





_____________________________________________________________________________
_____________________________________________________________________________
____________________________________________________________________________________________
Разборка дизеля Д-245, 240, 243 осуществляется в следующей последовательности.
С мотора, установленного на стенде масляным картером вниз, снять термостат с патрубком, корпус водяного насоса и вентилятор в сборе.
Затем, отвернув гайки крепления выпускного коллектора, снять его.
С помощью комплекта И 804.10.000 инерционного универсального съемника демонтировать форсунки.
Снять колпак и крышку с клапанного механизма, трубку подвода масла к оси коромысел (при её наличии).
Снять стойки осей в сборе с осью коромысел и коромыслами и вынуть штанги из блока цилиндров.
Отвернуть болты крепления головки цилиндров, снять головку цилиндров и прокладку.
Вывернуть из торца коленчатого вала болт крепления шкива коленчатого вала, снять переднюю опору дизельного двигателя, а затем шкив с помощью специального съемника.
Снять маховик, корпус уплотнения с резиновой манжетой, маслоотражательную шайбу и задний лист дизеля МТЗ.
Повернуть мотор на 90°. Снять крышку распределительных шестерен, промежуточную шестерню, через отверстие в шестерне распредвала отвернуть винт специальный и отпустить болт крепления упорной шайбы, а затем, проворачивая распределительный вал, вынуть его из блока цилиндров.
Шестерню привода распределительного вала снять с помощью пресса и оправки, предварительно отвернув болт крепления шестерни.
Снять масляный картер и крышки шатунов с вкладышами; вынуть из цилиндров шатуны в сборе с поршнями и поставить крышки шатунов на свои места.
Поршни в сборе с шатунами при разборке дизельного двигателя надо вынимать только вверх. При этом можно использовать оправку И 806.01.200. Перед выемкой поршней удалить нагар с верхней части гильз цилиндров.
При замене деталей гильзо-поршневой группы и кривошипно-шатунного механизма обратить особое внимание на размерные группы деталей.
Отвернуть болты крепления крышек коренных подшипников и снять их вместе с вкладышами.
Снять коленчатый вал и вынуть толкатели.
Демонтаж шестерен с коленвала можно производить с помощью универсального съемника мод. 1П-21305.
Снять компрессионные и маслосъемные кольца с поршней с помощью приспособления И 804.03.000.
Демонтировать стопорные кольца из бобышек поршней с помощью круглогубцев; выпрессовать поршневые пальцы.
Выпрессовать гильзы цилиндров из блока с помощью приспособления мод. И 804.01.000.
После разборки все детали дизельного двигателя промыть и обдуть сжатым воздухом. Для мойки применять моющие растворы МС-6 или МС-8 ТУ 6-15-978-76 концентрацией 20...30 г/л при температуре 90...100 С.
Требования к деталям двигателя Д-240, 243, 245
К корпусным деталям мотора относятся: блок цилиндров, гильзы блока цилиндров, крышка шестерен, опора дизеля и др.
Основные параметры корпусных деталей трактора МТЗ
Наименование деталей / Материал / Масса, кг / Твердость рабочих поверхностей
Блок цилиндров 245-1002015-А3-02 / СЧ-20 / 96,47 / 170...241 НВ
Гильза блока цилиндров 245-1002021-А1 / Чугун специальный / 4,452 / 229...269 НВ
Кольцо гильзы 245-1002023-А / Резина ИРП-1345 / 0,008
Щит 240-1002030 / Сталь 45 / 1,67
Крышка 245-1002036 / АК5М7 (Ак9ч) / 0,22 / Не менее 80 НВ
Опора масляного картера 50-1002043-В / СЧ-20 / 1,128 / 170...241 НВ
Крышка распределения 240-1002065-А / СЧ-20 / 12,285 / 170...241 НВ
Втулка распределительного вала 240-1002067-А / Чугун специальный / 0,206 / 170...229 НВ
Лист задний 245-1002313-Б-01 / Сталь 20 / 10,775
Картер масляный 245-1009015-В / АЛ4 / 10,421 / Не менее 60 НВ
Корпус привода гидронасоса 240-1022069 / СЧ-20 / 1,71 / 163...229 НВ
Опора дизеля передняя 240-1001015-А1 / Сталь 45Л-I / 2,675 / 163...229 НВ
Втулка распредвала задняя 240-1002068-А / СЧ-20 / 0,208 / Не менее 80 НВ
Втулка распределительного вала передняя 240-1002069 / Алюминиевый сплав / 0,216 / Не менее 60 НВ
Монтажные сопряжения корпусных деталей Д-245, 243, 240
Сопрягаемые детали (Натяг (-), зазор (+), мм
Наименование / по чертежу / допускаемый
Блок цилиндров (нижний посадочный поясок под гильзу) 240-1002015-А3-02 / +0,123 / +0,043
Гильза блока цилиндров 245-1002021-А1 / +0,18
Блок цилиндров (верхний посадочный поясок под гильзу) 240-1002015-А3-02 / +0,189 / +0,25
Гильза блока цилиндров 245-1002021-А1 / +0,086 / +0,086
Блок цилиндров (диаметр гнезда под бурт гильзы) 240-1002015-А3-02 / +0,145 / +1,11
Гильза блока цилиндров 245-1002021-А1 / +0,605 +0,775 / +1,105
Блок цилиндров (глубина гнезда под бурт гильзы) 240-1002015-А3-02 / 0,01
Гильза блока цилиндров (высота бурта) 245-1002021-А1 / Выступание бурта гильзы над поверхностью блока - 0,05...0,11
Блок цилиндров 240-1002015-А3-02 / +0,020 / +0,15
Толкатель клапана 240-1007375-А1 (или А, или А2) / +0,093
Блок цилиндров 240-1002015-А3-02 / -0,160 / -0,03
Вкладыши коренные А2303-8116 А2303-8117 А2303-8118 / -0,038
Втулка распределительного вала 240-1002067-А / -0,036 / -0,05
Втулка распредвала задняя 240-1002068-А / -0,057
Втулка распредвала передняя 240-1002069 / -0,133
Вал распределительный трактора МТЗ
240-1006015-А (безнаддувные тракторные дизели)245-1006015 (тракторные дизели с турбонаддувом)245-1006015-Б (автомобильные дизели)
Втулка распределительного вала 240-1002067-А / +0,050 / +0,17
Втулка распредвала задняя 240-1002068-А / +0,116
Лист задний 245-1002313-Б1-01 / -0,050 / +0,15
Стартер 20.3708000 / +0,131
Крышка коренного подшипника 50-1005140-Б / -0,090
Крышка 3-го коренного подшипника 50-1005143-Б / -0,025
Крышка 5-го коренного подшипника 50-1005153-В / -0,02
Штифт 240-1002044 / +0,052 / -0,08
Опора картера 50-1002043-В / -0,100 / -0,02
Штифт цилиндрический 240-1002044 / -0,040
Палец промежуточной шестерни 50-1006252-В1 / -0,035
Втулка промежуточной шестерни 240-1006246 / +0,045 / +0,12
Крышка распределения 240-1002065-А / +0,050 / +0,15
Корпус привода гидронасоса 240-1022069 / +0,090
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
__________________________________________________________________________Сервис и регулировки МТЗ-82 __________________________________________________________________________
Эксплуатация и сервис МТЗ-82.1, 80.1, 80.2, 82.2 Ремонт МТЗ-80 Обслуживание и эксплуатация МТЗ-1221 Техобслуживание и эксплуатация МТЗ-320 Эксплуатация и сервис тракторов
mtz-sibir.ru
Установка гильз цилиндров
Гильзы цилиндров и посадочные поверхности блока цилиндров под гильзы следует протереть салфеткой и продуть сжатым воздухом. Установить гильзы цилиндров в блок дизеля. Выступание буртов гильз цилиндров над плоскостью блока при прижатии гильзы усилием 9±0,1 кН должно быть 0,05.. .0,11мм. Подробно по установке гильз смотрим в статье " Установка гильз цилиндров"
Укладка коленчатого вала
Перед сборкой каждый коленчатый вал должен быть проверен на магнитном или ультразвуковом дефектоскопе на отсутствие микро и макротрещин, а также на соответствие подобранного комплекта вкладышей коренных подшипников размеру коренных шеек. Подробно смотрим статью " Укладка коленчатого вала ".
Установка шатунно-поршневой группы
Проверить соответствие размерной группы комплекта поршней и размерной группы гильз цилиндров.
Поршни одного комплекта на дизеле должны быть одной размерной группы, соответствующей размерной группе гильз цилиндров.
Подробно смотрим статью " Установка шатунно-поршневой группы".
Установка механизма газораспределения
Прокладка щита распределения не должна иметь видимых повреждений.Забоины и другие механические повреждения обработанных поверхностей щита распределения не допускаются.
Подробно смотрим статью " Установка механизма газораспределения ".
Установка головки цилиндров и клапанного механизма
Установку головки цилиндров смотрим в статье " Установка головки цилиндров"
Установка ТНВД, форсунок, трубок высокого и низкого давления
Привалочная плита ТНВД должна быть чистой; забоины и другие повреждения плиты не допускаются. Прокладка топливного насоса не должна иметь видимых повреждений.При установке топливного насоса надо совместить метки зубчатого колеса привода топливного насоса и шлицевого фланца.Шлицевой фланец шестерни топливного насоса должен свободно, без заеданий, находить на шлицы втулки валика топливного насоса.Болты крепления фланца шестерни топливного насоса должны быть затянуты моментом 18...25 Нм.На дизель должны устанавливаться форсунки одной группы.Уплотнительные прокладки со стороны прилегания к форсункам надо смазать солидолом. Болты крепления форсунок нужно затянуть моментом 20...25 Нм. Трубки высокого давления должны быть закреплены на расстоянии 10... 15 мм от накидных гаек хомутиками с прокладками.Трубки низкого давления топлива перед установкой на дизель следует продуть сжатым воздухом.
Подробно можно посмотреть статью "Установка ТНВД"
Установка масляного насоса и корпуса насоса рулевого усилителя
Перед установкой масляного насоса надо проверить легкость вращения шестерен. Направляющие штифты масляного насоса должны плотно входить в отверстия крышки первого коренного подшипника. Под болты крепления масляного насоса надо поставить стопорные шайбы. Боковой зазор между зубьями шестерен привода масляного насоса должен быть в пределах 0,1...0,65 мм. Болты крепления отводящего патрубка к масляному насосу и блоку цилиндров должны быть затянуты моментом 15...25Нм. Корпус насоса рулевого усилителя перед установкой нужно промыть и продуть сжатым воздухом. Боковой зазор между зубьями зубчатых колес привода гидронасосов должен быть в пределах 0,08..0,2мм. Корпус привода, гидронасоса после установки на дизель должен быть закрыт крышкой с прокладкой. Масляный насос, поступивший на сборку дизеля, должен быть обкатан и испытан. Подробно смотрим статью "Установка масляного насоса"
Установка маслоприемника
Перед установкой маслопрйемник должен выдержать гидравлическое испытание дизельным топливом или испытание воздухом под давлением 0,1 ±0,02 МПа. Течь, подтекание или просачивание воздуха по месту соединения патрубка и фланца не допускаются. Наплывы и неровности после сварки должны быть зачищены.
Установка масляного картера
В канавки опоры масляного картера перед сборкой должны быть установлены уплотнители.Перед установкой масляного картера следует подрезать выступающие концы прокладки между крышкой распределения и плоскостью блока. Плоскость прилегания масляного картера к блоку перед установкой прокладки необходимо смазать в трех местах пастой УЗОМ ГОСТ 13489-79. Забоины и вмятины шириной более 0,1 мм на обработанных поверхностях масляного картера не допускаются.
Установка заднего листа, корпуса манжеты и маховика коленчатого вала
Задний лист должен плотно сидеть на штифтах, запрессованных в блок цилиндров. Задний лист и плоскость сопряжения с картером, а также поверхность маховика и фланца коленчатого вала надо протереть чистой салфеткой. Паронитовые прокладки заднего листа и корпуса манжеты перед установкой на штифты нужно смазать пастой УЗОМ с обеих сторон. Сопрягаемые поверхности маховика и фланца коленчатого вала не должны иметь забоин, заусенцев и других повреждений.Болты крепления маховика следует затягивать равномерно в несколько приемов. Окончательная затяжка болтов крепления маховика должна быть проведена моментом 180...200 Нм.Установка опоры дизеля и шкива коленчатого вала
Шкив коленчатого вала надо протереть чистой салфеткой. На посадочных и рабочих поверхностях опоры и шкива коленчатого вала не должно быть забоин и заусенцев.Болт крепления шкива коленчатого вала должен быть затянут крутящим моментом 240...280 Нм. Установка центробежного масляного фильтра(центрифуги)
Сопрягаемые поверхности блока и центрифуги не должны иметь забоин и других повреждений. Сопрягаемые поверхности перед установкой центрифуги надо протереть чистой салфеткой. На прокладке центрифуги не должно быть надрывов и неровностей. Болты крепления центрифуги нужно затянуть до отказа, предварительно поставив уплотнительные прокладки. Установка жидкостного насоса в сборе и термостатаВалик жидкостного насоса должен плавно вращаться от усилия руки без заеданий крыльчатки. Прокладка жидкостного насоса не должна иметь надрывов и расслоений. Перед установкой на жидкостной насос прокладка должна быть смазана с обеих сторон пастой УЗОМ. На плоскости сопряжения корпуса термостата с головкой цилиндров не должно быть механических повреждений. Перед установкой корпуса термостата поверхность сопряжения с головкой цилиндров нужно протереть чистой салфеткой. Прокладка корпуса термостата перед установкой должна быть смазана с обеих сторон пастой УЗОМ. Жидкостной насос до установки на дизель должен пройти испытания на стенде ОР 18003- 07. Установка генератора, вентилятора и ремня привода жидкостного насосаРучьи шкивов генератора и жидкостного насоса должны располагаться в плоскости ручьев шкива коленчатого вала с допустимым отклонением ±1,5мм. На сопрягаемых поверхностях шкива жидкостного насоса и крестовины вентилятора забоины и заусенцы не допускаются. Порядок установки генератора и натяжки ременного привода см.статью "Электрооборудование".Установка стартераСопрягаемые поверхности стартера и заднего листа не должны иметь забоин и заусенцев. Сопрягаемые поверхности стартера и заднего листа протереть чистой салфеткой. Зазор между поверхностью стартера и задним листом не допускается.Установка компрессораУстановочные штифты, запрессованные в крышку распределения, должны иметь плотную посадку. Прокладка компрессора должна быть ровной, без разрывов и расслоений. Предварительную затяжку болта штуцера маслопровода и крепления компрессора следует производить не более чем на 3 нитки.
autoruk.ru
|
|
|
.. 20 21 22 23 24 25
4 ТЕКУЩИЙ РЕМОНТ -245.7, -245.9, -245.12
4.1 Основные указания по разборке и сборке -245.7, -245.9, -245.12 4.1.1 Поршни в сборе с шатунами при разборке дизеля вынимайте только вверх. Перед выемкой поршней удалите нагар с верхней части гильзы цилиндров. 4.1.2 При замене деталей гильзо-поршневой группы и кривошипно-шатунного механизма обращайте внимание на размерные группы деталей. Гильзы цилиндров по внутреннему диаметру и поршни по наружному диаметру юбки сортируются на три размерные группы в соответствии с таблицей 9. Обозначение групп (Б, С, М) наносится на конусе гильзы и на днище поршня. Таблица 9
В комплект на один дизель подбирайте поршни, шатуны и поршневые пальцы одинаковой весовой группы, разновес шатунов в комплекте с поршнями не должен превышать 30 г. 4.1.3 Коренные и шатунные шейки и вкладыши подшипников коленчатого вала изготовляются двух номинальных размеров в соответствии с таблицей 10. Таблица 10
Коленчатые валы, шатунные и коренные шейки которых изготовлены по размеру второго номинала, имеют на первой щеке дополнительное обозначение: - "2К" - коренные шейки второго номинала; - "2Ш" - шатунные шейки второго номинала; - "2КШ" - шатунные и коренные шейки второго номинала. 4.1.4 На каждый поршень дизеля в соответствии с рисунком 29 устанавливаются верхнее компрессионное кольцо трапецеидальное, одно компрессионное конусное кольцо и одно маслосъемное кольцо коробчатого типа с пружинным расширителем. Компрессионные кольца на торцовой поверхности у замка имеют маркировку “ТОР”, которая при установке кольца должна быть обращена к днищу поршня. Стык расширителя маслосъемного кольца не должен совпадать с замком кольца. Замки поршневых колец располагайте на равном расстоянии по окружности.
4.1.5 Установку шестерен распределения производите по имеющимся на них меткам в соответствии с рисунком 30. Метки на промежуточной шестерне должны совмещаться с соответствующими метками шестерен коленчатого и распределительного валов и шестерни привода топливного насоса.
.. 20 21 22 23 24 25
|
|
|
sinref.ru
Разборка водяного насоса
Снимите насос с двигателя.
Отверните гайку 9 (рисунок 1) крепления шкива привода водяного насоса.
Рисунок 1 – Водяной насос
С помощью съемника снимите шкив 7 водяного насоса.
Извлеките из корпуса насоса кольцо 12, стопорящее подшипниковый узел.
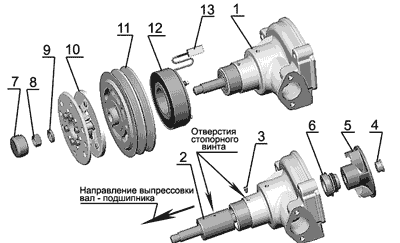
Из торца крыльчатки 3 извлеките заглушку 10, снимите крыльчатку с вала насоса 2, используя резьбовое отверстие в торце крыльчатки (М18x1,5), с помощью специального болта.
Выпрессуйте вал с подшипниками из корпуса водяного насоса.
Направление выпрессовки - в сторону установки шкива.
Спрессуйте подшипники с вала.
Снимите кольцо упорное 13.
Выпрессуйте сальник из корпуса насоса.
Детали продефектуйте.
Разборка водяного насоса с электромагнитной муфтой вентилятора
Рисунок 2 – Водяной насос с электромагнитной муфтой вентилятора
Разъедините штекерный разъем 13 (Рисунок 2) и снимите насос с дизеля.
Извлеките колпачок 7, отверните гайку 8(резьба левая), снимите шайбу 9 и корпус вентилятора 10.
С помощью съемника снимите шкив 11 и электромагнит с фланцем 12.
Из корпуса водяного насоса выверните стопорный винт 3.
Из торца крыльчатки 5 извлеките заглушку 4 и снимите крыльчатку с вала насоса, используя резьбовое отверстие в торце крыльчатки (М18x1,5), с помощью специального болта.
Выпрессуйте вал-подшипник из корпуса водяного насоса.
Направление выпрессовки – указано на рисунке.
Выпрессуйте уплотнение 6 из корпуса водяного насоса.
Разборка водяного насоса с вязкостной муфтой вентилятора
Отверните болты 3 (Рисунок 3) крепления проставки 2 с вентилятором 1к шкиву 7 (Рисунок 3) водяного насоса.
Рисунок 3 – Привод вентилятора
Примечание: при необходимости замены вязкостной муфты привода вентилятора следует, удерживая проставку 2 отвернуть муфту с вентилятором ключом S =32 (резьба левая), а затем отвернуть четыре болта 8 (Рисунок 5) крепления муфты к вентилятору.
Отверните гайку 9 (Рисунок 1) крепления шкива 7.
С помощью съемника снимите шкив 7 водяного насоса, извлеките шпонку 8.
Извлеките из корпуса насоса кольцо 12, стопорящее подшипниковый узел.
Из торца крыльчатки 3 извлеките заглушку 10, снимите крыльчатку с вала насоса 2, используя резьбовое отверстие в торце крыльчатки (М18x1,5), с помощью специального болта.
Выпрессуйте вал с подшипниками из корпуса водяного насоса. Направление выпрессовки - в сторону установки шкива.
Спрессуйте подшипники с вала.
Рисунок 5 – Установка вентилятора
Снимите кольцо упорное 13.
Выпрессуйте сальник из корпуса насоса.
Детали продефектуйте.
Сборка водяного насоса
Установите на вал насоса кольцо упорное 13, напрессуйте подшипники.
Заполните подшипники и подшипниковую полость смазкой Литол 24-МЛ и 4/12-3 в количестве 45г.
Запрессуйте вал с подшипниками в корпус насоса.
Установите кольцо 12, стопорящее подшипниковый узел.
Установите шкив насоса, шайбу и гайку. Гайку затянуть, обеспечив значение крутящего момента 120…140Нм.
Через оправку напрессуйте уплотнение водяного насоса 4 внутренним корпусом на вал водяного насоса и, одновременно, запрессуйте наружным корпусом уплотнения в корпус водяного насоса до упора фланца корпуса уплотнения в привалочную поверхность корпуса насоса, при этом конструктивное исполнение оправки должно обеспечить напрессовку внутреннего корпуса уплотнения таким образом, чтобы торцовая поверхность внутреннего корпуса располагалась на расстоянии 11,2±0,2 мм от привалочной поверхности корпуса насоса.
Напрессуйте на вал крыльчатку, установите заглушку в торец крыльчатки. Утопание торца крыльчатки относительно привалочной плоскости корпуса насоса не должно превышать 0,3мм, выступание крыльчатки не допускается.
Установите водяной насос на дизель.
Закрепите проставку с вентилятором на шкиве водяного насоса или вентилятор.
Сборка водяного насоса с электромагнитной муфтой вентилятора
Запрессуйте вал-подшипник в корпус насоса таким образом, чтобы отверстия под стопорный винт в корпусе подшипника и корпусе водяного насоса совместились.
Заверните стопорный винт.
Рисунок 4- Основные конструктивные размеры оправки для запрессовки уплотнения водяного насоса
Через оправку (Рисунок 4) напрессуйте уплотнение водяного насоса внутренним корпусом на вал водяного насоса и, одновременно, запрессуйте наружным корпусом уплотнения в корпус водяного насоса до упора фланца корпуса уплотнения в привалочную поверхность корпуса насоса, при этом конструктивное исполнение оправки должно обеспечить напрессовку внутреннего корпуса уплотнения таким образом, чтобы торцовая поверхность внутреннего корпуса располагалась на расстоянии 11,2±0,2 мм от привалочной поверхности корпуса насоса (установочный размер указан на рисунке 1).
Напрессуйте на вал крыльчатку. Утопание торца крыльчатки относительно привалочной плоскости корпуса насоса не должно превышать 0,3мм, выступание крыльчатки не допускается.
В торец крыльчатки установите заглушку.
Напрессуйте на корпус насоса электромагнит с фланцем (Наружный диаметр оправки при напрессовке не должен превышать диаметр ступицы фланца).
Напрессуйте шкив на вал.
Установите на вал корпус вентилятора и шайбу.
Заверните гайку (резьба левая), обеспечив значение крутящего момента 120…140 Нм и установите колпачок.
Установите водяной насос на дизель и соедините штекерный разъем.
autoruk.ru
>> Вернуться к содержанию
Поршни в сборе с шатунами при разборке дизеля вынимайте только вверх. Перед выемкой поршней удалите нагар с верхней части гильзы цилиндров.
При замене деталей гильзо-поршневой группы и кривошипно-шатунного механизма обращайте внимание на размерные группы деталей.
Гильзы цилиндров по внутреннему диаметру и поршни по наружному диаметру юбки сортируются на три размерные группы в соответствии с таблицей 6. Обозначение групп (Б, С, М) наносится на заходном конусе гильзы и на днище поршня.
Таблица 6
В комплект на один дизель подбирайте поршни, шатуны и поршневые пальцы одинаковой весовой группы, разновес шатунов в комплекте с поршнями не должен превышать 30 г.
Коренные и шатунные шейки и вкладыши подшипников коленчатого вала изготовляются двух номинальных размеров в соответствии с таблицей 7.
Таблица 7
| 1Н | 75,25 | 68,25 |
| 2Н | 75,00 | 68,00 |
Коленчатые валы, шатунные и коренные шейки которых изготовлены по размеру второго номинала, имеют на первой щеке дополнительное обозначение:
На каждый поршень дизеля Д-243 в соответствии с рисунком 33а устанавливаются верхнее компрессионное кольцо, покрытое по наружной поверхности хромом, два компрессионных конусных кольца и одно маслосъемное кольцо коробчатого типа с пружинным расширителем, на дизель Д-245 – три кольца (рисунок 33б). Компрессионные конусные кольца на торцевой поверхности у замка имеют маркировку "верх" ("ТОР"), которая при установке колец должна быть обращена к днищу поршня. Стык расширителя маслосъемного кольца не должен совпадать с замком кольца.
Замки поршневых колец располагайте на ровном расстоянии по окружности.
Установку шестерен распределения производите по имеющимся на них меткам в соответствии с рисунком 34. Метки на промежуточной шестерне должны совмещаться с соответствующими метками шестерен коленчатого и распределительного валов и шестерни привода топливного насоса.
При сборке воздухоочистителя после промывки его с выемкой фильтрующих элементов устанавливайте их в корпус в следующей последовательности: первым - фильтрующий элемент с наименьшим диаметром (0,2 мм) капроновой нити; вторым - фильтрующий элемент со средним диаметром (0,24 мм) капроновой нити; последним фильтрующий элемент с наибольшим диаметром (0,4 мм) капроновой нити.


Рисунок 33 - Схема установки поршневых колец.
а) Поршень дизеля Д-243 б) Поршень дизеля Д-245 1- верхнее компрессионное кольцо; 2 – компрессионное конусное кольцо; 3 – маслосъемное кольцо

Рисунок 34 - Схема установки шестерен распределения.
1 - шестерня распределительного вала; 2 - промежуточная шестерня; 3 - шестерня коленчатого вала; 4 – шестерня привода топливного насоса.
mtz1.ru
РАЗБОРКА ВОДЯНОГО НАСОСА
Снимите насос с двигателя. Отверните гайку 9 (рисунок 27) крепления шкива привода водяного насоса. С помощью съёмника снимите шкив 7 водяного насоса. Извлеките из корпуса насоса кольцо 12, стопорящее подшипниковый узел. Из торца крыльчатки 3 извлеките заглушку 10, снимите крыльчатку с вала насоса 2, используя резьбовое отверстие в торце крыльчатки (М18х1,5), с помощью специального болта. Выпрессуйте вал с подшипниками из корпуса водяного насоса. Направление выпрессовки — в сторону установки шкива. Спрессуйте подшипники с вала. Снимите кольцо упорное 13. Выпрессуйте сальник из корпуса насоса. Детали продефектуйте.

1 — корпус; 2 — валик насоса; 3 — крыльчатка; 4 — уплотнение водяного насоса SP/1341; 5 — подппшник; 6 — втудка; 7 — шкив; 8 — шпонка; 9 — гайа; 10 — заглушка; 11 — шайба; 12 — кодьцо стопорное; 13 — кольцо упорное. Рисунок 27 — Водяной насос
РАЗБОРКА НАСОСА С ЭЛЕКТРОМАГНИТНОЙ МУФТОЙ ВЕНТИЛЯТОРА
Разъедините штекерный разъем 13 (Рисунок 27а) и снимите насос с дизеля. Извлеките колпачек 7, отверните гайку 8(резьба левая), снимите шайбу 9 и корпус вентилятора 10. С помощью съёмника снимите шкив 11 и электромагнит с фланцем 12.Из корпуса водяного насоса выверните стопорный винт 3. Из торца крыльчатки 5 извлеките заглушку 4 и снимите крыльчатку с вала насоса, используя резьбовое отверстие в торце крыльчатки (М18х1,5), с помощью специального болта. Выпрессуйте вал-подшипник из корпуса водяного насоса. Направление выпрессовки — указано на рисунке. Выпрессуйте уплотнение 6 из корпуса водяного насоса.
 1 — корпус; 2 — вал-подшипник; 3 — винт стопорный; 4 — заглушка; 5 — крыльчатка; 6 — уплотнение водяного насоса SP/1341; 7 — колпачек; 8 — гайка; 9 — шайба; 10 — корпус вентилятора; 11 — шкив; 12 — электромагнит с фланцем; 13 — штекерный разьём.
Рисунок 27а — Водяной насос с электромагнитной муфтой вентилятора
1 — корпус; 2 — вал-подшипник; 3 — винт стопорный; 4 — заглушка; 5 — крыльчатка; 6 — уплотнение водяного насоса SP/1341; 7 — колпачек; 8 — гайка; 9 — шайба; 10 — корпус вентилятора; 11 — шкив; 12 — электромагнит с фланцем; 13 — штекерный разьём.
Рисунок 27а — Водяной насос с электромагнитной муфтой вентилятора
СБОРКА ВОДЯНОГО НАСОСА
Установите на вал насоса кольцо упорное 13, напрессуйте подшипники. Заполните подшипники и подшипниковую полость смазкой Литол 24-МЛи 4/12-3 в количестве 45 г. Запрессуйте вал с подшипниками в корпус насоса. Установите кольцо 12, стопорящее подшипниковый узел. Установите шкив насоса, шайбу и гайку. Гайку затянуть, обеспечив значение крутящего момента 120 - 140Н.м. Через оправку напрессуйте уплотнение водяного насоса 4 внутренним корпусом на вал водяного насоса и, одновременно, запрессуйте наружным корпусом уплотнения в корпус водяного насоса до упора фланца корпуса уплотнения в привалочную поверхность корпуса насоса, при этом конструктивное исполнение оправки должно обеспечить напрессовку внутреннего корпуса уплотнения таким образом, чтобы торцовая поверхность внутреннего корпуса располагалась на расстоянии 11,2±0,2 мм от привалочной поверхности корпуса насоса. Напрессуйте на вал крыльчатку, установите заглушку в торец крыльчатки. Утопание торца крыльчатки относительно привалочной плоскости корпуса насоса не должно превышать 0,3 мм, выступание крыльчатки не допускается. Установите водяной насос на дизель.
СБОРКА ВОДЯНОГОО НАСОСА С ЭЛЕКТРОМАГНИТНОЙ МУФТОЙ ВЕНТИЛЯТОРА
Запрессуйте вал-подшипник в корпус насоса таким образом, чтобы отверстия под стопорный винт в корпусе подшипника и корпусе водяного насоса совместились. Заверните стопорный винт. Через оправку напрессуйте уплотнение водяного насоса внутренним корпусом на вал водяного насоса и, одновременно, запрессуйте наружным корпусом уплотнения в корпус водяного насоса до упора фланца корпуса уплотнения в привалочную поверхность корпуса насоса, при этом конструктивное исполнение оправки должно обеспечить напрессовку внутреннего корпуса уплотнения таким образом, чтобы торцовая поверхность внутреннего корпуса располагалась на расстоянии 11,2±0,2 мм от привалочной поверхности корпуса насоса (установочный размер указан на рисунке 27). Напрессуйте на вал крыльчатку. Утопание торца крыльчатки относительно привалочной плоскости корпуса насоса не должно превышать 0,3 мм, выступание крыльчатки не допускается. В торец крыльчатки установите заглушку. Напрессуйте на корпус насоса электромагнит с фланцем (Наружный диаметр оправки при напрессовке не должен превышать диаметр ступицы фланца). Напрессуйте шкив на вал. Установите на вал корпус вентилятора и шайбу. Заверните гайку (резьба левая), обеспечив значение крутящего момента 120 - 140Н.м и установите колпачек. Установите водяной насос на дизель и соедините штекерный разъём.
ОСНОВНЫЕ УКАЗАНИЯ ПО РАЗБОРКЕ И СБОРКЕ МУФТЫ СЦЕПЛЕНИЯ
Муфта сцепления и дизель сбалансированы в сборе. Поэтому для сохранения первоначальной балансировки перед разборкой муфты сцепления необходимо на маховике, диске сцепления ведомом, нажимном диске (нажимном диске с кожухом) нанести метки, чтобы их взаимное положение после сборки не изменилось. На нажимном диске могут быть установлены балансировочные болты, снимать которые не допускается.
vajnovsem.ru
Перед сборкой каждый коленчатый вал должен быть проверен на магнитном или ультразвуковом дефектоскопе на отсутствие микро и макротрещин; а также на соответствие подобранного комплекта вкладышей коренных подшипников размеру коренных шеек.
Механические повреждения (риски, вмятины, забоины и др.) на шейках коленчатого вала и вкладышах коренных подшипников не допускаются.
Коренные шейки, вкладыши и гнезда подшипников надо протереть салфеткой и продуть сжатым воздухом.
Крышки коренных подшипников должны плотно входить в гнезда блока.
Перестановка и перевертывание крышек коренных подшипников не допускаются.
Раскомплектовка вкладышей коренных подшипников не допускается.
Вкладыши должны быть установлены в соответствующие гнезда блока цилиндров.
Коренные шейки и вкладыши перед укладкой коленчатого вала надо смазать моторным маслом.
Упорные полукольца, устанавливаемые на стенки постели пятой коренной опоры и крышки подшипника, должны быть подобраны так, чтобы продольный люфт коленчатого вала после затяжки болтов коренных подшипников составлял 0,14…0,37 мм.
Сухари клапанного механизма должны выступать над плоскостью шайбы на 0,5…2,0 мм;
В комплект на один дизель надо подбирать поршни, шатуны и поршневые пальцы одинаковой весовой группы, разновес шатунов в комплекте с поршнями не должен превышать 30 г.
Коренные и шатунные шейки и вкладыши подшипников коленчатого вала изготовляются двух номинальных размеров.
Номинальные размеры шеек коленчатого вала.
|
Обозначение |
Диаметр шейки вала, мм |
|
|
Коренной |
шатунной |
|
|
1Н |
75,25-0,083 |
68,25-0,077 |
|
2Н |
75,00-0,083 |
68,00-0,077 |
Номинальные размеры вкладышей подшипников коленчатого вала.
|
Обозначение |
Внутренний диаметр вкладыша, мм |
|
|
Коренной шейки |
Шатунной шейки |
|
|
БН1 |
75,25-0,033 |
68,25+0,025 |
|
БН2 |
75,00-0,033 |
68,00+0,025 |
Коленчатые валы, шатунные и коренные шейки которых изготовлены по размеру второго номинала, имеют на первой щеке дополнительное обозначение:
Ремонтные размеры шеек коленчатого вала.
|
Обозначение |
Диаметр шейки вала, мм |
|
|
Коренной |
шатунной |
|
|
Д1 |
74,75-0,083 |
67,75-0,077 |
|
Р1 |
74,50-0,083 |
67,50-0,077 |
|
Д2 |
74,25-0,083 |
67,25-0,077 |
|
Р2 |
74,00-0,083 |
67,00-0,077 |
|
Д3 |
73,75-0,083 |
66,75-0,077 |
|
Р3 |
73,50-0,083 |
66,50-0,077 |
|
Д4 |
73,25-0,083 |
66,25-0,077 |
|
Р4 |
73,00-0,083 |
66,00-0,077 |
При проверке затяжки болтов крепления крышек коренных подшипников на доворачивание величина крутящего момента не должна превышать 240 Нм.
Момент затяжки болтов крепления коренных подшипников должен быть 200…220 Нм.
При этом коленчатый вал должен плавно, без заеданий, проворачиваться моментом не более 3 Нм.
autoruk.ru












