ООО «Гидротехтрейд» предлагает навивочные и оплёточные гидравлические рукава высокого давления. Телефон (495) 660-0423, обращайтесь!
Ниже представлена таблица РВД различных типов и размеров (диаметром условного прохода).
Гидравлические рукава высокого давления «MGFLEX»
| Гидравлические рукава с одной металлической оплеткой | ||||||||
| 1SN | 6 | 1/4″ | 6,2 | 13,4 | 225 | 900 | 0,25 | 100 |
| 8 | 5/16″ | 7,7 | 15,0 | 215 | 850 | 0,31 | 115 | |
| 10 | 3/8″ | 9,3 | 17,0 | 180 | 720 | 0,36 | 130 | |
| 12 | 1/2″ | 12,3 | 20,6 | 160 | 640 | 0,45 | 180 | |
| 16 | 5/8″ | 15,5 | 23,7 | 130 | 520 | 0,52 | 200 | |
| 20 | 3/4″ | 18,6 | 27,7 | 105 | 420 | 0,65 | 240 | |
| 25 | 1″ | 25,0 | 35,6 | 88 | 350 | 0,91 | 300 | |
| 32 | 1-1/4″ | 31,4 | 40,5 | 63 | 250 | 1,30 | 420 | |
| 38 | 1-1/2″ | 37,7 | 50,6 | 50 | 200 | 1,70 | 500 | |
| 51 | 2″ | 50,4 | 64,0 | 40 | 160 | 2,00 | 630 | |
| Гидравлические рукава с двойной металлической оплеткой | ||||||||
| 2SN | 6 | 1/4″ | 6,2 | 15,0 | 400 | 1600 | 0,36 | 100 |
| 8 | 5/16″ | 7,7 | 16,6 | 350 | 1400 | 0,45 | 115 | |
| 10 | 3/8″ | 9,3 | 19,0 | 330 | 1320 | 0,54 | 130 | |
| 12 | 1/2″ | 12,3 | 22,2 | 280 | 1100 | 0,68 | 180 | |
| 16 | 5/8″ | 15,5 | 25,4 | 250 | 1000 | 0,80 | 200 | |
| 20 | 3/4″ | 18,6 | 29,3 | 215 | 850 | 0,94 | 240 | |
| 25 | 1″ | 25,0 | 38,1 | 165 | 650 | 1,35 | 300 | |
| 32 | 1-1/4″ | 31,4 | 48,3 | 125 | 500 | 2,15 | 420 | |
| 38 | 1-1/2″ | 37,7 | 54,6 | 90 | 360 | 2,65 | 500 | |
| 51 | 2″ | 50,4 | 63,5 | 80 | 320 | 3,42 | 630 | |
| Гидравлические рукава с четверной металлической навивкой | ||||||||
| 4SP | 10 | 3/8″ | 9,3 | 21,2 | 445 | 1780 | 0,75 | 180 |
| 12 | 1/2″ | 12,3 | 24,6 | 415 | 1660 | 0,89 | 230 | |
| 16 | 5/8″ | 15,5 | 28,2 | 350 | 1400 | 1,10 | 250 | |
| 20 | 3/4″ | 18,6 | 32,0 | 350 | 1480 | 1,50 | 300 | |
| 25 | 1″ | 25,0 | 39,0 | 280 | 1120 | 2,00 | 340 | |
| 32 | 1-1/4″ | 31,4 | 51,0 | 210 | 840 | 3,00 | 460 | |
| 38 | 1-1/2″ | 37,7 | 57,0 | 185 | 740 | 3,40 | 560 | |
| 51 | 2″ | 50,4 | 71,0 | 165 | 660 | 4,35 | 660 | |
| 4SH | 12 | 1/2″ | 12,3 | 24,6 | 600 | 2400 | 0,90 | 180 |
| 16 | 5/8″ | 15,5 | 28,3 | 550 | 2200 | 1,15 | 225 | |
| 20 | 3/4″ | 18,6 | 32,2 | 420 | 1680 | 1,70 | 280 | |
| 25 | 1″ | 25,0 | 39,7 | 380 | 1520 | 2,50 | 340 | |
| 32 | 1-1/4″ | 31,4 | 47,1 | 325 | 1300 | 3,00 | 460 | |
| 38 | 1-1/2″ | 37,7 | 55,1 | 290 | 1160 | 3,60 | 560 | |
| 51 | 2″ | 50,4 | 69 | 250 | 1000 | 5,00 | 700 | |
В наличии также большой ассортимент резиновых РВД.
Связаться со специалистами «Гидротехтрейд» можно по телефону (495) 660-0423.
РЕМОНТ И ОБСЛУЖИВАНИЕ ЛЮБОЙ ГИДРАВЛИКИ
www.hydrott.ru
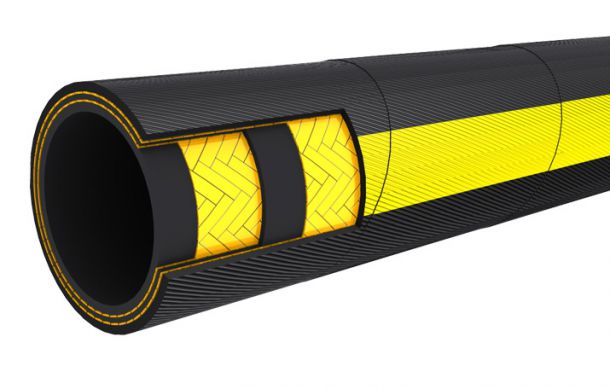
Рукава высокого давления — это гибкие трубопроводы для транспортивовки специальных жидкостей для передачи рабочего усилия. Конструкционно представляют из себя две и более резиновых трубки помещенных одна в другую армированных металлическими оплетками или навивками. На рисунке ниже представлен типичный рукав 2SN.
РВД применяются в гидравлических системах различных машин и механизмов (строительные и дорожные машины, лесозаготовительная техника, подъемно-транспортное оборудование, автотракторная и сельскохозяйственная техника, промышленное оборудование и т.п.), для транспортировки гидравлических и моторных масел, жидкого топлива, консистентных смазок и эмульсий.
Основные группы промышленных РВД:
РВД с металлическими оплетками (1SN, 2SN).РВД с металлическими навивками (4SP, 4SH).
Самыми распространенными конструкциями являются оплеточные РВД. Начиная с 1997 года в Европе производство резиновых РВД с оплетками из металла регламентируется специальными межевропейскими стандартами EN 857, а также EN 853. Этими стандартами задается производственный процесс рукавов высокого давления, служащих для работы с гидрожидкостями (см. ISO 6743-4) в температурном диапазоне -40 – 100 градусов Цельсия, либо с эмульсиями вод или масла, имеющих температуру от -40 от 70 градусов. Так как в российских гидроприводах, в основном, также используются жидкости, подходящие под вышеуказанный ISO, европейские требования вполне применимы и к рукавам высокого давления отечественного производства.
Согласно EN 853 существует 4 вида рукавов оплеточной конструкции: 1ST, 2ST, 1SN, 2SN.Первые два из них – РВД с одной (двумя) оплетками из латунированной проволоки. Эти типы по своим конструктивным характеристикам наиболее близки к требованиям отечественного стандарта – ГОСТ 6286-73.1SN и 2SN имеют одно важное отличие от предыдущих двух типов, в остальном полностью дублируя их. При их изготовлении наружный слой резины делают более тонким, что делает возможным проводить армирование рукавов высокого давления без дополнительных предварительных зачисток наружного слоя резины.
Важнейшим различием европейских РВД от российских является тот факт, что европейцы задают DN (диаметр условного прохода) в английской(дюймовой) системе измерений. Это не накладывает различий на размеры большинства РВД, однако таковые все-таки присутствуют. Например, импортный рукав с DN 12 имеет 12,7 мм, что больше аналогичного показателя российского РВД. Минимальный радиус изгиба полностью аналогичен цифрам, указанным в отечественном стандарте.
Стандарт EN 857 касается рукавов высокого давления, ранее известных как «компакт», и обозначает их 1SC и 2SC. Данный тип РВД предназначен специально для кранов, и потому имеют меньший радиус изгиба. Рабочая среда аналогична другим типам РВД оплеточной конструкции.
Вторая группа рукавов высокого давления — навивочные РВД регламентируется EN 856.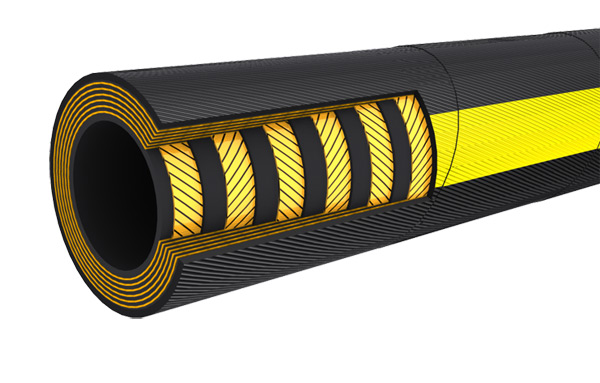 Навивочные рукава высокого давления в соответствии с ЕN 856 производятся четырех типов: 4SP – имеет четыре спиральных навивки стальной проволоки, предназначен для использования в условиях средних давлений; 4SH – имеет четыре навивки из проволоки особой прочности, предназначен для использования в условиях высоких давлений; R12 – имеет четыре навивки, тяжелый рукав, предназначен для продолжительных работ в условиях высоких температур и средних давлений; R13,R15 — многоспиральный (преимущественно шестинавивочный) РВД для наиболее тяжелых рабочих сред, имеет повышенный срок службы, используется при самых высоких давлениях, больших нагрузках.
Навивочные рукава высокого давления в соответствии с ЕN 856 производятся четырех типов: 4SP – имеет четыре спиральных навивки стальной проволоки, предназначен для использования в условиях средних давлений; 4SH – имеет четыре навивки из проволоки особой прочности, предназначен для использования в условиях высоких давлений; R12 – имеет четыре навивки, тяжелый рукав, предназначен для продолжительных работ в условиях высоких температур и средних давлений; R13,R15 — многоспиральный (преимущественно шестинавивочный) РВД для наиболее тяжелых рабочих сред, имеет повышенный срок службы, используется при самых высоких давлениях, больших нагрузках.
Навивочные РВД в Европе производятся малым числом фирм, в малом количестве, в основном — рукав 4SP, однако производство рукавов высокого давления типа 4SH давно растет, поскольку он часто используется на экскаваторах CATERPILLAR, KOMATSU, CASE и пр.
Рукав высокого давления типа 4SH характеризуется максимальным рабочим давлением, герметичностью, повышенным уровнем минимального разрывного давления. Последний показатель минимален у типа РВД R12, однако, это не сказывается на цене этих типов. Все потому, что РВД 4SP и 4SH по ISO 6803 выдерживают 400.000 циклов (min) при температуре 100°С, в то время, как типы R12 и R13 способны выдерживать не менее 500.000 двойных циклов при 120°С и давлении более, чем в 2 раза выше рабочего.
|
|
 |
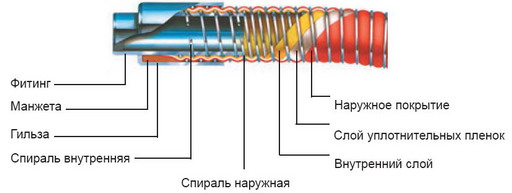
СТРУКТУРА ШЛАНГА
Композитный шланг имеет внутреннюю и наружную поддерживающую спираль из гальванизированной стали (как вариант из алюминия, нержавеющей стали или стали в полипропиленовой оболочке). Между спиралями заключены несколько слоев термопластичного материала и пленки.Компоненты композитного шланга поддерживают стенки шланга, обеспечивают их целостность во время операции всасывания.
НАРУЖНЯЯ СПИРАЛЬСкрепляет вместе конструкционные слои рукава, обеспечивает устоичивость наружного слоя против истирания и механических повреждений.Наружное покрытие изготавлено как правило из ПВХ на тканевой основе - обеспечивает устойчивость шланга к внутреннему давлению. Наружное покрытие имеет различный цвет для идентификации шланга (например синий с жёлтой полосой - для светлых нефтепродуктов). Слой уплотнительных пленок.
ВВНУТРЕННИЙ СЛОЙПредназначен для обеспечения герметичности рукава. В качестве данного слоя могут быть использованы пленки из полипропилена, полиамида, фторопласта (PTFE). Комбинируя эти материалы можно добиться заданных параметров шланга по химической устойчивости, рабочей температуре и давлению.
ГИЛЬЗА. МАНЖЕТАДанные компоненты предназначены для скрепления шланга с концевыми фитингами и придания герметичности этому соединению. Стандартно гильза изготавливается из гальванизированной стали и также может быть из нержавеющей стали. Материал манжеты - нитрил.Фитинг. Концевой элемент шланга, имеющий особый профиль. Изготавливается из алюминия или стали и предназначен для крепления шланга к БРС или фланцам.
ПРЕИМУЩЕСТВА ПРИ ЭКСПЛУАТАЦИИ
- легкий, чрезвычайно гибкий; - гибкость шланга гарантируется при низкой температуре окружающей среды; - конструкция шланга позволяет использовать его даже при повреждении и разрушении нескольких слоев; - компоненты шланга не подвержены усталости и старению. ОБОЗНАЧЕНИЯ ПРИ ЗАКАЗЕ 10100 GGE
www.hydropart.ru


Рукава высокого давления, купить которые у множества производителей сегодня не составляет труда, представляют собой гибкие трубопроводы, создающие значительное рабочее усилие путем подачи под высоким давлением различных жидкостей и смазок. Чаще всего по рукавам такого типа (РВД) транспортируются жидкости на основе минеральных масел (моторные и гидравлические), а также топливо, эмульсии на водяной основе, гликоли, консистентные смазочные материалы и пр.
Необходимость противостоять разрыву диктует и конструкционные особенности рукавов высокого давления, сформированных из вложенных одна в другую по принципу «матрешки» трубок из резиновых смесей, дополнительно армированных навивкой или оплеткой из металла.
Вполне предсказуемо, что основной сферой их применения является гидравлика механизмов и машин – причем рукава высокого давления, цена которых, прежде всего, зависит от прочностных качеств, способны эффективно работать с достаточно широком диапазоне температур (от – 40°С до +100°С, а в отдельных случаях – и с расширением этих пределов до отрицательных значений в – 55°С и положительных в +155°С).
Армирование РВД навивочного типа менее распространено (составляя примерно 35-30% рынка) – по причине чего такие рукава высокого давления купить в широком ассортименте сложнее, чем оплеточные. В зависимости от прочностных параметров стальной проволоки, используемой для навивки, и количества спиральных витков (4 для типов 4SP и 4SH либо 6 и более для R13 или R15), у соответствующего рукава высокого давления цена является более низкой или более высокой. Это связано с возможностью мультиспиральной навивки обеспечивать сохранность эксплуатационных качеств рукава при прохождении до полумиллиона удвоенных циклов при максимальных рабочих температурах и давлении примерно в 2 раза выше, чем у низконавивочных.
Оплеточные типы РВД распространены шире, поскольку их использование охватывает гораздо более широкий спектр механизмов, допускающих применение именно такого вида трубопроводов. Во всех типы оплетки используется преимущественно латунированная проволока, а европейские стандарты (ST и SN) максимально близки к параметрам, заложенным в отечественном ГОСТе 6286-73.
В зависимости от величины номинальных диаметров, рукава высокого давления способны транспортировать жидкости под рабочим давлением от 40 до 450 бар (причем испытательные давления, использующиеся при изготовлении продукции, в среднем вдвое выше). Важным техническим параметром является и минимальность радиуса изгиба – колеблющаяся у РВД от 90 до 630 при диаметрах, соответственно, от 5 до 51.
Предлагаемые нами сертифицированные рукава высокого давления соответствуют всем международным стандартам, хорошо показали себя при использовании сотнями наших постоянных клиентов и характеризуются невысокой стоимостью при гарантированно безупречном качестве. Для заказа продукции и/или получения любой, интересующей вас технической, финансовой или иной справочной информации, вам достаточно обратиться к нашим менеджерам посредством формы обратной связи или по телефону.
hydropump.su
Производство рукавов высокого давления как и арматуры к ним подчинено международным стандартам, например, SAEJ1273 и DIN2066.2002-10. Данные стандарты дают общие рекомендации о конструкции фитингов и утверждают присоединительные размеры фитингов, определяют возможные варианты сопряжений. В своем большинстве шланги, фитинги и обжимные муфты разных производителей не являются взаимозаменяемыми. Они имеют практически одинаковую конструкцию и размеры, но максимальное качество готового РВД производители гарантируют только при использовании комплектующих одной марки и соответствующей серии. В некоторых случаях производители допускают перекрестное использование арматуры других компаний после проведения соответствующих тестов.
Следующие рекомендации помогут Вам произвести правильный обжим РВД.
Основные определения, типы и маркировка рукавов высокого давления, а также методы подбора гидравлических шлангов Вы можете найти на странице Правильный выбор и установка рукавов высокого давления
На выбор фитингов влияют порты, к которым будет подключаться шланг, и страна происхождения. Несмотря на многочисленные попытки стандартизации и рационализации типов соединений, все еще существует множество систем соединений благодаря национальным и международным стандартам, и даже в силу индивидуальных требований конкретных клиентов или сегментов рынка. Обычно для гидравлических систем используются пять основных систем фитингов, хотя полный их список намного длиннее.
Основные системы сопряжений:
Чтобы обеспечить долгую службу и работу без утечек, при проектировании необходимо учитывать модель фитинга и тип уплотнения. Обычно фитинги идентифицируются по внешнему виду, поверхности/типу уплотнения или по типу/форме резьбы. Руководство по идентификации фитингов, которое поможет Вам также идентифицировать тип резьбы и уплотнения можно найти на нашем сайте Идентификация типа фитинга.
Настоятельно рекомендуется использовать фитинги и пресс-втулки одного производителя и типа, соответствующего данному шлангу. Информацию о применяемых типах шлангов и соответствующей им арматуре можно найти в каталогах производителей шлангов и арматуры. Кроме того у любого производителя арматуры можно получить Таблицы обжима РВД. В таблицах указано, какие пресс-втулки и фитинги необходимо применять для той или иной серии шланга, а также рекомендуемый размер обжима пресс-втулки, т.е. наружный диаметр втулки после опрессовки. Таблицы обжима некоторых производителей вы можете найти на нашем сайте или запросить в офисе компании Дизель-сервис Петрозаводск.
Определение длины шланга в сборе производится в зависимости от типа установленных фитингов:
Для вычисления необходимой длины отреза шланга производим замер длины "С" фитингов. "С" - это размер от точки измерения длины рукава в сборе до упорного буртика на фитинге.

Также при расчете длины отреза шланга необходимо учитывать величину "L3" - удлинение готового РВД за счет удлинения пресс-втулок в процессе обжима. Данная величина эмпирическая и определяется опытным путем. Обычно общее удлинение РВД в сборе для 1- и 2-оплеточных шлангов лежит в пределах 0,5Dу – 1,5Dу, а для 3- и 4-оплеточных шлангов 0,3Dу – 1Dу, где Dу – условный проход шланга.
Таким образом, длина отреза шланга рассчитывается по формуле:
Lh = L-C1-C2-L3, где:
Для производственных линий по изготовлению рукавов высокого давления стандартом DIN2066.2002-10 установлены следующие предельные отклонения длин РВД в сборе:
Длина шланга в сборе, мм | Отклонение длины в мм для размеров РВД | |
До 25 мм | Свыше 25 мм | |
До 630 | + 7- 3 | + 12- 4 |
Свыше 630 до 1250 | + 12- 6 | + 20- 6 |
Свыше 1250 до 2500 | + 20- 6 | + 25- 6 |
Свыше 2500 до 8000 | + 1,5%- 0,5% | |
Свыше 8000 | + 3%- 1% | |

Любые шланги обычно хранятся в бухтах. Для хранения и разматывания гидравлических и пневматических рукавов удобно применять стойки с вращающимися корзинами типа CR-6 CR-7 D-Hydro OY. Такие стойки удобны тем, что в непосредственной близости от мастера и от отрезного станка могут быть расположены сразу несколько наиболее распространенных шлангов. Корзины располагаются друг над другом, что способствует максимальной экономии рабочего пространства. www.dhydro.com.ru
Для отрезания гидравлических шлангов используются специальные отрезные станки типа CM-70 CM-100 с ротационным лезвием (гладким или зубчатым).
Перед тем как отрезать необходимую длину шланга убедитесь, что шланг в начале бухты имеет ровный срез, металлические оплетки не поржавели и внутренняя трубка не имеет повреждений.
! Важно: При отрезании шланга необходимо контролировать, чтобы срез был строго перпендикулярен оси шланга, при этом достигается максимальная площадь контакта пресс-втулка – шланг.
При отрезании происходит местный нагрев металлических оплеток и внутренней трубки шланга с оседанием резиновый пыли на стенках внутренней трубки. Всю грязь необходимо удалить. При работе необходимо контролировать, чтобы лезвие отрезного станка было острым, притупленное лезвие дает больший местный нагрев.
! Нельзя применять абразивные круги для отрезания РВД, прежде всего это связано с большим количеством абразивных частиц, попадающих в шланг.
Обычно 3-х, 4-х, 6-и навивочные шланги требуют зачистки наружного, а иногда и внутреннего слоя резины, в зависимости от применяемых типов фитингов. Необходимость зачистки указывается в каталогах на продукцию, а также в таблицах обжима. Также для навивочных шлангов существуют так называемые "No-Skive" системы, когда втулка имеет специальную конфигурацию, не требующую предварительной зачистки РВД, например некоторые серии фитингов Tieffe и Parker.
При необходимости производите зачистку наружного слоя шланга при помощи специального окорочного станка HS-50 с соответствующим рабочим органом. Длина зачистки наружного слоя указана в Таблицах обжима. Зачистка по глубине производится до металлических оплеток насколько это возможно без повреждения оплеток.
При установке фитингов с двойным замком типа Interlock аналогичным образом производится зачистка внутреннего слоя резины с использованием соответствующего рабочего органа для HS-50. Длина зачистки внутреннего слоя также указана в Таблицах обжима. Направление вращения ножа при зачистке спиральных (навивочных) РВД всегда должно совпадать с направлением навивки, в противном случае произойдет повреждение металлического корда. Не забывайте менять напраление вращения ножа при переходе от зачистки наружного слоя к зачистке внутреннего слоя.


! Важно. Аккуратно и постепенно производите регулировку ножей рабочих органов HS-50, чтобы не произошло "закусывание" шланга. Будьте особенно бдительны при зачистке РВД из Юго-Восточной Азии, они не отличаются стабильностью размеров, поэтому "закусывание" шланга может происходить при зачистке шлангов, нарезанных с одной бухты.
! Недопустимо использование абразивных и зубчатых инструментов для зачистки наружных и внутренних слоев РВД. После зачистки наружных и внутренних слоев необходимо обязательно очистить рукав от остатков резиновой стружки.
Нужно помнить, что неправильно выбранная длина зачистки может привести к преждевременному выходу РВД из строя:

На шланги, не требующие зачистки (NO-Skive), пресс-втулка устанавливается до упорного буртика. На шланги, требующие зачистки (Skive), пресс-втулка устанавливается до замка так, чтобы оставался зазор равный по ширине замку фитинга. Если арматура и шланг правильно подобраны, и соответствуют заявленным стандартам, то сборка не требует чрезмерных усилий.
Некоторые рукава высокого давления, произведенные по ГОСТ, имеют больший наружный диаметр по сравнению с РВД стандарта DIN. Такие шланги не рекомендуется применять совместно со втулками DIN. В случаях крайней необходимости использования рукавов ГОСТ, необходимо произвести частичную зачистку наружнего слоя на глубину минимальную, но достаточную для установки втулки DIN.
Кроме того необходимо соответствующим образом скорректировать размер обжима РВД из таблицы. Для сочетаний шланг ГОСТ и втулка DIN желательно использовать метод контроля калибрами, т.к. метод контроля измерением даст большую погрешность.

При установке фитинга всегда контролируйте, чтобы замок пресс-втулки строго совпадал с пазом замка на фитинге.
Фитинги с пластиковым стопорным кольцом необходимо собирать аккуратно, чтобы не повредить кольцо. Поврежденное стопорное кольцо необходимо заменить и проконтролировать, чтобы после установки фитинга в шланг оно плотно прилегало к пресс-втулке, препятствуя ее перемещению до момента обжима шланга.
Для упрощения процесса установки фитингов хвостовую часть фитинга – ниппель можно смазывать мыльным раствором или специальным маслом, химически совместимым с материалом внутренней трубки шланга. Старайтесь использовать минимально необходимое количество смазки для сборки РВД.

При сборке РВД с фитингами Interlock необходимо также внимательно контролировать положение втулки на шланге и взаимное расположение замков на пресс-втулке и фитинге. Сборка некоторых РВД с фитингами Interlock вручную без использования пневмотолкателя может быть достаточно трудоемкой и есть риск установить фитинг не до конца. Чтобы избежать этого используйте простой прием:
При больших объемах производства рукавов высокого давления желательно использовать пневмотолкатель для установки фитингов, он увеличивает скорость сборки РВД и качество обжима, т.к. при сборке РВД воздействует на внутреннюю трубку шланга с минимальным, но достаточным усилием без ударных нагрузок.

Важно! Всегда контролируйте, чтобы втулка с фитингом были установлены на шланг до конца. При неполной установке уменьшается площадь контакта сопряжений втулка-шланг и фитинг-шланг, что может привести к вырыванию фитинга из шланга или прорыву рабочей жидкости между ниппелем фитинга - «ершиком» и внутренней трубкой шланга.
Если Вы используете арматуру азиатского происхождения, то проверяйте совместимы ли фитинг и втулка до установки их на шланг. Бывают ситуации, когда диаметр замка на фитинге больше диаметра отверстия замка на втулке. В этом случае придется вынимать установленный фитинг из шланга для его замены, а эта операция может быть затруднительной.

Нельзя использовать РВД, если после обжима замок фитинга и втулки не совпадают – это приведет к вырыванию фитинга из шланга в процессе его работы под нагрузкой и создаст опасность для окружающих. Такой шланг должен быть отбракован. www.dhydro.com.ru
Для многих рукавов высокого и низкого давления производителем техники предусматривается установка защиты на шланг, препятствующей его разрушению от внешних воздействий: абразивного трения, высокой температуры и огня, химических веществ и действия окружающей среды. В зависимости от назначения защита может быть выполнена в виде спиралей металлических или пластмассовых, силиконовых или тканевых чехлов. Здесь надо отметить, что спирали и силиконовые рукава устанавливаются на готовый РВД, а вот некоторые виды текстильной защиты необходимо устанавливать перед процессом обжима РВД, так как край защиты зажимается под пресс-втулку. При данном способе установки очень важно, чтобы край защиты заходил под втулку только до первого ободка на втулке. Нарушение этого правила снижает срок службы РВД. Для упрощения процесса сборки РВД удобнее устанавливать текстильную защиту на готовый РВД при помощи дополнительных обжимных колец из алюминия, которые устанавливаются поверх основной пресс-втулки.
Иногда производителем техники предусмотрена установка специальных шлангов с особыми свойствами, например серия РВД Parker Tough Cover и Super Tough абразивная стойкость их верхнего слоя в сотни раз может превышать стойкость обычных шлангов при одинаковом наружном диаметре. Замена таких рукавов на обычные РВД с внешней защитой не всегда возможна.

В случае, когда оба фитинга на рукаве высокого давления имеют угол искривления отличный от нуля, необходимо определить их взаимное расположение по отношению друг к другу. В соответствии с DIN2066.2002-10 угол между фитингами определяется следующим образом: Если дальний от Вас фитинг расположить изгибом строго вверх, то при повороте ближнего к Вам фитинга по часовой стрелке получится угол взаимного расположения фитингов, который и указывается в технических заданиях на изготовление РВД.
Необходимо помнить, что от правильности установки угла зависит срок службы РВД, т.к. отклонение угла установки приводит к возникновению дополнительных нагрузок на шланг – скручиванию, а навивочные шланги довольно плохо работают на скручивание. При сборке РВД также желательно, чтобы направление и плоскость рабочего изгиба РВД совпадали с естественным направлением и плоскостью изгиба шланга. Шланг хранится в бухтах и имеет естественный изгиб, а совпадение плоскостей и направлений рабочего и естественного изгибов способствует более долговечной работе РВД.www.dhydro.com.ru
Максимальное отклонение установки угла между фитингами не должно превышать ±5° в соответствии с DIN2066.2002-10
Выбираем и устанавливаем необходимые обжимные кулачки в станок в соответствии с инструкцией к обжимному оборудованию. Выбор комплекта кулачков производится исходя из необходимого размера обжима, который указан в таблицах обжима. Таблицы обжима можно получить у производителей или продавцов арматуры. Каждый производитель выпускает свои таблицы обжима, их схожесть условна, поэтому желательно использовать данные из таблиц именного того производителя, чью арматуру Вы используете.
Размер кулачка, его номер, указан на торце. После определения размера обжима выбирается ближайший номер кулачков меньше необходимого размера обжима. Например, размер обжима по таблице 23,7 мм, ближайший размер кулачков будет 22 (Yeong Long) или 23 (D-Hydro OY) в зависимости от производителя оборудования, тогда для получения заданного размера обжима на дисплее необходимо установить следующие значения: www.dhydro.com.ru
После установки комплекта кулачков и настройки размера обжима устанавливаем конец РВД с фитингом и втулкой в станок и производим обжим. При установке фитинга в кулачки необходимо контролировать, чтобы пресс-втулка была полностью покрыта кулачками и установлена глубже торца кулачков на несколько миллиметров. В противном случае при обжиме втулка удлиняется и на торце втулки образуется наплыв, при этом замок не полностью закрывается. Также в процессе установки нужно быть внимательным, чтобы не зажать гайку фитинга.
Отдельно необходимо отметить особенности обжима одночастных фитингов производства Parker и Manuli, это связано с тем, что у данных производителей втулка и фитинг представляют собой одно целое. Такие фитинги устанавливаются в кулачки так, чтобы линия на втулке совпадала с передним торцом обжимных кулачков. После правильного обжима на границе этой линии образуется наплыв как показано на рисунке.
 |  |


Неправильный выбор размера обжимных кулачков может привести к раскалыванию втулки. Если размер установленных кулачков меньше чем это необходимо, то на поверхности пресс-втулки возникают большие продольные наплывы металла с высокой концентрацией напряжений, по которым втулка может расколоться в процессе дальнейшего обжима или уже в процессе эксплуатации. Раскалывание втулки в процессе эксплуатации приводит к вырыванию фитинга из шланга, потере масла и возможным травмам для окружающих. При правильном подборе кулачков продольные наплывы ровные и имеют малую высоту.
При неправильном подборе арматуры, размера обжима или некачественном шланге (арматуре) в процессе обжима может быть слышен хруст в шланге, который хорошо ощущается на ощупь. Наличие хруста свидетельствует о перерезании оплеток внутренними гранями втулки. В этом случае необходимо проверить качество комплектующих, особенно шланга и размеры обжима.
Такие РВД должны быть отбракованы оператором станка по косвенному признаку (хруст) еще на стадии обжима до выяснения причины брака.

После обжима измерьте диаметр втулки в двух плоскостях посредине ее длины так чтобы губки штангенциркуля или микрометра не касались наплывов на поверхности втулки. Диаметры втулки в ее начале, ближе к фитингу, середине или в конце могут незначительно отличаться, поэтому в качестве среднего значения диаметра принимают диаметр посредине длины втулки.
Предельные отклонения диаметра обжатой втулки от табличного +0….-0,2 мм. Если табличное значение не достигнуто, повторите обжим, уменьшая диаметр обжима с шагом 0,1 мм до достижения заданного значения.
После получения необходимого размера произведите операцию обжима второго фитинга и также произведите замер полученного диаметра. Возможно, потребуется дополнительная корректировка размера обжима. Далее можно обжимать серию РВД с выборочным контролем размеров втулок.
Не обжимайте повторно пресс-втулку по наплывам от первого обжима.
Правильный выбор размера обжима обеспечивает максимальную силу сцепления втулки и шланга, а также лучшее уплотнение между внутренней трубкой шланга и ниппелем фитинга. На рисунках видно, что в процессе обжима шланга происходит уменьшение внутреннего диаметра ниппеля на фитинге. Изменение внутреннего диаметра ниппеля в определенных пределах также является косвенным подтверждением правильности обжима.
При контроле правильности обжима методом изменения необходимо помнить, что у всех составных частей шланга и арматуры есть собственные допуски на каждый размер. В таблице представлены значения предельных отклонений параметров одного из итальянских производителей РВД и арматуры:www.dhydro.com.ru
| Параметр | Предельные отклонения |
| Внутренняя трубка (наруж. диаметр) | ±0,2 мм |
| Металлическая оплетка (наруж. диаметр) | ±0,4 мм |
| Наружный слой резины (наруж. диаметр) | ±0,5 мм |
| Втулка (толщина стенки) | ±0,1 мм |
| Ниппель фитинга (наруж. диаметр) | ±0,1 мм |
| Диаметр обжима | +0,0 -0,2 мм |
Из таблицы понятно, что суммарный допуск для цепи размеров может быть больше предельных отклонений для табличных значений диаметра обжима, поэтому предпочтительнее пользоваться методом контроля с помощью проходных и непроходных калибров для проверки правильности обжима.
 |
 |
Метод контроля основан на изменении внутреннего диаметра ниппеля в процессе обжима, что является косвенным доказательством достаточного усилия в сопряжении втулка-шланг-ниппель. Используйте калибры соответствующего типа в зависимости от типа фитинга мультиспиральные и Intrlock, в зависимости от типа РВД оплеточные и навивочные. Каждый производитель рекомендует использовать свои калибры, т.к. они могут отличаться по размерам. При этом все калибры имеют сходную конструкцию: рукоятку, проходную и непроходную части для контроля внутреннего диаметра ниппеля. Размеры калибров для контроля обжима РВД некоторых производителей можно найти на нашем сайте www.dhydro.com.ru.
После обжима РВД в соответствии с рекомендациями и достижении табличного размера обжима проверьте его правильность при помощи калибра. Вставьте «Непроходной» калибр в ниппель как показано на рисунке. Конец непроходной части калибра должен остановиться приблизительно на середине длины ниппеля, в таком случае необходимое сжатие достигнуто. Если непроходная часть калибра не задерживается, то произведите повторный обжим, уменьшая диаметр с шагом 0,1 мм до достижения необходимого размера.
Далее вставьте «Проходной» калибр в ниппель, он должен без усилий входить в ниппель до конца. Это свидетельствует, что размер обжима оптимален и ниппель фитинга не «пережат». Далее можно продолжать изготавливать серию РВД с выборочным контролем необходимой частоты.
Если «Проходной» калибр задерживается внутри ниппеля, то это свидетельствует, что фитинг «пережат». В таком случае сильно уменьшается внутренний диаметр ниппеля, что вызывает перепад давления в этой области, а также изменение расхода рабочей жидкости (дросселирование), а это может неблагоприятно сказаться на работе исполнительных механизмов.


Если один из компонентов: фитинг, втулка, шланг изменен (другая партия или другой производитель), то необходимо обязательно повторно проверить правильность обжима измерением и «проходным» и «непроходным» калибрами.
Необходимо отметить, что метод контроля калибрами успешно можно применять в основном при использовании фитингов европейского производства. Это связано с тем, что многие азиатские производители фитингов не регламентируют предельные отклонения на внутренний диаметр ниппеля или намеренно делают слишком большую толщину стенки ниппеля. Таким образом, большинство европейских калибров просто не влезают в отверстие ниппеля азиатских фитингов.
Испытание готовых РВД под давлением может быть обусловлено требованиями заказчика с целью проверки качества компонентов и соответствия РВД заявленным рабочим характеристикам.
Испытания производятся в соответствии со стандартом ISO 1402:2009 «Рукава рукава в сборе резиновые и пластмассовые. Гидравлические испытания», а также ISO 7751 1991/2011. Проверочное давление при испытаниях должно в два раза превышать максимальное рабочее давление, указанное на шланге. Испытания проводятся на специально оборудованных стендах с защитными экранами и системой контроля давления.
Необходимо помнить, что на шлангах указано как рабочее давление, так и разрывное. При подборе РВД по давлению необходимо руководствоваться только рабочим давлением. Разрывное давление является справочной величиной. Испытания разрывным давлением являются разрушающими и использовать РВД после таких испытаний нельзя.
В процессе отрезания шланга, а также после установки фитинга с использованием смазки, внутри шланга могут оставаться частицы резиновой и металлической пыли, стружки и смазки. Данное явление неблагоприятно сказывается на работе гидравлических компонентов и может вызвать их преждевременный выход из строя.
Для очистки готовых РВД используются специальные пыжи, которые проталкиваются по внутренней трубке шланга при помощи сжатого воздуха, а также активная пена и специальные растворители. После очистки концы готового РВД должны быть закрыты пластмассовыми пробками или термоусадочными полиэтиленовыми заглушками.
При серийном производстве нет возможности проверять все изготовленные РВД, поэтому в зависимости от объема партии производится выборка и полная проверка на соответствие всем требованиям для следующего количества готовых РВД:
| Объем партии | Выборка для проверки | Дефекты для принятия партии | Дефекты для отказа партии |
| 5 и менее | все | 0 | 1 |
| от 6 до 8 | 5 | 0 | 1 |
| от 9 до 15 | 8 | 0 | 1 |
| от 16 до 150 | 13 | 0 | 1 |
| от 151 до 280 | 20 | 0 | 1 |
Например: если партия 150 шт., то необходимо проверить 13 случайных РВД из всей партии. Если дефектов не обнаружено, то принимается вся партия, если обнаружен хотя бы один дефект, то вся партия проверяется полностью. Отбракованные РВД должны храниться отдельно с последующим уничтожением или переработкой в зависимости от сложности дефекта.
Получить консультацию наших специалистов по любым вопросам вы можете по телефону +7 (8142) 78-04-08, 76-48-33, 76-41-50
dhydro.com.ru
 |
Технические характеристики:
Рукава высокого давления (РВД) используются в качестве гибких соединений в гидросистемах горно-добывающей, буровой, автомобильной, сельскохозяйственной, дорожно- строительной, лесозаготовительной, коммунальной, специальной и другой технике.
РВД (рукава высокого давления) также используются для подачи под давлением минеральных и гидравлических масел, жидкого топлива, смазочных жиров и водомасляных эмульсий при температурах от -50°С до +100°С (специальные рукава от -55°С до +135°С).
При производстве опрессовки РВД (рукавов высокого давления) с наконечниками, применяются гидравлические шланги отечественных и европейских производителей. Полная номенклатура рукавов высокого давления комплектующих, применяемых в производстве, сертифицирована и соответствует либо превышает требования стандартов ГОСТ 6286-73 и ГОСТ 25452-90.
Рукав РВД (рукав высокого давления) изготавливаются согласно:
ТУ 3148-001-20871731ТУ 3148-002-20871731ТУ 3148-003-20871731
ТУ 3148-004-20871731
ТУ 23.1.40-80 - по арматуре
Стандарты фитингов РВД
DK – Российский стандарт
 |
Резьба: метрическая от М16х1.5 до М52х2Диаметры рукавов: от 8 до 32 мм (5/16′′ – 1 1/4′′)Виды фитинга: прямой 0′′, угловой 45′′, угловой 90′′DK-(Г) фитинг со сферическим ниппелем и накидной гайкой DK-(Ш) ниппель с наружной резьбой
DKI- Российский стандарт
 |
Резьба: метрическая от М16х1.5 до М52х2Диаметры рукавов: от 6 до 32 мм (1/4′′ – 1 1/4′′)Виды фитинга: прямой 0′′DKI-(Г) фитинг с накидной гайкой «универсальный» DKI-(Ш) фитинг с наружной резьбой «универсальный»
DKO- Немецкий стандарт
 |
Резьба: метрическая от М12х1.5 до М52х2Диаметры рукавов: от 6 до 38 мм (1/4′′ – 1 1/2′′)Виды фитинга: прямой 0′′, угловой 45′′, угловой 90′′ DKO-(Г) фитинг с накидной гайкой «универсальный» DKO-(Ш) фитинг с наружной резьбой «универсальный»
J.I.C. – Joint Industries Council (американский стандарт)
 |
Резьба: дюймовая от 7/16′′-20′′ до 2 1/2′′-12′′ Диаметры рукавов: от 6 до 50 мм (1/4′′ – 2′′)Виды фитинга: прямой 0′′, угловой 45′′, угловой 90′′ JIC-(Г) фитинг с накидной гайкой «универсальный» JIS-C(Г) фитинг с накидной гайкой «тяжелый» JIC-(Ш) фитинг с наружной резьбой «универсальный»
JIS-C(Ш) фитинг с наружной резьбой «тяжелый»
J.I.S. – Japanese Industrial Standard (японский стандарт)
 |
Резьба: метрическая от М12х1.5 до М52х2Диаметры рукавов: от 6 до 50 мм (1/4′′ – 2′′)Виды фитинга: прямой 0′′, угловой 45′′, угловой 90′′ JIS-(Г) фитинг с накидной гайкой «универсальный» JIS-S(Г) фитинг с накидной гайкой «тяжелый» JIS-(Ш) фитинг с наружной резьбой «универсальный» JIS-S(Ш) фитинг с наружной резьбой «тяжелый»
B.S.P. – british Standart Pipe (английский стандарт)
 |
Резьба: трубная цилиндрическаяДиаметры рукавов: от 6 до 50 мм (1/4′′ – 2′′)Виды фитинга: прямой 0′′, угловой 45′′, угловой 90′′ BSP-(Г) фитинг с накидной гайкой «универсальный» BSP-S(Г) фитинг с накидной гайкой «тяжелый» BSP-(Ш) фитинг с наружной резьбой «универсальный» BSP-S(Ш) фитинг с наружной резьбой «тяжелый»
O.R.F.S. – O’Ring Face Seal (американский стандарт)
 |
Резьба: метрическая от М12х1.5 до М52х2 Диаметры рукавов: от 6 до 50 мм (1/4′′ – 2′′) Виды фитинга: прямой 0′′Тип уплотнения: под прокладку
ORFS-(Г) фитинг с накидной гайкой «универсальный» ORFS-(Ш) фитинг с наружной резьбой «универсальный»
N.P.T.F. – National Pipe Tapered Fuel (американский стандарт)
 |
Резьба: коническая дюймовая 1/4′′-2′′ (ГОСТ 6111-52)Диаметры рукавов: от 6 до 50 мм (1/4′′ – 2′′)Виды фитинга: прямой 0′′NPTF – фитинг с наружной конической резьбой «универсальный»
SF
 |
Тип соединения: штекерное с уплотнительным кольцом и зажимным замком Диаметры рукавов: от 6 до 50 мм (1/4′′ – 2′′)Виды фитинга: прямой 0′′
BANJO
 |
Тип соединения: резьбовое с поперечной расточкой Диаметры рукавов: от 6 до 16 мм (1/4′′ – 5/8′′) Виды фитинга: прямой 0′′, угловой 45′′, угловой 90′′
Штуцера для шлангов:
штуцер – штуцер
резьба трубная цилиндрическая
 |
штуцер – штуцер
резьба трубная метрическая
 |
штуцер – штуцер
резьба трубная цилиндрическая – трубная коническая
 |
штуцер – гайка
резьба трубная цилиндрическая
 |
гайка – гайка
резьба трубная цилиндрическая
 |
тройник
резьба трубная цилиндрическая
 |
угловой, фитинги угловые
резьба трубная цилиндрическая
 |
Резьбовые соединения в фитингах:
Нормативы :SAE - (Society of Automotive Engineers) – американский стандарт,
дюймовая резьба (60°)JIC - (Joint Industrial Counsil) - американский стандарт,
дюймовая резьба (60°)JIS - (Japanese Industrial Standard) - японский стандартDIN - (Deutsche Institute fur Normung) - немецкий стандарт, метрическая резьба (60°).
BSP - (British Standard Pipe) - английский стандарт
BSPT - трубная коническая (Tapered) резьба (55°)
BSPP - трубная цилиндрическая (Parallel) резьба (55°) BSW - ( British Standard Whitworth) - английский стандарт,
цилиндрическая резьба Витворта (55°)UN - (Unified thread) - американский стандарт (60°)
UNF - мелкая (Fine) дюймовая резьба UNC - крупная (Coarse) дюймовая резьба UNS - специальная (special) резьба
NPT - (National Pipe Tapered) - американский стандарт (60°)NPTF - трубная коническая резьба для топлива (fuel)NPSM - трубная цилиндрическая ( Straight Mechanikal) резьба
SF - (Straight Flange) - прямое фланцевое соединениеORFS – фланцевое соединение с уплотнительным О-кольцом
ГОСТ 9150-81 - метрическая резьба (60°) - аналог ISOГОСТ 25229-82 - метрическая коническая резьба (60°)ГОСТ 6111-52 - коническая дюймовая резьба (60°) - аналог NPTF ГОСТ 6357-81 - трубная цилиндрическая резьба (55°) - аналог BSPP ГОСТ 6211-81 - трубная коническая резьба (55°) – аналог BSPT ГОСТ 633-80 - трубы гладкие, высокогерметичные и с высаженными наружу концами, и муфты к ним (NKT)
 |  |
Источник: https://neva-diesel.com
Обсудить на форуме
ingeneryi.info
Компания ООО "Дизель-сервис" на протяжении многих лет занимается производством и поставкой рукавов высокого давления (РВД) от ведущих мировых производителей гидравлики таких как: Parker, Dunlop Hiflex, Specma, IMM, Veba, Verso, Alfagomma. Накапливая опыт и знания в этой области Мы всегда помогаем клиентам сделать правильный выбор и даем подробные рекомендации по установке и эксплуатации шлангов.
Выбор необходимой комбинации шлангов и фитингов обычно выполняется на завершающем этапе проектирования гидравлических систем, и часто его важность упускается из виду и недооценивается. Однако, верно подобранное сочетание фитингов и шлангов крайне важно для общей функциональности и долгой службы всей системы в целом.
Нижеследующие рекомендации и справочные данные помогут Вам сделать правильный выбор шлангов и фитингов а также расскажут о важных аспектах безопасного использования рукавов высокого давления в сборе.
 Обычно резиновый шланг представляет собой трубку из экструдированной синтетической резины назначение которой – удерживать рабочую жидкость внутри шланга. В силу упругих свойств каучука необходим усиливающий слой вокруг трубки, который позволяет ей выдержать внутреннее давление. Усиливающий слой (слои) может быть из текстиля или стали (или и то идругое). Для защиты этих внутренних слоев от воздействия внешних условий вокруг усиливающего слоя предусмотрено покрытие из синтетической резины. Рукава со стальным армированным слоем делят на два типа: первый с металличекой оплеткой, второй с металлической навивкой. Первые применяются в гидропроводах с относительно невысоким давлением (до 25 МПа) и там, где требуется меньший радиус изгиба рукава. Вторые используются в технике, работающей на давлении 30-40 МПа, в гидравлических системах с постоянными циклическими нагрузками. Именно эти два основных типа РВД используются в строительно-дорожной, коммунальной, лесной и другой специализированной технике. Также рукава высокого давления могут быть специальными и универсальными. Гидравлические универсальные рукава способны транспортировать жидкости и газы, температура которых составляет от -40°С до +100°C. Рукава специальные более надежные и крепкие. Они намного устойчивей к влиянию климата, механическим повреждениям, внутренним и внешним факторам, а также к влиянию низких или высоких температур.
Обычно резиновый шланг представляет собой трубку из экструдированной синтетической резины назначение которой – удерживать рабочую жидкость внутри шланга. В силу упругих свойств каучука необходим усиливающий слой вокруг трубки, который позволяет ей выдержать внутреннее давление. Усиливающий слой (слои) может быть из текстиля или стали (или и то идругое). Для защиты этих внутренних слоев от воздействия внешних условий вокруг усиливающего слоя предусмотрено покрытие из синтетической резины. Рукава со стальным армированным слоем делят на два типа: первый с металличекой оплеткой, второй с металлической навивкой. Первые применяются в гидропроводах с относительно невысоким давлением (до 25 МПа) и там, где требуется меньший радиус изгиба рукава. Вторые используются в технике, работающей на давлении 30-40 МПа, в гидравлических системах с постоянными циклическими нагрузками. Именно эти два основных типа РВД используются в строительно-дорожной, коммунальной, лесной и другой специализированной технике. Также рукава высокого давления могут быть специальными и универсальными. Гидравлические универсальные рукава способны транспортировать жидкости и газы, температура которых составляет от -40°С до +100°C. Рукава специальные более надежные и крепкие. Они намного устойчивей к влиянию климата, механическим повреждениям, внутренним и внешним факторам, а также к влиянию низких или высоких температур.
 Сборка шлангов и фитингов в единую деталь – ответственный процесс, который должен выполняться только профессиональным персоналом, строго соблюдающим инструкции по сборке. Неправильно собранные фитинги могут вырваться из шланга и привести к серьезным телесным повреждениям, ущербу имуществу из-за неконтролируемого движения шланга, пожару или взрыву жидкости, вытекающей из него. Для достижения максимально безопасной и долгой службы, шланг в сборе должен эксплуатироваться с определенными ограничениями. Эти ограничения в каталогах на продукцию тех или иных брендов, а также регламентируются такими государственными и учрежденческими стандартами и спецификациями, как ISO 17165-2, SAE J1273 или EN982.
Сборка шлангов и фитингов в единую деталь – ответственный процесс, который должен выполняться только профессиональным персоналом, строго соблюдающим инструкции по сборке. Неправильно собранные фитинги могут вырваться из шланга и привести к серьезным телесным повреждениям, ущербу имуществу из-за неконтролируемого движения шланга, пожару или взрыву жидкости, вытекающей из него. Для достижения максимально безопасной и долгой службы, шланг в сборе должен эксплуатироваться с определенными ограничениями. Эти ограничения в каталогах на продукцию тех или иных брендов, а также регламентируются такими государственными и учрежденческими стандартами и спецификациями, как ISO 17165-2, SAE J1273 или EN982.
 Рабочее давление РВД
Рабочее давление РВДШланги и фитинги должны подбираться таким образом, чтобы указанное для них максимальное рекомендованное рабочее давление было равно или выше, чем максимальное давление в системе. Импульсное или пиковое давление в системе должны быть ниже максимального рабочего давления для РВД в сборе. Импульсное или пиковое давление обычно можно измерить только при помощи чувствительных электрических приборов, которые измеряют и показывают значения давления с миллисекундными интервалами. Механические манометры давления показывают только средние значения и не могут применяться для измерения импульсного или пикового давления.
Эти испытания обычно проводятся по запросу клиента по методике, определенной стандартом ISO 1402. Испытания должны проходить при нормальной температуре окружающей среды на стенде с использованием воды или другой подходящей жидкости. Шланг в сборе подвергается давлению на период от 30 до 60 секунд; испытательное давление в 2 раза выше рабочего давления шланга в сборе. Не должно наблюдаться утечек или потерь давления. Полный отчет об испытаниях предоставляется клиенту вместе со шлангом в сборе.
Большинство шлангов европейских производителей имеют коэффициент безопасности по давлению 4:1, это означает, что разрывное давление = в 4 раза выше указанного максимального рабочего давления. Значения разрывного давления предназначены только для производственных испытаний – никогда нельзя выбирать шланг, ориентируясь на разрывное давление.
РВД в сборе (внутренняя трубка, внешнее покрытие и фитинги) должны быть химически совместимы как с жидкостями, транспортирующимися по шлангу, так и с окружающей средой. В таблицах химической стойкости в каталогах обычно приведена только стойкость внутренней трубки шланга к определенной жидкости. Таблицы химической стойкости РВД
 Диапазон температур
Диапазон температурВо избежание ухудшения свойств резиновых шлангов необходимо убедиться, что как постоянные так и временные температуры жидкостей и окружающей среды не превышают пределов, указанных для шланга производителем. Температуры ниже и выше рекомендованных значений оказывают негативное воздействие на рукав высокого давления и могут привести к отказу РВД или утечке жидкости. Низкие и высокие температуры также влияют на механические свойства РВД, что должно учитываться при проектировании систем.

Сила, которая передается посредством жидкости под давлением, зависит от давления и скорости потока. Размер компонентов должен быть подобран так, чтобы избежать перепадов давления и старения шлангов в результате тепловыделения или чрезмерной скорости потока. Для измерения типоразмеров своих шлангов компания Parker использует международно-признанные шаблоны. Типоразмер указывается по внутренней трубке шланга, а не по наружному диаметру.
 Радиус изгиба шланга
Радиус изгиба шлангаМинимальный радиус изгиба шланга означает минимальный радиус, с которым можно изогнуть шланг по всей длине при работе под максимальным допустимым рабочим давлением. Радиус изгиба не указывает на гибкость шланга. Значения радиуса изгиба, приведенные в каталоге, основаны на международных или внутренних спецификациях Parker, и были получены в результате строгих импульсных испытаний шлангов в сборе. Изгиб шланга с радиусом меньше минимального радиуса изгиба ведет к потере механической прочности и, следовательно, к возможному отказу шланга. Между фитингом и точкой начала изгиба должен быть прямой участок минимальной длиной, равной 1,5 наружного диаметра шланга (D).
Прокладка шлангов сборе должна осуществляться так, чтобы избежать каких бы то ни было повреждений шлангов в результате растяжения, сжатия, перегибов или трения об острые края, что необходимо для обеспечения максимально продолжительной и безопасной службы шланга.

Необходимо иметь систему контроля старения, которая обеспечивает использование шланга до истечения его срока хранения. Срок хранения – это период времени, в течение которого шланг сохраняет свои свойства, необходимые для использования его по назначению. Шланги должны храниться, с использованием принципа FIFO («первым поступил – первым выбыл»), где за основу принимается дата производства шланга или шланга в сборе. Срок хранения оптовых партий шланга или шлангов в сборе с трудом поддается определению, так как множество факторов могут оказывать негативное воздействие на пригодность шланга. В Европе правила, которым необходимо следовать, изложены в стандарте DIN20066:2002-10 и EN853-EN857 ("Правила техники безопасности при работе с гидравлическими шлангами в сборе"), ссылки на них даны в публикации Торговой Ассоциации. Выдержка из DIN 20066:2002-10: Для производства РВД в сборе берут шланги не старше 4 лет, считая со дня производства шланга. Срок службы шланга в сборе, включая хранение, не должен превышать 6 лет; срок хранения не должен превышать 2 из этих 6 лет. Кроме того, Международная организация по стандартам (ISO) подготовила черновую версию руководства по использованию шлангов/РВД в сборе, которая немного отличается от немецкого руководства. Документ ISO/TR 17165-2 требует, чтобы срок хранения шлангов или РВД в сборе не превышал 40 кварталов (10 лет) с даты производства, при соблюдении условий хранения в соответствии с ISO 2230. Если после хранения любого типа возникают сомнения в работоспособности шланга (трещины покрытия, ржавчина и т.д.), шланг должен пройти испытания под давлением или быть отбракован. Шланги в сборе всегда должны рассматриваться как компоненты, влияющие на безопасность, и поэтому следует избегать риска. Правила хранения шлангов:
Необходимо выбирать РВД в сборе соответственно задаче. Выбор продукции должен основываться на опубликованных спецификациях на шланги и должен соответствовать требованиям, которые ставит конкретная задача применения. Необходимо принимать во внимание множество факторов, которые воздействуют на внутренние и наружные поверхности рукавов высокого давления.
Сверяйтесь со стандартами, правилами и нормами, действующими в странах, где продается и используется оборудование.
Используйте правильную методику установки РВД в сборе! РВД не должны растягиваться, перехлестываться, сплющиваться или перекручиваться во время установки или использования. Не допускается изгиб РВД с радиусом, меньшим минимального радиуса изгиба.
Необходимо использовать надлежащие средства защиты при производстве, испытаниях или установке рукавов высокго давления в сборе.
Всегда используйте актуальные таблицы обжима, некоторые из которых вы можете найти на нашем сайте Таблицы обжима рукавов высокго давления.
Никогда не используйте гидравлические шланги для пара.
Некоторые задачи позволяют выбрать нужные шланги относительно просто – например, применение шлангов во всасывающих/возвратных(сливных) магистралях. Однако обычно более целесообразно принять во внимание изложенные ниже аспекты и использовать их как руководство, чтобы учесть все необходимые факторы. Использование данных, полученных при рассмотрении этих аспектов, поможет Вам сделать правильный выбор и поможет обеспечить безопасность, долгий срок службы и оптимальную стоимость рукава высокого давления в сборе.
Каково применение РВД?
 Энергия, передаваемая посредством жидкости под давлением, зависит от давления и скорости потока. Размер компонентов (шлангов и фитингов) должен быть подобран так, чтобы избежать перепадов давления и старения шлангов в результате выработки теплоты или чрезмерной скорости перемещения жидкости. Если Вы не знаете типоразмера нужного шланга, Вам поможет Номограмма пропускной способности шлангов. Типоразмер стандартных шлангов указывается по внутреннему диаметру шланга.
Энергия, передаваемая посредством жидкости под давлением, зависит от давления и скорости потока. Размер компонентов (шлангов и фитингов) должен быть подобран так, чтобы избежать перепадов давления и старения шлангов в результате выработки теплоты или чрезмерной скорости перемещения жидкости. Если Вы не знаете типоразмера нужного шланга, Вам поможет Номограмма пропускной способности шлангов. Типоразмер стандартных шлангов указывается по внутреннему диаметру шланга.
Необходимо выбирать шланги и фитинги так, чтобы максимальное рекомендованное рабочее давление РВД в сборе было равно или выше, чем максимальное давление в системе. Импульсное и пиковое давление должно быть ниже этого максимального рабочего давления шланга.
В каталогах это давление указано в мегапаскалях (МПа). Например: 27,6 МПа = 276 бар = 4000 psi. Полная таблица перевода для других единиц измерения Таблица перевода единиц давления. После определения типоразмера шланга можно воспользоваться таблицей Обзор рукавов высокго давления Parker для выбора подходящего шланга или страницей нашего сайта РВД Parker. Эта таблица представляет собой краткий справочник по шлангам, описанным в каталоге, с указанием диапазонов, температур, конструкции и стандартов шлангов.
Номинальное давление фитинговЭтот параметр часто упускают из виду проектировщики и производители рукавов высокого давления в сборе. Номинальное давление шланга в сборе определяется номинальным давлением самого слабого из компонентов РВД в сборе. Поэтому НЕДОСТАТОЧНО принимать во внимание только номинальное давление шланга. Значения номинальных давлений для различных типов фитингв можно уточнить у производителя фитингов или в офисе нашей компании.
При выборе шланга крайне необходимо принимать в расчет температуру как жидкости в шланге, так и температуру окружающей среды, а также их сочетание. Значения температур, приведенные в каталоге, относятся к температурам жидкости в шланге.
Высокая температураОбычно сочетание высокой температуры и высокого давления снижает ресурс шланга. Чтобы обеспечить непрерывную и безопасную работу шланга в сборе, необходимо регулярно проводить проверку шланга. Если наружная оболочка становится ломкой или трескается, шланг необходимо заменить. Чтобы максимально увеличить срок службы, выбирайте высокотемпературные шланги Parker, например: высокотемпературный шланг 436 - SAE 100 R16
Низкая температураОбычно низкие температуры снижают гибкость изделий из каучука. Указанная минимальная температура означает минимальную температуру, до которой может быть охлажден шланг перед тестом на холодный изгиб, во время которого на покрытии шланга появляются видимые трещины. Для чрезвычайно низких температур выбирайте продукцию Parker с индексом LT, например: низкотемпературный шланг 461LT – EN857-2SC
Для долгой службы и работы без утечек крайне важно, чтобы шланг в сборе (внутренняя трубка, наружное покрытие, а также фитинги и уплотнительные кольца) были химически совместимы как с жидкостью, которая транспортируется через шланг, так и с окружающей шланг средой. (В таблице химической стойкости ниже приведена только стойкость внутренней трубки к конкретным жидкостям). Таблица химической совместимости для шлангов.
На выбор фитингов влияют порты, к которым будет подключаться шланг, и страна происхождения. Несмотря на многочисленные попытки стандартизации и рационализации типов соединений, все еще существует множество систем соединений благодаря национальным и международным стандартам, и даже в силу индивидуальных требований конкретных клиентов или сегментов рынка. Обычно для гидравлических систем используются пять основных систем фитингов, хотя полный их список намного длиннее.Европейские системы резьбы:
Идентификация типа фитинга Обычно фитинги идентифицируются по внешнему виду, поверхности/типу уплотнения или по типу/форме резьбы. Руководство по идентификации фитингов, которое поможет Вам также идентифицировать тип резьбы и уплотнения: Идентификация типа фитинга. Моменты затяжки для фитингов на рукавах высокого давления
Отрезание и длина шланга
 Шланги отрезают до нужной длины в соответствии со спецификациями. Использование соответствующего инструмента для отрезания РВД обеспечивает ровный, чистый срез без повреждения усиливающих оплёток или навивок шланга. В зависимости от типа шланга, используются различные типы лезвий: 1) гладкие; 2) с зубцами.
Шланги отрезают до нужной длины в соответствии со спецификациями. Использование соответствующего инструмента для отрезания РВД обеспечивает ровный, чистый срез без повреждения усиливающих оплёток или навивок шланга. В зависимости от типа шланга, используются различные типы лезвий: 1) гладкие; 2) с зубцами.
Информацию об отрезных станках для РВД Вы можете найти на нашем сайте: Отрезные станки для РВД
Измерение длины РВД
Допуски по длине для рукавов высокого давления в сборе.Допуски по длине, мм, в соответствии с DIN 20066:2002-10 и EN 853 - 857
До 25 мм | Свыше 25 мм | |
| До 630 | + 7- 3 | + 12- 4 |
| Свыше 630 до 1250 | + 12- 6 | + 20- 6 |
| Свыше 1250 до 2500 | + 20- 6 | + 25- 6 |
| Свыше 2500 до 8000 | + 1,5%- 0,5% | |
| Свыше 8000 | + 3%- 1% | |
 Рукава высокого давления в сборе желательно маркировать в соответствии со стандартами EN и ISO. Должна быть приведена следующая информация:
Рукава высокого давления в сборе желательно маркировать в соответствии со стандартами EN и ISO. Должна быть приведена следующая информация:
Информацию о маркировочных станках для РВД Вы можете найти на нашем сайте: Маркировочные станки для РВД
Обжим – это наиболее быстрый, безопасный и распространенный метод производства РВД в сборе. Предлагаемые нами станки обеспечивают точный, герметичный и стойкий к пульсирующему давлению обжим рукавов высокого давления. Правильность, точность и качество подготовки РВД к обжиму обеспечивается только высокотехнологичными отрезными и окорочными (зачистными) станками, например, такими как станки финнской компании D-Hydro OY
 | Установка РВД в сборе и среда, в которой работает рукав высокго давления, напрямую влияют на срок службы РВД. На приведенных здесь рисунках показаны способы правильной установки РВД в сборе, которые позволяют максимально увеличить срок службы и обеспечить стабильную работоспособность РВД в сборе. При прямой установке шланга необходимо убедиться, что имеется достаточный запас длины (прогиб), который компенсирует возможные изменения длины шланга при подаче давления. Под давлением слишком короткий шланг может выскочить из фитингов или согнуть их, что приводит к преждевременным отказам металлических или уплотнительных деталей. Длина шланга должна быть подобрана так, чтобы обеспечивать запас длины (прогиб), достаточный для перемещения или вибрации компонентов без натяжения РВД. Однако следует избегать чрезмерных прогибов, в результате которых РВД может цепляться за другие компоненты или оборудование или тереться о них. Необходимо избегать механического натяжения шланга, изгиба с радиусом, меньшим допустимого, а также скручивания шланга при установке. Минимальный радиус изгиба для каждого шланга указан в таблицах технических параметров шлангов. Необходимо также принимать во внимание плоскость перемещения и прокладывать шланги соответствующим образом. Для правильной установки РВД также играет важную роль в выборе фитингов, так как правильно подобранные фитинги позволяют избежать натяжения шланга, использования слишком длинных шлангов, а также многокомпонентных резьбовых узлов. Правильное крепление (зажим/подвес) РВД необходимо для того, чтобы избежать контакта шланга с поверхностями, которые могут его повредить. Тем не менее, необходимо, чтобы шланг сохранял свои "гибкие свойства" и не было ограничения для изменения его длины под давлением. Следует также помнить, что РВД высокого и низкого давления не должны перекрещиваться или крепиться вместе, так как изменение длины может привести к износу наружных слоев шлангов. Нельзя изгибать шланги более чем в одной плоскости. Если шланг имеет изгиб в двух и более плоскостях, он должен быть разделён на отдельные сегменты, или каждый сегмент РВД должен быть закреплён только в одной плоскости. Рукава высокого давления должны проходить на расстоянии от горячих предметов, т.к. высокая температура снижает ресурс РВД. При использовании в местах с нетипично высокой температурой необходимо использовать защитную теплоизоляцию. Тогда как первостепенное значение имеет работоспособность шланга, при разработке следует также учитывать эстетичность и практичность установки. Следует также помнить и о возможном обслуживании системы в будущем, и поэтому избегать установки, затрудняющей доступ к узлам и агрегатам. При установке РВД необходимо соблюдать осторожность, чтобы шланг не касался поверхностей, которые вызывают абразивный износ наружного слоя рукава (контакт шланга с предметами и другими шлангами). Однако, если условия применения не позволяют этого избежать, необходимо использовать шланг со стойким к износу наружным слоем или защитные текстильные рукава и защитные металлические и пласмассовые спирали для РВД. Кроме того некоторые компании и в частности Parker предлагают рукава высокого давления с высокой стойкостью наружного слоя к абразивному износу. Покрытия Parker TOUGH COVER (ТС) или SUPER TOUCH (ST) предлагают стойкость к истиранию выше в 80 и 1000 раз соответственно, чем обычные резиновые наружные слои. |  |
dhydro.com.ru

Рукав высокого давления (РВД) — это гибкий трубопровод, используемый для транспортировки специальных гидравлических и моторных жидкостей на базе минерального масла, жидкого топлива, консистентных смазок, гликоля или водной эмульсии под давлением, для передачи рабочего усилия. Конструкционно РВД представляет собой две и более резиновых трубки помещенных одна в другую армированных металлическими оплетками или навивками, оборудованные соединительными фитингами.
Основными составляющими оборудования для производства РВД являются следующие станки:
Качественные станки для производства являются залогом выпуска качественной продукции, а значит и длительного срока эксплуатации механизмов и агрегатов.
В самом простом варианте РВД представляет собой неармированный шланг с использованием стальной оплетки. Однако это вариант далеко не единственный. Многообразие рукавов привело к тому, что на сегодняшний день есть несколько их классификаций. Так, в соответствии с одной из них, с учетом используемого вида РВД, их можно разделить на такие виды:
Во многих странах принято классифицировать РВД на 2 вида:
Сразу отметим, что такое деление достаточно условное и есть рукава, которые невозможно отнести к одному из двух типов. Но такие изделия имеют узкоспециальную направленность и довольно редко используются.
Наиболее распространенной является конструкция с оплетками, особенно в европейских странах. Там даже принята система стандартизации их и обозначения EN 857 и EN 853. В свою очередь, последний делится на 4 вида: 1ST и2ST (одна или две проволочных оплетки), 1SN и 2SN (тонкий слой вешний резиновый слой, что позволяет при процедуре армирования РВД не прибегать к процедуре зачистки резины).
Подробное видео про производство:
Что касается EN 857, то их принято обозначать 1SC и 2SC. Основная сфера их применения это краны, там, где не требуется большой радиус изгиба.
С металлическими навивками РВД в европейских странах присвоен стандарт EN 856, который в свою очередь подразделяется на 4 типа:
Стадии производства РВД:
На этом производство закончено, товар готов к реализации.
moybiznes.org