляют на оснастке с таким расчётом, чтобы их наконечники упирались в тело полумуфт на валу двигателя и насоса. Также при установке приборов следует учесть удобство считывания показаний.
Упирают измерительные стержни индикаторов в тело полумуфт с выбегом в 2-3 мм по шкале. Затем вращением ободков приборов совмещают стрелки с нулевой отметкой. Начинают измерение в четырёх пространственных точках:
Последним контрольным замером – пятым по счёту, будет повторное измерение в начальной верхней точке. Полученные цифры замеров в 1 и 5 положениях должны совпадать.
 Такими обещают быть последствия посредственного подхода к центровке валов агрегатов
Такими обещают быть последствия посредственного подхода к центровке валов агрегатовИзменения параметров центровки валов (соосности), прежде всего, вызывают эффект вибрации. Влияние вибрации на муфту и на близко расположенные подшипники очевидно: детали подвергаются ускоренному износу.
На муфте изнашивается эластичная вставка, появляются дефекты подшипников мотора и насоса, торцевого уплотнения. Если же перекос осей значительный, в конечном итоге неизбежен срез вала.
zetsila.ru

Тем, кто работает с электродвигателями, постоянно приходится сталкиваться с довольно нудной работенкой называемой – центровка двигателя с приводом. Для начала разберемся, для чего нужна центровка электродвигателя.
При ременной передаче в случае отсутствия центровки ремень будет постоянно соскакивать, или неравномерно изнашиваться, что значительно снизит срок эксплуатации. При соединении при помощи полумуфт, на неотцентрированом электродвигателе возникает нагрузка на подшипники, что тоже заметно снижает срок их эксплуатации.
В общем, центровка электродвигателей это достаточно важная тема при котором неизменно возникает вопрос – Кто должен заниматься центрованием электрики или слесаря? Вразумительного ответа нет, можете даже и не искать. На каждом предприятии по разному. Наиболее стандартный вариант это - кто снимает тот и центрует. Полетел насос у слесарей, они его сняли, вот пусть сами и центруют. Надо вам на электродвигателе поменять подшипники, значит меняйте а потом центруйте. Короче у кого начальник гавкает те не центруют это, пожалуй главный фактор))).
Ниже выложена таблица допустимых перекосов полумуфт диаметром в500 мм. Если вам придется заниматься центровкой, можете смело ориентироваться на неё.

Основное правило центровке это выяснить диктующий агрегат. То есть нужно определить что под что подгонять. Допустим, есть у нас редуктор и электродвигатель, значит под редуктор необходимо подгонять электродвигатель, так как редуктор устанавливается стационарно.
Способов центровки много, но я опишу тем, чем пользуюсь сам и мне этого вполне хватает.
Способ первый – при помощи изогнутых проволочек смотрим ниже на рисунок.
Крепим проволочки как на рисунке, проворачиваем вместе обе полумуфты. Если зазор между проволочками увеличивается, значит, подкладываем под нужную лапу электродвигателя прокладку, нужной толщины. Как видите все достаточно просто.

Способ второй - штангельциркулем с губками для захвата внутреннего диаметра. Этими губками захватываем обе полумуфты и фиксируем показания. Далее меряем по кругу, при необходимости производим центровку. Этот способ наиболее точен, но если края полумуфт разбиты, то лучше использовать изогнутые проволочки.
АНОНС: Первый электросамолет уже в небе читаем и обсуждаем.
elektro-blog.ru
Центровка валов электродвигателей и механизмов производится с целью, чтобы их оси находились на одной прямой. Несоосные вращающиеся валы создают значительные нагрузки, приводящие к разрушениям, преждевременному выходу деталей из строя и значительному шуму.
Соосно выставить механизмы не всегда получается, поэтому применяют соединительные муфты с компенсацией расцентровки осей упругими элементами. Они выполняют свои функции до определенной величины несоосности. Центровка валов по полумуфтам наиболее удобна. Их поверхности являются базовыми, на них и крепятся измерительные приспособления. В теплоэнергетике большая часть машин работает с упругими втулочно-пальцевыми муфтами (МУВП). В мощных агрегатах применяются зубчатые муфты (МЗ).
Центровка валов индикаторами проверяется по следующим параметрам:
Допустимая расцентровка уменьшается с ростом частоты вращения. Она составляет для МУВП 0,12 мм при 1500 об/мин и 0,05 мм при 3000 об/мин.
Важно! При выборе муфты необходимо проверить соответствие ее характеристик техническим условиям, согласно которым ее осевое и радиальное биение не должно быть выше 0,05 - 0,08 мм. Посадка на валу создается плотная. До разборки на полумуфты наносятся метки, по которым можно будет восстановить их взаимное расположение. Нарушение этих правил может уменьшить точность центровки.
Фактически ось не является прямой, поскольку изгибается под влиянием собственного веса и других нагрузок. При центровке агрегата нужно контролировать положение валов относительно горизонта. Контроль производится на шейках подшипников. Можно использовать рядом расположенную ровную поверхность вала с помощью уровня «Геологоразведка» (цена деления 0,1 мм на 1 м).
Опытные мастера способны произвести контроль центровки, приложив металлическую линейку к муфте и по просвету определив соосность. Но для большей уверенности, чтобы уложиться в норму, можно воспользоваться пластинчатым щупом или индикатором ИЧ-0,01. Последний обеспечивает необходимую точность 0,01 мм, которой достаточно, чтобы уложиться в норму.
Сначала разъединяются полумуфты, а затем на них или на валах рядом устанавливают приспособления для центровки валов электрических машин. Они должны быть достаточно жесткими, чтобы не прогибались в процессе измерений. Измерения можно проводить также при соединенных муфтах. 
После установки и укрепления приспособлений проверяется работоспособность механизма индикатора. Для этого следует оттянуть и вернуть на место измерительные стержни. При этом стрелка должна прийти в исходное положение.
Осевые и радиальные зазоры проверяются путем одновременного поворота обоих роторов из исходного положения на углы 90°, 180° и 270° в сторону вращения привода.
Перед измерениями проверяется затяжка анкеров и корпусов подшипников. Ослабление крепления, наличие трещин в раме, дефекты фундамента, неравномерная осадка пола являются причинами нарушения центровки при работе механизмов.
Приспособления устанавливаются на полумуфты, затем замеряется расцентровка:
По результатам измерений производится корректировка положения осей валов. Для этого опоры перемещают по вертикали с помощью прокладок, а по горизонтали болтами, расположенными на раме. Центровочную скобу устанавливают в положение большего значения параметра расцентровки, после чего опоры перемещают на величину фактической расцентровки.
Центровка валов производится поочередно в горизонтальной и вертикальной плоскостях. После окончания процесса перемещения и фиксации опор измерения производят повторно. Если это необходимо, их корректируют снова.
Центровка валов насоса и электродвигателя необходима для балансировки вращающихся деталей. Это относится не только к колесу и валу, но и к ротору электродвигателя. Обязанностью изготовителя является демонстрация агрегата в рабочем режиме подачи без превышения допустимого уровня вибрации. Цены на промышленные агрегаты высокие, а при дальнейшей эксплуатации доказать вину производителя будет почти невозможно.
Стандарты предусматривают, что после пуска ответственность за вибрацию в дальнейшем ложится на потребителя. Испытания насоса должны проводиться на штатном месте его эксплуатации. Особое внимание уделяется фундаменту и опорной раме, на которую устанавливаются двигатель и насос.
Места стыковки (монтажные приливы) должны быть тщательно обработаны, чтобы размеры зазоров не были больше 0,2 мм на 1 м стыка. В местах соединений предусматривается возможность регулировки уровней прокладками толщиной от 1,5 до 3 мм.
Для насосов мощностью выше 150 кВт по стандарту центрирование производится винтами в вертикальной и горизонтальной плоскостях (не менее шести винтов для горизонтального насоса и не менее четырех – для вертикального). Их количество зависит от веса оборудования.
Важно! Центровка соединения привода и насоса производится и контролируется перед монтажом и в течение всего периода эксплуатации. Также нужно обратить внимание, что двигатель и насос бытового назначения помещаются в общем корпусе и отцентрированы на заводе. Их контролировать и выставлять не нужно.
Если между насосом и двигателем установлен редуктор, в первую очередь следует отцентровать его и закрепить штифтами. Остальные валы агрегата ориентируются по нему. При поступлении насосов с завода в сборе с электродвигателями центровка валов агрегатов производится по двигателям. При сборке насоса на опорной раме вал двигателя выставляется по нему.
Центровка карданного вала производится для устранения вибраций, возникающих при работающем двигателе. Причинами дисбаланса могут быть:
Сначала выявляется дисбаланс, а затем производится его устранение путем установки противовеса. Работа производится на специальном оборудовании станции техобслуживания. Для этого используют балансировочные станки.
Реальные условия работы карданного вала имитируются за счет его вращения электродвигателем через передачу (обычно ременную).
Отклонения определяются датчиками, перемещающимися по длине вала. Специальная программа обрабатывает результаты измерения, после чего определяется место установки и величина балансировочного груза. Специалист по техобслуживанию добавляет груз, высверливает металл или устанавливает прокладки для обеспечения соосности.
Произвести самые простые измерения при проверке центровки валов можно с помощью складного метра и металлической линейки. Для правильных измерений необходимо более точное приспособление для центровки валов: скоба с отсчетным устройством, пластинчатый щуп, микрометр, штангенциркуль.

Системы лазерной центровки выпускаются одно- и двухлучевые. Последняя является более точной и функциональной.
Измерительный блок устанавливается на валу и создает лазерный луч вдоль его центра вращения. От противоположного блока, установленного на сопрягаемом валу, детектируется другой луч. Оба сигнала улавливаются фотоприемниками, и при разных угловых положениях валов с высокой точностью определяется их расцентровка. Путем сравнения показаний при разных угловых перемещениях валов можно производить их центровку в горизонтальной и вертикальной плоскостях.

Большой популярностью пользуется центровка валов с применением лазерной системы «Квант-ЛМ», разработанной компанией «БАЛТЕХ». Производится центровка машин горизонтального и вертикального исполнения. Встроенный вычислительный блок сравнивает и обрабатывает сигналы от измерительных блоков. Результаты выводятся на дисплей, где показано состояние центровки относительно допустимой области, выделенной зеленым цветом, и запредельной зоны (красный цвет).
Система «Квант-ЛМ» позволяет устранить вибрации, уменьшить количество простоев и ремонтных работ, увеличить срок службы подшипников, уплотнений и муфт.
Расцентровка роторов агрегатов является распространенным дефектом, который можно устранить. Для этого необходимо знать влияющие на нее факторы и способы центровки валов. Обычно центровка валов производится концентричной и параллельной установкой торцовых поверхностей полумуфт с помощью специальных приборов.
fb.ru
Центровка электродвигателя необходима, поскольку ее отсутствие приводит к тому, что:
Все это ведет к преждевременному износу агрегата, поэтому необходимо знать, как отцентровать вал электродвигателя.
Приступая к работе, имейте в виду:
Итак, как отцентровать электродвигатель с редуктором и насосом по полумуфтам? Пошагово процесс выглядит следующим образом:
У центробежного насоса центровка ротора двигателя выполняется по валу, если устройство пришло с завода в сборе. В случае, когда насос собирается на опорной раме, вал ротора выверяется по нему.
Если двигатель соединяется с насосом через промежуточный вал и редуктор, в первую очередь нужно отцентровать редуктор и зафиксировать его штифтами, затем сориентировать на него валы всех остальных узлов устройства.
При работе с промышленными агрегатами необходимо знать, как отцентровать насос с электродвигателем, в бытовых моделях (где насос и двигатель заключены в один корпус) центровка не требуется, так как она осуществляется производителем.
Таблицу допустимых перекосов полумуфт разных размеров можно найти в интернете на соответствующих сайтах.
www.szemo.ru
Категория: Вопросы по электрике
Электродвигатель, установленный на опорную конструкцию, центрируют относительно вала вращаемого им механизма. Точность выверки в существенной мере определяет надежность работы электродвигателя в целом и в первую очередь его подшипников. Способы центровки различны и во многом зависят от типа передачи.
Необходимым условием правильной работы электродвигателя и машины, соединенных ременной или клиноременной передачей, является соблюдение параллельности их валов, а также совпадение средних линий (по ширине) шкивов, так как иначе ремень будет соскакивать. Выверку ведут при расстояниях между центрами валов до 1,5 м и при одинаковой ширине шкивов, пользуясь стальной линейкой. Линейку прикладывают к торцам шкивов и подгоняют электродвигатель или механизм с таким расчетом, чтобы она касалась обоих шкивов в четырех точках (рис. 1). Когда расстояние между осями валов больше 1,5 м, а также если выверочной линейки соответствующей длины нет, прибегают к помощи струны и временно устанавливаемых на Щкивы скоб (рис. 2, а). Подгонку продолжают до получения одинакового расстояния от скоб до струны. Валы можно выверять и при помощи тонкого шнурка, натягиваемого от одного шкива к другому (рис. 2, б). Шкивы разной ширины выверяют, исходя из условия одинакового расстояния от средних линий обоих шкивов до струны, шнурка или выверочной линейки (рис. 2, б и 2, в). Выверенный электродвигатель должен быть надежно закреплен болтами и еще раз проверен на точность центровки, которая в процессе установки может быть случайно нарушена.

Рис. 1. Выверка валов при клиноременной и ременной передачах: а — выверочной линейкой; б — то же, при шкивах разной ширины

Рис. 2. Выверка валов электродвигателя и рабочей машины: а —- при помощи скоб и струны; б — при помощи шнурка; в — при помощи отвесов, проходящих через средние линии шкивов
При непосредственном соединении механизма и электродвигателя с помощью муфты центровка необходима для достижения такого взаимного положения валов двигателя и механизма, при котором значения зазоров между полумуфтами будут равны. Для этого двигатель передвигают на небольшие расстояния в горизонтальной и вертикальной плоскостях. Перед центровкой убеждаются в прочности посадки полумуфт на валы, обстукивая полумуфты и одновременно проверяя рукой стык полумуфты с валом.
Центровку выполняют в два приема: сначала предварительную — при помощи линейки или стального угольника, а затем окончательную — по центровочным скобам.
Предварительная центровка предполагает проверку отсутствия просвета между ребром приложенной линейки (стального угольника) и образующими обеих полумуфт в четырех местах: вверху, внизу, справа и слева.
В процессе окончательной выверки измеряют радиальные (по окружности) и осевые (по торцу) зазоры между полумуфтами, применяя центровочные скобы различных конструкций (рис. 3), укрепляемые на полумуфтах или на валах. Если центровочных скоб нет, то можно воспользоваться скобами, изготовленными на месте из проволоки, концы которой загнуты навстречу один другому.
Центровочные скобы монтируют одну против другой при совпадении маркировочных пометок (рисок) на полумуфтах, поставленных во время спаренной обработки полумуфт на станке. Посредством винтов устанавливают зазоры по окружности и торцу в пределах 1…2 мм, проверяя, не задевают ли скобы одна за другую, и одновременно проворачивая оба вала на 360° в одном направлении. Для измерения зазоров по окружности и торцу оба вала одновременно поворачивают от исходного верхнего положения на 90, 180 и 270°.
Точность центровки определяют, сопоставляя измеренные зазоры в противоположных положениях центровочных скоб; допускаются разности величин в зависимости от типа муфт не более следующих: для поперечно-свертных (жестких) муфт 0,03…0,04 мм, для упругих (пальцевых) 0,08…0,12 мм, для зубчатых 0,12… 0,15 мм.
Во всех случаях при центровке обращают внимание на то, чтобы отдельных прокладок под лапами электродвигателей было как можно меньше (тонких прокладок толщиной 0,5…0,8 мм не более трех-четырех). Когда по условиям центровки прокладок оказывается больше, их заменяют общей, более толстой. Если прокладок (особенно тонких) много, то надежное закрепление электродвигателя не обеспечивается и центровка может нарушиться, кроме того, возникают трудности при последующих ремонтах и центровках во время эксплуатации.

Рис. 3. Центровка полумуфт: а — при помощи центровочных скоб; б — при помощи центровочных приспособлений; в — при помощи центровочных приспособлений с хомутами
Вопросы по электрике - В чем заключается центровка электродвигателя?gardenweb.ru
Выверка и наладка передач, соединяющих валы двигателя и машины, необходимы для нормальной работы электропривода. Они выполняются в процессе монтажа электропривода и заключаются в том, чтобы добиться необходимого расположения электродвигателя относительно закрепленной рабочей машины. Их взаимное расположение определяется видом передач. Различные передачи выверяют различными способами.
Достаточно трудоемкой является выверка непосредственных соединений валов электродвигателя и рабочей машины или механизма с помощью муфт. Для нормальной работы электропривода здесь требуется такое взаимное расположение ЭД и производственного механизма, при котором оси их валов находились бы на одной прямой линии. Подобную выверку передачи часто называют центровкой. Добиться точного выполнения этих требований бывает трудно, поэтому допускаются некоторые отклонения от них. К высокоскоростным электроприводам и жестким соединениям (например, с помощью поперечносвертной муфты) предъявляются более жесткие требования, чем к низкоскоростным электроприводам и эластичным (упругим) соединениям.
Непосредственные соединения выверяют в два приема: предварительно и окончательно. Предварительная выверка может выполняться с помощью металлической линейки (без специальных приспособлений) следующим образом. Линейку прикладывают ребром к ободу в верхней точке полумуфты на валу машины и проверяют, есть ли зазор между ребром линейки и второй полумуфтой. При наличии зазора под лапы электродвигателя подбивают стальные прокладки толщиной 0,5—0,8 мм до его ликвидации. Если таких прокладок требуется более трех-четырех, их заменяют одной соответствующей толщины, так как большое число прокладок нарушает центровку двигателя при закреплении. Осевое смещение определяют, прикладывая линейку к боковым поверхностям полумуфт, а осевые зазоры устраняют поворотом электродвигателя в горизонтальной плоскости.
При высокой точности центровки пользуются специальными скобами, которые закрепляют на ступицах обеих полумуфт с помощью болтов и хомутов (рисунок 8, а). Зазоры А и Б замеряют с помощью щупов в четырех точках по окружности через 90°, начиная с верхней точки. Изменяя положение вала электродвигателя, добиваются равенства одноименных зазоров при любом угле поворота.

Рисунок 8 – Выверка соосности валов электродвигателя и машины при соединении их муфтами: а — с помощью скоб; б — с помощью изогнутых проволок; 1 — вал машины; 2 — скобы; 3 — вал электродвигателя; 4 — проволока; 5 — полумуфты.
Выверку соединений муфтами валов двигателя и рабочей машины в производственных условиях часто выполняют с помощью двух жестких проволок, закрепленных на ступицах обеих полумуфт. Свободные концы предварительно заточенных на конус проволок загибают навстречу друг другу буквой Г (рисунок 8, б). Между остриями стрелок оставляют небольшой зазор (до 1 мм). Обе полумуфты скрепляют болтом (не жестко) и вращают от руки. Изменение зазоров между проволочками в очках 0°, 90°, 180° и 270° замеряют щупом или определяет визуально. При вращении полумуфт добиваются такого положения двигателя в вышеуказанных точках, чтобы зазоры не изменялись.
Электродвигатели с выверенной передачей закрепляет на опорном основании с помощью болтов и гаек и снова выверяют точность установки, так как при закреплении центровка может быть нарушена.
При выверке ременных передач добиваются, чтобы валы электродвигателя и рабочей машины были параллельны, а поперечные оси шкивов находились на одной прямой. Несоблюдение этих условий при плоскоременной передаче приводит к спаданию ремня, а при клиноременной — к преждевременному ее изнашиванию.
В зависимости от межосевого расстояния выверку можно осуществлять металлической линейкой (при малом), либо с помощью нитки или тонкой проволоки (при любом межцентровом расстоянии). При одинаковой ширине шкивов двигатель перемещают до тех пор, пока натянутая нитка не коснется одновременно четырех диаметрально противоположных точек на торцах обоих шкивов. Если межцентровое расстояние небольшое, то для этой цели удобнее пользоваться металлической линейкой, которую прикладывают к шкивам боковой поверхностью (ребром) и добиваются касания четырех диаметрально противоположных точек шкивов.
Если ширина шкивов различная, выверочную линейку прикладывают ребром к двум диаметрально противоположным точкам на торце большего шкива и добиваются, чтобы зазоры между линейкой и крайними точками на торце меньшего шкива были равны половине разности ширины шкивов. В случае, если межосевое расстояние больше длины линейки, то выверить передачу можно с помощью отвесов, переброшенных через поперечные оси шкивов, под которыми натянута нитка.
После выверки передачи электродвигатель закрепляют на опорном основании, передачу закрывают защитным кожухом, обмотки двигателя соединяют по соответствующей схеме и подключают к источнику питания.

Рисунок 9 – Выверка установки электродвигателя с ременной передачей при разной ширине шкивов
Перед окончательным закреплением выверяют горизонтальное положение двигателя, а также совпадение его оси с осью вала приводимого механизма (выверка линии валов). При ременной передаче такую выверку выполняют с помощью стальных линеек, прикладываемых к торцам шкивов (при одинаковой их ширине). Если ширина шкивов разная, выверку делают шнуровыми отвесами (рисунок 9). От приводимого шкива до пола опускают два отвеса Л и Б и протягивают между ними шнурок, образующий прямую линию. От середины шкива электродвигателя тоже опускают два отвеса В и Г и перемещают электродвигатель до совпадения отвеса его шкива со шнуром.
diplomka.net
Установка электродвигателя
 Электродвигатель, доставленный к месту установки с завода-изготовителя либо со склада, где он хранился до монтажа, либо из мастерской после ревизии, устанавливается на приготовленное основание.
Электродвигатель, доставленный к месту установки с завода-изготовителя либо со склада, где он хранился до монтажа, либо из мастерской после ревизии, устанавливается на приготовленное основание.
В качестве оснований для электродвигателей используют зависимо от критерий: литые чугунные либо железные плиты, сварные железные рамы, крепления, салазки и т. д.Плиты, рамы либо салазки выверяются по осям и в горизонтальной плоскости и закрепляются на бетонных фундаментах, перекрытиях и т. п. с помощью фундаментных болтов, которые заделываются в заготовленные отверстия. Эти отверстия обычно оставляют при бетонировании фундаментов, закладывая заранее в соответственных местах древесные пробки.
Отверстия маленький глубины могут быть также пробиты в готовых бетонных основаниях при помощи электро и пневмомолотков, снаряженных высокопроизводительными инструментами с наконечниками из жестких сплавов.Отверстия в плите либо раме для закрепления электродвигателя обычно производятся на заводе-изготовителе, который поставляет общую плиту либо раму для электродвигателя и приводимого им механизма.
В случае, если отверстия для электродвигателя отсутствуют, на месте монтажа делается разметка основания и сверление отверстий.Для выполнения этих работ определяются монтажно-установочные размеры устанавливаемого электродвигателя (смотрите набросок), а конкретно: расстояние меж вертикальной осью мотора и торцом вала L6+L7 либо торцом насаженной полумуфты, расстояние меж торцами полумуфт на валах электродвигателя и приводимого им механизма, расстояние меж отверстиями в лапах вдоль оси электродвигателя С2+С2, расстояние меж отверстиями в лапах в перпендикулярном направлении С+С.
Не считая того, должна быть замерена высота вала (высота оси) на механизме и высота оси электродвигателя h. В итоге этих последних 2-ух замеров за ранее определяется толщина подкладок под лапы.

Рис. Обозначения установочных размеров мотора.
Для удобства центровки электродвигателя толщина подкладок должна предусматриваться в границах 2 — 5 мм.Подъем электродвигателей на фундаменты производится кранами, талями, лебедками и другими механизмами. Подъем электродвигателей весом до 80 кг при отсутствии устройств может производиться вручную с применением настилов и других устройств.Установленный на основание электродвигатель центрируется заранее с грубой подгонкой по осям и в горизонтальной плоскости. Окончательная выверка делается при сопряжении валов.
Центровка электродвигателей
Электродвигатель, установленный на опорную конструкцию, центрируется относительно вала вращаемого им механизма. Методы центровки бывают разные зависимо от типа передачи. От точности выверки зависит надежность работы электродвигателя и преимущественно его подшипников.
Ременная передача
При ременной и клиноременной передачах нужным условием правильной работы электродвигателя с приводимым им во вращение механизмом является соблюдение параллельности их валов, также совпадение средних линий (по ширине) шкивов, потому что по другому ремень будет соскакивать.Выверка делается при расстояниях меж центрами валов до 1,5 м и при схожей ширине шкивов при помощи металлической выверочной линейки.
Линейка прикладывается к торцам шкивов и делается подгонка электродвигателя либо механизма с таким расчетом, чтоб линейка касалась 2-ух шкивов в 4 точках.
При расстоянии меж осями валов более 1,5 м, также в случае отсутствия выверочной линейки соответственной длины выверка электродвигателя с механизмом делается при помощи струны и временно устанавливаемых на шкивы скоб. Подгонка делается до получения схожего расстояния от скоб до струны. Выверка валов может выполняться и при помощи узкого шнурка, натягиваемого от 1-го шкива к другому.
Выверку электродвигателя и машины со шкивами разной ширины создают, исходя из условия схожего расстояния от средних линий обоих шкивов до струны, шнурка либо выверочной линейки.
Сверенный электродвигатель должен быть накрепко закреплен болтами с следующей проверкой точности выверки, которая при закреплении электродвигателя может быть случаем нарушена.

Выверка валов при ременной и клиноременной передачах.а — при помощи выверочной линейки; б — при помощи скоб и струны; в — с помощью шнурка; г — при помощи линейки при шкивах разной ширины.
Конкретное соединение муфтами.
Центровка мотора с механизмом нужна для заслуги такового обоюдного положения валов мотора и механизма, при котором величины зазоров меж полумуфтами будут равны. Это достигается методом передвижения мотора на маленькие расстояния в горизонтальной и вертикальной плоскостях.
Перед центровкой делается проверка прочности посадки полумуфт на валы методом обстукивания полумуфты при одновременном ощупывании рукою стыка полумуфты с валом.
Центровка делается в два приема: поначалу подготовительная — при помощи линейки либо железного угольника, а потом окончательная — по центровочным скобам.
Подготовительная центровка ведется методом проверки отсутствия просвета меж ребром приложенной линейки (железного угольника) и образующими обеих полумуфт. Такая проверка производится в 4 местах: вверху, понизу, справа и слева.
Во всех случаях при центровке обращается внимание на то, чтоб количество отдельных прокладок под лапами электродвигателей было как можно меньше; тонких прокладок шириной 0,5 — 0,8 мм используют менее 3 — 4 шт.
Если по условиям центровки их оказывается больше, то их подменяют общей прокладкой большей толщины. Огромное количество прокладок, и тем паче из тонких листов, не обеспечивает надежного закрепления электродвигателя и может вызвать нарушение центровки; оно также представляет неудобство при следующих ремонтах и центровках во время эксплуатации.
elektrica.info