





Поршни с шатунами На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяют на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17… 23 °С. Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня. При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели. Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом толщиной 0,08 мм, шириной 10… 13 мм и длиной не менее 200 мм. Ленту-щуп протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25… 45 Н, При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока или после их выпрессовки. После подбора поршней к гильзам цилиндров необходимо на днищах поршней выбить порядковые номера цилиндров. Посадку пальца в бобышках поршня выполняют с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с некоторым натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует заменить. Шатуны Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм. Рис. Подбор поршня к гильзе с помощью ленты-щупа: а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров Сборка шатунно-поршневой группы Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм. Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы...
ustroistvo-avtomobilya.ru
Шатуны изготовляют коваными или штампованными из качественной или легированной стали круглого, овального или двутаврового сечения, которое обеспечивает достаточную жесткость при меньшей массе.

На рис. 148 показан шатун с неразъемной верхней головкой. Основными частями шатуна являются: нижняя мотылевая разъемная головка 1, шатунные болты 2, стержень 3 и верхняя головка 4. В верхнюю головку шатуна запрессована бронзовая или стальная облицованная свинцовистой бронзой втулка 6. Для уменьшения трения головной подшипник можно делать игольчатым. Рабочую поверхность втулки покрывают тонким слоем антифрикционного сплава. Головной подшипник шатуна работает в весьма тяжелых температурных условиях и для его охлаждения и уменьшения износа подводится смазка под давлением через центральное сверление 7 в стержне шатуна или по специальной трубке, прикрепленной к стержню.
Нижняя мотылевая (шатунная) головка выполняется разъемной, в ней располагают стальные вкладыши с антифрикционным покрытием рабочей поверхности. Шатунные болты, соединяющие нижнюю часть подшипника с шатуном, изготовляют из высококачественных сталей и точно пригоняют к отверстию, чаще всего по нескольким направляющим пояскам. Во избежание самоотвинчивания гайки шатунных болтов шплинтуют. Для затяжки шатунных болтов рекомендуется пользоваться специальными динамометрическими ключами. Набор прокладок 5 обеспечивает регулирование зазора между вкладышем и мотылевой шейкой коленчатого вала. Масло для смазки мотылевого подшипника поступает через сверления мотылевой шейки коленчатого вала (рис. 149). На этом же рисунке видно устройство верхнего (головного) подшипника. Соединение шатуна с поршневым пальцем может быть осуществлено и другими способами, один из которых показан на рис. 150.

На рис. 151 показан разъемный шатун крейцкопфного двигателя. Отличительной особенностью этого шатуна является вильчатая форма верхней головки 1, съемные верхняя и нижняя 5 головки. Головные и мотылевый подшипники — разъемные, с помощью набора прокладок 2 и 4 между вкладышами подшипников можно регулировать масляный зазор. Регулирование высоты камеры сжатия осуществляется набором прокладок 3, монтируемых между нижней пяткой шатуна и верхней половиной мотылевой головки.

На рис. 152 показаны некоторые конструктивные разновидности мотылевых головок шатунов. Основным материалом для изготовления стержня шатуна является углеродистая сталь марки 30, 35, 40, а также легированные стали 18ХНВА, 12ХНЗА, 45Г2 и др.
vdvizhke.ru


 Нехарактерная крученая деформация шатуна
Нехарактерная крученая деформация шатуна  Анимация работы шатунов
Анимация работы шатунов Шату́н (иногда ещё называют тяговое дышло) — деталь, соединяющая поршень (посредством поршневого пальца[1]) и шатунную шейку коленчатого вала или движущих колёс паровоза. Служит для передачи возвратно-поступательных движений поршня к коленчатому валу или к колёсам для преобразования во вращательное движение. Для облегчения ремонта кривошипно-шатунного механизма в шатунах обычно используют быстросъёмные вкладыши подшипника[2], на которых нанесён антифрикционный слой (см. подшипник скольжения). Однако некоторые конструкции шатунов по-прежнему имеют заливку баббитом, при этом зазор регулируют выемом пластин между половинками шатуна (компрессоры, тихоходные судовые ДВС)[3][4]. Шатуны с ограниченным ресурсом не имеют специального антифрикционного слоя (алюминиевые шатуны пусковых и спортивных двигателей, мотоблоков)[5].
Шатун как элемент, необходимый для соединения поршня с коленчатым валом, применяется во всех существующих поршневых двигателях, за исключением двигателя Баландина, где усилие на вал передаётся не шатунным, а ползунным механизмом, а также шайбовых двигателях.
Шатуны различают по форме сечения стержня шатуна: двутавровые (применяются чаще всего), круглые, ромбические. Вторые обычны в судовых двигателях, по сверлению внутри подаётся смазка или охлаждение; третьи - в гоночных моторах с большой частотой вращения, где важно улучшение аэродинамики. Простые шатуны тихоходных механизмов имеют сечение прямоугольной формы[6].
По форме кривошипной головки шатуны бывают простые, прицепные и вильчатые (вторые характерны для звездообразных и V-образных двигателей, вильчатые применяются в некоторых V- и W-образных двигателях). Ввиду более высоких газовых сил, при равном диаметре цилиндра необходимое сечение дизельного шатуна оказывается больше, поэтому дизельные шатуны тяжелее. Шатун испытывает сложное знакопеременное нагружение и рассчитывается отдельно по каждому своему элементу[7].
В нижней головки шатуна чаще всего установлен подшипник скольжения, имеющий сменный вкладыш с антифрикционным сплавом из свинцовистой бронзы (в дизелях, работающих на грязном по сере топливе), алюминиево-оловянным сплавом (чаще всего) или даже серебром (звездообразные быстроходные). Верхняя головка шатуна традиционно имеет бронзовую втулку, чаще всего со сверлением для подачи масла от подшипника нижней головки. Однако в двигателях с фиксацией поршневого пальца в шатуне (ранние модели ВАЗ) верхний шатунный подшипник отсутствует - нет ни втулки, ни роликов. Смотря по форсировке двигателя, шатуны могут иметь отверстие в кривошипной головке для подачи масла на гильзу цилиндра[8].
Некоторые конструкции имеют подшипники качения в нижней и даже верхней головке шатуна, в этих случаях внутренняя поверхность шатуна закаливается. Такой шатун не имеет вкладышей и ремонтных размеров, при износе меняют обойму с роликами, по результатам обмеров - шатун и/или коленчатый вал. Применение - быстроходные двигатели с воздушным охлаждением, двигатели с кривошипно-камерной продувкой - то есть те, в которых труднее обеспечить достаточное количество масла под давлением. Но наибольшее распостранение имеют обычные со втулками и плавающим пальцем[9].
Разъёмные нижние головки шатунов могут быть прямыми, косыми (разъём под углом, для увеличения допустимого диаметра шейки). Соединение головок - болтовое, реже штифтами. В ранних конструкциях шатунные гайки контрились отгибными шайбами или проволокой. Половинки нижней головки шатуна должны точно, без сдвига прилегать друг другу, для чего применяют центрирование по шатунным болтам, зубцы[10] или соединение шипом с последующей мехобработкой отверстия. В последние годы активно применяют разламываемые шатуны - у них разъёмную головку получают раскалыванием после глубокого охлаждения. Этим достигается максимальная точность при минимальной себестоимости. В случае применения вкладышей, последние удерживаются от проворота своими "усами", попадающими в паз головки[11]. Крышки подшипников в любых моделях двигателей нельзя путать между собой.
На циклическую прочность шатуна влияет радиус перехода, угол заделки верхней головки шатуна, а также качество поверхности всей детали. Для создания сжимающих напряжений шатуны часто подвергают дробеструйной обработке (после объёмной закалки и отпуска), авиационные обычно полировали.
В качестве материала применяют обычно легированную (45Г2, 12ХН3А, 18ХНВА,...) или углеродистую сталь достаточной прокаливаемости: чем больше толщина сечения, тем более легированную сталь приходится применять. Для малоразмерных автомобильных двигателей обычным является применение селектированной по углероду закалённой стали; в тихоходных механизмах шатуны имеют большие сечения, и для увеличения 90% прокаливаемости возрастающее количество легирующих элементов недопустимо увеличивает их стоимость. Поэтому шатуны судовых ДВС изготавливают из нормализованной углеродистой стали типа Ст5 (Сталь 30, 35, 40)[12].
Шатуны в одном двигателе подбирают по массе. Причём желательно подгонять отдельно массы верхней и нижней головки, используя для подпиливания приливы на крышке и верхней головке[13]. Однако некоторые механики предпочитают более лёгкий путь - при ремонте взвесить новые шатуны и поршни, выстроить по весу одни по возрастанию, а вторые по убыванию, потом соединить. Так масса поршневого комплекта легко и просто получается почти одинаковой[14].
Нижний подшипник шатуна в большинстве случаев разъёмный (может быть неразъёмным только при сборном коленвале), поэтому крышка соединяется с шатуном болтами (шпильками), реже штифтами. Шатунные болты изготовляют из качественных легированных сталей, подвергают закалке с отпуском, причём принимаются все меры по повышению усталостной прочности - плавный переход от резьбы, чистая обработка поверхности, поверхностное упрочнение. Это же относится и к шатунной гайке. Ввиду этого, шатунный болт не подлежит стандартизации, и всегда уникален.
Шатунные болты (шпильки) должны гарантировать нераскрытие стыка кривошипной головки, при этом болт испытывает переменное напряжение, зависящее от соотношения жёсткости болта и крышки. Чем меньше жёсткость болта (выше длина, меньше сечение), тем пульсации напряжений растяжения ниже. Как только происходит раскрытие стыка, пульсация напряжений возрастает в несколько раз, и болты обрывает очень быстро.
Кривошипная (мотылёвая) головка имеет установленные вкладыши, фиксирующиеся от проворачивания "усами", вставленными в пазы головки. В случае подшипника из баббита (применяются высокопрочные оловянно-свинцовые баббиты типа Б83), между половинками шатуна устанавливают пакет металлических прокладок, и по мере износа баббита их снимают при обслуживании судового дизеля. Если же шатун имеет подшипники качения, то они могут быть насыпными (иглы), либо иметь обойму для роликов (современное решение).
Верхняя головка шатуна в большинстве случаев имеет свёртную бронзовую втулку с отверстием для смазки. После запрессовки втулку разворачивают в размер пальца, обеспечивая нужную чистоту поверхности. Поскольку скорость вращения поршневого пальца невелика, долговечность узла во многих случаях обеспечивается при небольшом диаметре пальца и смазки разбрызгиванием. Ремонт верхней головки требуется редко, ресурс втулки достигает полного ресурса двигателя. Однако, возможны повреждения от гидроудара либо соударения поршня с головкой при попадании в камеру предметов. Стержень шатуна при этом также часто изгибается.
Самое раннее свидетельство применения шатунов датируется концом 3-го века н. э., когда в Римской империи на лесопилках в Иераполе, Малая Азия, были применены механизмы, похожие на современные шатуны-преобразователи вращательного движения водяного колеса в поступательное для привода пилы. Аналогичные механизмы были также обнаружены при раскопках в Эфесе, которые датируются VI веком н. э.
Между 1174 и 1200 гг. арабский ученый и изобретатель Аль-Джазари описал машину, конструкция которой включала шатун с коленчатым валом (кривошипно-шатунный механизм). Предназначалась такая машина для подъёма воды[15].
В конструкциях машин кривошипы и шатуны обильно используются с XVI века, о чём свидетельствуют трактаты того времени: Агостино Рамелли The Diverse and Artifactitious Machines 1588 года, где изображены восемнадцать примеров. Число примеров растет в работе Theatrum Machinarum Novum от Георга Андреаса Бёклера, в которой присутствует до 45 различных машин.
wikiredia.ru
В этом посте речь пойдет о шатунах, из чего изготавливают и какие выбрать для своего проекта
Шатуны испытывают самые большие нагрузки в двигателе. Поэтому нужно серьезно подойти к необходимой прочности шатуна. Шатуны изготавливают из: порошкообразных металлов, сплавов сталь, алюминия, титана, сплавов стали и алюминия. Болты шатуна также испытывают огромные напряжения, и они должны соответствовать прочности самого шатуна. Как все мы знаем, если шатун ломается, то это приводит к серьезным последствиям для всего двигателя. Поэтому следует тщательно выбирать шатун относительно поставленных задач.
Шатуны изготавливают из разных материалов и разных форм. Старые шатуны производились из чугуна. В более продвинутых двигателях использовали шатуны из сплавов стали. Сегодня, множество производителей предлагают шатуны из порошкообразных металлов, алюминиевых сплавов, титана и об этом поговорим дальше.
Порошкообразно-металлические шатуны
Порошкообразно-металлические шатуны сделаны похожим способом как ковка или литье. Специализированная порошкообразная смесь сплавов помещается в форму, нагревают до температур плавления и спекания порошкообразной смеси, затем форма попадает под пресс. Такой технологический процесс позволяет получить удивительно прочные детали. Затем деталь обрабатывается, она изначально имеет почти необходимую форму что снижает затраты на обработку.
Нижнюю часть шатуна переламывают, место слома имеет не ровную поверхность, это позволяет более точно позиционировать детали относительно друг друга в собранном состоянии.
Крышка шатуна соответствует нижней головки шатуна, когда эти детали собраны и стянуты болтами то места разрыва не видно невооруженным взглядом. Точность стыковки влияет на положение всего шатуна на шейке коленвала, долговечность вкладышей и не создается лишняя нагрузка на шатунные болты. В отшлифованных поверхностях крышки шатуна и нижней части шатуна, стянутых болтами во время работы возникает напряжение сдвига приводящее к увеличению нагрузки на шатунные болты особенно на больших оборотах, в следствии чего происходит удлинение болта, увеличение зазора, повышенный и не равномерный износ шатунных вкладышей не говоря уже о возможном масляном голодании.
Хотелось бы отметить еще вот что, в случае если вкладыш провернет, то ремонт такого шатуна окажется практически невозможным. Иногда достаточно будет заново отшлифовать посадочное место вкладыша под увеличенный размер вкладыша. Найти в продаже подходящий вкладыш под ремонт практически невозможно на большинстве двигателей. Но в случае если расточкой не удается выполнить ремонт и будет необходимость точить место стыковки шатунной крышки, то это уже невыполнимо, так как слом не ровный и придется убрать достаточно много металла и после придания окружности посадочного места вкладыша на шатунной крышке останется совсем мало металла что недопустимо.
 |
Стянуты болтами, место разрыва почти не видно.
Шатуны из сплавов стали
Стальные шатуны изготавливают из легированной стали. Стальной слиток обычно нагревается приблизительно до 2200 градусов и помещают в пресс форму и под действием огромного давления получается кованная заготовка шатуна, имеющая большую прочность благодаря ковке, напряжения и выравнивания молекул стали, в отличие от просто отлитой. Стоит отметить что при такой формовке горячая заготовка имеет размер ощутимо больший чем требуется из за температурного расширения металла и после остывания она уменьшается. В результате наблюдается неточность изготовления и может быть ощутимый разброс в размерах
Отштампованная заготовка имеет много лишнего метала который необходимо отрезать, стачивать, еще нужно точно соблюдать вес каждой детали. Конечно же это лишние затраты обусловленные технологическим процессом изготовления.
В дальнейшем почти готовые заготовки отправляются в печь для отпуска (снижения внутренних напряжений в металле) и закалки. В итоге это увеличивает стойкость к появлению микро трещин и повышает прочность шатуна.
Выполняется проверка качества и конечная механическая обработка, шатун считается готовым.
Алюминиевые шатуны
 |
Изготавливают алюминиевые шатуны обычно из 7075 или 7075-T6 алюминиевых сплав, по прочности впереди всех сталей. Многие думают, что алюминий недостаточно прочный и быстро стареет, устает, теряет прочность. Но это не верно. Алюминиевые шатуны могут и используются в автоспорте.
Достоинство алюминиевого сплава в том, что он может иметь очень плотную молекулярную структуру. Во время производственного процесса алюминий нагревается приблизительно до 700 градусов и затем подвергается ковке под большим давлением. Это увеличивает плотность металла. Имеет небольшой вес по сравнению со сталью.
Шатуны из титана
Титан имеет невероятную прочность по отношение к весу. На пример, полностью титановый шатун может быть легче, головки шатуна из стали. Уменьшение веса позволяет достигать больше оборотов двигателя и при этом уменьшить паразитную массу увеличив запас прочности. Шатуны из титана очень дорогие, как и их производство.
Такие шатуны уменьшают вращающуюся массу, которая ощутимо проявляет себя на 5000 об/мин или около этого. В спорте использование титановых шатунов еще оправдывается, но для уличного тюнинга это пустая трата денег. Кроме того, титан является хрупким материалом, который чувствителен к царапинам. Маленькие царапины на поверхности могут в дальнейшем вырасти в трещины и вовсе сломать шатун.
Относительные затраты на материалы
Изготовленные из стали вполне подходят для подавляющего большинства гоночных и уличных двигателей. Там, где необходимо уменьшить вращающиеся массы рекомендуется использовать шатуны из алюминиевых сплавов
Для двигателей нацеленный на серьезный спорт с высокими оборотами двигателя можно рассмотреть вариант с титановыми шатунами. При длительных нагрузках на высоких оборотах такие шатуны требуют более частой замены и соответственно больше вложений.
Титановые шатуны стоят очень дорого чтобы использовать их в малом спорте, и тут можно рассмотреть вариант алюминиевых шатунов, достаточно легкие и менее дорогие, но значительно дороже стальных. Так же стоит учитывать, что алюминиевые шатуны намного толще, объемнее и требуют больше места в блоке цилиндров и поршне что может оказаться неподходящим вариантом в некоторых двигателях.
enginepower.pro

Категория:
Устройство и работа двигателя
Шатун двигателяШатун передает усилие от поршня на коленчатый вал и вместе с валом преобразует возвратно-поступательное движение поршня во вращательное движение вала. Основными элементами шатуна (рис. 39, а) являются стержень, верхняя и нижняя головки.
Шатун изготовляют из углеродистой или специальной стали путем штамповки нагретых заготовок, после чего подвергают его механической и термической обработке (закалке и отпуску).
Стержень шатуна для увеличения прочности имеет двутавровое сечение. В случае принудительной смазки поршневого пальца в стержне шатуна высверливают канал.
Верхняя головка шатуна предназначена для установки поршневого пальца, соединяющего шатун с поршнем. При плавающем пальце головку изготовляют цельной и в нее запрессовывают одну или две бронзовые втулки. Для смазки трущейся поверхности в головке и втулках сделаны отверстия.
Нижняя головка шатуна служит для соединения его с шатунной шейкой коленчатого вала. Для возможности сборки с валом нижнюю головку шатуна делают разъемной. Крышку крепят к шатуну двумя шатунными болтами, изготовленными из специальной стали. Чтобы избежать ослабления крепления, гайки шатунных болтов стопорят при помощи шплинтов или стопорными шайбами.
Для уменьшения трения в соединении и износа шейки коленчатого вала в нижнюю головку шатуна устанавливают шатунный подшипник, выполненный в виде двух тонкостенных стальных вкладышей, залитых особым, снижающим трение антифрикционным сплавом — баббитом. Внутренняя поверхность вкладышей очень точно подогнана по шейкам вала и плотно охватывает их по всей поверхности.
От проворачивания и сдвигания вкладыши фиксируются в головке шатуна отогнутыми усиками 8, входящими в соответствующие пазы головки.
В случае применения тонкостенных вкладышей, точно охватывающих шейки вала с необходимым зазором и имеющих незначительную усадку антифрикционного слоя при длительной работе вследствие очень малой его толщины, обеспечивается высокая долговечность подшипника и шейки вала без существенных износов. Кроме того, при наличии вкладышей упрощается ремонт шатунных подшипников.
При небольшом износе шатунной шейки вала вкладыши заменяют вкладышами несколько большего размера без перешлифовки шейки вала, что облегчает и ускоряет ремонт; при большом износе шейки вала шлифуют и ставят в шатуны вкладыши соответствующего ремонтного размера.
Основание вкладышей изготовляют из малоуглеродистой стальной ленты толщиной 1—2 мм, на которую наплавляют тонкий слой баббита толщиной 0,2-0,4 мм.
Наибольшее применение имеет баббит на свинцовой основе с добавлением примесей, повышающих его качества. Так, широко применяется баббит марки СОС-6-6, содержащий5,5—-6,5% сурьмы, 5,5—6,5% олова, остальное свинец.
Такие вкладыши получили название биметаллических.
В целях дальнейшего повышения долговечности подшипников за последние годы стали применять триметаллические тонкостенные вкладыши. В таких вкладышах между стальным основанием и наружным слоем баббита имеется металлокерамический подслой, полученный путем спекания со стальным основанием медно-никелевого порошка при высокой температуре. В качестве антифрикционного сплава также применяют баббит СОС-6-6, который при заливке такой ленты проникает в поры ме-таллокерамического подслоя и очень прочно соединяется с основанием вкладыша. Это позволяет применять еще более тонкий слой баббита (0,1 мм), не опасаясь его выкрашивания под действием повышенной нагрузки, что значительно повысило долговечность таких подшипников.
В двигателях с V-об-разным расположением цилиндров нижние головки шатунов двух цилиндров, расположенных в одной поперечной плоскости, соединяют с одной общей шатунной шейкой вала. Это ограничивает ширину вкладышей шатунного подшипника, вследствие чего нагрузка на него возрастает. Для получения необходимой долговечности шатунных подшипников в V-образных двигателях начинают применять антифрикционные сплавы, обладающие еще большей нагрузочной способностью. Так, в двигателях ГАЗ для этой цели применяют алюминиевый сплав, содержащий 20% олова и 1% меди. Этот сплав наносится на стальную ленту основания вкладыша путем раскатки.
В дизелях шатуны делают особенно прочными и жесткими, так как они передают значительно большие усилия, чем шатуны в карбюраторных двигателях. Ввиду увеличения размеров нижней головки шатуна для возможности его выемки через цилиндр, нижняя головка в некоторых дизелях (четырехтактные дизели ЯМЗ) имеет косой разъем с ребристой поверхностью соприкосновения крышки с шатуном, что разгружает шатунные болты от возникающего на крышке бокового усилия. Стальные вкладыши шатунных подшипников у дизелей заливают свинцовистой бронзой, выдерживающей без разрушения большие нагрузки, чем баббит. Применяют также стале-алюминиевые вкладыши, изготовленные из биметаллической ленты, у которой со стальным основанием прочно соединен антифрикционный слой из алюминиево-сурмянисто-медного сплава АСМ.
Для обеспечения хорошей уравновешенности двигателя шатуны, так же как и поршневую группу, для данного двигателя подбирают одинакового веса и с соответствующим распределением веса между нижней и верхней головками. Чтобы правильно собрать шатун с поршнем и установить его в двигателе в надлежащем положении, на шатуне делают соответствующие метки. На нижней головке шатуна и на крышке обычно выбивают порядковый номер шатуна.
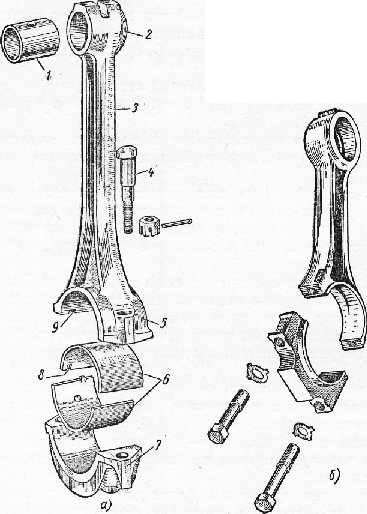
Рис. 1. Конструкция шатунов
Читать далее: Коленчатый вал двигателя
Категория: - Устройство и работа двигателя
stroy-technics.ru
Нехарактерная крученая деформация шатуна Анимация работы шатунов Шату́н (иногда ещё называют тяговое дышло) — деталь, соединяющая поршень (посредством поршневого пальца[1]) и шатунную шейку коленчатого вала или движущих колёс паровоза. Служит для передачи возвратно-поступательных движений поршня к коленчатому валу или к колёсам для преобразования во вращательное движение. Для облегчения ремонта кривошипно-шатунного механизма в шатунах обычно используют быстросъёмные вкладыши подшипника[2], на которых нанесён антифрикционный слой (см. подшипник скольжения). Однако некоторые конструкции шатунов по-прежнему имеют заливку баббитом, при этом зазор регулируют выемом пластин между половинками шатуна (компрессоры, тихоходные судовые ДВС)[3][4]. Шатуны с ограниченным ресурсом не имеют специального антифрикционного слоя (алюминиевые шатуны пусковых и спортивных двигателей, мотоблоков)[5].
Шатун как элемент, необходимый для соединения поршня с коленчатым валом, применяется во всех существующих поршневых двигателях, за исключением двигателя Баландина, где усилие на вал передаётся не шатунным, а ползунным механизмом, а также шайбовых двигателях.
Шатуны различают по форме сечения стержня шатуна: двутавровые (применяются чаще всего), круглые, ромбические. Вторые обычны в судовых двигателях, по сверлению внутри подаётся смазка или охлаждение; третьи - в гоночных моторах с большой частотой вращения, где важно улучшение аэродинамики. Простые шатуны тихоходных механизмов имеют сечение прямоугольной формы[6].
По форме кривошипной головки шатуны бывают простые, прицепные и вильчатые (вторые характерны для звездообразных и V-образных двигателей, вильчатые применяются в некоторых V- и W-образных двигателях). Ввиду более высоких газовых сил, при равном диаметре цилиндра необходимое сечение дизельного шатуна оказывается больше, поэтому дизельные шатуны тяжелее. Шатун испытывает сложное знакопеременное нагружение и рассчитывается отдельно по каждому своему элементу[7].
В нижней головки шатуна чаще всего установлен подшипник скольжения, имеющий сменный вкладыш с антифрикционным сплавом из свинцовистой бронзы (в дизелях, работающих на грязном по сере топливе), алюминиево-оловянным сплавом (чаще всего) или даже серебром (звездообразные быстроходные). Верхняя головка шатуна традиционно имеет бронзовую втулку, чаще всего со сверлением для подачи масла от подшипника нижней головки. Однако в двигателях с фиксацией поршневого пальца в шатуне (ранние модели ВАЗ) верхний шатунный подшипник отсутствует - нет ни втулки, ни роликов. Смотря по форсировке двигателя, шатуны могут иметь отверстие в кривошипной головке для подачи масла на гильзу цилиндра[8].
Некоторые конструкции имеют подшипники качения в нижней и даже верхней головке шатуна, в этих случаях внутренняя поверхность шатуна закаливается. Такой шатун не имеет вкладышей и ремонтных размеров, при износе меняют обойму с роликами, по результатам обмеров - шатун и/или коленчатый вал. Применение - быстроходные двигатели с воздушным охлаждением, двигатели с кривошипно-камерной продувкой - то есть те, в которых труднее обеспечить достаточное количество масла под давлением. Но наибольшее распостранение имеют обычные со втулками и плавающим пальцем[9].
Разъёмные нижние головки шатунов могут быть прямыми, косыми (разъём под углом, для увеличения допустимого диаметра шейки). Соединение головок - болтовое, реже штифтами. В ранних конструкциях шатунные гайки контрились отгибными шайбами или проволокой. Половинки нижней головки шатуна должны точно, без сдвига прилегать друг другу, для чего применяют центрирование по шатунным болтам, зубцы[10] или соединение шипом с последующей мехобработкой отверстия. В последние годы активно применяют разламываемые шатуны - у них разъёмную головку получают раскалыванием после глубокого охлаждения. Этим достигается максимальная точность при минимальной себестоимости. В случае применения вкладышей, последние удерживаются от проворота своими "усами", попадающими в паз головки[11]. Крышки подшипников в любых моделях двигателей нельзя путать между собой.
На циклическую прочность шатуна влияет радиус перехода, угол заделки верхней головки шатуна, а также качество поверхности всей детали. Для создания сжимающих напряжений шатуны часто подвергают дробеструйной обработке (после объёмной закалки и отпуска), авиационные обычно полировали.
В качестве материала применяют обычно легированную (45Г2, 12ХН3А, 18ХНВА,...) или углеродистую сталь достаточной прокаливаемости: чем больше толщина сечения, тем более легированную сталь приходится применять. Для малоразмерных автомобильных двигателей обычным является применение селектированной по углероду закалённой стали; в тихоходных механизмах шатуны имеют большие сечения, и для увеличения 90% прокаливаемости возрастающее количество легирующих элементов недопустимо увеличивает их стоимость. Поэтому шатуны судовых ДВС изготавливают из нормализованной углеродистой стали типа Ст5 (Сталь 30, 35, 40)[12].
Шатуны в одном двигателе подбирают по массе. Причём желательно подгонять отдельно массы верхней и нижней головки, используя для подпиливания приливы на крышке и верхней головке[13]. Однако некоторые механики предпочитают более лёгкий путь - при ремонте взвесить новые шатуны и поршни, выстроить по весу одни по возрастанию, а вторые по убыванию, потом соединить. Так масса поршневого комплекта легко и просто получается почти одинаковой[14].
Нижний подшипник шатуна в большинстве случаев разъёмный (может быть неразъёмным только при сборном коленвале), поэтому крышка соединяется с шатуном болтами (шпильками), реже штифтами. Шатунные болты изготовляют из качественных легированных сталей, подвергают закалке с отпуском, причём принимаются все меры по повышению усталостной прочности - плавный переход от резьбы, чистая обработка поверхности, поверхностное упрочнение. Это же относится и к шатунной гайке. Ввиду этого, шатунный болт не подлежит стандартизации, и всегда уникален.
Шатунные болты (шпильки) должны гарантировать нераскрытие стыка кривошипной головки, при этом болт испытывает переменное напряжение, зависящее от соотношения жёсткости болта и крышки. Чем меньше жёсткость болта (выше длина, меньше сечение), тем пульсации напряжений растяжения ниже. Как только происходит раскрытие стыка, пульсация напряжений возрастает в несколько раз, и болты обрывает очень быстро.
Кривошипная (мотылёвая) головка имеет установленные вкладыши, фиксирующиеся от проворачивания "усами", вставленными в пазы головки. В случае подшипника из баббита (применяются высокопрочные оловянно-свинцовые баббиты типа Б83), между половинками шатуна устанавливают пакет металлических прокладок, и по мере износа баббита их снимают при обслуживании судового дизеля. Если же шатун имеет подшипники качения, то они могут быть насыпными (иглы), либо иметь обойму для роликов (современное решение).
Верхняя головка шатуна в большинстве случаев имеет свёртную бронзовую втулку с отверстием для смазки. После запрессовки втулку разворачивают в размер пальца, обеспечивая нужную чистоту поверхности. Поскольку скорость вращения поршневого пальца невелика, долговечность узла во многих случаях обеспечивается при небольшом диаметре пальца и смазки разбрызгиванием. Ремонт верхней головки требуется редко, ресурс втулки достигает полного ресурса двигателя. Однако, возможны повреждения от гидроудара либо соударения поршня с головкой при попадании в камеру предметов. Стержень шатуна при этом также часто изгибается.
Самое раннее свидетельство применения шатунов датируется концом 3-го века н. э., когда в Римской империи на лесопилках в Иераполе, Малая Азия, были применены механизмы, похожие на современные шатуны-преобразователи вращательного движения водяного колеса в поступательное для привода пилы. Аналогичные механизмы были также обнаружены при раскопках в Эфесе, которые датируются VI веком н. э.
Между 1174 и 1200 гг. арабский ученый и изобретатель Аль-Джазари описал машину, конструкция которой включала шатун с коленчатым валом (кривошипно-шатунный механизм). Предназначалась такая машина для подъёма воды[15].
В конструкциях машин кривошипы и шатуны обильно используются с XVI века, о чём свидетельствуют трактаты того времени: Агостино Рамелли The Diverse and Artifactitious Machines 1588 года, где изображены восемнадцать примеров. Число примеров растет в работе Theatrum Machinarum Novum от Георга Андреаса Бёклера, в которой присутствует до 45 различных машин.
ru-wiki.org

Десятилетиями моторостроители стремились создать конструкцию д.в.с. без возвратно-поступательного движения – вроде роторно-поршневого двигателя Ванкеля. Или же сибирский роторный («Сибирский роторный», «Турбо», 2003, №10), где вместо поршней и вовсе лопасти…
Однако со временем пришло понимание, что дело не в возвратно-поступательном перемещении поршней [На самом деле поршни, возвратно-поступательно движущиеся в цилиндрах, не так уж и плохи: они образуют камеру сгорания довольно приличной конфигурации. Полусферическую, шатровую – с высоким термическим к.п.д. В отличие от никуда не годной серповидной у двигателя Ванкеля, которая и погубила блестящую, на первый взгляд, идею.], а в недостатках древнего кривошипно-шатунного механизма. Надо каким-то образом избавляться от шатунов: наклоняясь к оси цилиндра, шатун создает мощную силу, прижимающую поршень к зеркалу (см. «Долгий путь к себе», «Турбо», 2002, №9). Немалые потери трения и износ – на ровном, как говорится, месте.
Проекты бесшатунных д.в.с. известны много десятков лет – знаменитый двигатель Баландина и др. К сожалению, ни один не прижился в моторостроении – и не просто так; сложная и малонадежная конструкция всякий раз оказывалась неработоспособной в реальном времени. Что ж, конструкторская мысль не стоит на месте: познакомьтесь с проектом австралийских новаторов – под названием Revetec.
 |
| Принципиальная схема двигателя: ролики на штоках раздвигают 3-вершинные кулачки и заставляют их проворачиваться. И наоборот |
Новый д.в.с. обходится не только без шатунов, но и без коленчатого вала; урезАть так урезать. Как видно, противолежащие поршни соединены штоком (не шатун, поскольку не качается, не наклоняется), а между ними размещен вал с 3-вершинными кулачками. Вернее, 2 соосных вала, вращающихся навстречу друг другу, – в том-то и прикол. Ролики на штоке работают по кулачкам и заставляют их проворачиваться; у Revetec оригинальный механизм называют Trilobe.
В принципе для работы двигателя достаточно одного-единственного вала, но тогда возникают все те же крайне неприятные боковые силы. А когда кулачков 2 – и они действуют в режиме контрротации, — то боковые силы как раз взаимно нейтрализуются. Чем-то напоминает 2-шатунную конструкцию Р. Бейндла (см. «Дизелек» — «Турбо», 2008, №3), хотя вместо 2-х параллельных коленвалов у Revetec 2 соосных – и без колен.
 |
| Ранняя конструкция с пространственными штоками, соединяющими противолежащие поршни |
Представьте, работает. А поршни скользят в цилиндрах без трения! Австралийцы демонстрируют один агрегат за другим; последняя модель под обозначением X4v2 построена по «крестообразной» схеме. Здесь 4 поршня и 2 штока; ролики взаимодействуют с 4-я кулачками. При диаметре цилиндров и ходе поршней 108 х 65 мм («ультракороткоходная» архитектура) рабочий объем «четверки» равен 2382 миллилитрам. Главная сложность – в синхронизации контрвращения 2-х валов; приходится применять вспомогательные валы с зубчатыми парами. Тут не исключены вибрации и шум; впрочем, известны и другие способы согласования валов.
У X4v2 двойное зажигание (по 2 свечи на цилиндр) и простенький ГРМ со штангами и коромыслами: 2-клапанные головки цилиндров. По сведениям от Revetec, со степенью сжатия 9,5 бесшатунный двигатель развивает на стенде до 94 л.с. при 3600 мин-1, наибольший крутящий момент – 202 Нм при 3 тыс. оборотов. Неплохо, а с 4-клапанным ГРМ тщательно доведенный двигатель покажет, наверное, гораздо большую отдачу, – скажем, 225 л.с. где-нибудь при 6500 мин-1.
 |
| Продвинутая «крестообразная» конструкция с плоскими штоками |
Поскольку кулачки 3-вершинные, то валы делают один оборот на 6 ходов поршней (в одну сторону). Небыстро, и скорость качения роликов по рабочим поверхностям кулачков, по-видимому, не слишком высока. Создатели бесшатунного двигателя подчеркивают его дополнительное преимущество: профиль кулачков задается более или менее свободно, и его нетрудно подобрать так, чтобы на рабочем ходе наивысшее давление газов приходилось на сравнительно круто спадающий участок. То, что специалисты называют leverage – плечо рычага. От плеча опять же зависят потери трения; судя по всему, у Revetec механический к.п.д. в общем и целом выше, чем у обычных поршневых двигателей. Что и требовалось доказать.
 |
| Плоские штоки (крестом) гораздо компактней |
Вообще-то «крестообразный» X4v2 задуман для легкой авиации; отсюда кое-какие особенности его конструкции. Вместе с тем новаторы настаивают на его полной пригодности для автотранспорта, а для наглядности смонтировали бесшатунный мотор на шасси 3-колки. Якобы гоняет безо всяких, хоть и не аэроплан. Самодел X4v2 тянет на 130+ кг, но по оценкам его создателей, вес промышленного изделия нетрудно сократить килограммов до 105. Его габариты – 740х550х460 мм; вроде компактный агрегат. Принцип Revetec одинаково пригоден для двигателей с искровым зажиганием – и для дизелей. Для 4-тактного цикла – и для 2-тактного. Нет вопросов; интересно, а что скажут автомобилестроители?
 |
 |
| Лихая 3-колка с двигателем Х4v2 |
turbonsk.ru









