ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
МОСКОВСКИЙ АВТОМОБИЛЬНО-ДОРОЖНЫЙ ИНСТИТУТ (ГТУ)
ВОЛЖСКИЙ ФИЛИАЛ
КУРСОВАЯ РАБОТА
ПО ДИСЦИПЛИНЕ׃ «ТЕХНОЛОГИЯ И ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДЕНИЦ АВТОМОБИЛЯ»
НА ТЕМУ׃«ВОССТАНОВЛЕНИЕ КЛАПАНОВ ДВИГАТЕЛЯ ЗИЛ-130»
ВЫПОЛНИЛ: СТУДЕНТ
ГРУППЫ ЭТ-44с
-----------------.
ПРОВЕРИЛ:
-----------------
------------- 2007 г
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
1.1 ХРОМИРОВАНИЕ
1.2 ОСТАЛИВАНИЕ
1.3 ЖЕЛЕЗНЕНИЕ
1.4 ШЛИФОВАНИЕ
2. ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ТЕХНИКА БЕЗОПАСНОСТИ
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ДЕФЕКТЫ КЛАПАНА
ВВЕДЕНИЕ
Ограниченные государственные запасы материалов и энергии не позволяют в достаточной мере развивать машиностроение, и с целью сохранения парка машин в работоспособном состоянии требуется развивать и совершенствовать ремонтное производство.
Ремонт машин существует со времени создания их парка как объективная необходимость приведения машин в исправное состояние в перерывах между использованием по назначению. Ремонт состоит в устранении неисправностей и восстановлении ресурса машин, а главная задача ремонтного производства заключается в экономически эффективном восстановлении надежности машин в результате наиболее полного использования остаточной долговечности их деталей.
Ремонтное производство включает в себя заводы по ремонту автомобилей, тракторов, бронетехники, самолетов, судов, тепловозов и экскаваторов, бытовой техники и агрегатов в системе министерств сельского хозяйства, продовольствия, транспорта, обороны и др. По своей мощности, функциям и задачам это производство является крупной отраслью национального хозяйства, которая, по сути, осуществляет вторичное производство машин. В настоящее время в эксплуатации находится больше отремонтированных машин, чем новых.
Научная база ремонта машин создавалась на трудах профессоров В.Э. Вейриха, И.В. Грибова, В.В. Ефремова В.И. Казарцева, К.Т. Кошкина, В.А. Шадричева и др. Предмет науки о ремонте машин составляют закономерности подготовки и организации производства к ремонту машин, обеспечивающего требуемое качество и заданное количество отремонтированной техники с наименьшими затратами труда, энергии и материалов. Ремонтное производство имеет существенные отличия от машиностроительного производства, что определяет необходимость изучения его специфичных процессов, в том числе восстановления свойств, утраченных машинами в чеченце их длительной эксплуатации.
Основной источник экономической эффективности ремонта заключается в восстановлении изношенных деталей. При восстановлении используют доремонтные материалы и формы деталей. Заготовки ремонта, полученные в результате разборки и очистки машины, значительно дешевле заготовок машиностроения, изготовленных в литейном или кузнечно-штамповочном производстве. При восстановлении детали обрабатывают меньшее число поверхностей, что объясняет и меньшую трудоемкость обработки. "Обоснованный процесс восстановления обеспечивает получение детали со свойствами, близкими к свойствам новой детали или превосходящими их. Восстановление изношенных деталей в системе вторичного производства машин является природоохранным и ресурсосберегающим производством. На изготовление, например, одного коленчатого вала автомобильного двигателя с рабочим объемом 4,8 л расходуют 57 кг металла, 183 МДж энергии, масса.
Однако послеремонтная наработка техники с восстановленными деталями уступает ее нормативной наработке: он t в 1,5...2,5 раза меньше наработки новых изделий. I (а долю устранения отказов приходится до 60 % общих затрат на поддержание машин в работоспособном состоянии, а наработка па. сложный отказ в среднем на 30 % паже нормативных значений. Эти показатели объясняются тем, что восстановительное производство в количественном и качественном отношениях, оснащены только на 15...25 % по сравнению с предприятиями по изготовлению машин. В то же время опыт ремонта самолетов, судов, тепловозов, автомобилей и двигателей силами заводов-изготовителей гелей, а также опыт ремонта машин западными фирмами свидетельствуют о возможности достижения послеремонтной наработки объектов не меньше, чем у новых изделий, при затратах, не превышающих 60 % затрат на их производство. Практика показывает, что научно обоснованные технология и организация восстановления деталей позволяют достичь нормативной наработки техники, а в отдельных случаях и превзойти наработку новых изделий.
1. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
При наличии трещин клапан бракуется. Деформация стержня клапана устраняется статической правкой. Износ стержня устраняется хромированием или железнением.
Перед нанесением гальванопокрытия стержень клапана Шлифуется на бесцентрово-шлифовальном станке ЗА 184 на глубину 0.1 м. Используются шлифовальные круги ПП500 х 200 х 305 16А 32-П СТ2 6В и ПП300 х 200 ,. 127 16А 16-П СТ2 6В. Режим: скорость резания 40 м/с; подача 0,12 мм/об. При этом обеспечивается шероховатость поверхности, имеющая
Ra = 1,25 мкм.
При хромировании наносится покрытие, обеспечивающее припуск на последующее шлифование не менее 0,05 мм на сторону.
Шлифование хромированного стержня осуществляется на бесцентрово-шлифовальных станках Шлифовальными кругами марок 13А 6-П СМ1 6К5, и 16А 16-П СТ2 6В. Лучшие результат достигаются при использовании шлифовальных кругов из синтетических алмазов АСП25К6-50 при скорости крута 30 м/с. Такая обработка обеспечивает Ra = 0,32 мкм. Для обеспечения качества необходимо проводить двукратное шлифование поверхности.
Торец клапана шлифуется до устранения следов износа на круглошлифовальном станке ЗА161 шлифовальным крутом ГПП600 х 63 х 305 16А 32-П С2 6К5 при скорости 11 м/с. Шероховатость поверхности имеет Ra - 0,32 мкм. На этой же операции осуществляется шлифование фаски стержня клапана.Рабочая фаска клапана шлифуется на специальных станках МШ-197А или МШ-29 шлифовальным кругом ПП400 х 500 у. 203 16А 25-П СТ15 К5 при скорости резания 40 м/с.
Шероховатость поверхности фаски характеризуется Ra = 0,63 мкм.Завершающе операцией механической обработки является полирование стержня клапана.
Операция проводится на бесцентровом шлифовально-полировальном станке типа 3864 шлифовальной шкуркой на тканевой основе зернистостью 4...6. Скорость полирования 16 м/с, частота вращения клапана 36 об/мин. Для восстановления автомобильных деталей осталиванием, хромированием и цинкованием ГОСНИТИ разработан комплект гальванического оборудования ОРГ-10578. В него входят ванны осталивания, травлений, обезжиривания и хромирования (все по одной), три ванны горячей промывки, ванна нейтрализации, две ванны холодной промывки, тележка для фильтрации электролита, три источник постоянного тока, три пульта управления и электротельфер.
Процессы хромирования, осталивания и электронатирання применяются для компенсации износа рабочих поверхностей деталей.
1.1 ХРОМИРОВАНИЕ
Хромированием целесообразно восстанавливать детали с износом не более 0,3 мм. При большей толщине покрытия из хрома имеют пониженные механические свойства. Кроме того, повышается стоимость восстановления детали. Поэтому наращивания толстого покрытия надо избегать.
Электролиты для хромирования. В качестве электролита при хромировании применяется водный раствор хромового ангидрида и серной кислоты. Наибольшее применение находят стандартные электролиты, содержащие 200250 г/л хромового ангидрида и 2,02,5 г/л серной кислоты. Соотношение 100 :1 важно выдерживать. Для нормальной работы электролита площадь анодов должна быть в полтора-два раза.
В авторемонтном производстве находят также применение так называемые саморегулирующиеся электролиты, которые за счет введения в них специальных добавок не требуют корректирования концентрации. В них кроме хромового ангидрида (225300 г/л) входят сернокислый стронций (5,56,0 г/л) и кремнефтористый калий
Технология хромирования. Она включает в себя три группы операций подготовку детали, нанесение слоя хрома, обработку покрытия.
Перед поступлением в гальванический цех (участок) деталь должна бьш тщательно вымыта и очищена от всех загрязнений. Если восстанавливаемая поверхность имеет конусообразность, овальность, риски или задиры, то деталь должна пройти механическую обработку до устранения этих дефектов.
Участки детали, не подлежащие хромированию, должны быть надежно закрыты. Для изоляции этих мест применяют защитные экраны из второпласта, винипласта полихлорвинилового пластиката, а также трубки из фарфора и других кислотостойких материалов.
При монтаже деталей на под вески необходимо обеспечить надежный и? электрический контакт с токоподводящей штангой благоприятные условия для равномерного распределения покрытия по поверхности детали и для удаления пузырьков водорода, выделяющихся при электролизе.
Непосредственно перед хромированием детали несколько раз обезжиривают и проводят анодную обработку, цель которой удалить с поверхности детали тончайшие окисные пленки. Анодную обработку производят в той же ванне, что и хромирование. Деталь сначала выдерживают без тока, затем в течение 3045 с пpи плотности тока 25 35 А/дм2 , после чего переключают на катод. С этого момента на поверхности детали начинает осаждаться слой хрома.
Продолжительность процесса зависит от толщины покрытия, состава электролита и режима работы ванны и составляет от 2 до 18 ч.
1.2 ОСТАЛИВАНИЕ
По сравнению с хромированием процесс осталивания имеет ряд преимуществ: большую скорость нанесения покрытия, высокий выход, металла по току, возможность получения более толстых покрытий, использование более простых и дешевых электролитов. Осталиванием восстанавливают изношенные стержни клапанов, цилиндрические поверхности толкателей, валики масляных и водяных насосов, другие детали.
mirznanii.com
У работавших продолжительное время двигателей любого транспортного средства, клапаны которых многократно подвергались притирке, рабочие фаски сёдел клапанов, могут быть правильной формы, но сильно увеличены по ширине. А нормальная рабочая ширина фаски седла должна составлять 1 — 1,5 мм., не более. Почему, я объясню ниже. В этой статье мы рассмотрим как и с помощью чего восстановить правильную ширину фаски седла, и вообще правильную геометрию седёл клапанов.
Почему нужно восстанавливать сёдла клапанов.
Когда нормальная рабочая ширина фаски становится больше 1-1,5 мм., увеличивается площадь металлического контакта между тарелкой клапана и седлом, и казалось бы можно ожидать увеличения герметичности и усиления охлаждения тарелки клапана. Однако практика эксплуатации многих двигателей показала, что при увеличении ширины фаски седла, нормальная работа двигателя нарушается довольно быстро, после короткого пробега.
А всё дело в том, что при увеличении ширины фаски, например хотя бы до двух миллиметров, площадь соприкосновения тарелки клапана с седлом увеличивается вдвое, и значит вдвое уменьшается создаваемое клапанной пружиной давление клапана, на единицу площади. В добавок клапанные пружины итак ослаблены от продолжительной работы (усталость металла) и нагрева.
В итоге, первое время после притирки клапанов, двигатель работает вроде бы вполне нормально, но довольно быстро, от уменьшения давления пружин на единицу площади, клапан начинает подгорать (особенно выпускной) и очень быстро терять свою герметичность.
Инструмент для восстановления сёдел клапанов.
Чтобы восстановить нормальное давление тарелки клапана на единицу площади седла, установка усиленных пружин бесполезна, к тому же это может сильно сократить ресурс газораспределительного механизма, который рассчитан на меньшие нагрузки. Поэтому нормальное давление тарелки клапана на единицу площади седла, а следовательно и герметичность, восстанавливают уменьшением ширины фаски седла, до требуемой величины, с помощью специального инструмента — конических фрез.
 Фрезы изготавливают несколько фирм, но наиболее популярные у нас, это наборы фирм MIRA, SUNNEN, NEWAY. Причём эти фирмы делают фрезы с различными углами: 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°, которые многим могут и не понадобиться, так как углов нарезки, а следовательно и фрез, для восстановления сёдел одного какого то распространённого двигателя, потребуется всего три. Если конечно вы не занимаетесь восстановлением сёдел абсолютно всех моторов.
Фрезы изготавливают несколько фирм, но наиболее популярные у нас, это наборы фирм MIRA, SUNNEN, NEWAY. Причём эти фирмы делают фрезы с различными углами: 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°, которые многим могут и не понадобиться, так как углов нарезки, а следовательно и фрез, для восстановления сёдел одного какого то распространённого двигателя, потребуется всего три. Если конечно вы не занимаетесь восстановлением сёдел абсолютно всех моторов.
Но следует учесть, что качественные наборы фрез зарубежных фирм, например известной NEWAY, могут стоить 350$ и выше (цена зависит от количества фрез). И если вы не собираетесь заниматься восстановлением сёдел клапанов профессионально, то есть смысл поискать в продаже менее дорогие отечественные наборы, которые иногда попадаются вполне нормального качества (ножи фрез сделаны из твёрдого сплава).
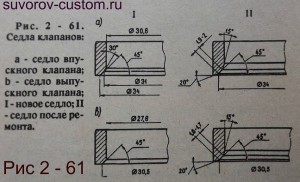
Углы фасок ремонтируемого двигателя, следует обязательно уточнить, перед приобретением набора фрез, так как на разных моторах эти углы могут быть разными. На некоторых двигателях (как на рис 1 ниже) угол верхней фаски может быть 15 градусов, рабочей 45, а угол нижней фаски может быть 60 градусов.
А на некоторых моторах (как на рис 2) угол верхней фаски может быть в 75°, рабочей фаски тоже в 45°, а угол нижней фаски может быть всего 15° . На некоторых двигателях могут быть и другие углы.
Поэтому прежде чем покупать для своего двигателя набор из трёх фрез, уточните сначала углы фасок сёдел вашего мотора, что бы не купить набор фрез с ненужными углами.
 А бывают моторы, на которых сёдла (углы их фасок) впускных клапанов, отличаются углами фасок от выпускных клапанов, это наглядно видно на рисунке 2 — 62. И в такой ситуации потребуется уже набор не из трёх фрез, а из четырёх или пяти. Все эти нюансы нужно знать, перед тем как приобретать определённый набор фрез.
А бывают моторы, на которых сёдла (углы их фасок) впускных клапанов, отличаются углами фасок от выпускных клапанов, это наглядно видно на рисунке 2 — 62. И в такой ситуации потребуется уже набор не из трёх фрез, а из четырёх или пяти. Все эти нюансы нужно знать, перед тем как приобретать определённый набор фрез.
Но те мастера, кто занимается восстановлением сёдел различных моторов профессионально, обычно приобретают более дорогие наборы, с фрезами различных углов, описанными выше в тексте (от 15° до 80°). В каждом наборе также присутствует направляющий пилот (стальной стержень, показанный на фото), который вставляется в направляющую втулку клапана и обеспечивает правильное положение фрезы, относительно восстанавливаемого седла.
 Так же следует учесть, что фрезы отличаются не только углами режущих резцов, но и своими размерами (для каждого размера свой номер). Например фрезы с номерами от 100 до 150, предназначены для сёдел моторов небольших рабочих объёмов, с диаметром сёдел клапанов от 16 до 35 мм.
Так же следует учесть, что фрезы отличаются не только углами режущих резцов, но и своими размерами (для каждого размера свой номер). Например фрезы с номерами от 100 до 150, предназначены для сёдел моторов небольших рабочих объёмов, с диаметром сёдел клапанов от 16 до 35 мм.
Ну а фрезы с номерами от 200 до 699 предназначены для моторов большей кубатуры, с диаметром сёдел от 28 до 72 мм. И это надо учитывать при покупке набора фрез.
Практика ремонта (восстановления) сёдел клапанов.
 Прежде чем начинать обработку сёдел клапанов с помощью вышеописанного инструмента, следует поменять направляющие втулки клапанов, так как к моменту износа и ремонта сёдел, эти втулки наверняка изношены. А они должны быть идеальны, так как направляющий стержень (пилот, показанный на фото чуть выше) фрезы, вставляется во втулку с минимальным зазором в несколько сотых миллиметра. Этот минимальный зазор и обеспечивает точность установки режущего инструмента (фрезы), относительно седла.
Прежде чем начинать обработку сёдел клапанов с помощью вышеописанного инструмента, следует поменять направляющие втулки клапанов, так как к моменту износа и ремонта сёдел, эти втулки наверняка изношены. А они должны быть идеальны, так как направляющий стержень (пилот, показанный на фото чуть выше) фрезы, вставляется во втулку с минимальным зазором в несколько сотых миллиметра. Этот минимальный зазор и обеспечивает точность установки режущего инструмента (фрезы), относительно седла.
И если втулка клапанов изношена, то даже конический пилот,(с небольшим конусом) может перекосить в направляющей втулке, так как её изношенное отверстие имеет не круг, а овал. В итоге фреза будет снимать металл с поверхности седла с перекосом, и такой ремонт уже не будет считаться ремонтом, а просто порчей деталей. Как и с помощью какого приспособления заменить в головке втулки клапанов, можно почитать вот тут.
 Некоторые мастера начинают обработку сначала верхней фаски в 15° (см. рисунок 1), затем обрабатывают нижнюю фаску в 60°, ну а в последнюю очередь обрабатывают рабочую фаску в 45°.
Некоторые мастера начинают обработку сначала верхней фаски в 15° (см. рисунок 1), затем обрабатывают нижнюю фаску в 60°, ну а в последнюю очередь обрабатывают рабочую фаску в 45°.
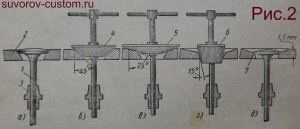
Рис.2 Последовательность обработки сёдел клапанов.а — клапан утопленный в изношенном гнезде, б — обработка рабочей фаски седла, в- обработка верхней фаски седла, г — обработка нижней фаски седла, д — седло клапана после обработки, 1 — клапан, 2 — гнездо, 3 — направляющая втулка, 4 — фреза под 45 градусов, 5 — фреза под 75 градусов, 6 — фреза под 15 градусов, 7 — рабочая фаска клапана, 8 — рабочая фаска гнезда.
Другие мастера начинают обработку вторым способом(снятие металла) поверхности седла с рабочей фаски с углом в 45° (как на рис. 2,б), затем обрабатывают верхнюю фаску в 75° (как на рис. 2,в), ну а в последнюю очередь обрабатывают нижнюю фаску в 15° (рис. 2,г). При обработки верхней и нижней фаски, обеспечивается ширина рабочей фаски в 1 — 1,5 мм.
Я считаю, что вторым способом легче и точнее добиться ширины рабочей фаски в 1-15 мм, так как понемногу обрабатывая верхнюю фаску и понемногу нижнюю (при уже готовой рабочей фаске), легче выйти на ширину рабочей фаски в 1 — 1,5 мм (обычно полностью хватает трёх — пяти оборотов фрез, больше и не надо).
Тем более, что при таком способе, если при обработке верхней и нижней фасок, рабочая фаска станет уже 1 мм, то всегда есть возможность пройтись фрезой для рабочей фаски в 45° и добиться требуемой ширины рабочей фаски в 1 — 1,5 мм. Но всё же всегда следует стараться всё сделать за один раз и снять с поверхности седла как можно меньше металла.
Второй способ последовательности обработки сёдел, я считаю правильнее и легче первого способа. Но это моё мнение, и это не значит, что так должны делать все. Может кому то подойдёт первый способ.
После обработки трёх фасок седла и получения ширины рабочей фаски 1 мм — для малокубатурных моторов, и 1,5 мм — для двигателей большей кубатуры, клапана желательно притереть, если их тарелки не изношены, как на рисунке 3,б. Если обнаружен износ клапана как на этом рисунке, то притирка клапанов не поможет, и такие клапана следует заменить новыми.
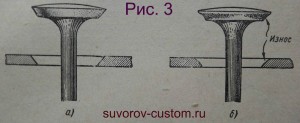 Если же тарелка клапанов имеет нормальную форму как на рисунке 3,а, то клапана оставляем на двигателе и всего лишь нужно произвести их притирку к восстановленным сёдлам. Как это правильно сделать я уже писал, и желающие могут почитать об этом здесь.
Если же тарелка клапанов имеет нормальную форму как на рисунке 3,а, то клапана оставляем на двигателе и всего лишь нужно произвести их притирку к восстановленным сёдлам. Как это правильно сделать я уже писал, и желающие могут почитать об этом здесь.
Кстати, клапана следует заменить, если их стержень изношен неравномерно по высоте (проверяется микрометром), или если стержень имеет повышенный зазор, относительно отверстия направляющей втулки (можно утолщить стержень клапана с помощью хромирования, если у вас мотор редкий, и новые клапана проблематично купить).
При замене втулки и наоборот пониженном зазоре стержня клапана, относительно отверстия втулки, это отверстие просто разворачивается развёрткой, до получения необходимого зазора, между стержнем клапана и отверстием втулки. Величину правильного зазора следует уточнить в мануале конкретного двигателя.
Надеюсь данная статья поможет ремонтникам новичкам, правильно восстановить геометрию (углы) сёдел клапанов своими руками, ведь при наличии необходимого инструмента и знаний, всё можно сделать довольно быстро, даже быстрей, чем поездка в автосервис; удачи всем.
suvorov-castom.ru
Головки поршней главных судовых двигателей изготавливают, в основном, из низколегированных и углеродистых сталей. В процессе эксплуатации канавки головок поршней под воздействием газов, высоких температур и ударных нагрузок разрушаются; появляются сетки трещин; поверхности теряют свою форму и размеры. Поверхности головок поршней изнашиваются, выгорает днище, появляются трещины и эрозионные разрушения со стороны камеры сгорания. Имеют место и другие дефекты, однако основным из них является износ перемычек между кольцами. В головках поршней мощных судовых двигателей интенсивно изнашиваются нижние торцы канавок под компрессионные кольца. Как правило, головки с такими дефектами через некоторый срок эксплуатации выходят из строя и подлежат замене на новые либо восстановленные.
В зависимости от условий эксплуатации, марок двигателей и других причин срок службы головок поршней до их замены или восстановления у судовых крейцкопф ных двигателей достигает от 5 до 35 тыс. ч.
Восстановление головок поршней с целью придания им как геометрической формы, так и физико-механических свойств производится на ряде СРЗ, таких, как Ждановский, Находкинский, Канонерский, Одесский имени 50-летия УССР, Ильичевский имени 50-летия СССР, Клайпедский и др.
На восстановление головок, кроме технологических инструкций, имеются и руководящие документы1.
Технологические процессы восстановления головок поршней на каждом из СРЗ имеют свои особенности. Например, на Канонерском СРЗ полностью протачивают головку с канавками и наплавляют проточенный участок электродуговой автоматической сваркой под слоем флюса. Общая глубина проточенного участка составляет 25—30 мм в зависимости от типа двигателя.
Наплавку осуществляют нержавеющей сварочной проволокой СвЮХ13 диаметром 2—3 мм под флюсом марки АН-20 на постоянном токе обратной полярности. Разделанный участок головки ззилавляют за несколько проходов с таким расчетом, чтобы наплавленный мета.!.] выступал над оставшимся основным металлом на 1,5—2 мм. После этого процесс наплавки проволокой Св10Х13 прекращают и осуществляют наплавку за один проход проволокой Св06Х19Е9Т. Это делается для того, чтобы можно было выполнить механическую обработку головки.
Наплавка последнего слоя проволокой Св06Х19Н9Т позволяет отпустить нижележащие слон закаленного металла и получить наплавленный металл с меньшей поверхностной твердостью, не подвергающийся закалке и хорошо обрабатывающийся обычными резцами. При последующей механической обработке наплавка из стали 06X19Н9Т снимается и остается однородный металл из стали 10X13.
После наплавки головка остывает до температуры 18 20е С и передастся
на механическую обработку. Наплавленная поверхность головки поршня подвергается тщательному контролю.
Предложенный способ прост по техническому исполнению, не требует какого-либо специализированного оборудования и может быть внедрен на любом судоремонтном предприятии. Экономический аффект, полученный от восстановления 30 головок поршней, составил более 100 тыс. р.
Поверхностное упрочнение трением торцевых поверхностей канавок под компрессионные кольца производится с целью образования на обрабатываемых поверхностях упрочненного слоя с максимальной микротвердостыо
65 70 НКС на нижней и верхней поверхностях канавок глубиной до 0.6 мм,
что значительно повышает их износостойкость, а следовательно, увеличивает работоспособность и долговечность работы стальных головок поршней судовых ДВС.
Головку поршня устанавливают на оправку, закрепленную в кулачковом патроне токарного станка. Упрочняющий диск изготовляют из стали 15 или 20. Рабочие поверхности диска подвергаются цементации, закалке и низкому отпуску, чем обеспечивается поверхностная твердость 50— 55 HRC. Шероховатость рабочих поверхностей диска должна соответствовать 0,32—0.63 мкм.
Упрочнению трением подлежат не только нижние, но также и верхние торцы канавок как вновь изготавливаемых, так и восстанавливаемых головок поршней. Разработанное приспособление позволяет упрочнять головки поршней двигателей с диаметрами цилиндров от 500 до 900 мм.
В настоящее время установлены головки поршней с упрочненными канавками под компрессионные кольца методом ПУТ на теплоходах «Моршанек», «Инесса Арманд», «Салават», «Макаренко». «Молодогвар- денск», «Ро.мен Ролан», «Иван Гончаров» и др.
Способ ПУТ разработан сотрудниками ОВИМУ в содружестве с СРЗ имени 50-летия Советской Украины, под руководством канд. техн. наук Молодиова Н. С.
Руководящие документы, разработанные ОВИМУ и ОИИМФ. распространяются на восстановление головок поршней двигателей МАН, «Зульцер» и «Бурмейстер и Вайи». В них предусмотрены восстановление головок поршней, имеющих износ рабочих поверхностей канавок под поршневые кольца, выгорание и растрескивание днища со стороны камеры сгорания, трещины в перемычках, свищи, сквозные трещины на днище головки поршня.
Если поверхности головки поршня подлежат восстановлению (рис. 95). то головку подвергают химическому анализу в заводской лаборатории, очищают от масла, нагара и других загрязнений. Последующая дефектация дает возможность определить объем работ по восстановлению головок поршней. Характерные дефекты и повреждения, определяющие необходимость замены либо восстановления голопок поршней рабочих цилиндров дизелей приведены в табл. 10.
Подготовка головки поршня заключается в удалении пор, трещин, коррозионных и механических разрушений со скосом кромок под определен
Ряс. 95. Рабочие поверхности голоеюк поршней, немы ежащие восстановлению:
и шмель Зульцер: Я — DypuciicTcp и Ппйн; я МАЯ: I — диищр со строим камеры сгорания. > — лишне со стогн мн.! можитн охлаждения: Ч - канавки поршневых колеи: -I — пе- pexwiKH; :> — пгжерхписть «гы шток н ааглушку: А' наружная иилннаричсск.щ поверх «огт!,
iibiMii углами и плавными переходами от одной поверхности к другой. Подготовка под иаЛлзяку третям и раковин показана на рис. 96, поверхностей наружного диаметра и кольцевых канавок на рис. 97.а.
Перед наплавкой производится предварительный подогрев восстанавливаемой головки до 150— 200° С. После чего производите;! наплавка головки поршня на следующих режимах:
Огла сварочного тпка, А 260—280
Напряжение луги. В 30 -32
Скорость сварки, см/е {(,5—О.&о
Наплавка кольцевых канавок и перемычек показана на рис. 97.6. Восстановление поршней связано с характерными работами по устранению части металла с днищевого участка (рис. 98. а), а затем наплавкой его (рис. 98. 6).
Таблица 10
| Н <1 ИМ СИП fl Л И11? Д^Ф'.'КТОО И ПО Й р?Ж.(tM Iff ft | Cffuvufl аосстоипилрпия |
| Ibnoc канавок под поршневые кольца Трешины в перемычках ме» л у к а нанками Сквозные и несквозные тремшиы п дни- ню Bi>irot>;iHiie днища со стороны камеры сгорании Нееквознме кольцевые трешины в углях канавок под поршневые кольца Растрескивание металла па поверхности днища и эрозионные рзирушения со стпрони камеры сгорания Кольцевые сквозные трешины и углах кянанок Иод поршневые капля Трещины на ребрах жесткости ео стороны полости охлаждения | Проточить рабочую поверхность, иропл- вести автоматическую наплзпку. чатом механическую обработку и шлифовку на станке Разделать трещину на всю глубину и заварить, затем произвести механическую обработку на станке Разделят!, трещину на всю глубину, заварить вручную, зачистить турбинкон, проверип, на станке Проточит!, до чистого металла, произвести автоматическую наплавку, после чего механическую обработку на станке Разделить трещину, заварить автоматической сваркой, проточить ни токарном станке Проточип, днище головки до чдорооого металла, наплавить проточенный участок, после чего проточить на токарном станке Восстановлению не подлежит То же |
Для наплавки рабочих поверхностей канавок под поршневые кн.и,«а и днища головки поршня используют порошковую проволоку ПЛ-АН134 диаметром. ке более 2.4 мм. Наплавленный порошковой проволокой металл должен иметь следующие механические характеристики: п„ = 990 — 4-1050 МПа. Л„ == 15 Дж/см2, 38 -42 HRC (350—400 НВ).
Для заварки трешин в перемычках, сквозных и нссквозных трешин .в днищевой части головки и других единичных дефектов в основном металле используют электроды УОНИИ-13/45 и УОНИИ-13/55 В качестве защитной среды при наплавке порошковой проволокой ПП-АН134 применяют стекловидный флюс марки АН-20С и АН-26С.
Для наплавки подслоя на донышко головки со стороны камеры сгорания используют электродную проволоку сплошного сечения марки Св08А диаметром 2—3 мм. а в качестве защитной среды - флюс АН-348А либо ОСЦ-45.
При менение других составов электродных материалов допускается после проверки их сварочно-технологических, характеристик, проведения комплекса металлографических исследований, механических и эксплуатационных испытаний на судах и обязательного согласования с Регистром
СССР.
Наплавочная установка должна обеспечивать вращение головки с частотой 0,2 1,2 об/мин и шагом перемещения вдоль образующей
головки поршня 3-16 мм за один оборот.
Для наплавки применяют источники питания дуги постоянного тока, К таким источникам относятся выпрямители ВС-600, ВДУ-504. сварочный преобразователь ПСМ-1000-4. включенный в сварочную цепь по безбаллает- ной схеме.
Для наплавки днища поршневой головки используют сварочный автомат марки А-384 МК (АБС) с применением подающих механизмов
А-А
I
\
,У-
Контур дефекта
Контур }ыру5ки
0]
Трешина
Рис. 96. Подготовка под наплавку трещин (а) н раковин (б)
ft
Рис. 97. Подготовка (а) и наплавка (С) и районе Поверхностей кольцевых канавок головок поршней
полуавтоматов Л 765 или А-) 197 Дотскэется использовать другие сварочное оборудоилико. позволяющее производить наплавку на горизонтальные поверхности.
Для предварительного подогрева используют газовые либо керосиновые горелки, обеспечивающие рассредоточенный вил тепла в нагреваемую деталь. Температуру предварительного подогрева замеряют контактными термопарами с гальванометрами и термокарандашами.
Рис. Й8. Восстановление днищевого участка головки поршня дизеля «Зульцер»:
а схема подготовки но.!) пэилпнку: 6 - схема паи,танки (первый слой-- от I к л кип. iii-n-j-v n:i т’кпц-. второй — "т 2 к til кольцевых паликии)
Наплавку ведут на постоянном то ке обратной полярности. -
1 и хранение ыэношрнных zonntifl* поршней |
Г
\*1
После наплавки осматривают иа плавленный участок для выявления дефектов. Затем производят предварительную механическую обработку наплавленного у чистка но всей ею длине и цветную дефектоскопию. При отсутствии дефектом иоршненую головку передуют на механическую обработку в соответствии с чертежом.I
Ак&аьв; йЛьталЯг-
Xttr побермасглей i
| Мегрехтиция (магнитная или uSgmxaji)
С
SvecmatwdnMue изношенных wmancfi utttt- ла&хой
ТермоаГраоЬтьа
x
Телnurw/uy*, ги4ра№ичс£*ы цели - nwhi/я, ттриенм}
После гидравлических испытаний восстановленная головка поршня сдается ОТК занода и представителю Регистра ССОР.| унотменш торцов ханавох поршне^'1 ха/гец Г
[ Упоочиенг/е торцовхахавох т/ршхео'ых тяа(~\ г
р Мирхурс$*2, консервация,xpj чг'Ше
Рис 99. Технологическая схевдй восстановления головок поршней
Технологическая схема восстановления головок поршней представлен.-) на рис. 99.Кроме восстановления стальных головок поршней главных судовых ди лелей на некоторых заводах (например, Находкинском ОРЗ) частично восстанавливают алюминиевые и чугунные поршни вспоч.нательных дизелей. Канавки под поршневые кольца алюминиевых поршней восстанавливают автоматической аргоно- дугоной наплавкой предварительно придефектованныч и подготовленных участков. Канавки иод поршневые кольца чугунных поршней эосстапшмчэают электро^угоииН иапяаыкой участком перемычек проиоло кой ПАНЧ-11. На Сонга в а иском СРЗ рабочую поверхность поршня покрывают прнработочным слоем олона, а также восстанавливают поршни методами гальванопластики.
studfiles.net
Зерна шлифующих материалов имеют острые грани и при шлифовании, разрушаясь, образуют осколки с острыми гранями, тем самым самозатачиваются. Зерна полирующих материалов округлой формы, что способствует выравниванию обрабатываемой поверхности. Шлифовальный круг состоит из шлифзерен, связанных каким-либо веществом. Эти круги изготовляют прессованием или литьем абразивного материала. В качестве абразивного материала используют карборунд, корунд, наждак с размером зерен 250... 1200 мкм; как связку - различные глины, полевой шпат, жидкое стекло, смолы, резины и др.
Шлифовальные круги различаются по твердости. Твердостью шлифовального круга принято считать сопротивление его связки выкрашиванию зерен при работе. При шлифовании твердых материалов следует применять мягкие круги, в которых выпадение затупившихся зерен и оголение новых происходит быстрее. При шлифовании мягких металлов зерна тупятся медленнее и круг может быть твердым.
Шлифование и полирование ведут с помощью кругов или непрерывной гибкой абразивной ленты.
Для обработки чугуна, цветных металлов и сплавов, титановых сплавов обычно применяют абразивные зерна из черного (53С...55С) и зеленого карбида кремния (63С...64С). Круги из карбида кремния (64С) пригодны для обработки покрытий средней и высокой износостойкости, однако в большинстве случаев эта обработка нерентабельна для покрытий твердостью 40...50 HRC.
Шлифование сопровождается выделением большого количества тепла и деформацией поверхностного слоя на глубину до 50 мкм, что способствует возникновению в этом слое значительных растягивающих напряжений. Неправильно выбранные режимы резания, затупленные зерна и «засаленный» круг приводят к структурным изменениям поверхностного слоя, покрытия, образованию прижогов и шлифовальных трещин. В поверхностном слое недопустимо оставлять растягивающие остаточные напряжения, отпущенные участки и шлифовальные трещины. Прижоги при шлифовании снижают предел выносливости на 30 %, а шлифовальные трещины - до 3 раз. Поверхностное обезуглероживание и снижение твердости только на 5 HRC уменьшает долговечность, например, зубчатых колес в 2...3 раза. Поэтому при шлифовании покрытий значения режимов следует выбирать значительно меньшие, чем при обработке монолитных материалов.
Режим шлифования определяется материалом обрабатываемой детали, скоростью вращения круга и его давлением на поверхность детали. Качество шлифования и полирования кругами в значительной степени зависит от окружной скорости круга. При отделке твердого металла необходима более высокая окружная скорость, чем при отделке мягкого. При шлифовании следует поддерживать определенную частоту вращения круга; увеличение ее равносильно применению более твердого круга. Частота вращения шлифовальных кругов, применяемых при обработке различных материалов, зависит от диаметра круга.
2. ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ТЕХНИКА БЕЗОПАСНОСТИ
Гальванические участки относятся к категории вредных производств. Высота Помещений должна быть не менее 5 м. Основное оборудование участка гальванических покрытий состоит из ванн для нанесения покрытий и вспомогательных ванн для обезжиривания, травления и промывки деталей. Ванны необходимо устанавливать в строгом соответствии с технологическим процессом. Поскольку в ремонтом производстве применяют несколько покрытий, то в целях экономии площади рекомендуется основные ванны устанавливать у стен участка, а вспомогательные посредине помещения. Если в качестве источников питания применяют выпрямители, то их следует устанавливать вблизи ванн - потребителей тока, для загрузки и выгрузки деталей, а также для их транспортировки от одной ванны к другой обычно применяют электротельферы.
Наибольший вред для здоровья работающих на гальванических участках приносят электролиты. Большинство кислотных и щелочных электролитов очень токсично и отрицательно действует на дыхательные пути и кожные покровы работающих. Гальванические процессы протекают, как правило, с выделением кислорода и водорода. Выделяющиеся газы содержат мельчайшие частицы электролита и таким образом насыщают воздух в помещения вредными парами. Для удаления из помещений участка паров, пыли и создания нормальных условий труда участок оборудуется мощной приточно-вытяжной вентиляцией. Вытяжка обеспечивается общей и местной (бортовые отсосы) вентиляционными системами. Рекомендуются следующие ориентировочные нормы объема воздуха (м3 /ч) с 1 м2 зеркала электролита от ванн: Хромирования - 5000; горячего железнения и анодного травления - 3600.
Общая приточно-вытяжная вентиляция на участке должна быть с 8... 10-кратным обменом воздуха. В случаях осаждения покрытий в холодных кислых электролитах при активации и пассивировании без подогрева раствора местной вентиляции не требуется.
Полы гальванического участка обычно покрывают метлахской плиткой по асфальту или кислотоупорному цементу с уклоном 1:150 в сторону канализационного трапа. Стены высотой 1.5 - 2 м облицовывают керамической плиткой или окрашивают масляной краской. В помещении должно быть хорошее естественное или искусственное освещение. Температура воздуха в зимнее время должна быть 17... 19'С, влажность не более 70%.
Для охраны окружающей среды сточные воды после промывки необходимо, прежде чем спускать в канализацию, пропустить через очистные сооружения.
При работе на гальванических участках необходимо применить резиновую обувь, перчатки и прорезиненные фартуки. В помещении должны устанавливаться источника воды для очищения кожных покровов, на которые может случайно попасть электролит. Пораженные кислотой или кислым электролитом места после обмыва струей воды следует промыть 2...3%-м раствором питьевой соды, а пораженные щелочью 1%-м раствором уксусной кислоты. Затем снова промыть водой. Для оказания первой медицинской помощи на гальваническом участке должна быть аптечка, содержащая бинты, вату, растворы йода и борной кислоты, вазелин, 2...3%й раствор питьевой соды, 1%-й раствор уксусной кислоты, мазь против ожогов.
ЗАКЛЮЧЕНИЕ
Чтобы завоевать позиции на рынке товаров, восстановительное производство должно достичь и поддерживать нормативный уровень качества выпускаемых деталей, а для большей эффективности своей работы непрерывно уменьшать удельный расход производственных ресурсов. Это обеспечивается путем повышения технического уровня производства за счет совершенствования средств восстановления деталей при их полной загрузке, внедрения новых ТП и передовой организации труда.
Информационной базой для улучшения производства служат сведения о качестве своей отремонтированной (восстановленной) продукции, в том числе о ее послеремонтной наработке.
Качество ремонта (восстановления) выявляется с помощью четырех групп сведений:
- результатов контроля ремонтируемых объектов во время их испытания и анализа выявленных дефектов;
- группирования дефектов, обнаруженных пользователем техники в гарантийный период;
- данных о послеремонтной наработке и отказах rподконтрольной эксплуатации;
Технический уровень восстановительного производства - это характеристика его технического совершенства. Этот показатель оценивают путем сопоставления достигнутых значений установленных показателей с их базовыми значениями. Высокого технического уровня добивается то производство, которое располагает разнообразными современными технологиями и оборудованием для их реализации.
Показатели технического уровня восстановительного производства: себестоимость продукции; годовой выпуск продукции на 1 р. основных производственных фондов, на одного работающего, рентабельность.
До 80...90 % трудоемкости ремонта приходится на участки разборки, очистки, определения технического состояния деталей, восстановления деталей, а также сборки и обкатки агрегатов, которые определяют специфику и технический уровень ремонтного производства.
Повышение технического уровня разборочно-очистных процессов представляет одну из ключевых проблем ремонта.
- Необходим переход от стационарно-постовой к поточной организации разборки, что повысит качество и производительность труда и позволит использовать механизированные средства. В результате будет исключена ручная (посредством ударов) разборка прессовых соединений, повреждающая детали. Для сохранения остаточного ресурса деталей и сборочных единиц требуется внедрить маркирование и прослеживаемость деталей, элементы необезличенного ремонта и применения механизмов для узловой разборки со статическим приложением нагрузки к деталям разъединяемых сопряжений. . Чистота поверхностей деталей обеспечивается в результате надлежащего отделения эксплуатационных и технологических загрязнений с учетом разнообразия их свойств. Наименьший расход материалов и энергии обеспечивает применение системы оборудования погружного типа для очистки внутренних и наружных поверхностей деталей от маслогрязевых и асфальтосмолистых загрязнений с непрерывной фильтрацией очистного раствора и машин ударно-диспергирующего типа для очистки поверхностей деталей от нагара и накипи. Очистные операции па ряде заводов являются самыми непривлекательными и тяжелыми, что объясняется тепловыделением от очистных машин, большой трудоемкостью загрузки, укладки и снятия детали и большой влажностью воздуха в помещении. На этих операциях требуется улучшение условий труда.
mirznanii.com
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
МОСКОВСКИЙ АВТОМОБИЛЬНО-ДОРОЖНЫЙ ИНСТИТУТ (ГТУ)
ВОЛЖСКИЙ ФИЛИАЛ
КУРСОВАЯ РАБОТА
ПО ДИСЦИПЛИНЕ׃ «ТЕХНОЛОГИЯ И ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДЕНИЦ АВТОМОБИЛЯ»
НА ТЕМУ׃ «ВОССТАНОВЛЕНИЕ КЛАПАНОВ ДВИГАТЕЛЯ ЗИЛ-130»
ВЫПОЛНИЛ: СТУДЕНТ
ГРУППЫ ЭТ-44с
-----------------.
ПРОВЕРИЛ:
-----------------
------------- 2007 г
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
1.1 ХРОМИРОВАНИЕ
1.2 ОСТАЛИВАНИЕ
1.3 ЖЕЛЕЗНЕНИЕ
1.4 ШЛИФОВАНИЕ
2. ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ТЕХНИКА БЕЗОПАСНОСТИ
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ДЕФЕКТЫ КЛАПАНА
ВВЕДЕНИЕ
Ограниченные государственные запасы материалов и энергии не позволяют в достаточной мере развивать машиностроение, и с целью сохранения парка машин в работоспособном состоянии требуется развивать и совершенствовать ремонтное производство.
Ремонт машин существует со времени создания их парка как объективная необходимость приведения машин в исправное состояние в перерывах между использованием по назначению. Ремонт состоит в устранении неисправностей и восстановлении ресурса машин, а главная задача ремонтного производства заключается в экономически эффективном восстановлении надежности машин в результате наиболее полного использования остаточной долговечности их деталей.
Ремонтное производство включает в себя заводы по ремонту автомобилей, тракторов, бронетехники, самолетов, судов, тепловозов и экскаваторов, бытовой техники и агрегатов в системе министерств сельского хозяйства, продовольствия, транспорта, обороны и др. По своей мощности, функциям и задачам это производство является крупной отраслью национального хозяйства, которая, по сути, осуществляет вторичное производство машин. В настоящее время в эксплуатации находится больше отремонтированных машин, чем новых.
Научная база ремонта машин создавалась на трудах профессоров В.Э. Вейриха, И.В. Грибова, В.В. Ефремова В.И. Казарцева, К.Т. Кошкина, В.А. Шадричева и др. Предмет науки о ремонте машин составляют закономерности подготовки и организации производства к ремонту машин, обеспечивающего требуемое качество и заданное количество отремонтированной техники с наименьшими затратами труда, энергии и материалов. Ремонтное производство имеет существенные отличия от машиностроительного производства, что определяет необходимость изучения его специфичных процессов, в том числе восстановления свойств, утраченных машинами в чеченце их длительной эксплуатации.
Основной источник экономической эффективности ремонта заключается в восстановлении изношенных деталей. При восстановлении используют доремонтные материалы и формы деталей. Заготовки ремонта, полученные в результате разборки и очистки машины, значительно дешевле заготовок машиностроения, изготовленных в литейном или кузнечно-штамповочном производстве. При восстановлении детали обрабатывают меньшее число поверхностей, что объясняет и меньшую трудоемкость обработки. "Обоснованный процесс восстановления обеспечивает получение детали со свойствами, близкими к свойствам новой детали или превосходящими их. Восстановление изношенных деталей в системе вторичного производства машин является природоохранным и ресурсосберегающим производством. На изготовление, например, одного коленчатого вала автомобильного двигателя с рабочим объемом 4,8 л расходуют 57 кг металла, 183 МДж энергии, масса.
Однако послеремонтная наработка техники с восстановленными деталями уступает ее нормативной наработке: он t в 1,5...2,5 раза меньше наработки новых изделий. I (а долю устранения отказов приходится до 60 % общих затрат на поддержание машин в работоспособном состоянии, а наработка па. сложный отказ в среднем на 30 % паже нормативных значений. Эти показатели объясняются тем, что восстановительное производство в количественном и качественном отношениях, оснащены только на 15...25 % по сравнению с предприятиями по изготовлению машин. В то же время опыт ремонта самолетов, судов, тепловозов, автомобилей и двигателей силами заводов-изготовителей гелей, а также опыт ремонта машин западными фирмами свидетельствуют о возможности достижения послеремонтной наработки объектов не меньше, чем у новых изделий, при затратах, не превышающих 60 % затрат на их производство. Практика показывает, что научно обоснованные технология и организация восстановления деталей позволяют достичь нормативной наработки техники, а в отдельных случаях и превзойти наработку новых изделий.
1. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
При наличии трещин клапан бракуется. Деформация стержня клапана устраняется статической правкой. Износ стержня устраняется хромированием или железнением.
Перед нанесением гальванопокрытия стержень клапана Шлифуется на бесцентрово-шлифовальном станке ЗА 184 на глубину 0.1 м. Используются шлифовальные круги ПП500 х 200 х 305 16А 32-П СТ2 6В и ПП300 х 200 ,. 127 16А 16-П СТ2 6В. Режим: скорость резания 40 м/с; подача 0,12 мм/об. При этом обеспечивается шероховатость поверхности, имеющая
Ra= 1,25 мкм.
При хромировании наносится покрытие, обеспечивающее припуск на последующее шлифование не менее 0,05 мм на сторону.
Шлифование хромированного стержня осуществляется на бесцентрово-шлифовальных станках Шлифовальными кругами марок 13А 6-П СМ1 6К5, и 16А 16-П СТ2 6В. Лучшие результат достигаются при использовании шлифовальных кругов из синтетических алмазов АСП25К6-50 при скорости крута 30 м/с. Такая обработка обеспечивает Ra = 0,32 мкм. Для обеспечения качества необходимо проводить двукратное шлифование поверхности.
Торец клапана шлифуется до устранения следов износа на круглошлифовальном станке ЗА161 шлифовальным крутом ГПП600 х 63 х 305 16А 32-П С2 6К5 при скорости 11 м/с. Шероховатость поверхности имеет Ra - 0,32 мкм. На этой же операции осуществляется шлифование фаски стержня клапана.Рабочая фаска клапана шлифуется на специальных станках МШ-197А или МШ-29 шлифовальным кругом ПП400 х 500 у. 203 16А 25-П СТ15 К5 при скорости резания 40 м/с.
Шероховатость поверхности фаски характеризуется Ra = 0,63 мкм. Завершающе операцией механической обработки является полирование стержня клапана.
Операция проводится на бесцентровом шлифовально-полировальном станке типа 3864 шлифовальной шкуркой на тканевой основе зернистостью 4...6. Скорость полирования 16 м/с, частота вращения клапана 36 об/мин. Для восстановления автомобильных деталей осталиванием, хромированием и цинкованием ГОСНИТИ разработан комплект гальванического оборудования ОРГ-10578. В него входят ванны осталивания, травлений, обезжиривания и хромирования (все по одной), три ванны горячей промывки, ванна нейтрализации, две ванны холодной промывки, тележка для фильтрации электролита, три источник постоянного тока, три пульта управления и электротельфер.
Процессы хромирования, осталивания и электронатирання применяются для компенсации износа рабочих поверхностей деталей.
1.1 ХРОМИРОВАНИЕ
Хромированием целесообразно восстанавливать детали с износом не более 0,3 мм. При большей толщине покрытия из хрома имеют пониженные механические свойства. Кроме того, повышается стоимость восстановления детали. Поэтому наращивания толстого покрытия надо избегать.
Электролиты для хромирования. В качестве электролита при хромировании применяется водный раствор хромового ангидрида и серной кислоты. Наибольшее применение находят стандартные электролиты, содержащие 200250 г/л хромового ангидрида и 2,02,5 г/л серной кислоты. Соотношение 100 :1 важно выдерживать. Для нормальной работы электролита площадь анодов должна быть в полтора-два раза.
В авторемонтном производстве находят также применение так называемые саморегулирующиеся электролиты, которые за счет введения в них специальных добавок не требуют корректирования концентрации. В них кроме хромового ангидрида (225300 г/л) входят сернокислый стронций (5,56,0 г/л) и кремнефтористый калий
Технология хромирования. Она включает в себя три группы операций подготовку детали, нанесение слоя хрома, обработку покрытия.
Перед поступлением в гальванический цех (участок) деталь должна бьш тщательно вымыта и очищена от всех загрязнений. Если восстанавливаемая поверхность имеет конусообразность, овальность, риски или задиры, то деталь должна пройти механическую обработку до устранения этих дефектов.
Участки детали, не подлежащие хромированию, должны быть надежно закрыты. Для изоляции этих мест применяют защитные экраны из второпласта, винипласта полихлорвинилового пластиката, а также трубки из фарфора и других кислотостойких материалов.
При монтаже деталей на под вески необходимо обеспечить надежный и? электрический контакт с токоподводящей штангой благоприятные условия для равномерного распределения покрытия по поверхности детали и для удаления пузырьков водорода, выделяющихся при электролизе.
Непосредственно перед хромированием детали несколько раз обезжиривают и проводят анодную обработку, цель которой удалить с поверхности детали тончайшие окисные пленки. Анодную обработку производят в той же ванне, что и хромирование. Деталь сначала выдерживают без тока, затем в течение 3045 с пpи плотности тока 25 35 А/дм2, после чего переключают на катод. С этого момента на поверхности детали начинает осаждаться слой хрома.
Продолжительность процесса зависит от толщины покрытия, состава электролита и режима работы ванны и составляет от 2 до 18 ч.
1.2 ОСТАЛИВАНИЕ
По сравнению с хромированием процесс осталивания имеет ряд преимуществ: большую скорость нанесения покрытия, высокий выход, металла по току, возможность получения более толстых покрытий, использование более простых и дешевых электролитов. Осталиванием восстанавливают изношенные стержни клапанов, цилиндрические поверхности толкателей, валики масляных и водяных насосов, другие детали.
Технологический процесс восстановления деталей осталиванием состоит из подготовки восстанавливаемой поверхности к осталиванию, анодного травления, собственно осталивания, промывки и механической обработки.
www.coolreferat.com
В производство следует внедрить эффективные средства для очистки и контроля герметичности каналов масляной системы.
Необходимы разработка и внедрение многошпиндельных гайковертов для разборки групп резьбовых соединений. Гайковерты должны проектироваться из унифицированных блоков. Разборка прессовых соединений должна быть полностью оснащена прессово-разборочными механизмами. Прессово-разборочные механизмы стационарного типа наиболее эффективны при поточной организации труда на постах узловой разборки. Технический уровень разборочного оборудования определяется давлением энергоносителей и частотой потребляемого тока. Нужны исследования по определению оптимального сочетания разборочных и очистных воздействий на предмет ремонта.
Запас остаточной долговечности деталей, необходимый для их повторного применения, определяют на стадии выявления их технического состояния по причине отсутствия или несовершенства средств для измерения этого параметра на восстановление направляются и те детали, которые не имеют достаточного запаса долговечности, что приводит к увеличению количества изломов деталей в эксплуатации. Технический уровень контрольно-сортировочного оборудования недостаточен. Это относится главным образом к оборудованию для определения течей в стенках и стыках и усталостных трещин в поверхностном слое металла.
Применяемое оборудование для определения трещин в шейках валов и теле деталей типашатуна необеспечивает объективного контроля. Наиболее актуально создание средств для определения опасных усталостных трещин на шейках чугунных коленчатых валов. При определении трещин с помощью промышленных магнитно-люминесцентных или токовихревых средств невозможно обнаружить опасные трещины в основном металле детали среди наплавочных трещин в нанесенном покрытии. Оборудование для обнаружения течей сквозь стенки корпусных деталей устроено таким образом, что при создании замкнутого объема, в который вводят пробное вещество, стыковые поверхности детали соприкасаются с герметизируемыми плитами. Трещины, выходящие на стыковые поверхности, закрываются и не могут быть обнаружены.
В производстве по восстановлению деталей должны быть сконцентрированы прогрессивные процессы создания припусков .на восстанавливаемых поверхностях.
Большая доля ремонтных работ связана с обработкой отверстий. В большинстве случаев поверхности отверстий должны быть обработаны с точностью до шестого квалитета и шероховатостью до Ra 0,32 мкм. Кроме того, в корпусных деталях поверхности отверстий выполняют функции элементов, ориентирующих между собой сопрягаемые детали. Взаимное расположение поверхностей различных деталей определяет величину линейных и угловых замыкающих размеров, недопустимые значения которых приводят к нерасчетным режимам смазки, паразитным нагрузкам в сопряжениях и циркуляции мощными в кинематических контурах. Эти явления выбывают снижение послеремонтной наработки агрегатов и перерасход топлива и масла.
СПИСОК ЛИТЕРАТУРЫ
1. Ремонт автомобилей. Под. Ред. Румянцева С.И..М. Транспорт, 1981
2. Суханов Б.Н. и др. Техническое обслуживание и ремонт автомобилей. Пособие по дипломному и курсовому проектированию. М. Транспорт, 1985
3. Справочник технолога авторемонтного производства. Под. Ред. Малышева А.Г., Транспорт 1977
4. Ремонт автомобилей и двигателей: Учеб. для студ. сред. проф. учеб. заведений/ В.И. Карагодин, Н.Н. Митрохин. М.: Академия, 2002. -496с.
5. Методические указания по ремонту автомобилей и двигателей., Н.Новгород, 1993
ДЕФЕКТЫ КЛАПАНА
mirznanii.com
|
ВОССТАНОВЛЕНИЕ КЛАПАНА
На форсированных двигателях клапаны делают составными. Если обычный клапан изготавливается из однородного материала, то составной - из двух частей: стебля из износостойкого металла и тарелки из жаропрочного. Соединение производится сваркой трением. Нередко полый выпускной клапан заполняется легкосплавным металом (натрием), что снижает теплонапряженность клапана. Стремясь повысить износостойкость, некоторые фирмы, например MERCEDES, хромируют поверхность стебля клапана. BMW применяет «ремонтные» клапаны с увеличенным диаметром стебля: 8.0; 8.1; 8.2 мм. Для чего — понятно: чтобы не перепрессовывать направляющую втулку клапана, у которой со временем увеличивается внутренний диаметр по причине естественного износа. Торец стебля, испытывающий, как и тарелка, большие нагрузки, в разных типах двигателей упрочняют различными методами на глубину до 1 мм. На стебле клапана есть специальные проточки для «сухарей», фиксирующих клапанные пружины. Если дело дошло до ремонта или проверки клапана, не мешает на всякий случай проверить состояние этих проточек — не нарушена ли геометрия их поверхностей вследствие выработки. Это может привести, как говорят механики, к «рассухариванию» клапана. Впускные и выпускные клапаны — составляющие одного целого. Выполняют они общую задачу, но в разных условиях. Большой диаметр тарелки впускного клапана обеспечивает лучшее наполнение цилиндра топливной смесью. Той же цели служит тюльпанообразная форма тарелки, встречающаяся в некоторых конструкциях. При работе двигателя клапаны одновременно совершают возвратно-поступательное и хаотичное вращательное движения, что обеспечивает более равномерный износ седел, направляющих втулок и самих клапанов. Эксплуатация двигателя с увеличенными тепловыми зазорами из-за возрастания ударных нагрузок приводит к повышенному износу торца стебля и росту боковых нагрузок на втулку. Обычно уже предварительный осмотр торца стебля клапана позволяет сделать вывод: если глубина выработки торцевой части не более 0,2 - 0,3 мм, то ее, выработку, еще можно вывести на шлифовальном станке. Не забывайте, что глубина упрочняющего слоя торца стебля клапана 0,5-0,7мм. Обязательно промерьте износ стебля клапана с помощью микрометра. Наличие «осязаемой ступеньки» в районе маслосъемного колпачка и без измерений говорит о необходимости замены клапана. Незначительные износы фаски клапана, типа точечной эррозии, можно устранить притиркой. Допустимая зернистость притирочного порошка — 10-14 мкм. Притирая клапаны более грубым порошком, Вы наверняка повредите рабочие кромки пары «клапан-седло». При этом образуются глубокие риски, от которых уже никак не избавишься. Они ускоряют образование нагара на рабочей фаске, что приводит к увеличению теплового сопротивления в месте контакта клапана и седла. Это ухудшает теплоотвод от тарелки клапана, увеличивая опасность ее перегрева, коробления и разрушения. Если же на рабочей фаске Вы обнаружили значительную выработку, раковины, небольшие участки прогара и т. п., нарушающие плотность посадки клапана в седло, то здесь без механической обработки не обойтись. При восстановлении фаски клапана не забывайте, что в случае применения механизма с гидрокомпенсаторами зазора, расстояние от торца клапана до верхней плоскости головки цилиндра строго регламентировано. Незначительное изменение этого расстояния на 0,1 – 0,15 мм в некоторых случаях улучшает работу гидрокомпенсатора, так как его рабочая зона смещается. Основанием для отбраковки клапана являются:
Если ваш клапан прошел эти тесты, то есть шанс его восстановить. Восстановление протекает следующим образом:
После обработки такой фрезой на поверхности фаски образуется особый микрорельеф, благодаря которому приработка клапана происходит быстро и эффективно, а притирка носит контрольную функцию. К резанию фаски клапана следует относиться осторожно. Снять необходимо ровно столько, чтобы поверхность стала чистой. Иногда встречаются клапаны с некачественно нанесенным упрочняющим слоем. В этом случае после обработки наблюдается пятнистая структура. Самое главное в этот момент остановиться и не продолжать резание. Дальнейшую доработку поверхности лучше провести пришлифовкой с седлом. С новыми клапанами, как правило, проблем нет, однако к новым отечественным клапанам и различным подделкам следует относиться как к б/у и тщательно контролировать все параметры. К этому призывает весь опыт восстановления головок блока. Основная характеристика подделки – низкая цена. Она очень привлекательна при покупке, но убытки впоследствии будут во много раз больше. |
b-formula.narod.ru