Создание максимально легкого и мощного двигателя - первоочередная задача для инженеров всех автомобильных компаний, которую они с тем или иным успехом пытаются решить уже более ста лет. Настоящей революцией стало появление двигателей, полностью сделанных из алюминия. Однако применение этого материала поставило перед разработчиками новую задачу - как создать в алюминиевом блоке прочные цилиндры? Самым удачным решением стало применение гильз, активно применявшихся при создании двигателей для мотоциклов, у которых нет общего блока цилиндров.
Гильза должна быть очень прочной и тугоплавкой, ведь в случае с алюминиевым блоком он играет лишь роль корпуса, в котором она держится. Противостоять теплу, давлению и износу ей приходится самостоятельно. Поэтому гильзы должны обладать высокой износостойкостью, высокой антикоррозийной устойчивостью, жаростойкостью и прочностью. В зависимости от конструкции двигателя гильзы делятся на «мокрые» и «сухие». суть этого термина напрямую связана с особенностями системы водяного охлаждения двигателя.
"Мокрые" гильзы получили наибольшее распространение, так как отлично решают задачу отвода тепла
«Мокрые» гильзы
«Мокрыми» называются гильзы, наружная поверхность которых омывается охлаждающей жидкостью, циркулирующей в системе каналов, пронизывающих толщу блока цилиндров. Эта система называемой «водяной рубашкой» и служит для равномерного отвода тепла от блока цилиндров. В районе установки гильз охлаждающая жидкость "выходит на поверхность", чтобы напрямую омывать стенки гильзы. Поэтому такой тип гильз и называется мокрым. Блок цилиндров с «мокрыми» гильзами обеспечивает лучший отвод тепла, поэтому «мокрые» гильзы получили очень широкое распространение. Они применяются на легковых автомобилях Volvo, Renault, ГАЗ-24, Москвич и других.
Уплотнение между гильзой и блоком достигается путем установки медной прокладки между отлитым буртом гильзы и плоскостью блока
Ремонт двигателей, оснащенных «мокрыми» гильзами, крайне прост - в блок устанавливается новые пары гильза-поршень, не требующие доработки. Для капремонта даже нет необходимости снимать двигатель, и он может быть выполнен даже в полевых условиях.
«Сухие» гильзы
«Сухие» гильзы запрессованы в тело цилиндра и не имеют прямого контакта с охлаждающей жидкостью. Некоторые производители предпочитают делать алюминиевые блоки с не сменными гильзами методом литья. В этом случае гильзы укрепляются в форме для отливки, которая позже заполняется расплавленным алюминием. Созданные таким образом блоки цилиндров по жесткости от обычных чугунных не отличаются. При необходимости ремонта гильзы растачиваются и хонингуются, как обычные цилиндры. Такую технологию используют для производства двигателей Volkswagen, Land Rover, Honda, Audi,Volvo и ряда других.
"Сухие" гильзы хуже отводят тепло, но их применение позволяет придать блоку цилиндров монолитную жесткость
Применение гильз снимает ограничение с количества капремонтов, которые способен выдержать блок. Теоретически этом можно делать неограниченное количество раз, хотя на деле это никому не нужно, так как кузов автомобиля, к сожалению, не вечен. Так, для обычного блока без гильз допустимо не более 3-4 предусмотренных изготовителем калибров ремонтных поршней. Это ограничивает количество возможных ремонтов. Когда же выполнен последний ремонт и цилиндр больше не подлежит расточке, то «выручают» гильзы, запрессовка которых вновь поднимает ресурс блока на несколько ремонтов.
Внутренняя поверхность цилиндра растачивается и тщательно шлифуется перед запрессовкой, такой же обработке подвергают и наружную поверхность гильзы для плотности посадки в цилиндр. Затем гильзы, имеющие, как правило, упорную кромку в верхней части, запрессовываются в расточенный цилиндр с натягом 0.03-0.04 мм.
 Поршень и гильза цилиндра
Поршень и гильза цилиндра «Мокрые» гильзы полностью "готовы к употреблению". После запрессовки в блок цилиндров внутреннюю поверхность обрабатывать не нужно, на ней уже есть хон. Сухие гильзы, как правило, нужно растачивать после установки.
Гильзы растачивают и хонингуют строго под определенную группу поршней. Каждый поршень замеряется, и по его замерам идет расточка гильзы. После такой подгонки поршень маркируется по цилиндру и не подлежит установке в другие цилиндры. Кстати, при капремонте гильзованного двигателя рекомендуется покупать так называемые "ПОНы", подобранные в заводских условиях комплекты из гильз, цилиндров и пальцев.
Как исключение можно упомянуть японскую компанию Isuzu, выпускающую двигатели, где в блоке установлены стальные тонкостенные гильзы с покрытием из пористого хрома, не требующие механической обработки.
В двигателях Isuzu гильзы устанавливаются в блок без натяга и удерживаются в теле за счет прижима притянутой болтами установленной поверх головки блока цилиндров.
Для двигателей воздушного охлаждения гильзы цилиндров выполнены по образу мотоциклетных, с ребрами охлаждения. Так как цилиндры должны охлаждаться потоком воздуха, из них нельзя сформировать блок и они устанавливаются на двигатель в виде отдельных деталей.
Гильзы крепятся к картеру (через медные прокладки) посредством невысоких шпилек через специальный опорный фланец или же посредством анкерных шпилек, проходящих сквозь всю головку цилиндров. Головка устанавливается на эти шпильки и затягивается в обычном порядке, прижимая тем самым цилиндры к картеру и обеспечивая герметизацию.
Мотоциклетные двигатели с воздушным охлаждением и стали "донором", давшим миру автомобильные гильзованные двигатели
Для двигателей с воздушным охлаждением гильзы цилиндров изготавливаются либо из одного вида металла (монометаллические), либо из двух металлов (биметаллические).
Монометаллические цилиндры воздушного охлаждения выполняют в основном из чугуна, иногда из стали или из легких сплавов.
Биметаллические цилиндры также выполнены из чугуна или стали, а поверх корпуса отлиты алюминиевые ребра.
Двигатели с гильзами воздушного охлаждения очень восприимчивы к температурному режиму и при перегреве «страдают» отпусканием резьбы шпилек крепления цилиндров в алюминиевом блоке. Это ведет к вытягиванию шпильки и разрушению резьбы, что ослабляет затяжку гильзы и вызывает разгерметизацию и потерю компрессии. Попытка подтяжки соединения заканчивается полным выходом посадочной резьбы шпильки из тела картера и последующим ремонтом. Иными словами, допускать перегрева алюминиевого двигателя не стоит ни при каких обстоятельствах.
blamper.ru

Гильзовка и расточка блока цилиндров двигателя являются операциями, которые осуществляются в рамках выполнения капитального ремонта силового агрегата. Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
 Рекомендуем также прочитать статью о том, что такое хонингование цилиндров. Из этой статьи вы узнаете о том, для чего нужен хон, а также как правильно делается хонинговка.
Рекомендуем также прочитать статью о том, что такое хонингование цилиндров. Из этой статьи вы узнаете о том, для чего нужен хон, а также как правильно делается хонинговка. Также блок гильзуют тогда, когда цилиндры уже были ранее расточены до максимального ремонтного размера. Отметим, что некоторые двигатели имеют блоки цилиндров, в которые изначально не предусмотрена установка поршней ремонтного размера. В этом случае блок также восстанавливают методом гильзования. Если с расточкой все ясно, то вопрос гильзовки для многих автолюбителей остается не до конца понятным. Далее мы рассмотрим, как осуществляется гильзовка блока цилиндров двигателя, возможна ли гильзовка алюминиевого блока цилиндров, а также что нужно знать в том случае, если планируется гильзовка одного цилиндра.
Читайте в этой статье

Гильза цилиндра фактически является съемной вставкой в блок цилиндров двигателя. Если иначе, гильза выполняет функцию стенок блока цилиндра, так как именно в ней движется поршень. От объема гильзы напрямую зависит и рабочий объем цилиндра. Установка гильзы в цилиндр называется гильзованием (гильзовкой) блока цилиндров. Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
На автомобильных двигателях может быть установлено два вида гильз: так называемые «сухие» и «мокрые». Первый тип является вставкой в блок цилиндров, которая не имеет контакта с охлаждающей жидкостью. Второй тип представляет собой гильзу, которая с одной стороны вступает в контакт с ОЖ. Такие гильзы дополнительно имеют прокладки-уплотнители, которые исключают возможность попадания жидкости из системы охлаждения в цилиндр, а также не допускают прорыва газов из цилиндра-гильзы с последующим их попаданием в систему охлаждения. Также добавим, что «мокрые» гильзы легче всего поддаются ремонту.В списке основных требований к втулкам блока независимо от их типа находятся:
Еще для гильз, которые устанавливаются с уплотнителем, необходимо обеспечить нужные характеристики в том месте, где блок цилиндров стыкуется со втулкой. Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Читайте также

Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
 Рекомендуем также прочитать статью о том, как подобрать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора поршневых колец во время ремонта двигателя.
Рекомендуем также прочитать статью о том, как подобрать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора поршневых колец во время ремонта двигателя. Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.

Начнем с блоков цилиндров, так как существуют чугунные и алюминиевые изделия, блоки могут быть цельными и с гильзой. Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Нужно отметить, что современные ДВС многих производителей имеют алюминиевый блок цилиндров с сухими гильзами. В таких блоках поршень и поршневые кольца взаимодействуют с алюминиевыми стенками втулок, на которые также нанесено специальное покрытие для придания прочности и износостойкости. В зависимости от покрытия одни алюминиевые блоки допускают использование ремонтных поршней, а также возможна их гильзовка. Для решения задачи в продаже присутствуют алюминиевые гильзы.
Другой тип блоков из алюминия не предусматривает возможности поставить увеличенные поршни и кольца для ремонта, так как завод изготовитель не выпускает ремонтных деталей. При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
Единственным выходом в сложившейся ситуации можно считать установку чугунных гильз в алюминиевый блок цилиндров. Данный способ успешно практикуется мастерами по ремонту двигателей на территории СНГ. Главным условием является обеспечение правильного натяга между гильзой и блоком цилиндров, а также проведение комплексных замеров перед установкой втулок. Важно правильно подобрать тепловые зазоры, обеспечить необходимый отвод тепла.
Также следует учитывать некоторые особенности, например, при установке втулок только в один или два цилиндра. Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Читайте также
krutimotor.ru
Гильзы цилиндров (сухие и мокрые).
Внутреннюю тщательно отполированную поверхность 2 (рис. 1, а) цилиндра называют зеркалом цилиндра. Точная обработка этой поверхности (ее овальность и конусность должны быть не более 0,02 мм) обеспечивает легкость движения поршня и плотное прилегание его к цилиндру.
Блок-картеры выполняются со вставными гильзами из легированных чугунов, обладающих большой износостойкостью и высокими механическими качествами. Применение вставных гильз позволяет увеличить срок службы блок-картера (путем замены изношенных гильз новыми) и упрощает его отливку.
Гильзы называются мокрыми (рис. 1, б), если они омываются охлаждающей жидкостью с наружной стороны, или сухими (рис. 1, в), если они установлены в предварительно расточенный цилиндр блок-картера. Мокрые гильзы цилиндров применяются в большинстве автотракторных двигателей: А-41 (рис. 42), Д-240 (рис. 1, а ) , 24Д (рис. 1, г). Сухие гильзы применяются при ремонте цилиндров. Толщина стенок мокрых гильз составляет 6—8 мм, а сухих—2—4 мм.
Наибольший износ наблюдается в верхней части цилиндра, находящейся под воздействием высоких температур и коррозионного влияния отработавших газов. Для уменьшения износа в верхнюю часть цилиндров двигателей ГАЗ-52 и гильзы 7 (рис. 1, г) цилиндров двигателей 24Д, ГАЗ-53 и ЗИЛ-130 запрессованы короткие вставки 10, изготовленные из антикоррозионного (кислотоупорного) чугуна.
Цилиндры двигателей с воздушным охлаждением (Д-21А1 и Д-37Е) крепятся на шпильках к картеру и гильз не имеют.
У многих двигателей для повышения износостойкости внутреннюю поверхность гильз подвергают закалке на глубину 1,5—3 мм с нагревом токами высокой частоты.
Мокрую гильзу в гнездо блок-картера 8 (рис. 44, б и г) устанавливают так, чтобы предотвратить утечку жидкости из водяной рубашки в гильзу и поддон картера. Кроме того, гильзе должна быть обеспечена возможность изменения длины при нагревании и охлаждении. На рисунке 1, б показана установка мокрой гильзы цилиндра в блок-картер двигателя Д-240. Нижним пояском буртик 4 опирается на основание
Цилиндрической выемки в верхней плоскости блок-картера 8. На нижнем поясе блок-картера сделана кольцевая канавка, в которую закладывают уплотняющее резиновое кольцо 9. Это кольцо несколько выступает над поверхностью пояса блок-картера. При установке гильзы в блок-картер резиновое кольцо обжимается и, заполняя все пространство кольцевой канавки, создает надежное уплотнение между гильзой и блок-картером. Торец гильзы несколько выступает над верхней плоскостью блок-картера, что обеспечивает лучшее обжатие прокладки 6 и создает надежное уплотнение от прорыва газов из цилиндра. На верхней плоскости торца гильзы имеется узкий выступающий поясок.
Усилия от затяжки шпилек головки цилиндров передаются через этот поясок на основание цилиндрической выемки блок-картера, в результате чего уменьшается деформация гильзы. После установки гильзы цилиндрические поверхности ее буртика 4 и выемки на верхней плоскости блок-картера не должны соприкасаться.
В двигателе 24Д (рис. 1, г) гильза цилиндра не имеет верхнего опорного буртика, а между основанием нижнего выступа блок-картера
И опорной поверхностью нижнего буртика гильзы цилиндра устанавливается медная кольцевая прокладка 11.

Рис. 1. Гильзы цилиндров:
А — гильза цилиндра двигателя Д-240: б — установка мокрой гильзы цилиндра двигателя Д-240 в блок-картер; в — установка сухой гильзы цилиндра в блок-картере; г — установка мокрой гильзы цилиндра двигателя 24Д в блок-картер; 1 и 3 — установочные пояса гильзы; 2 — зеркало гильзы цилиндра; 4 —буртик; 5 — водяная рубашка блок-картера; 6 — прокладка головки цилиндров: 7— гильза цилиндра; 8— блок-картер; 9 — уплотняющее резиновое кольцо; 10 — вставка; 11 — уплотняющая медная прокладка.
mehanik-ua.ru
Состояние гильз цилиндра в значительной мере определяет ресурс двигателя. В переводе с нем. гильза – оболочка. А для того, чтобы понять в каких случаях производится ремонт гильз цилиндров, и что он собой представляет, разберемся с тем, какой бывает гильза цилиндра.
На современных легковых автомобилях применяются две группы гильз:

Основными свойствами, которыми должна обладать гильза цилиндра, являются: износостойкость, прочность, высокая антикоррозийная устойчивость. Конструктивные особенности гильз должны обеспечивать надёжность уплотнений в местах стыка гильзы с ГБЦ и блоком цилиндров.
Как правило, восстановление ресурса двигателя возможно при помощи метода гильзования. Для этого производителем предусмотрены ремонтные гильзы (втулки). Согласитесь, что ремонт блока цилиндров, ремонт ГБЦ и ремонт гильз цилиндров, это намного более дешёвая процедура, чем покупка нового двигателя.

Ремонт гильз цилиндров в блоках из разных материалов (чугун, алюминий) отличается по своей технологии.

Не является обязательным условием при ремонте гильз, их замена во всех цилиндрах. Во время диагностики цилиндров блока выявляется, какая гильза цилиндра требует ремонта (замены).
Этот процесс начинается с расточки цилиндров под гильзы. На качество расточки очень сильно влияет ресурс ремонтируемого двигателя. Расточка блока позволяет добиться как необходимого размера, так и правильной геометрии гнёзд.
Если расточка проведена неправильно, то эллипсоидная геометрия гнезда, после гильзования передастся самой гильзе. Для придания точности и необходимой гладкости поверхности гнёзд, после расточки их подвергают хонингованию.
Процедура гильзования
Если с «мокрыми» гильзами процедура гильзования более менее понятна, в силу конструктивных особенностей, то гильзование «сухих» гильз цилиндра вам вряд ли удастся провести своими руками в гараже.

Горячее гильзование производится с учетом разницы температур. Блок цилиндров нагревается при помощи газовой горелки до температуры 120-1500. После этого в подготовленное гнездо вставляется охлаждённая гильза.
Монтажу гильзы цилиндра предшествует её обработка специальным составом для избавления от водяного конденсата. Метод горячего гильзования «сухих» гильз цилиндра является самым качественным.

В силу особенностей структуры материала цилиндры блоков, выполненные из галникала, не поддаются расточки. Поэтому в такие блоки цилиндров при ремонте производится запрессовка алюминиевых гильз.
Форма. Конусность и эллипсность гильзы не должна выходить за пределы 0,02 мм. Разность толщины стенки не должна превышать 0,01 мм.
Поверхность. Шлифовка поверхности гильзы цилиндра выполняется не ниже 8-10 класса точности, иначе через некоторое время вам вновь понадобится ремонт двигателя.

Выбор гильз. Ремонтные гильзы выбираются по каталогу с учетом припуска для последующей расточки. Допустимый разнос может быть не более 0,5 мм.
Удачи вам при проведении ремонта гильз цилиндров.
Оцените статью: Поделитесь с друзьями!carnovato.ru
Какими бы надежными ни были двигатели внутреннего сгорания, рано или поздно их ресурс подходит к концу. Особенно это касается ДВС старых автомобилей ВАЗ. Гильзовка блока цилиндров – одна из частых операций, которая производится в ходе капитального ремонта двигателя. В чему суть данной технологии, что она дает и как делается? Обо всем этом читайте далее в нашей статье.
Это неотъемлемая составляющая любого двигателя внутреннего сгорания с чугунным или алюминиевым блоком. Гильза является съемной втулкой, что устанавливается в блок цилиндров. Она выполняет роль стенок, в которых двигается поршень.  Размеры гильзы определяют рабочий объем цилиндра и камеры сгорания. Процесс установки данной втулки в блок называется гильзовкой. Операция производится после тщательной подготовки, с применением специального оборудования.
Размеры гильзы определяют рабочий объем цилиндра и камеры сгорания. Процесс установки данной втулки в блок называется гильзовкой. Операция производится после тщательной подготовки, с применением специального оборудования.
Существует несколько типов гильз:
Первый устанавливается в блок двигателя, который не имеет контакта с охлаждающей жидкостью. 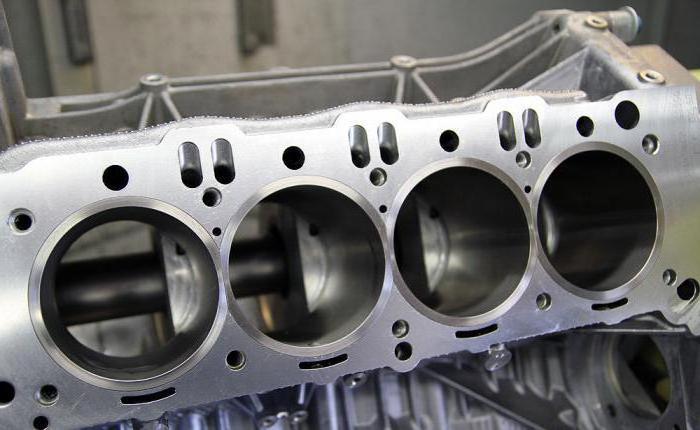 Мокрые гильзы с одной стороны вступают в контакт с антифризом. Такие элементы оснащены специальными прокладками, которые исключают утечку жидкости из системы охлаждения и ее проникновение в цилиндр. Также данный уплотнитель предотвращает прорыв отработавших газов в СОД.
Мокрые гильзы с одной стороны вступают в контакт с антифризом. Такие элементы оснащены специальными прокладками, которые исключают утечку жидкости из системы охлаждения и ее проникновение в цилиндр. Также данный уплотнитель предотвращает прорыв отработавших газов в СОД.
Основные требования к гильзам:
При подборе данных элементов, обращают внимание на толщину стенок цилиндров, их эллипсность и конусность. Учитываются допуски под расточку гильзы после ее установки в двигатель.
Что это за операция? Гильзовка блока цилиндров – это комплект работ при капитальном ремонте, который подразумевает устранение дефектов ДВС, что образовались в процессе его эксплуатации. Еще один схожий вид работ - расточка цилиндров.  Операция позволяет восстановить нужные параметры зазоров относительно стенок цилиндра путем снятия некоторого слоя металла. Расточка производится до определенного ремонтного размера.
Операция позволяет восстановить нужные параметры зазоров относительно стенок цилиндра путем снятия некоторого слоя металла. Расточка производится до определенного ремонтного размера.
Гильзовка блока цилиндров используется в тех случаях, когда глубина дефектов стенок не позволяет произвести расточку. То есть, повреждения настолько велики, что их невозможно подогнать под последний ремонтный размер. Некоторые двигатели изначально не предназначены для установки поршней ремонтного размера. В таком случае блок восстанавливается путем гильзовки.
Причин этому явлению несколько:
Процедура замены мокрых гильз на порядок проще, нежели сухих. Не обязательно менять все элементы. Достаточно заменить лишь одну поврежденную гильзу. Количество изношенных гильз и их состояние определяется нутромером.
Что касается типа материала, здесь есть свои отличия. Так, гильзовка чугунного блока цилиндров выполняется втулками из легированного чугуна. Но постепенно производители переходят на алюминиевые блоки. Ярким примером тому служит «Фольксваген» и «Шкода». Гильзовка алюминиевого блока цилиндров производится втулками на основе данного металла с добавлением дополнительных компонентов. Это позволяет создать устойчивое покрытие на стенках.  Перед запрессовкой втулок в обоих случаях выполняют расточку цилиндров. В ходе данной операции мастер создает правильную геометрию посадочного гнезда для гильзы. В случае малейших отклонений возможно образование эллипса. Из-за этого могут возникать задиры, жор масла и низкая компрессия на только что отремонтированном моторе.
Перед запрессовкой втулок в обоих случаях выполняют расточку цилиндров. В ходе данной операции мастер создает правильную геометрию посадочного гнезда для гильзы. В случае малейших отклонений возможно образование эллипса. Из-за этого могут возникать задиры, жор масла и низкая компрессия на только что отремонтированном моторе.
Далее переходят к гильзовке блока цилиндров. Операция выполняется «на горячую», в несколько этапов. Сначала блок цилиндров нагревают до температуры 150-160 градусов Цельсия. Затем берут гильзу и охлаждают ее. Элемент обрабатывают в жидком азоте при температуре -195 градусов. На следующем этапе гильзу покрывают спецсредством, которое не позволит конденсату образовываться на стенках. После этого охлажденную втулку помещают в горячий блок. За счет разницы температур, втулка идеально входит в свое посадочное гнездо.
Данный метод гильзовки блока цилиндров является самым быстрым и оптимальным по качеству. В результате работ удается достичь высокой плотности посадки и нужного натяга в месте соприкосновения втулки с блоком.
Вышеописанный метод подразумевает предварительную расточку блока. Но существуют блоки (это касается алюминиевых), которые не растачиваются перед установкой гильз. Как поступают в таком случае? Гильзовка блока цилиндров сопровождается нанесением герметика в посадочное гнездо.  Далее втулка запрессовывается на специальном станке. Температура гильзы и блока одинаковы. Качественная гильзовка позволяет эксплуатировать ДВС на протяжении 150 тысяч километров при условии своевременной замены масла.
Далее втулка запрессовывается на специальном станке. Температура гильзы и блока одинаковы. Качественная гильзовка позволяет эксплуатировать ДВС на протяжении 150 тысяч километров при условии своевременной замены масла.
Цена гильзовки блока цилиндров может существенно отличаться. Обычно в эту стоимость включают работы по расточке с хонингованием цилиндров. Так, для автомобилей марки ВАЗ весь комплект работ стоит 5 тысяч 300 рублей без учета самих втулок.  Гильзовка ДВС УАЗа – 6 тысяч 500 рублей. Для ГАЗелей с моторами ЗМЗ данная услуга составляет 4 тысячи 300 рублей. Для двигателей «Камминз» - на 2 тысячи дешевле. Что касается иномарок, стоимость гильзовки чугунного блока (без расточки и хонингования) составляет 2 тысячи 300 рублей за один цилиндр. Те же работы, но с алюминиевым блоком на 200 рублей дороже.
Гильзовка ДВС УАЗа – 6 тысяч 500 рублей. Для ГАЗелей с моторами ЗМЗ данная услуга составляет 4 тысячи 300 рублей. Для двигателей «Камминз» - на 2 тысячи дешевле. Что касается иномарок, стоимость гильзовки чугунного блока (без расточки и хонингования) составляет 2 тысячи 300 рублей за один цилиндр. Те же работы, но с алюминиевым блоком на 200 рублей дороже.
Где производится гильзовка блока цилиндров? СПб и Москва – не единственные города, в которых предлагается данная услуга. Найти хорошего мастера по гильзовке можно и в гораздо меньших населенных пунктах.
Ранее мы упомянули о такой процедуре, как хонинговка. Эта операция призвана уменьшить шероховатость стенок цилиндров. Благодаря хонингованию улучшается приработка поршневых колец и увеличивается ресурс отремонтированного двигателя.  Производится данный процесс в несколько этапов:
Производится данный процесс в несколько этапов:
Итак, мы выяснили, что такое гильзовка блока цилиндров двигателя и по какой технологии она производится. Расточка блока – не обязательная мера. Но благодаря ей можно идеально подогнать втулку по размерам. Поэтому многие мастера осуществляют расточку, хонингование и гильзовку в комплексе.
www.syl.ru
Изобретение относится к машиностроению и может быть использовано в поршневых машинах. В сквозных радиальных отверстиях стенки гильзы установлены с гарантированным натягом стержни из цветного металла или сплава заподлицо с внутренней поверхностью гильзы. Стержни расположены рядами по образующим гильзы в шахматном порядке друг относительно друга, при этом боковины обращенных внутрь гильзы окончаний нижних стержней перекрываются боковинами вышележащих. Технический результат - равномерность распределения натираемого поршневыми кольцами цветного металла или сплава по рабочей поверхности гильзы при относительной простоте ее конструкции и увеличении отвода тепла из камеры сгорания в рубашку охлаждения за счет открытых в последнюю стержней из цветного металла или сплава. 1 з.п. ф-лы, 1 ил.
Изобретение относится к машиностроению и может быть использовано в поршневых машинах.
Известна гильза цилиндра двигателя внутреннего сгорания, внутренняя поверхность которой подвергнута хонингованию на финишной операции, снижающей трение поршневых колец о стенку гильзы цилиндра [1].
К недостаткам данного устройства следует отнести возникновение сухого или близкого к сухому трения рабочих поверхностей поршневых колец и гильзы, проявляющихся в процессе эксплуатации в виде блестящих площадок ("натертостей") вдоль образующих гильзы между точками, соответствующими нижнему и верхнему положениям поршневых колец.
Наиболее близким по технической сущности к заявленному устройству является гильза цилиндра двигателя внутреннего сгорания, имеющая на рабочей поверхности две встречно выполненные винтовые канавки (правая и левая резьба), величина шага которых не превышает расстояния между верхним компрессионным и нижним маслосъемным кольцами, при этом канавки заполнены цветным металлом заподлицо с внутренней поверхностью гильзы [2]. Заделанный (заплавленный) в стенку известной гильзы цветной металл снижает трение поршневых колец о ее стенку за счет натирания цветного металла поршневыми кольцами на рабочую поверхность гильзы. При этом форма и размеры канавок обусловливают равномерность распределения натираемого цветного металла или сплава по рабочей поверхности гильзы.
Недостатком данного устройства является сложность конструкции, а именно сложность операции наплавки цветного металла в винтовые канавки, находящиеся в неудобном для сварных работ месте, внутри гильзы.
Задачами изобретения являются упрощение конструкции гильзы и снижение теплонапряженности цилиндропоршневой группы.
Задачи решаются следующей совокупностью признаков изобретения. Предлагаемая гильза, как и известная, содержит заделанные в стенку гильзы заподлицо с ее внутренней поверхностью элементы цветного металла или сплава. В отличие от известной в предлагаемой гильзе элементы цветного металла или сплава выполнены в виде стержней, установленных с гарантированным натягом в сквозных радиальных отверстиях стенки гильзы, при этом стержни расположены рядами по образующим гильзы, причем друг относительно друга в шахматном порядке, обеспечивающем перекрытие боковин обращенных внутрь гильзы окончаний нижних стержней боковинами вышележащих.
Техническими результатами изобретения являются равномерное распределение натираемого цветного металла или сплава по рабочей поверхности гильзы при относительной простоте ее конструкции и увеличение отвода тепла из камеры сгорания в рубашку охлаждения.
Технические результаты имеют причинно-следственную связь с признаками изобретения.
Получение равномерного слоя цветного металла или сплава на рабочей поверхности гильзы обусловлено расположением стержней, при котором слой цветного металла или сплава равномерно разносится как вдоль гильзы, за счет рядов стержней по ее образующим, так и по окружностям гильзы, за счет шахматного расположения стержней с перекрытием их боковин, при этом упрощается конструкция гильзы отсутствием операции наплавления внутри гильзы цветного металла или сплава.
Улучшенный теплоотвод из камеры сгорания обеспечивается за счет открытых в рубашку охлаждения стержней из цветного металла или сплава, обладающих большей теплопроводностью относительно основного металла гильзы. Что снижает теплонапряженность цилиндропоршневой группы.
В частном варианте исполнения периферийные окончания стержней имеют относительно наружной поверхности гильзы выступы с ребристой поверхностью. Такое исполнение увеличивает отвод тепла через стержни.
На чертеже упрощенно изображена предлагаемая гильза.
Гильза устроена следующим образом.
В стенке 1 гильзы выполнены сквозные отверстия 2, образующие на внутренней ее поверхности 3 регулярный макрорельеф. То есть по поверхности 3 гильзы отверстия 2 распределены в определенной последовательности, а именно рядами по образующим гильзы, причем в шахматном порядке друг относительно друга, образуя перекрытия боковин 4 нижних отверстий боковинами 5 вышележащих. В отверстиях 2 установлены с гарантированным натягом стержни 5, выполненные из цветного металла или сплава. При этом обращенные внутрь гильзы торцы 7 стержней 6 образованы заподлицо с внутренней поверхностью 3 гильзы, а периферийные окончания стержней имеют относительно наружной поверхности гильзы выступы 8 с ребристой поверхностью, образованной, например, проточками треугольного профиля.
Гильза работает следующим образом.
В процессе прохождения поршневых колец торец 7 стержня 6 участвует в формировании слоя цветного металла (сплава) на поверхности 3 гильзы за счет пластической деформации материала, образующего стержень. Часть цветного металла (сплава), снятого с торца 7 стержня 6, перемешивается в процессе трения с маслом, выносится из зоны трения и попадает на другие трибосопряжения: коленчатый вал с подшипниками, масляный насос и пр. Пополнение масла цветным металлом (сплавом) и его нанесение на поверхность 3 гильзы сопровождает весь период эксплуатации цилиндропоршневой группы двигателя. При этом за счет более высокой теплопроводности материала стержней 6 относительно основного металла гильзы происходит улучшенный теплоотвод через открытые в рубашку охлаждения стержни.
Достоинством предлагаемой гильзы является сравнительная простота ее конструкции и улучшенный теплоотвод из камеры сгорания в рубашку охлаждения.
Источники информации
1. Надежность и ремонт машин / Под ред. В.В.Курчаткина. - М.: Колос, 2000 г, с.338 рис.4.16.
2. Патент РФ №2186234, кл. F02F 1/20, бюл. №21 от 27.07.2002 (прототип).
1. Гильза цилиндра двигателя внутреннего сгорания, содержащая заделанные в стенку гильзы заподлицо с ее внутренней поверхностью элементы цветного металла или сплава, отличающаяся тем, что элементы цветного металла или сплава выполнены в виде стержней, установленных с гарантированным натягом в сквозных радиальных отверстиях стенки гильзы, при этом стержни расположены рядами по образующим гильзы, причем друг относительно друга в шахматном порядке, обеспечивающем перекрытие боковин обращенных внутрь гильзы окончаний нижних стержней боковинами вышележащих.
2. Гильза по п.1, отличающаяся тем, что периферийные окончания стержней имеют относительно наружной поверхности гильзы выступы с ребристой поверхностью.
www.findpatent.ru
Юлдашев Ш. У., Батиров Ш. Г. О восстановлении гильзы цилиндров ДВС // Молодой ученый. 2017. №31. С. 17-20. URL https://moluch.ru/archive/165/45294/ (дата обращения: 23.06.2018).
В статье приведеныматериалы анализа существующих способов восстановления гильзы цилиндров, а также сущность и описание модернизированного технологического процесса восстановления.
In article materials of the analysis and lacks of existing ways of restoration of a sleeve of cylinders, and also essence and the description of the modernised technological process of restoration are resulted.
Известен способ восстановления гильзы, заключающийся в том, что стенку изношенного цилиндра разрезают по линии вертикальной оси, затем гильзу стягивают и стык заваривают электродуговой сваркой под слоем флюса, далее механической обработкой доводят под необходимый ремонтный размер. При этом полностью восстанавливается работоспособность сопряжения, так как обработка под ремонтный размер осуществляется с теми же допусками, с которыми восстанавливают изношенные детали [1].
Применение способа ремонтных размеров является основным для восстановления сопряжения «гильза-поршень» для дизелей.
По действующим техническим требованиям изношенная гильза должна восстанавливаться расточкой хонингованием под увеличенный ремонтный размер. Недостатком данного способа является ухудшение свойств материала вследствие воздействия высокой температуры и электродуговой сваркой.
Восстановление изношенной внутренней цилиндрической поверхности под номинальный размер можно осуществить путем установки новой тонкостенной в изношенную гильзу (Рис. 1) [2].

Рис. 1. Существующий способ восстановления
Недостатком данного способа восстановления гильзы цилиндров заключается в том, что наличие воздушной прослойки между основным и вставным цилиндрами приводит, к неравномерному охлаждению последней, тем самым ухудшает эксплуатационные показатели работы и снижает мощностные характеристики двигателей внутреннего сгорания (ДВС). Более того воздушная прослойка приведет к неравномерному теплообмену и износу внутренней поверхности гильзы. В связи с этим использование указанного способа для восстановления гильзы цилиндров ДВС, является нецелесообразным.
Модернизация способа восстановления гильз цилиндров ДВС, заключается в следующем, новый тонкостенный запрессовывают в изношенный с нанесенными на контактируемые поверхности теплопроводной пастой (термопаста) с минимальным натягом покрытия, обеспечивающий упругий насыщенный контакт.
При упругом насыщенном контакте все микронеровности, которые расположены на контурной площади контакта образуют зоны контакта. Термопаста, используемая в качестве смазки, при нанесении на поверхность отверстия сопрягаемой детали заполнит микровпадины. После отвердения термопасты увеличится площадь контакта. Кроме того увеличатся фрикционные параметры. Рост фактической площади контакта снизит контактные напряжения в покрытии термопасты при ее нагружении.
Модернизация процесса восстановления состоит в том, что сначала изношенную гильзу 1 после очистки растачивают на алмазно-расточном станке модели 2А78 под размер в зависимости от толщины новой тонкостенной гильзы 3 (Рис. 2).

Рис. 2. Модернизированный способ восстановления гильзы цилиндра
После расточки внутренней поверхности новой тонкостенной гильзы 2 производится покрытие ее внешней цилиндрической поверхности термопастой.
Покрытие термопастой производят кистью волосяной № 10. Термообработку покрытия производят при температуре Т=1500С, время t=3ч.
Непосредственно перед запрессовкой на внутреннюю поверхность изношенной гильзы 1 в качестве смазочного материала наносят тонкий слой термопасты, а затем в нее запрессовывают новую тонкостенную гильзу 3.
Сборка составной гильзы производится путем запрессовки на гидравлическом прессе модели 21–35-М-1 новой тонкостенной гильзы 3 в изношенную гильзу 1 (Рис. 3).
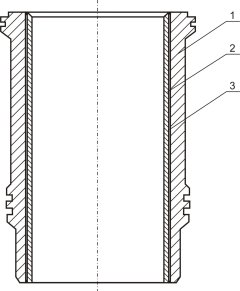
Рис. 3. Общий вид составной гильзы: 1 — изношенная гильза; 2 — слой термопасты; 3 — новая тонкостенная гильза (впрессованная)
Таким образом, после сборки между наружной поверхностью новой тонкостенной и внутренней поверхностью расточенной изношенной гильзы цилиндра не будет зазора S, заполненного воздухом. Затем составную гильзу в специальном приспособлении устанавливают на вертикально-хонинговальном станке модели 3Г833 и обрабатывают алмазно-хонинговальными брусками под номинальный размер.
Основное преимущество нового способа заключается в том, что между наружной поверхностью новой тонкостенной гильзы 3 и внутренней поверхностью изношенной гильзы 1 не остается воздушный зазор S. Воздушный зазор ухудшает теплопередачу от новой тонкостенной гильзы 3 к изношенной гильзе 1, являющейся гнездом. Разность температур в камере сгорания и водяной рубашкой приводит к интенсивному износу и в результате сокращает срок службы гильзы и эксплуатации ДВС. Плохая теплопередача от новой тонкостенной гильзы 3 к гнезду, то есть к изношенной гильзе 1, может привести к перегреву гильз и падению мощности двигателя, что является весьма нежелательным. Поэтому при установившемся тепловом состоянии двигателя воздушный зазор S между новой тонкостенной гильзой 3 и ее гнездом — изношенной гильзой 1 не должен иметь место. Последнее условие соблюдается только при наличии и использовании термопасты в технологическом процессе восстановления гильз.
Предлагаемый способ восстановления гильз цилиндров по сравнению с известным способом позволяет за счет равномерного теплообмена снизить интенсивность износа и тем самым повысить срок службы гильз цилиндров и эксплуатации ДВС в целом. Восстановление гильз цилиндров может быть организовано на уровне мастерских общего назначения и МТП РУз.
Литература:Основные термины (генерируются автоматически): изношенная гильза, тонкостенная гильза, внутренняя поверхность, воздушный зазор, составная гильза, номинальный размер, нова, наружная поверхность, воздушная прослойка, электродуговая сварка.
moluch.ru