Те, кто занимается тюнингом моторов, вносят свои изменения в рисунок профиля и моделируют радиусные фаски, либо многогранные, улучшая, тем самым, динамические характеристики воздушного потока. Но, учитывая общий уровень оснащения оборудованием для мехобработки деталей ДВС, это, конечно, экзотика. Нужно лишь уяснить себе основную идею всех современных технологий обработки седел ДВС —НЕ ПРИТИРАТЬ СЕДЛА АБРАЗИВОМ! Качественное сопряжение достигается за счет точного совпадения углов фасок, чистотой поверхности фасок, и соосностью фасок клапана и седла.Если седло обработано правильно, клапан тоже отвечает необходимым требованиям, то притирка не требуется.В некоторых случаях проводят т. н. «контрольную» притирку с помошью ручной скалки с присоскойи водорастворимого абразива. Проверяют сопряжение, как правило, сразу после обработки, путем создания вакуума в канале.Если разряжение достигает значения в 0,6 bar, значит седло и клапан обработаны качественно. Современные станки для обработки седел, как правило оборудованы вакуумтестерами, также выпускаются и портативные вакуумтестеры, пневматические и электрические.
Теперь, перейдем к алгоритму выбора оборудования для обработки седел:
Для начала определимся с типоразмерами обрабатываемых деталей: Длина/ширина детали, внутренний диаметр направляющей втулки клапана, диаметр седла. Также, необходимо понять каким образом будет выполняться замена седла — ведь кроме извлечения старого седла, нужно произвести обработку посадочного места, а затемизготовить, либо купить новое. Главное, чтобы седло было запрессовано с требуемым натягом. Учитывайте, что при обработке резцом седел больших диаметров (45 мм и более),а также при обработке особо твердых седел, седел с образованием «наклепа» упрочнения верхнего слоя металла, при отсутствии жесткости, возможно «гранение», «дробление», концентричность (отклонение от округлости).В таких ситуациях, настоящим «спасением» является применение элетрошлифовальных машин PEG. При большом объеме ремонта ГБЦ (4 и болеев день), целесообразно задумываться о приобретениистаночного оборудования. А лучше всего, собрав и проанализировав информацию и типоразмерах, объеме, бюджете и.т.д. обратиться к нам. Специалисты компании «Моторинструмент» профессионально заняты в сфере мехобработки деталей ДВС уже не первый десяток лет. Накопленный опыт позволяет наилучшим образом подобрать оборудование, как из нового, так и, б/у.
motor-instrument.ru
Те, кто занимается тюнингом моторов, вносят свои изменения в рисунок профиля и моделируют радиусные фаски, либо многогранные, улучшая, тем самым, динамические характеристики воздушного потока. Но, учитывая общий уровень оснащения оборудованием для мехобработки деталей ДВС, это, конечно, экзотика. Нужно лишь уяснить себе основную идею всех современных технологий обработки седел ДВС —НЕ ПРИТИРАТЬ СЕДЛА АБРАЗИВОМ! Качественное сопряжение достигается за счет точного совпадения углов фасок, чистотой поверхности фасок, и соосностью фасок клапана и седла.Если седло обработано правильно, клапан тоже отвечает необходимым требованиям, то притирка не требуется.В некоторых случаях проводят т. н. «контрольную» притирку с помошью ручной скалки с присоскойи водорастворимого абразива. Проверяют сопряжение, как правило, сразу после обработки, путем создания вакуума в канале.Если разряжение достигает значения в 0,6 bar, значит седло и клапан обработаны качественно. Современные станки для обработки седел, как правило оборудованы вакуумтестерами, также выпускаются и портативные вакуумтестеры, пневматические и электрические.
Теперь, перейдем к алгоритму выбора оборудования для обработки седел:
Для начала определимся с типоразмерами обрабатываемых деталей: Длина/ширина детали, внутренний диаметр направляющей втулки клапана, диаметр седла. Также, необходимо понять каким образом будет выполняться замена седла — ведь кроме извлечения старого седла, нужно произвести обработку посадочного места, а затемизготовить, либо купить новое. Главное, чтобы седло было запрессовано с требуемым натягом. Учитывайте, что при обработке резцом седел больших диаметров (45 мм и более),а также при обработке особо твердых седел, седел с образованием «наклепа» упрочнения верхнего слоя металла, при отсутствии жесткости, возможно «гранение», «дробление», концентричность (отклонение от округлости).В таких ситуациях, настоящим «спасением» является применение элетрошлифовальных машин PEG. При большом объеме ремонта ГБЦ (4 и болеев день), целесообразно задумываться о приобретениистаночного оборудования. А лучше всего, собрав и проанализировав информацию и типоразмерах, объеме, бюджете и.т.д. обратиться к нам. Специалисты компании «Моторинструмент» профессионально заняты в сфере мехобработки деталей ДВС уже не первый десяток лет. Накопленный опыт позволяет наилучшим образом подобрать оборудование, как из нового, так и, б/у.
motor-instrument.ru
Ручной станок для ремонта головки блока цилиндров
 Станок
для ремонта головки блока цилиндров предназначен для обработки
(восстановления профиля) изношенных седел и замены седел клапанов
легковых и грузовых автомобилей. Обработка осуществляется одним
профильным твердосплавным резцом. Инструмент позволяет точно
воспроизвести любую сложную геометрию седла. Все обработанные седла
получаются абсолютно одинаковыми. Специальный резец позволяет
производить замену сильно изношенных седел, а также растачивать посадку
под ремонтные седла, в том числе после восстановления сваркой.
Существуют резцы со стандартными углами заточки. Но, по желанию клиента,
мы можем изготовить резец с любым профилем. Это может быть интересным и
актуальным для тех, кто занимается подготовкой спортивных автомобилей и
тюнингом моторов.
Заточка резца не представляет особых трудностей даже для неспециалиста и
при аккуратном обращении служит достаточно долго.
Стол установки крепится как к стене, так и к верстаку и позволяет
выставить головку блока двигателя с любой плоскостью разъема.
Станок довольно прост и удобен в эксплуатации, поэтому процесс обучения
проходит очень быстро.
Станок
для ремонта головки блока цилиндров предназначен для обработки
(восстановления профиля) изношенных седел и замены седел клапанов
легковых и грузовых автомобилей. Обработка осуществляется одним
профильным твердосплавным резцом. Инструмент позволяет точно
воспроизвести любую сложную геометрию седла. Все обработанные седла
получаются абсолютно одинаковыми. Специальный резец позволяет
производить замену сильно изношенных седел, а также растачивать посадку
под ремонтные седла, в том числе после восстановления сваркой.
Существуют резцы со стандартными углами заточки. Но, по желанию клиента,
мы можем изготовить резец с любым профилем. Это может быть интересным и
актуальным для тех, кто занимается подготовкой спортивных автомобилей и
тюнингом моторов.
Заточка резца не представляет особых трудностей даже для неспециалиста и
при аккуратном обращении служит достаточно долго.
Стол установки крепится как к стене, так и к верстаку и позволяет
выставить головку блока двигателя с любой плоскостью разъема.
Станок довольно прост и удобен в эксплуатации, поэтому процесс обучения
проходит очень быстро.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:Диапазон обрабатываемых сёдел, диаметр (по заказу — любой) от 25 до 50 мм Отклонение от концентричности не более 0.02 мм Отклонение от соосности с направляющей клапана не более 0.02 мм
Станок для ремонта головки блока (правка сёдел, замена сёдел)
БАЗОВАЯ КОМПЛЕКТАЦИЯ:Универсальный стол, 1 кт.: ~ кронштейн с вертикальной стойкой ф27х600 и поперечиной ф44х580; ~ регулируемые кронштейны параллелек; ~ параллельки для установки головки; ~ кронштейн фиксации стола; ~ прижимная плита фиксации головки.Электромагнитное устройство, 1 кт.: ~ электромагнит с вертикальной стойкой, ручкой и выключателем; ~ корпус механизма подачи и резания; ~ втулка и гайка микроподачи шпинделя; ~ шпиндель; ~ ручка вращения.Блок питания
Дополнительная комплектация:
| Головка для обработки седел |
| Резцедержатель |
| Твердосплавная профильная пластина (резец). Профиль резца по выбору заказчика |
| Направляющий пилот любого диаметра |
| Развертка прямозубая |
| Приспособление для установки резца в размер |
| Телескопический нутромер |
www.honing.ru
3554
0
Несмотря на «одноразовость» современных моторов, их по-прежнему ремонтируют. А если учесть, что еще есть и относительно «старые» моторы, то качественный ремонт головки блока без правки сёдел клапанов просто не представляется возможным. Стереотип, засевший в наших мозгах, говорит нам, что «хорошие» инструменты и станки – импортные. Но не всегда это так. А если учитывать кризисные явления и экономическую составляющую производства (ремонта в частности), то оказывается, что и российское оборудование «очень даже ничего».
|
|
|
Станок для правки седел «Механика-2» первоначально был спроектирован и начал использоваться еще в прошлом веке (в 1996 году) :-). Один кризис он уже пережил, переживет и нынешний. Станок не лучше и не хуже импортных аналогов – он дешевле. Это отработанная в плане надежности конструкция, которая комплектуется теперь «нашими» (не баксовыми) пилотами, резцами и всеми необходимыми приспособлениями.
|
|
|
Посудите сами, «Механика-2» примерно в 2 раза дешевле импортных аналогов в базовой комплектации. С другой стороны, покупатель не зависит от «таможни» и курса евро. Это титульная сторона, обратная сторона – это пилоты и резцы. Эти «расходники» нужны постоянно и их тоже не нужно ждать из-за границы и инвестировать свои средства в зарубежную экономику. Это достаточно просто проиллюстрировать на примере твёрдосплавных профильных пластин.
|
|
|
Чем точно отличаются многие импортные аналоги, так это «вылизанность» деталей и «красивый дизайн». А важно ли это с точки зрения производства? Для иллюстрации работы мы хотели бы привести видео-ролик.
Технические характеристики можно найти на странице станка «Механика-2».
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
Нравится 0
Так сказал клиент, который приехал "своим ходом" и показал на грохочуший двигатель...
3 Августа 20162082
C новым станком Newen наши возможности при обработке ГБЦ неограниченны.
www.mehanika.ru
Станки для обработки седел клапанов и направляющих втулок Rottler: Серия SG
Полный модельный ряд станков для обработки седел клапанов и направляющих втулок головки блока цилиндров, начиная от экономичных моделей и заканчивая сверхмощными и долговечными. Высокая точность концентрической обработки.
I. Станок Rottler для обработки седел клапанов и направляющих втулок головки блока цилиндров SGF7




Свойства:- Пневматическая плавающая рабочая головка с педальным управлением, обеспечивающим пневматическое закрепление без участия рук. - Универсальное устройство закрепления головки блока с болтовым соединением, обеспечивающее поворот на 360 градусов. - Максимальная длина головки блока цилиндров, помещающейся во вращающийся на 360 градусов крепежный механизм – 700 мм, при возможности увеличения до 800 мм. - Гибкий компактный галогенный рабочий светильник, закрепленный на рабочую головку.- Конусный (58 мм) шлифованный шпиндель Rottler из закаленной стали R1 с ручным перемещением в диапазоне 200 мм. - Крепежное устройство, обеспечивающее быструю замену инструмента и быстрое размещение над направляющей втулкой, и точное центрирование (заявка на патент подана). - Механизм быстрой подачи с малым шагом, обеспечивающий точность подачи шпинделя. - Рабочая головка наклоняется на 15 градусов в обоих направлениях. - Плавное изменение скорости от 0 – 400 об/мин. - Шкаф для инструментов с тремя ящиками крепится на станке и поворачивается для удобства использования. - Цифровой электронный уровень для быстрого и точного фиксирования твердосплавных пилотов. - Индикаторный глубиномер для активного контроля глубины подачи шпинделя. - Дополнительное устройство крепления головки к раме для головок, которые вращающееся приспособление для крепления головок не может закрепить. - Набор шестигранных ключей от 1,59 до 9,53 мм. - Полнофункциональный встроенный вакуумный тестер. Набор включает шланги и уплотнения.
Технические характеристики: Параметры электропитания 208-240В 8A 50/60 Гц Вес (без доп. оборудования) 725 кг Транспортировочные габариты 1067 x 914 x 2134 мм Габариты длина 1321 мм, ширина 864 мм, высота 1981 мм
Подробное описание (.pdf)
II. Станок Rottler для обработки седел клапанов и направляющих втулок головки блока цилиндров SGF8



- Максимальная длина головки блока цилиндров, помещающейся во вращающийся на 360 градусов крепежный механизм – 1100 мм.- Максимальная длина головки блока цилиндров, помещающейся в крепежный механизм для дизельных двигателей, который поставляется дополнительно – 1270 мм.
Технические характеристики: Параметры электропитания 208-240В 8A 50/60 Гц Вес (без доп. оборудования) 1180 кг Транспортировочные габариты 1550 x 1061 x 2184 мм Габариты длина 1800 мм, ширина 864 мм, высота 2032 мм
Подробное описание (.pdf)
III. Станок Rottler для обработки седел клапанов и направляющих втулок головки блока цилиндров SG8A




Свойства:- Управление станком с помощью сенсорного экрана, компьютер на базе операционной системы Windows XP, процессор Pentium 4 3ГГц, жесткий диск 40Гбайт, 56Х CD-ROM, 4 x USB2, подключение к локальной сети Ethernet и Интернет. - Автоматические циклы фрезерования седел, расточки, сверления и развертывания направляющих, нарезка резьбы. - Программирование и управление станком с помощью 15” (400 мм) сенсорного экрана с повышенным уровнем яркости.- Электронный маховичок, обеспечивающий ручную подачу с шагом 0,01 мм или 0,125 мм на один шаг маховичка. - Точное считывание данных с разрешением 0,002 мм.- Экранная база данных обеспечивает сохранение информации обо всех спецификациях, инструментах и деталях.- Движение шпинделя обеспечивается точными шариково-винтовыми парами и сервомотором переменного тока, безинерционная вертикальная подача, движение вверх и вниз по оси Z, ход 205 мм. - Вращение шпинделя с помощью сервомотора переменного тока с плавным изменением скорости вращения до 1500 об/мин. - Рабочая головка станка перемещается на воздушной подушке, что обеспечивает точное центрирование, управляемое с сенсорного экрана; диапазон перемещения в направлении внутрь/наружу составляет 678 мм, а вправо/влево – 1067 мм. - Максимальная длина головки блока цилиндров, помещающейся в стандартный крепежный механизм, - 1000 мм, а в крепежный механизм для дизельных двигателей, который поставляется дополнительно – 1270 мм.- Рабочая головка наклоняется на 15 градусов вправо и влево.- Высокопрочный шпиндель крепится внутренними радиально-упорными подшипниками и регулируемыми внешними подшипниками.- Автоматический фиксатор адаптера шпинделя Rottler R1-30 и система быстрого освобождения (запатентованная).- Крепежный механизм, вращающийся на 360 градусов верхними крепежными механизмами для быстрого захвата. - Шкаф для хранения инструментов и крепежный кронштейн. - Встроенный вакуумный тестер включает шланг, фильтр и уплотнения.- Галогенное рабочее освещение.
Описание: Шариково-винтовой привод шпинделя, управляемый системой Windows XP ЧПУ, обеспечивает наиболее точную концентричность седла при промышленных объёмах. Параметры фрезеровки управляются компьютером и сохраняются в памяти. Обороты и скорость подачи для грубой и точной обработки, включая цикл вращения на месте, состоящий из 2 оборотов. Седла выравниваются в точности до одинаковой высоты. Пульсирующее ручное колесо позволяет оператору осуществлять подачу с шагом 0,001 и 0,001. Программа, работающая под системой Windows XP, позволяет задавать индивидуальные параметры головки, такие как название производителя, используемая фреза, используемая направляющая, обороты и скорость подачи для грубой и точной обработки.
Управление:

1. Сочетание системы управления “Direct Motion”, шариково-винтовой привод шпинделя и компьютер с установленной системой Windows XP обеспечивает подбор идеальной скорости и крутящего момента для материалов всех типов. 2. Автоматическое функционирование подачи шпинделя совместно и простое программирование всех параметров фрезерования под системой Windows XP обеспечивают совершенную геометрию седла клапана. 3. Все параметры фрезерования сохраняются в компьютере с возможностью простого последующего извлечения и использования. 4. Седла клапанов могут обрабатываться с одинаковой точностью без необходимости регулировать установки. Система управление “Direct Motion” и компьютер постоянно контролируют все параметры фрезеровки. 5. Точная механическая обработка седел клапанов гарантируется независимо от навыков оператора. 6. После того, как шпиндель доходит до нулевой отметки, он проделывает еще два оборота без движения вперед (цикл вращения на месте) для обеспечения идеально круглой и плоской поверхности обработки.
Технические характеристики: Параметры электропитания 208-240В 8A 50/60 Гц 1 фаза Вес (без доп. оборудования) 1000 кг
IV. Станок Rottler для обработки седел клапанов и направляющих втулок головки блока цилиндров SGF9



- Скорость вращения мотора шпинделя 400 об/ мин.- Диаметр шпинделя 80 mm- Расстояние от головки до стола 495 mm- Ручной наклон шпинделя 90 градусов влево и вправо 15 degrees- Параметры электропитания 220/240 V single phase, 15 amp- Вес (без доп. оборудования) 1258 kg- Транспортировочные габариты 1549 mm x 635 mm x 1905 mm high- Габариты 2134 mm x 1067 mm x 2032 mm hgh- Параметры сжатого воздуха 100 psi, 6 Bar
Подробное описание (.pdf)
V. Станок Rottler для обработки седел клапанов и направляющих втулок головки блока цилиндров SG80A
Программируемый сверхмощный станок Rottler для обработки седел клапанов и направляющих втулок головки блока цилиндров



Свойства
- Станок с ЧПУ на базе операционной системы Windows XP, процессор Pentium 4 3ГГц, жесткий диск 40Гбайт, 56Х CD-ROM, 4 x USB2, подключение к локальной сети Ethernet и Интернет.- Автоматические циклы фрезерования седел, расточки, сверление и развертывание направляющих, нарезка резьбы.- Программирование и управление станком с помощью 15” (400 мм) сенсорного экрана с повышенным уровнем яркости.- Электронный маховичок, обеспечивающий ручную подачу с шагом 0,01 мм или 0,125 мм на один шаг маховичка. - Точное считывание данных с разрешением 0,002 мм.- Движение шпинделя обеспечивается точными шарико-винтовыми парами и сервомотором переменного тока, безинерционная вертикальная подача, движение вверх и вниз по оси Z, ход 254 мм. - Вращение шпинделя с помощью сервомотора переменного тока с плавным изменением скорости вращения до 1000 об/мин. - Рабочая головка станка крепится на воздушной подушке, что обеспечивает точное центрирование, управляемое с сенсорного экрана; диапазон перемещения в направлении внутрь/наружу составляет 678 мм, а вправо/влево – 1067 мм. - Пневматическая плавающая рабочая головка с педальным управлением, обеспечивающим пневматическое закрепление без участия рук.- Рабочая головка наклоняется на 10 градусов вправо и влево.- Высокопрочный шпиндель крепится внутренними радиально-упорными подшипниками и регулируемыми внешними подшипниками.- Автоматический фиксатор адаптера шпинделя и система быстрого освобождения.- Крепежный механизм, вращающийся на 360 градусов, с цепями безопасности для головок блока цилиндров больших размеров. - 2 крепежных механизма с возможностью независимого наклона и верхний крепежный кронштейн для сверх больших головок блока цилиндров.- Стол на воздушной подушке, управляемый педалью обеспечивает простую регулировку крепежного механизма в направлении внутрь/наружу – общий диапазон перемещения 170 мм.- Шкаф для хранения инструментов и крепежный кронштейн. - Встроенный вакуумный тестер, включая шланг, фильтр и уплотнения.- Галогенное рабочее освещение
Описание
Шарико-винтовой привод шпинделя, управляемый системой Windows XP ЧПУ, обеспечивает наиболее точную концентричность седла в промышленности. Параметры фрезеровки управляются компьютером и сохраняются в памяти. Обороты и скорость подачи для грубой и точной обработки, включая цикл вращения на месте, состоящий из 2 оборотов. Седла выравниваются в точности до одинаковой высоты. Пульсирующее ручное колесо позволяет оператору осуществлять подачу с шагом 0,001 и 0,001. Программа, работающая под системой Windows XP, позволяет задавать индивидуальные параметры головки, такие как название производителя, используемая фреза, используемая направляющая, обороты и скорость подачи для грубой и точной обработки.
Управление
1. Сочетание системы управления “Direct Motion”, шарико-винтовой привод шпинделя и компьютер с установленной системой Windows XP обеспечивает подбор идеальной скорости и крутящего момента для материалов всех типов. 2. Автоматическое функционирование подачи шпинделя совместно и простое программирование всех параметров фрезерования под системой Windows XP обеспечивают совершенную геометрию седла клапана. 3. Все параметры фрезерования сохраняются в компьютере с возможностью простого последующего извлечения и использования. 4. Седла клапанов могут обрабатываться с одинаковой точностью без необходимости регулировать установки. Система управление “Direct Motion” и компьютер постоянно контролируют все параметры фрезеровки. 5. Точная механическая обработка седел клапанов гарантируется независимо от навыков оператора. 6. После того, как шпиндель доходит до нулевой отметки, он проделывает еще два оборота без движения вперед (цикл вращения на месте) для обеспечения идеально круглой и плоской поверхности обработки.
Фото





Параметры электропитания 208-240В 8A 50/60 Гц 1 фаза Вес (без доп. оборудования) 1815 кг
Подробное описание (.pdf)
www.rottler.ru
www.honing.ru
Оригинальное название статьи: «Триста тысяч в СОЖ или шлифовальный станок - «самоубийца».«Всё познаётся в сравнении» и это абсолютно верно. В этой статье рассмотрим особенности восстановления клапана на специальных шлифовальных станках компаний Kwik-Way (США) и Serdi (Франция), а именно модели Kwik-Way SVS II Deluxe и Serdi HVR-90. Оба этих производителя хорошо известны как в мире, так и в России. Позиционируют себя как производители профессионального станочного оборудования, посмотрим, как обстоят дела на самом деле.

В техническом центре нашей компании при восстановлении клапанов, более трех лет использовали шлифовальный станок Serdi HVR-90, последние полтора года для этих целей служит Kwik-Way SVS II Deluxe. Механиками накоплен богатый опыт эксплуатации и технического обслуживания этих станков, которым мы готовы поделиться в этой статье.
В большинстве случаев, ремонт деталей ГРМ сводится к восстановлению или замене направляющих втулок, седел и клапанов. Каждая из этих операций требует отработки технологии, специальное оборудование и определенный измерительный инструмент.
Разумеется, перед началом обработки, проводят ряд измерений. А именно, промеряют диаметр стебля в нескольких сечениях, биение рабочей фаски (фото 1), а также визуально оценивают износ торца и поверхности рабочей фаски. Обычно клапан считают непригодным для восстановления и дальнейшего использования, если износ стебля больше или равен 0,03 мм. Биение рабочей фаски оценивают с помощью специального прибора, и если оно не превышает 0,1 мм, то можно попытаться шлифованием сократить его до допустимого значения (не более 0,03 мм). Торец стебля, при необходимости, также шлифуют, если съем металла не слишком велик (около 0,2-0,4 мм в зависимости от требований завода изготовителя детали).
Рассмотрим более подробно те допуски формы и расположения поверхностей клапана, которые больше всего влияют на работоспособность соединения седло-клапан и его ресурс.
По сути, речь пойдет о точности формы конической поверхности рабочей фаски и ее расположении относительно оси стебля клапана. Четкое представление об этих параметрах и способах их измерения позволит без труда оценить многие особенности оборудования, точнее принцип базирования детали и его влияние на качество обработки.
Итак, точность формы конических поверхностей характеризуется в основном отклонениями и допусками прямолинейности образующей конуса и круглости в поперечном сечении. Если прямолинейность образующей, в данном случае, полностью зависит от состояния шлифовального круга и величины глубины резания при обработке, то круглость – в конечном счете, от способа базирования, а это уже напрямую связано именно с конструктивными особенностями рассматриваемых станков. По определению, круглость – это наибольшее расстояние от точек реального профиля до прилегающей окружности, где прилегающая окружность (для вала) – окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения. Проще круглость можно проиллюстрировать частными ее видами – овальностью и огранкой. Забегая вперед, отметим, что если овальность, например, стебля клапана можно оценить прямым измерением (микрометром), то огранка с нечетным числом граней характеризуется тем, что диаметры поперечного сечения во всех направлениях одинаковы, а это значит, что с помощью микрометра этот параметр оценить невозможно. Какое это отношение имеет к конической поверхности фаски клапана, станет ясно, когда рассмотрим принципы базирования детали.
Теоретически расположение рабочей фаски клапана относительно оси стебля можно оценить по величине биения в заданном направлении, то есть измерить биение конической поверхности в направлении перпендикулярном ее образующей. Здесь не следует забывать о том, что такое биение является совместным проявлением отклонений формы профиля рассматриваемого сечения и отклонений расположения оси рассматриваемой поверхности относительно базовой оси (в данном случае оси стебля клапана). Забегая вперед, отметим, что оценить такое биение с помощью обычного прибора для проверки биения фаски клапана можно только с определенной погрешностью, которая появится вследствие того, что за базу принимают не ось стебля, а его боковую поверхность, имеющую некоторое отклонение от круглости. Поэтому при вращении клапана на призмах такого прибора, ось стебля неизбежно будет смещаться. Таким образом, измеряя биение фаски клапана на этом приборе, нужно помнить, что помимо отклонения оси конической поверхности и ее отклонения от круглости, на результат измерения влияет еще и отклонение от круглости базовой поверхности, то есть стебля клапана.
Описание станков Kwik-Way SVS II Deluxe и Serdi HVR-90
По компоновке, как и по функциональным возможностям, станки очень схожи. Посередине находится шпиндель с установленными по сторонам шлифовальными кругами – слева для обработки фаски клапана, справа – для торцевания стебля. Перемещается шпиндель из стороны в сторону вручную с помощью рычага, а также имеет механизм ограничения хода и полной фиксации шпинделя для торцевания клапанов. С левой стороны у обоих станков расположено поворотное устройство для выставления необходимого угла фаски клапана (цена деления 1 град.). На этом поворотном устройстве расположен механизм фиксации клапана. Там же находится маховик продольной подачи детали, с помощью которого и задается глубина резания при шлифовании.
С правой стороны у обоих станков расположены механизмы зажима и продольной микрометрической подачи клапана для шлифования торца. Принципиально устройства идентичны. У каждого по две призмы – одна перпендикулярно камню (для базирования при торцевании), вторая под 45 град. к нему (для снятия фаски на торце стебля клапана). Следует заметить, что при шлифовании торца клапана, часто возникает необходимость обеспечить одинаковую длину клапанов, при чем принципиально важна ни сколько общая длина от торца тарелки до торца стебля, сколько расстояние от рабочей фаски до торца. Для этого на обоих станках предусмотрены специальные упоры. Однако их исполнение сильно отличается. Если у Kwik-Way SVS II Deluxe – это пара массивных клиньев, расположенных под 90 град. друг к другу, в которые и упирается клапан рабочей фаской (фото 2), то у Serdi HVR-90 это достаточно тонкая пластина из алюминиевого сплава с небольшим стальным штифтом, в который должен упереться клапан рабочей фаской всего в одной точке, только после того как оператор настроит положение этого упора (фото 3)– долго и неудобно.
Подача СОЖ на этих станках также принципиально мало отличается – в тыльной части станины расположен небольшой насос, от которого протянуты шланги к зонам обработки. Разница только в том, что на SVS-D два гибких патрубка – один для подачи СОЖ в зону обработки фаски клапана, другой в зону шлифования торца, а на Serdi HVR-90 патрубок всего один и расположен вблизи зоны обработки фаски и к шлифовальному кругу торца клапана этот патрубок дотягивается с трудом (фото 4) – неудобно.
Еще одно неудобство, связанное с подачей СОЖ на Serdi HVR-90, заключается в том, что при обработке фаски клапана, жидкость сильно разбрызгивается шлифовальным кругом через отверстие для его правки (фото 5). Это отверстие расположено на лицевой части защитного кожуха, и одежда оператора быстро намокает, к тому же сильно увеличивается расход СОЖ. Следует заметить, что площадка, на которой установлено устройство зажима клапана, расположено достаточно высоко, что тоже способствует разбрызгиванию СОЖ. В Kwik-Way SVS II Deluxe устройство для правки круга расположено в тыльной части станка и на той же тыльной стенке резервуара устанавливается специальный кожух, предотвращающий разбрызгивание СОЖ за пределы резервуара. Камень же с лицевой стороны полностью закрыт.
Для слива СОЖ у обоих станков предусмотрены сливные пробки, только если у Kwik-Way SVS II Deluxe она расположена на тыльной стороне станины и к ней есть свободный доступ, то на Serdi HVR-90 она находится на горизонтальной части одной из секций резервуара, а поскольку опоры у станка очень невысокие, то добраться до нее непросто, да и в любом случае станок необходимо сдвигать так, чтобы можно было подставить какую-нибудь емкость для слива СОЖ и, в этом случае, две опоры станка окажутся висящими в воздухе, а весит станок немало. Другими словами замена СОЖ в Serdi HVR-90 организована крайне неудобно.
Панели управления этих станков несколько отличаются. На панели Serdi HVR-90 расположены регулятор частоты вращения привода клапана, кнопка включения привода шлифовального круга, тумблер включения привода клапана во вращение и кнопка аварийного выключения станка. Никаких надписей или символических обозначений на панели управления нет, что само по себе необычно, да и первое время, пока оператор не привык к оборудованию, несколько затрудняет работу (фото 7) – неинформативно.
На панели управления Kwik-Way SVS II Deluxe (фото 6) расположены регулятор частоты вращения клапана (с символическим обозначением) и трехпозиционный переключатель (также с обозначениями положений) включения привода шлифовальных камней (без включения привода клапана), одновременное включение вращения камней и клапана и отключение всех приводов. Рядом с этим переключателем расположен автоматический счетчик обработанных клапанов. На горизонтальной части панели управления расположена таблица рекомендуемых частот вращения клапана в зависимости от диаметра тарелки и список работ по техническому обслуживанию станка в зависимости от количества обработанных клапанов (смазка узлов, замена СОЖ и т.д.).
Еще один важный момент, связанный с удобством работы – это освещение. На Kwik-Way SVS II Deluxe, в отличие от Serdi HVR-90, есть стационарное освещение – лампа на гибкой упругой стойке.
Другими словами, по эргономике Serdi HVR-90 однозначно сильно уступает станку Kwik-Way SVS II Deluxe.
Кроме того, эти станки имеют ряд очень важных принципиальных отличий. Пожалуй, самое важное из них – это принцип базирования обрабатываемой детали.
На станке Kwik-Way SVS II Deluxe клапан жестко зажимается специальной муфтой (фото 8) за цилиндрическую часть стебля металлическими шариками по трем точкам в двух сечениях. Усилие прижима шариков к детали зависит от преднатяга пружины (регулируется на заводе). Освобождается деталь с помощью пневмопривода, кнопка включения которого расположена справой стороны на корпусе станка. С помощью ременного привода, муфта, установленная на прецизионных подшипниках, вместе с зафиксированной деталью приводится во вращение (регулировка частоты вращения бесступенчатая). Первое на что следует обратить внимание – это жесткость конструкции. Второе, не менее важное замечание – базовая ось, в этом случае, – это продольная ось муфты и возможное биение рабочей фаски клапана после обработки будет связано отчасти с биением подшипников. Здесь же следует отметить и тот факт, что отклонение от круглости конической поверхности фаски клапана будет опять же зависеть исключительно от точности исполнения подшипников, в которых вращается муфта. Однако, как отмечалось выше, подшипники прецизионные, а значит, возможное биение и отклонение от круглости сводится к минимуму.
Рассмотрим более подробно принцип такого базирования и, главное, каков будет результат обработки фаски клапана, имеющего некоторое отклонение формы и положения поверхности стебля относительно фаски. Итак, если стебель клапана имеет отклонение от круглости, в общем случае не одинаковое по всей длине стебля, то в худшем случае стебель будет зафиксирован несоосно оси муфты на величину этого отклонения, а это значит, что после обработки получится коническая поверхность, имеющая биение пропорциональное отклонению от круглости тех сечений стебля, на которые попали зажимы (шарики) муфты. Полагаясь на наш опыт, можно абсолютно уверенно заключить, что стебли клапанов имеют такое отклонение от круглости, что биение рабочей фаски после шлифовки никогда не превышает допустимого значения, при таком способе базирования. Более того, крайне редко превышает 0,01 мм. К тому же всегда можно воспользоваться прибором для проверки биения клапана, в случае, если возникли какие-либо сомнения. Здесь уместно обратиться к теории, изложенной в начале статьи, в частности, к описанию невозможности измерений круглости стебля с помощью обычного микрометра. В данном случае базирования - невозможность получения достоверной информации о поверхности стебля, очень мало влияет на результат. Ведь, как описано выше, в худшем случае при таком способе базирования, можно получить только биение рабочей фаски клапана, а его очень просто измерить. А поскольку, реальное отклонение от круглости стебля относительно невелико, то и результат замера будет хоть и с погрешностью, но в данном конкретном случае, достаточно достоверным.
Вывод: не имея достоверного представления о форме стебля клапана (за исключением отклонений от цилиндричности), в худшем случае, после шлифования, получится биение рабочей фаски, которое легко измерить, отклонение же от круглости в поперечном сечении конической поверхности будет минимальным, зависящим от точности подшипников.
Обратимся теперь к способу базирования детали, реализованному конструкторами компании Serdi в станке Serdi HVR-90(фото 9).
Клапан устанавливается на неподвижные призмы и прижимается по боковой поверхности металлическими роликами. Усилие прижима зависит от преднатяга пружин (регулируется на заводе). С торца стебля клапан поджимается поршнем пневмоцилиндра, а тарелкой упирается в полиуретановую подушку, через которую и передается крутящий момент от привода к клапану только за счет трения между подушкой и тарелкой клапана. Освобождается клапан с помощью пневмоприводов – поршень отодвигается от торца клапана, ролики – от боковой поверхности.
 Фото 1 Прибор для проверки биения клапана.
Фото 1 Прибор для проверки биения клапана. Фото 2. Устройство для торцевания клапана Kwik-Way SVS II Deluxe.
Фото 2. Устройство для торцевания клапана Kwik-Way SVS II Deluxe. Фото 3. Устройство для торцевания клапана Serdi HVR-90.
Фото 3. Устройство для торцевания клапана Serdi HVR-90. Фото 4. Патрубок подачи СОЖ в зону шлифования торца клапана дотягивается с трудом.
Фото 4. Патрубок подачи СОЖ в зону шлифования торца клапана дотягивается с трудом. Фото 5. Неудачно расположенное и ничем не закрытое отверстие для правки шлифовального круга Serdi HVR-90. Площадка, на которой установлены призмы слишком высоко расположена и не закрыта кожухами от разбрызгивания СОЖ.
Фото 5. Неудачно расположенное и ничем не закрытое отверстие для правки шлифовального круга Serdi HVR-90. Площадка, на которой установлены призмы слишком высоко расположена и не закрыта кожухами от разбрызгивания СОЖ. Фото 6. Панель управления Kwik-Way SVS II Deluxe. Под регулятором частоты вращения клапана и выключателем приводов есть обозначения и подписи. Ниже расположена таблица выбора частоты вращения клапана в зависимости от диаметра тарелки, а также список работ по обслуживанию станка.
Фото 6. Панель управления Kwik-Way SVS II Deluxe. Под регулятором частоты вращения клапана и выключателем приводов есть обозначения и подписи. Ниже расположена таблица выбора частоты вращения клапана в зависимости от диаметра тарелки, а также список работ по обслуживанию станка. Фото 7. Панель управления Serdi HVR-90. Ни одной подписи - неинформативно. Узнается только кнопка аварийного отключения станка.
Фото 7. Панель управления Serdi HVR-90. Ни одной подписи - неинформативно. Узнается только кнопка аварийного отключения станка. Фото 8. Муфта фиксации клапана Kwik-Way SVS II Deluxe. Обратите внимание на жесткость.
Фото 8. Муфта фиксации клапана Kwik-Way SVS II Deluxe. Обратите внимание на жесткость. Фото 9. Система базирования клапана на Serdi HVR-90. Жесткость такого способа фиксации не внушает доверия.
Фото 9. Система базирования клапана на Serdi HVR-90. Жесткость такого способа фиксации не внушает доверия. Фото 10. Система регулировки соосности привода и клапана Serdi HVR-90. Рукоять слева—фиксатор положения. Площадка, на которую установлен привод поворачивается относительно неподвижной оси. Соосность устанавливается на глаз.
Фото 10. Система регулировки соосности привода и клапана Serdi HVR-90. Рукоять слева—фиксатор положения. Площадка, на которую установлен привод поворачивается относительно неподвижной оси. Соосность устанавливается на глаз. Фото 11. Пластиковые опорные поверхности призмы и торцевого прижима Serdi.
Фото 11. Пластиковые опорные поверхности призмы и торцевого прижима Serdi. Фото 12. Профиль направляющих шпинделя Kwik-Way SVS II Deluxe. Традиционная схема—просто и надежно.
Фото 12. Профиль направляющих шпинделя Kwik-Way SVS II Deluxe. Традиционная схема—просто и надежно. Фото 13. Масленка для смазки направляющих шпинделя Kwik-Way SVS II Deluxe.
Фото 13. Масленка для смазки направляющих шпинделя Kwik-Way SVS II Deluxe. Фото 14. Направляющие шпинделя Serdi HVR-90 смазываются СОЖ.
Фото 14. Направляющие шпинделя Serdi HVR-90 смазываются СОЖ.Первое, что вызывает сомнение – это жесткость конструкции. Очевидно, что сильно прижимать клапан к призмам нельзя, поскольку провернуть его в этом случае будет непросто. Второе очень важное замечание – в качестве базовой поверхности выступает боковая поверхность стебля, а это значит, что если эта поверхность имеет какие-либо отклонения формы, то они будут «скопированы» на фаску клапана. При чем, если в предыдущей схеме отклонение от круглости «переносилось» на фаску в виде «чистого» биения (связанного со смещением оси клапана), то в этом случае фаска будет иметь именно отклонение от круглости в поперечном сечении, которое можно оценить только на специальных устройствах – кругломерах. Следует отметить, что подобные приборы едва ли удастся встретить в какой-либо мастерской. Очевидно, что обычным прибором для проверки биения фаски клапана, измерить это отклонение не представляется возможным, поскольку в качестве базовой поверхности на этом приборе выступает по сути та же призма, а это значит, что фаска клапана при провороте повторит в точности ту же траекторию, что и на призмах станка. Также совершенно очевидно и то, что индикатор не покажет никаких отклонений, если конечно стебель клапана при обработке не отрывался от призм.
Кстати, последнее замечание не беспочвенно. Дело в том, что положение привода регулируется относительно призм таким образом, чтобы его ось совпадала с осью установленного клапана (фото 10). Однако выставляется эта соосность «на глаз», следовательно, возможны очень большие смещения осей клапана и привода.
Конструкторы Serdi, вероятно, предполагали, что это смещение будет скомпенсировано за счет деформации полиуретановой подушки. Но, опять же по нашему опыту, это происходит далеко не всегда. Дело усложняется еще и тем, что хорошо очищенная от нагара тарелка клапана имеет очень гладкий торец, а значит низкий коэффициент трения, а это влечет за собой увеличение усилия зажима клапана по торцам для передачи крутящего момента, и как следствие сильную деформацию подушки, а значит и возможные боковые нагрузки на клапан, которые неизбежно возникают вследствие смещения осей клапана и привода. Здесь же следует отметить, что если торец тарелки клапана изначально был не перпендикулярен оси клапана (как, например, на подавляющем большинстве отечественных клапанов), то даже установив ось привода точно соосно оси клапана, все равно возникнет боковая нагрузка, которая будет стремиться циклически отрывать клапан от призм.
Контактные поверхности призм на Serdi HVR-90 выполнены в виде пластиковых плоских цилиндров (фото 11). В отверстие в поршне пневмоцилиндра торцевого поджима стебля клапана, также установлен пластиковый цилиндр. О жесткости такой системы говорить не приходится.… Да и после непродолжительной работы на этом станке, нельзя быть уверенным, что заметно изношенные пластиковые накладки не вносят свои «коррективы» в процесс шлифовки фаски клапана.
Усилие торцевого прижима регулируется таким образом, чтобы клапан был надежно прижат к полиуретановой подушке для стабильной передачи крутящего момента (в противном случае, клапан может остановиться во время обработки), но при этом усилие не должно быть слишком большим, чтобы не деформировать подушку слишком сильно и не изнашивать пластиковый торцевой прижим. Таким образом, усилие прижатия клапанов по торцам, оператор должен выбирать буквально на ощупь, интуитивно, что, безусловно, снижает как производительность, так и стабильность качества обработки.
Увеличивая усилие торцевого прижима клапана, интенсивность износа пластикового цилиндра (фото 11) существенно растет и после обработки уже нескольких клапанов на его поверхности появится углубление. Таким образом, установив другой клапан, диаметр стебля которого отличается от предыдущего, нельзя гарантировать, что не возникнут боковые нагрузки уже со стороны торцевого прижима, поскольку клапан будет упираться в неровную поверхность. Безусловно, можно проточить торец этого пластикового цилиндра, однако это придется делать так часто, что о высокой производительности этого станка говорить уже не придется—беспрерывное ТО отнимает слишком много времени…
Также не следует забывать, что, говоря о точности обработки, речь все-таки идет о сотых долях миллиметра, а это значит, что человек едва ли сможет увидеть, что клапан в процессе шлифования отрывается от призмы на эти величины.
Итак, выводы: во-первых, схема базирования клапана предполагает «перенос» отклонения от круглости стебля на рабочую фаску, во-вторых, крайне ненадежная система зажима клапана способствует появлению отклонения от круглости и биения фаски во время шлифования, вследствие отжима стебля клапана от призм, в-третьих, пластиковые опоры призм и торцевого поджима быстро изнашиваются и могут менять положение оси клапана во время обработки.
Теперь рассмотрим, как можно проконтролировать качество обработки фаски клапана.
Если фаска клапана имеет значительное биение, то в процессе контроля качества обработки это может быть легко выявлено. При проверке герметичности соединения седло-клапан, вакуум тестер покажет недостаточное разряжение. В этом случае, нетрудно определить, в чем причина такого результата. Достаточно проверить биение фаски клапана на специальном приборе.
Если же рабочая фаска имеет значительное отклонение от круглости, то задача проверки существенно усложняется. Безусловно, вакуум-тестер покажет низкое разряжение, но при проверке клапана на биение его фаски, индикатор, как было указано выше, не покажет никаких отклонений. Первый вывод, который напрашивается сам собой – значит, недостаточно качественно обработано седло. Однако проверять коническую поверхность седла на соосность с направляющей втулкой куда сложнее, не говоря уже о круглости этой поверхности. Поэтому все-таки лучше сначала удостовериться в том, что клапан обработан в пределах допусков. Но как измерить круглость конической поверхности? Самый простой способ проверки – просто опустить клапан на седло и провернуть его несколько раз. Как правило, заводы изготовители рекомендуют при обработке фасок седла и клапана закладывать небольшую разницу в углах наклона этих поверхностей (обычно 0,5 град.). Если выдержать эти требования, то после нескольких проворотов клапана по седлу, на фаске клапана останется тонкая линия – след контакта фасок. В тех местах, где этот след прерывается, очевидно, что фаска имеет отклонение от круглости. Безусловно, это только качественная оценка, количественную оценку можно получить только на кругломере. Если клапан обрабатывался на HVR-90, то вероятнее всего, повторная шлифовка вряд ли устранит такое отклонение, поскольку с определенной долей вероятности (не измеряя круглость стебля) можно утверждать, что отклонение формы стебля «перенесено» на фаску клапана. Что же в этом случае делать?
Существует три решения данной проблемы.
Первое – заменить клапан на новый. Однако если речь идет об отечественных деталях, то вероятность того, что возникнет необходимость шлифовать новый клапан, весьма велика. Справедливости ради, следует отметить, что и очень многие западные производители представляют на рынке не совсем качественную продукцию, поэтому такое решение хоть и является вполне приемлемым, но связано с большой долей риска, что новый клапан окажется не лучше старого.
Второе – притирка. Это может являться выходом из такого затруднительного положения, но только в том случае, если отклонение от круглости очень невелико. В противном случае, притирать клапан к седлу придется очень долго и, скорее всего, и клапан и седло будут окончательно испорчены. Таким образом, это решение может быть использовано, но только если притирка занимает не больше 15 секунд.
И третье – отшлифовать клапан на станке с принципиально другой системой базирования детали. Как видно из всего вышесказанного – это наиболее надежный вариант.
Еще одно принципиальное отличие в конструкциях этих станков – это организация перемещения шпинделя. Как отмечалось выше, в процессе обработки шпиндели перемещаются от руки. Однако направляющие, по которым скользит шпиндель, исполнены по-разному. В Kwik-Way SVS II Deluxe это традиционные достаточно широкие направляющие с регулировкой зазора с помощью клиньев (фото 12). Надежно защищенные от попадания СОЖ и абразива направляющие необходимо смазывать через специальные масленки (фото 13) с указанной на панели управления периодичностью.
Конструкция же и способ смазки направляющих в Serdi HVR-90 вызывает некоторое недоумение. Площадка, на которую установлен шпиндель, перемещается по цилиндрическим направляющим (фото 14). В качестве подшипников скольжения используются пластиковые втулки установленные в регулируемые по диаметру обоймы. Это необходимо для регулировки зазора между подшипником скольжения и направляющей. На первый взгляд вполне работоспособная схема. Однако в качестве смазки используется СОЖ, подаваемая тем же насосом, что и обеспечивает подачу жидкости в зону шлифования. Всем известно как работают такие пары трения в присутствии абразива. Твердые частицы, которые, безусловно, в изобилии присутствуют в СОЖ (поскольку фильтров тонкой очистки нет) внедряются в менее твердый материал – в данном случае в поверхность пластиковой втулки, и начинают интенсивно изнашивать сопряженную деталь. Следует отметить, что по всей длине хода шпиндель перемещается относительно редко. Большую часть возвратно-поступательных движений шпиндель совершает в зоне шлифования, а значит и направляющие в этой зоне изнашиваются существенно интенсивней, чем в крайних положениях. Следовательно, отрегулировать одинаковый зазор между подшипником скольжения и направляющей по все длине просто невозможно – в одной части хода будет повышенный зазор, в другой подшипники заклинят.
Подведем итоги.
_________________________________________________
1 Биение в заданном направлении – разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения в сечении рассматриваемой поверхности конусом, ось которого совпадает с базовой осью, а образующая имеет заданное направление, до вершины этого конуса. (вернуться к тексту статьи...)
Начальник контрукторско-исследовательского отдела Феклистов Михаил
motortehn.com
Сегодня более двух тысяч российских автомехаников для ремонта головок и блоков цилиндров автотракторных двигателей и спецтехники эксплуатируют оборудование под названием “MIRA” производства компании «Minelli Corporation” (Швейцария). Оборудование MIRA (VG-91, VGX-21, BB-86 и др.) входит в перечень рекомендуемого оборудования фирм Scania, Volvo, MAN, Mercedes, Caterpillar и других, поэтому ранее оборудование MIRA продавалось в России через дистрибьюторов этих фирм - для обеспечения стандартов качества ремонта моторов в своих сервисных технических центрах, а также через фирмы, продающие запасные части “KS” (Германия), “Maruma” (Япония) и др.
С 2004 года компания «Мотортехнология» официально представляет фирму «Minelli Corporation» в России и обеспечивает технические центры и частные сервисы профессиональным оборудованием под брендом “MIRA”. Одной из самых популярных позиций оборудования MIRA как в России, так и в других странах, является ручное приспособление MIRA VGX-21 для обработки и вырезания седел клапана. Это приспособление обеспечивает необходимые технические условия для проведения правильного ремонта головки блока, а также, благодаря тому, что оно относится к классу ручных (портативных) машин, является общедоступным по стоимости и простоте использования.Базовой моделью для разработки приспособления Mira VGX-21 стала ее предшественница – ручная машина MIRA VG-91, известная среди всех автомехаников мира. Принципиальным отличием модели VGX-21 от VG-91 является изменение схемы зажима сферы шпинделя. Шпиндель VG-91 имеет сферу в центральной части, которая зажимается в корпусе приспособления механическим способом (рычагом), обеспечивая фиксацию шпинделя в любом его угловом положении относительно корпуса. В конструкции модели VGX-21 заложена технология «гидрозажима» сферы, применение новых более прочных материалов и использование сменных инструментальных головок. Более подробное техническое описание приспособления Mira VGX-21 мы планируем в следующих публикациях, а пока… …проиллюстрируем MIRA VGX-21 в работе, осуществляя ремонт головки блока цилиндров Cummins.
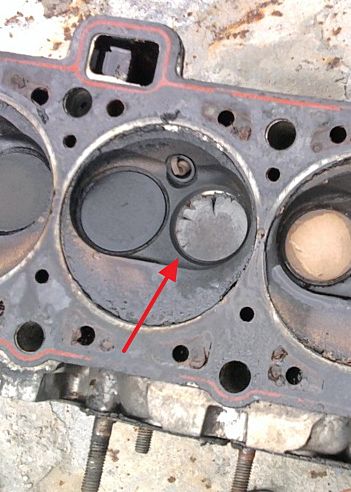
Головка блока цилиндров Cummins поступила в ремонт после значительного, порядка 600 тыс. км, пробега автомобиля. Владелец транспортного средства заметил уменьшение мощности двигателя, повышенный расход масла, увеличение шумности и вибрации. После разборки двигателя обнаружилось, что детали цилиндро-поршневой группы и кривошипно-шатунного механизма в полном порядке, что нельзя сказать о головке блока цилиндров (ГБЦ).
 Большое количество смолистых отложений во внутренних полостях впускного и выпускного каналов свидетельствовали о нарушении герметичности сопряжений «седло – клапан» в результате износа. Попадание в каналы твердых частиц привело к уменьшению проходного сечения каналов, и как результат – нарушение процесса газообмена и ухудшение эксплуатационных и экономических характеристик двигателя. В нашем случае ремонт головки блока сводится к восстановлению геометрии и качества поверхностей фасок седла и клапана.
Большое количество смолистых отложений во внутренних полостях впускного и выпускного каналов свидетельствовали о нарушении герметичности сопряжений «седло – клапан» в результате износа. Попадание в каналы твердых частиц привело к уменьшению проходного сечения каналов, и как результат – нарушение процесса газообмена и ухудшение эксплуатационных и экономических характеристик двигателя. В нашем случае ремонт головки блока сводится к восстановлению геометрии и качества поверхностей фасок седла и клапана. Ремонт деталей двигателя начинается с подготовки ГБЦ к обработке седла. Внутренняя поверхность втулки традиционно является базовой поверхностью, по которой осуществляется центрирование пилота. От правильности геометрии и чистоты втулки зависит соосность поверхностей фаски седла и клапана после обработки. Поэтому втулки предварительно перепрессовываются. Непосредственно перед установкой инструмента очищаем внутреннюю поверхность втулки.
Ремонт деталей двигателя начинается с подготовки ГБЦ к обработке седла. Внутренняя поверхность втулки традиционно является базовой поверхностью, по которой осуществляется центрирование пилота. От правильности геометрии и чистоты втулки зависит соосность поверхностей фаски седла и клапана после обработки. Поэтому втулки предварительно перепрессовываются. Непосредственно перед установкой инструмента очищаем внутреннюю поверхность втулки. Далее по диаметру отверстия в направляющей втулке клапана подбирается пилот с зазором не более 0,02 мм. Дело в том, что пилот на MIRA VGX-21 «живой», то есть при обработке, он вращается во втулке. Поэтому пилот должен свободно входить во втулку и вращаться в ней. Вместе с тем для обеспечения соосности внутренней поверхности втулки и седла зазор должен быть минимальным. Для MIRA VGX-21 производятся цилиндрические пилоты диаметром от 4 до 15 мм с шагом 0,01 мм. Таким образом, диапазон обработки приспособления очень широк, начиная от седел мультиклапанных ГБЦ до седел ГБЦ многотоннажных транспортных средств. Для ремонта головки Cummins мы используем пилот 8,00 мм, входящий в стандартную комплектацию машины.
Далее по диаметру отверстия в направляющей втулке клапана подбирается пилот с зазором не более 0,02 мм. Дело в том, что пилот на MIRA VGX-21 «живой», то есть при обработке, он вращается во втулке. Поэтому пилот должен свободно входить во втулку и вращаться в ней. Вместе с тем для обеспечения соосности внутренней поверхности втулки и седла зазор должен быть минимальным. Для MIRA VGX-21 производятся цилиндрические пилоты диаметром от 4 до 15 мм с шагом 0,01 мм. Таким образом, диапазон обработки приспособления очень широк, начиная от седел мультиклапанных ГБЦ до седел ГБЦ многотоннажных транспортных средств. Для ремонта головки Cummins мы используем пилот 8,00 мм, входящий в стандартную комплектацию машины. Пилот устанавливается в инструментальную головку и фиксируется винтом. Стандартная инструментальная головка DT-1 используется для достаточно широкого диапазона обработки (для пилотов диаметром от 6 до 13 мм), поэтому, несмотря на предложение производителя 4-х сменных инструментальных головок, большинство автомехаников ограничиваются наличием DT-1, считая ее необходимой и достаточной для работы.
Пилот устанавливается в инструментальную головку и фиксируется винтом. Стандартная инструментальная головка DT-1 используется для достаточно широкого диапазона обработки (для пилотов диаметром от 6 до 13 мм), поэтому, несмотря на предложение производителя 4-х сменных инструментальных головок, большинство автомехаников ограничиваются наличием DT-1, считая ее необходимой и достаточной для работы.


Для Mira VGX-21 производится большое разнообразие резцов, как профильных, так и прямых резцов для вырезания.
 Каталог оснастки MiraVGX-21 (6.3 Мб)
Каталог оснастки MiraVGX-21 (6.3 Мб)
Резец фиксируется винтом. Все быстро и просто. Операция сборки инструмента заняла 1 минуту.


Особенность резцов Mira в том, что один резец в сочетании с инструментальной головкой обеспечивает достаточно широкий диапазон обработки, что положительно характеризует инструмент с позиции универсальности. Для резца 120B с инструментальной головкой DT-1 диапазон обработки составляет 31 – 45мм. Настроить резец на нужный вылет помогает входящее в стандартную комплектацию MIRA VGX-21 устройство для настройки вылета резца. Установив щуп устройства на фаску клапана, определяем относительное положение резца, переносим это значение на положение режущей кромки резца относительно пилота. Вылет резца настроен. Устройство полностью позволяет исключить операции измерения при настройке вылета резца, поэтому исключает ошибки, связанные с человеческим фактором на данном этапе. Настройка вылета резца - 1 минута рабочего времени оператора.
 Произведем базировку машины MIRA VGX-21 для ремонта деталей двигателя. Для этого установим плоскость магнита машины на поверхность головки блока. Магнит сообщает приспособлению MIRA одно из главных преимуществ перед машинами с механическим прижимом – скорость перестановки с седла на седло, а также, что немаловажно, стабильное и одинаковое усилие прижима. К тому же магнит – это универсальное средство фиксации. У Вас не будет необходимости иметь различные системы фиксации деталей при разнообразном обрабатываемом типоразмере, как это требуется часто для станочного оборудования. Особо актуальна используемая в MIRA VGX-21 система базирования при обработке головок блока грузовиков и спецтехники. Базовой поверхностью всегда будет плоскость ГБЦ, а размер ГБЦ – без ограничений!
Произведем базировку машины MIRA VGX-21 для ремонта деталей двигателя. Для этого установим плоскость магнита машины на поверхность головки блока. Магнит сообщает приспособлению MIRA одно из главных преимуществ перед машинами с механическим прижимом – скорость перестановки с седла на седло, а также, что немаловажно, стабильное и одинаковое усилие прижима. К тому же магнит – это универсальное средство фиксации. У Вас не будет необходимости иметь различные системы фиксации деталей при разнообразном обрабатываемом типоразмере, как это требуется часто для станочного оборудования. Особо актуальна используемая в MIRA VGX-21 система базирования при обработке головок блока грузовиков и спецтехники. Базовой поверхностью всегда будет плоскость ГБЦ, а размер ГБЦ – без ограничений! Производим центрирование шпинделя. Главным центрирующим элементом машины является сфера, фиксирующаяся гидрозажимом. Гидравлический зажим имеет такие преимущества перед механическим, как стабильность фиксации сферы (исключается человеческий фактор), наибольшее и наиболее равномерно-распределенное усилие фиксации сферы, автоматическое «поджатие» сферических подшипников по мере их износа, высокую скорость центрирования и зажима, простоту в использовании. Несколько движений и машина готова к операции обработки.
Производим центрирование шпинделя. Главным центрирующим элементом машины является сфера, фиксирующаяся гидрозажимом. Гидравлический зажим имеет такие преимущества перед механическим, как стабильность фиксации сферы (исключается человеческий фактор), наибольшее и наиболее равномерно-распределенное усилие фиксации сферы, автоматическое «поджатие» сферических подшипников по мере их износа, высокую скорость центрирования и зажима, простоту в использовании. Несколько движений и машина готова к операции обработки. Производим обработку, в нашем случае вручную, однако для тех, кто хочет исключить влияние «человеческого фактора» фирма «Minelli Corporation” предлагает дополнительную опцию –электромеханический привод шпинделя VD-97. Это устройство включает гибкий силовой вал, который соединяет электромотор со шпинделем и электронный блок управления. Изменение режимов резания (частоты вращения шпинделя в диапазоне 50 – 200 об/мин) обеспечивается частотным преобразователем. Наши клиенты, использующие этот привод, на порядок снизили трудозатраты и повысили стабильность точности при обработке и вырезании седел.
Производим обработку, в нашем случае вручную, однако для тех, кто хочет исключить влияние «человеческого фактора» фирма «Minelli Corporation” предлагает дополнительную опцию –электромеханический привод шпинделя VD-97. Это устройство включает гибкий силовой вал, который соединяет электромотор со шпинделем и электронный блок управления. Изменение режимов резания (частоты вращения шпинделя в диапазоне 50 – 200 об/мин) обеспечивается частотным преобразователем. Наши клиенты, использующие этот привод, на порядок снизили трудозатраты и повысили стабильность точности при обработке и вырезании седел. Вне зависимости от привода профильный резец за один проход обрабатывает одновременно три фаски - три фаски сразу, без переналадки и перенастройки инструмента!
Вне зависимости от привода профильный резец за один проход обрабатывает одновременно три фаски - три фаски сразу, без переналадки и перенастройки инструмента!
 Очистка детали и ее внутренних полостей от стружки с помощью потока сжатого воздуха.
Очистка детали и ее внутренних полостей от стружки с помощью потока сжатого воздуха. Обработанная фаска седла. Качество полученной поверхности сравнимо со станочным. Отсутствие огранки и дробления – это желаемый и достигаемый с помощью приспособления Mira VGX-21 результат обработки по качеству поверхности.
Обработанная фаска седла. Качество полученной поверхности сравнимо со станочным. Отсутствие огранки и дробления – это желаемый и достигаемый с помощью приспособления Mira VGX-21 результат обработки по качеству поверхности. Обработку клапана осуществляем на станке SVS SERIES II DELUXE (KWIK-WAY, США). За 6 лет эксплуатации станок несколько потерял во внешнем виде, что нельзя сказать о его технологических характеристиках. Подробнее о нашем опыте эксплуатации станка SVS SERIES II DELUXE
Обработку клапана осуществляем на станке SVS SERIES II DELUXE (KWIK-WAY, США). За 6 лет эксплуатации станок несколько потерял во внешнем виде, что нельзя сказать о его технологических характеристиках. Подробнее о нашем опыте эксплуатации станка SVS SERIES II DELUXE  Ремонт требуется не только для фаски клапана, но и для торца клапана. Не менее 40% поступающих в ремонт клапанов нуждаются в обработке торцев. Современный станок SVS SERIES II DELUXE для ремонта клапанов позволяет произвести данную операцию.
Ремонт требуется не только для фаски клапана, но и для торца клапана. Не менее 40% поступающих в ремонт клапанов нуждаются в обработке торцев. Современный станок SVS SERIES II DELUXE для ремонта клапанов позволяет произвести данную операцию. Поверхности после обработки. Блестящие фаски – удовлетворение от работы, но полагаться на визуальное впечатление при оценке качества обработки не следует. Мы помним, что цель обработки не красота, а герметичность сопряжения, поэтому только вакуумный способ проверки является надежным и достоверным.
Поверхности после обработки. Блестящие фаски – удовлетворение от работы, но полагаться на визуальное впечатление при оценке качества обработки не следует. Мы помним, что цель обработки не красота, а герметичность сопряжения, поэтому только вакуумный способ проверки является надежным и достоверным. Вакуум-тестер MIRA MUV – 95 (также производства компании «Minelli Corporation” ) с воздушным вакуум- генератором демонстрирует отличное качество обработки поверхностей.
Вакуум-тестер MIRA MUV – 95 (также производства компании «Minelli Corporation” ) с воздушным вакуум- генератором демонстрирует отличное качество обработки поверхностей. Ремонт поверхностей сопряжения «седло-клапан» нами произведен стандартной комплектацией машины MIRA VGX-21.
Ремонт поверхностей сопряжения «седло-клапан» нами произведен стандартной комплектацией машины MIRA VGX-21.Стандартная комплектация включает в себя суппорт для крепления ГБЦ, инструментальную головку DT-1, набор из 13 пилотов, 6 профильных резцов и др. Диапазон обработки MIRA VGX-21 в стандартной комплектации составляет от 21 до 45 мм по диаметру седла и от 6 до 15 мм по диаметру втулки. Расширить диапазон обработки просто – дополнительно приобретая резцы и/или инструментальные головки.
 Однако, если вы планируете делать только ГБЦ (из чугуна) для дизелей грузовиков, автобусов и тракторов, то можно сэкономить и использовать только MIRA VGX-21 с набором необходимых для вас инструментов, например, инструментальную головку DT-2, требуемое количество резцов и пилотов.
Однако, если вы планируете делать только ГБЦ (из чугуна) для дизелей грузовиков, автобусов и тракторов, то можно сэкономить и использовать только MIRA VGX-21 с набором необходимых для вас инструментов, например, инструментальную головку DT-2, требуемое количество резцов и пилотов.В эксплуатации нередко происходит «обрыв» клапана, который в итоге создает массу проблем для хозяина транспортного средства. Причины «обрыва» клапана сейчас обсуждать мы не будем, поскольку это отдельная тема. После разрушения клапана поверхность камеры сгорания и седла имеют различные дефекты, тут как повезет. И нередко возникает необходимость достаточно дорогостоящей операции - замены седла.

 Этим же резцом обрабатывается посадочное место под установку нового седла «как чисто». Исходя из диаметра полученного посадочного места изготавливается новое седло. Наша практика показала, что измерения диаметра посадочного места под новое седло удобнее всего выполнять с помощью телескопических нутромеров фирмы “Mitutoyo”. Точность измерения нутромера составляет 0,01мм.
Этим же резцом обрабатывается посадочное место под установку нового седла «как чисто». Исходя из диаметра полученного посадочного места изготавливается новое седло. Наша практика показала, что измерения диаметра посадочного места под новое седло удобнее всего выполнять с помощью телескопических нутромеров фирмы “Mitutoyo”. Точность измерения нутромера составляет 0,01мм. Новое седло охлаждается в жидком азоте, устанавливается в ГБЦ и обрабатывается по обычной схеме MIRAVGX -21 с учетом обеспечения требуемой величины «залегания» тарелки клапана относительно плоскости разъёма ГБЦ и блока цилиндров. Этот параметр регламентирован не только в технологической ремонтной документации к двигателям, но и в экологических стандартах Евро. В приспособлении MIRA VGX -21 имеется нониус, позволяющий контролировать величину подачи инструмента. Простое, но очень функциональное приспособление MIRA VGX -21 имеет все, что позволяет достичь качества мировых стандартов.
Новое седло охлаждается в жидком азоте, устанавливается в ГБЦ и обрабатывается по обычной схеме MIRAVGX -21 с учетом обеспечения требуемой величины «залегания» тарелки клапана относительно плоскости разъёма ГБЦ и блока цилиндров. Этот параметр регламентирован не только в технологической ремонтной документации к двигателям, но и в экологических стандартах Евро. В приспособлении MIRA VGX -21 имеется нониус, позволяющий контролировать величину подачи инструмента. Простое, но очень функциональное приспособление MIRA VGX -21 имеет все, что позволяет достичь качества мировых стандартов. Ремонт грузовой техники и коммерческого транспорта – это достаточно прибыльный сегмент сферы ремонта и, зачастую, многие ассоциируют его с большими начальными капиталовложениями в оборудование для реализации ремонтного производства. MIRA VGX-21 разрушает этот стереотип. Небольшие начальные капиталовложения на приобретение машины MIRA позволяют войти в бизнес ремонта ДВС коммерческого транспорта. Если станочное оборудование для ремонта седел в России стоит порядка 1,5 – 3 млн. рублей, то стандартная комплектация Mira VGX-21 потребует капитальных вложений около 225 тыс. руб, то есть в 10 -15 раз меньше. Сроки окупаемости приспособления Mira VGX-21 рассчитать несложно: при средней стоимости работы по восстановлению седел одной ГБЦ около 800 - 1200 руб. и средней загрузке, Mira VGX-21 окупится за 3 месяца. Следует отметить, что мы комплектуем наборы оборудования MIRA конкретно по техническим требованиям наших Заказчиков, а не готовыми стандартными наборами, как это поставлялось до нас. В результате наши клиенты решают все стоящие перед ними задачи более оптимально с экономической точки зрения, что для авторемонтников было актуальным всегда. Но, несмотря на внешнюю простоту устройства VGX-21, для обеспечения стабильного высокого качества обработки седел подобными приспособлениями необходимо при их производстве обеспечить прецизионную точность изготовления всех деталей, что в жизни не всем удается. Приспособление Mira VGX-21 воплощено в реальность со «швейцарским качеством», имея при этом конкурентоспособную стоимость, чем объясняется его большое распространение как по всей России, так и в мире. MIRA VGX-21 является лучшим оборудованием в классе ручных приспособлений, отзывы автомехаников о работе MIRA VGX-21 только в превосходной степени.
Ремонт грузовой техники и коммерческого транспорта – это достаточно прибыльный сегмент сферы ремонта и, зачастую, многие ассоциируют его с большими начальными капиталовложениями в оборудование для реализации ремонтного производства. MIRA VGX-21 разрушает этот стереотип. Небольшие начальные капиталовложения на приобретение машины MIRA позволяют войти в бизнес ремонта ДВС коммерческого транспорта. Если станочное оборудование для ремонта седел в России стоит порядка 1,5 – 3 млн. рублей, то стандартная комплектация Mira VGX-21 потребует капитальных вложений около 225 тыс. руб, то есть в 10 -15 раз меньше. Сроки окупаемости приспособления Mira VGX-21 рассчитать несложно: при средней стоимости работы по восстановлению седел одной ГБЦ около 800 - 1200 руб. и средней загрузке, Mira VGX-21 окупится за 3 месяца. Следует отметить, что мы комплектуем наборы оборудования MIRA конкретно по техническим требованиям наших Заказчиков, а не готовыми стандартными наборами, как это поставлялось до нас. В результате наши клиенты решают все стоящие перед ними задачи более оптимально с экономической точки зрения, что для авторемонтников было актуальным всегда. Но, несмотря на внешнюю простоту устройства VGX-21, для обеспечения стабильного высокого качества обработки седел подобными приспособлениями необходимо при их производстве обеспечить прецизионную точность изготовления всех деталей, что в жизни не всем удается. Приспособление Mira VGX-21 воплощено в реальность со «швейцарским качеством», имея при этом конкурентоспособную стоимость, чем объясняется его большое распространение как по всей России, так и в мире. MIRA VGX-21 является лучшим оборудованием в классе ручных приспособлений, отзывы автомехаников о работе MIRA VGX-21 только в превосходной степени.Подробная инструкция по эксплуатации MIRA VGX-21>>
Но прогресс остановить нельзя и необходимо двигаться вперед, поэтому компания Мотортехнология рекомендует обратить внимание на Современные технологии ремонта сёдел, станок Newen Contour BB

www.stroyteh.ru