Наша компания НПП "Сервомеханизмы" занимается поставкой двигателей ведущих европейских производителей.
Разработка и изготовление нестандартных электродвигателей для различных отраслей промышленности и бытовой техники. Исполним любой заказ за месяц.
|
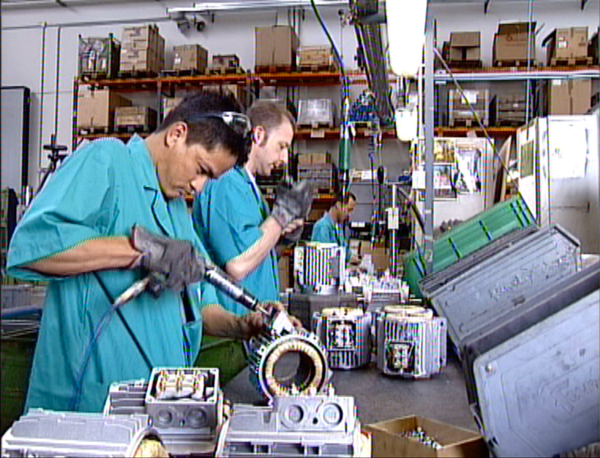
Производство электродвигателей начинается с тех.задания и разработанного под него проекта |
Затем - разработка опытных образцов, для дальнейших испытаний |
|
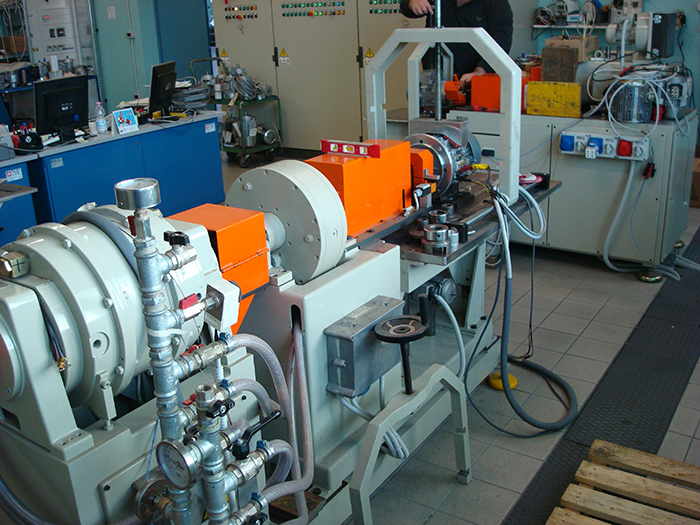
Установки для испытания электродвигателей |
Испытательные установки способны охватить при испытаниях диапазон мощности электродвигателей от 30 Вт до 25 кВт |
|
При удачно проведенных испытаниях двигатели запускаются в массовое производство |
Производство электродвигателей |
|
Используется современное высокоточное оборудование |
После того как все части электродвигателя произведены начинаеся сборка |
|
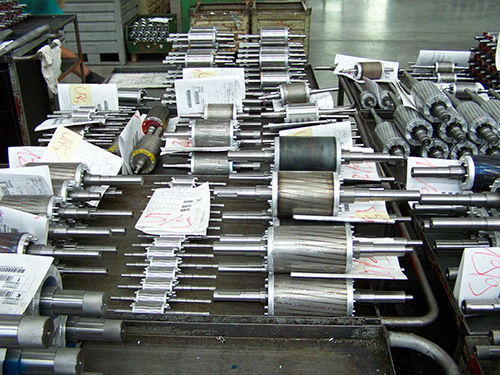
Валы для электродвигателей |
Роторы электродвигателя, уже насаженные на вал |
|
|
|
|
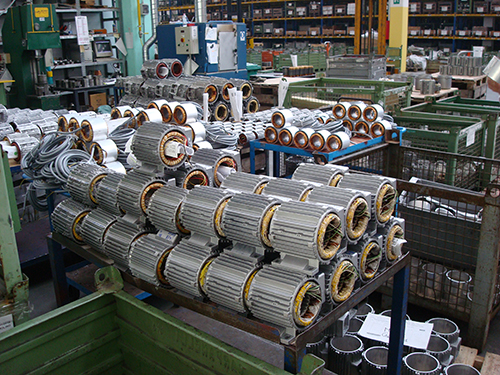
Корпуса электродвигателей |
Корпуса электродвигателя с обмоткой - статором |
|
Тормозные устройства |
Корпуса электродвигателей при сборке |
|
Готовая продукция ожидает отправки заказчику |
Электродвигатели используются включительно во всех отраслях тяжелой и легкой промышленности , машиностроении, приборостроении, строительстве, широком спектре бытового и промышленного оборудования, в станках, оборудовании пищевой индустрии, сельском хозяйстве, складском оборудовании, полиграфии, горно-добывающих и нефте-газовых отраслях, в химической, медицинской и микробиологической промышленности и т.п.Электродвигатель купить может любое предприятие и всегда найдет ему применение.
Просмотров: 4498 | Дата публикации: Понедельник, 06 октября 2014 08:51 |
www.servomh.ru
Введение
Асинхронные двигатели серии 4А, которая была спроектирована в 1969-1971 г.г, открыли новый раздел асинхронных машин. Эта серия базируется на рекомендациях МЭК по шкале мощностей и размеров, и на рекомендациях СЭВ по увязке мощностей и установочных размеров.
Серия 4А охватывает диапазон мощностей от 0,006 до 400 кВт и выполнена на 17 стандартных высотах оси вращения. На каждую из высот, кроме h=225 мм, выпускаются двигатели двух разных длин. Коэффициент нарастания двигателей меняется от 1,5-1,4 у двигателей с высотой оси вращения h=50-80мм до 1,25-1,2 у двигателей с h=280-350мм.
Новые конструктивные решения ряда узлов позволили в двигателях этой серии несколько увеличить объем активной части за счет увеличения диаметра сердечника статора при той же высоте оси вращения. В тоже время применение изоляции класса нагревостойкости F и новых сортов электротехнической стали (2013 и 2312) дало возможность повысить электромагнитные нагрузки, что позволило увеличить мощность и улучшить показатели.
Важными задачами при проектирования электрических машин являются улучшение энергетических показателей, снижение трудоемкости, использование прогрессивной технологии производства, экономия материалов при их изготовлении.
Изготовление ротора асинхронного двигателя ведется на основании разработанной схемы и включает в себя широкий круг вопросов, касающихся как выбора типа производства, оценки технологичности изготовления, выбора оборудования, разработки техпроцесса, расчета грузопотоков, технико-экономических расчетов, планировки цеха.
Целью выполнения курсового проекта является изучение технологических процессов при изготовления ротора асинхронного двигателя, анализ их с точки зрения производительности, экономичности, автоматизации, влияния на окружающую среду и т.д.
При изготовлении короткозамкнутого ротора обязательно необходимы такие операции как холодная штамповка, ориентировка, прессовка на вал, балансировка. Поэтому в цехе необходимы штамповочные установки, ориентировочные устройства, прессы, балансировочные станки, а также другое вспомогательное оборудование.
Используется способ последовательной штамповки многопозиционными штампами, что обеспечивает высокую производительность, облегчение условий труда, высокую стойкость штампов. При применении автоматического специального оборудования, автоматизации и механизации всех процессов можно достичь высокой производительности с низким процентом брака, сделать процесс стабильным, достичь минимальной себестоимости.
1 Назначение и описание конструкции изделия
Магнитопровод – основная часть электрической машины, в которой осуществляется главный процесс в машине – преобразование энергии. Поэтому изготовление магнитопровода является особо ответственной операцией. Для уменьшения потерь на вихревые токи и гистерезис, магнитопровод изготавливают шихтованным из электротехнической стали. Применение улучшенных материалов позволяет увеличивать энергетические показатели.
Новые конструктивные решения ряда узлов позволили в двигателях серии 4А несколько увеличить объем активной при той же высоте оси вращения. В тоже время применение электротехнической стали 2013 дало возможность повысить электромагнитные нагрузки, что позволило увеличить мощность и улучшить энергетические показатели.
Технические данные асинхронного двигателя 4А160М4У3 приведены в таблице 1.
Таблица 1 – Основные технические данные
| Мощность, кВт | Номинальное напряжение, В | Частота вращения, об/мин | Класс изоляции | Режим работы | Исполнение |
| 18,5 | 220 | 3000 | F | S1 | IP44 |
Асинхронные двигатели с короткозамкнутой обмоткой являются самыми распространенными. Обмотка изготавливается заливкой ротора алюминием. Она может быть выполнена при любой форме паза и обеспечивает хороший контакт между стержнями и кольцами. Вместе с кольцами отливают вентиляционные лопатки, которые отводят теплоту от колец и стержней. Кроме того, на лопатках и кольцах во время балансировки крепят грузы для устранения неуравновешенности ротора.
2 Выбор и обоснование типа производства
Тип производства определяется программой выпуска продукции, регулярности и стабильности выпуска.
Характеристики типов производства представлены в таблицах 2 и 3.
Основной характеристикой типа производства является коэффициент закрепления операции,
 ,
,
где О – число всех различных технологических операций, выполняемых в течении месяца;
Р – число рабочих мест;
 .
.
Таблица 2 – Характеристики типов производства
| Производство | Число обрабатываемых деталей одного типоразмера в год | ||
| Масса 100кг | Масса от 10 до 100 кг | Масса до 10 кг | |
| Единичное Мелкосерийное Среднесерийное Крупносерийное Массовое | до 5 5 – 100 100 – 300 300 – 1000 более 1000 | до 10 10 – 200 200 – 500 500 – 5000 более 5000 | до 100 100 – 500 500 – 5000 5000 – 50000 более 50000 |
Таблица 3 – Сравнительная характеристика типов производства
| Показатели | Производство | ||
| Массовое | Серийное | Единичное | |
| Номенклатура продукции | Маленькая | Ограниченная | Широкая |
| Характер выпуска | Стабильно, в большом количестве | Периодический, сериями | Эпизодический, небольшими партиями, штучно |
| Режим выпуска | Малый , учащённый (доли часов) | Укрупнённый (доли суток, месяцев) | Продолжительный |
| Степень специализации производства | Спец. оборудование, агрегатные станки, автом. линии | Специализированное, в большей степени универсальное | Универсальное оборудование не автоматизированное |
| Построение спец. участков, цехов | Предметно замкнутые цеха | Предметно-технологическое или техническое | Технологическое |
Продолжение табл. 3-Сравнительная характеристика типов производства
| Повторяемость производства | Ежедневная | Месячная, квартальная, годовая | Отсутствие повторяемости |
| Расположение оборудования | По ходу тех. процесса | По типам группам мест | По группам однотипности |
| Специализация рабочих | Узкая, пооперационная | Ограниченная по группам однотипных операций | Широкое использование рабочих-универсалов |
| Использование специальных приспособлений | Очень широкое | Широкое | редкое |
Из приведенных таблиц по следующему ряду параметров подходит серийное производство:
– программа выпуска 10000 штук в год;
– масса изделия 19,6 кг;
– стабильно в большом количестве;
– специальное оборудование, агрегаты;
– пооперационная специализация рабочих;
– расположение оборудования по ходу технологического процесса.
3 Оценка технологичности изделия
Оценку можно выполнить двух типов: количественную и качественную. Количественный принцип позволяет выразить технологичность конкретным численным показателем, что позволяет сравнить технологичность машины с аналогом. Основные показатели технологичности – полная трудоёмкость и полная технологическая себестоимость. Часто применимы на практике удельные показатели трудоёмкости.
Удельная трудоёмкость, нормо-час/кВт,
vunivere.ru
Изобретение относится к электри-. ческим машинам. Целью изобретения является увеличение удельного момента , приходящегося на единицу массы. Асинхронный двигатель содержит шихтованное ярмо статора 1 с приставными зубцами 2. В пазах уложена обмотка 3, катушки которой охватывают ярмо статора и равномерно распределены по его окружности. Длина зубцов 2 превышает длину ярма на удвоенную их высоту . Длина пакета ротора равна дли не зубцов статора. Способ сборки двигателя обеспечивает магнитную симметрию ярма статора, что исключает пульсации максимума вращающегося магнитного потока. Для этого края разрезанных по радиусу листов статора разводят при сборке веерообразно с равным шагом по окружности статора. Изобретение позволяет увеличить жесткость и снизить возможность возникновения вибраций двигателя. 2 с.п. ф-лы. 10 ил. (Л 5« uz.i силолые линии MOfHtrmHoeo лото/ о ШруглениезуИца Л 25
СОЮЗ СОВЕТСНИХ
СОЦИАЛИСТ ИЧЕСНИХ
РЕСПУБЛИК (19) (11) А1 (51) 4 Н 02 К 1/06 15/02
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К А ВТОРСНОМУ СВИДЕТЕЛЬСТВУ
ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР
flO ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ (2 1) 3769749/24-07 (:22) 09.07.84 (46) 30.11.87. Бюл. У 44 (72) И.А. Каримский, Н.Н. Левин, И.С. Сидаш и А.В. Якушков (53) 621.313.04:621.313(088.8) (56) Авторское свидетельство СССР
Ф 1022260, кл. Н 02 К 1/06, 1981, Авторское свидетельство СССР
К 1053226, кл. Н, 02 К 15/02, 1979. (54) АСИНХРОННЫЙ ДВИГАТЕЛЬ И СПОСОБ
ЕГО ИЗГОТОВЛЕНИЯ (57) Изобретение относится к электри-. ческим машинам. Целью изобретения является увеличение удельного момента, приходящегося на единицу массы.
Асинхронный двигатель содержит шихтованное ярма статора 1 с приставными зубцами 2, В пазах уложена обмотка 3, катушки которой охватывают ярмо статора и равномерно распределены по его окружности. Длина зубцов 2 превышает.длину ярма на удвоенную их высоту. Длина пакета ротора равна дли— не зубцов статора. Способ сборки двигателя обеспечивает магнитную симметрию ярма статора, что исключает пульсации максимума вращающегося магнитного потока. Для этого края разрезанных по радиусу листов статора разво дят при сборке веерообразно с равным шагом по окружности статора, Изобретение позволяет увеличить жесткость и снизить возможность возникновения вибраций двигателя. 2 с,п. ф-лы, 10 ил.
1356121
Изобретение относится к электрическим машинам, в частности к асин— хусиным двигателям, обеспечивающим простое и надежное преобразование электрической энергии переменного тока в механическую.
Целью изобретения является увеличение удельного момента при ограничении вибрации и повышение качества изготавливаемых изделий.
На фиг. 1 представлен асинхронный двигатель, продольный разрез; на фиг. 2 — разрез А-А на фиг. 1; на фиг.3 — схема соединения катушек в первичной обмотке; на фиг. 4, — технологическая оснастка для сборки пакета статора; на фиг. 5 и 6 — отдельные листы статора; на фиг. 7 схема включения первичной обмотки под постоянное напряжение при сборке пакета статора; на фиг. 8 и 9 — раэжимные оправки с конусными хвостовиками; на фиг. 10 — один из элементов двигателя: шихтованное кольцо, из сегментов которого при сборке образуются наконечники зубцов статора.
Асинхронный двигатель содержит шихтованное ярмо. статора 1 с приставными зубцами 2, листы стали которых параллельны стенкам прилегающих пазов
В образовавшихся пазах уложена первичная обмотка 3, состоящая из катушек 4 — 21,которые расположены с охватом ярма статора и равномерно распределены по его окружности. На фиг.3 представлена схема соединения катушек
4-21 для образования трехфазной первичной обмотки. При этом число катушек, приходящихся на один полюс и фазу в данной схеме, равно трем,укорочение шага первичной обмотки отсутствует. В случае необходимости применения укорочения первичной обмотки каждая катушка 4-21 выполняется составной их двух секций, соединение которых осуществляется по известным правилам соединения секций при двухслойных обмотках и в асинхронных двигателях.
1.
Статор 1 двигателя запрессован в корпус 22 с центрирующими выступами
23, высота которых определяется высотой проходящих по внешней поверхности пакета статора 1 сторон катушек
4-21, Между выступами 23, выполняющими наряду с образованием и закреплением цилиндрической поверхности пакета статора 1 концентрично оси вращения как роль механических ограничителей возможных перемещений катушек
4-21, так и функции теплоотвода,располагаются по две стороны катушки
4-21. При этом между соседними сторонами катушек образуются промежутки
24, которые могут быть использованы в качестве вентиляционных каналов, 1ð Последнее улучшает теплоотдачу первичной обмотки..Зубцы 2, длина которых больше толщины пакета статора 1 на удвоенную их высоту, могут быть выполнены или с закруглениями на торцах (фиг.2) или в виде трапеции, короткое основание которой примыкает к ярму статора, а длинное — к воздушному зазору. Зубцы заканчиваются шихто ванными наконечниками 25, направление
20 шихтовки которых совпадает с направлением шихтовки листов стали статора 1.
Удерживаются зубцы 2 на статоре 1 с помощью магнитного клея, например на базе эпоксидной смолы с ферромаг25 нитным наполнителем. Одновременно тонкая прослойка этого клея, обладающего высоким электрическим сопротивлением, предотвращает электрическое замыкание листов статора 1, идущими
30 в другом направлении листами зубцов
2. Ротор 26 асинхронного двигателя представляет собой шихтованный из листов стали пакет, толщин@ которого равна длине зубцов статора. В пазах
27 ротора распложена вторичная обмотка, образованная, например, из алюминиевых стержней 28, соединенных по торцам" ротора кольцами 29. Ротор
26 напрессован на вал 30, закрепленный в подшипниках 31, 32 переднего 33 и заднего 34 щитов двигателя, которые закрывают по торцам корпус 22", Асинхронный двигатель работает следующим образом.
При подаче многофазного напряжения на первичную обмоткусоздается вращающееся магнитное поле. Это поле наводит в элементах 28 короткозамкнутой вторичной обмотки ротора 26 ЭДС и
5р токи, которые при взаимодействии с вращающимся магнитным полем обуславливают вращающийся момент. Ротор 26 приходит во вращение. Путь замыкания магнитного потока следующий. Иэ ярма
55 статора 1 поток выходит в зубцы 2 (фиг. 2). Далее он расходится в осевом направлении двигателя и сужается в дуговом.. Затем поток каждого зубца попадает н шихтованные наконечники 25
1356121
360 360 360
k " k k !
Здесь k — целое число, равное ил примерно равное числу зубцов статора, но на которое практически без остатка (остаток не более 57) делится число пластин в ярме статора °
При сборке магнитопровода статорные пластины покрывают клеем, например на эпоксидной основе, первую из них 35 заводят одним концом внутрь катушек 4-21 и фиксируют шихтовочный знак 38 с помощью штифта 40, затем заводят вторую пластину и разворачивают до тех пор, пока ее шихтовочный знак не совпадает с положением фиксирующего штифта 40. Последний постепенно перемещают вверх, фиксируя поочередно укладываемые пластины.Для обеспечения плотного прилегания пластин статора друг к другу сборку производят при включенной первичной обмотке под напряжение постоянного тока, т.е. под действием сжимающих электромагнитных сил. Величина тока, регулируемая реостатом 41 и контролируемая амперметром 42, должна быть равна при этом примерно току холостого хода двигателя. После сборки пакета катушки .4-21 разводят по статору с .равными промежутками между ними, после чеro производят выравнивание статорных пластин и катушек друг относительно друга. Последнее выполняют с целью устранения смещения статорных пластин между собой, вызванного сборкой их в пакет, и образования концентричных оси вращения внешней и внутренней статорных поверхностей. Для этого в статор двигателя вводят разжимную оправку 43 (фиг. 8) с выступами 44, имитирующими зубцы.
Увеличивая диаметр разжимной оправки перемещением конусных хвостовиков 45 и 46, прижимают выступы 44 к внутрен-ней поверхности статора в промежутках между катушками 4-23. ОдновременПластины 35, 36 (фиг.5,6) статора 40 штампуют из электротехнической стали с шихтовочным знаком и разрезают каждую из них по радиусу в направлении прокатки стали для следующей сборки.
При необходимости предварительно до 45 разрезания собирают пластины статора в пакет и производят обработку его внутренней и внешней цилиндрических поверхностей. Для сборки статорных пластин 35, 36 в пакет их разрезанные 50 края разводят по высоте и таким образом заводят в окна катушек 4-21, расположенных вплотную друг к другу по форме сектора и закрепленных на специальной оправке 37. При этом в целях обеспечения равенства магнитI ных сопротивлений участков статора по периметру равномерно распределяют радиальные разрезы статорных пластин
55с и уже при меньшей индукции проходит воздушные зазоры, далее входит в зубцы ротора 26, Поток проходит по сердечнику ротора 26 и через зазоры и
5 зубцы 2 возврашается в статор 1. Путь оказывается замкнутым.
В этих условиях использование кольцевой обмотки статора позволяет сократить длину лобовых частей,обеспечивает магнитную и электрическую симметрию обмотки, увеличивает жесткость и снижает возможность возникновения вибраций, а кроме того,не препятствует удлинению зубца статора.
При удлиненном зубце можно уменьшить его ширину, сохранив неизменной площадь сечения для прохождения магнитного потока. Уменьшение ширины зубца обеспечивает увеличение ширины, и, следовательно, площади поперечного сечения паза, в котором удается разместить более мощную обмотку. Удлинение зубцов выполняется на их удвоенную высоту, поскольку для равномерного насыщения зубцов у торцов о ярма площадь поперечного сечения выступающей части зубца должна быть равной площади сечения зубца по высоте. На такую же величину необходимо удлинить и пакет ротора при соответствующем расширении его пазов и уменьшении высоты ярма. Последнее в конечном счете может быть использовано для уменьшения диаметра расточки статора.
Способ изготовления асинхронного двигателя осуществляют следующим образом. по окружности, т.е. разрез каждой последующей пластины при сборке пакета разворачивают на строго определенный угол относительно разреза предыдущей. Для этого шихтовочных знак
38 (39) вырубается под определенным углом oL„ê разрезу статорной пластины
35 (36). Так,например, на фиг. 4 изображены 1-я и п-я статорные пластины 35, 36, в которых й., 1356121 но со сборкой пакета статора формируют зубцовую 3oHj состоящую Hs приставных зубцов 2 и шихтованных нако. нечников 25. Зубцы 2 заранее шихтуют в единой полосе, склеивают, прилегающие к статору 1, и наконечниками 25 стороны шлифуют, а затем нарубают по длине, Для лучшего прохождения магнитного потока через воздушный зазор зубцы 2 заканчиваются шихтованными наконечниками 25. Указанные наконечники в сборе собирают и склеивают в пакет из пластин шихтованных колец 47 (фиг. 10), на внешней поверхности которых выполняют широкие прорези 48 под зубцы и глубокие прорези 49, напротив которых по внутренней стороне кольца 47 делают надрезы 50. Толщина шихтованного кольцевого пакета должна быть равна длине зубцов статора. Прорези 48 шихтованных колец покрывают клеем на базе эпоксидной смолы с ферромагнитным наполнителем и устанавливают в них 25 зубцы 2, Затем в пакет шихтованных колец 47 вводят разжимную оправку 51, представленную на фиг. 9. На оправке
51 с помощью скоб 52 закреплены толкатели 53 с ножами 54, отделенные от g{) нее деформируемой при большом усилии тонкой прокладкой 55, например из электрокартона или фибры толщиной
0,1-.0,2 мм. Число толкателей 53 на разжимной оправке 51 соответствует числу формируемых зубцов в асинхрон- ном двигателе ° Поверхность зубцов покрывают клеем и вводят разжимную оправку 51 с укрепленными на ней пакетом шихтованных колец и зубцами 40 между равномерно распределенными по ярму статора катушками и центрируют ее, Перемещая подвижные конусные хвостовики 56, 57 с двух сторон внутрь разжимной оправки 51, распирают ее, плотно прижимая закрепленные на ней зубцы 2 к внутренней стороне статора 1, а наконечники зубцов— к зубцам, При этом увеличение диаметI ра разжимной оправки 51 и связанное 5О с этим перемещение ножей 54 приводит к разрыву шихтованных колец 47 по линиям глубоких прорезей 49 и надрезов 50. В результате происходит формирование наконечников 25, а за счет прокладки 55 — устранение повышенных зазоров между зубцами и ярмом, а также зубцами и их наконечника— ми.
В собранном виде при введенной оправке и при сохранении усилия P клеевые соединения отверждают. При этом первичную обмотку 3 включают под напряжение, при котором постоянный ток в катушках 4-21 (фиг. 5) равен номинальному, что обеспечивает увеличение сжимающего усилия. После отверждения отключают постоянный ток, извлекают оправку 51 и пропитывают статор компаундом, а затем шлифуют образовавшиеся внутреннюю и внешнюю цилиндрические поверхности статора до коццентричного расположения их по отношению друг к другу и окончательного формирования шихтованных наконечников 25.
Процесс сборки асинхронного двигателя заканчивается объединением статора и ротора в единую конструкцию с помощью корпуса 22, щитов 33, 34, вала 30, подшипников 31, 32 и других крепежных элементов, Последовательность технологических операций при этом общеизвестна, Предлагаемые удлинение зубцов и увеличение длины пакета ротора на удвоенную высоту зубцов статора быстроходного асинхронного двигателя и способ его сборки обеспечивают уве-, личение момента, приходящегося на единицу массы, при ограниченных вибрациях.
Фор мул а и з об р е те ни я
1. Асинхронный двигатель, содержащий статор, имеющий шихтованный магнитопровод с ярмом и удлиненными по сравнению с его осевой длиной приставными зубцами, катушки обмотки, расположенные в пазах магнитопровода, и шихтованный магнитопровод ротора, отличающийся тем, что, с целью увеличения удельного момента при ограничении вибрации, катушки обмотки охватывают ярмо статора а длина магнитопровода ротора и . зубцов магнитопровода статора превышает длину ярма на удвоенную высоту зубцов статора.
2, Способ изготовления асинхронного двигателя, включающий изготовление ярма из штампованных пластин с шихтовочным знаком, установку и фиксацию катушек обмотки.на ярме, клеевое соединение зубцов с ярмом на разжимной оправке с последующим его от135612 верждением, заливку компаундом, о тл и ч а ю шийся тем, что, с целью повышения качества изготавливаемых изделий, перед установкой катушки собирают на оправке с фиксирующим штифтом, располагая их вплотную друг к другу по форме сектора, соединяют .их последовательно и согласно между собой, подают напряжение, 1о при котором постоянный ток равен току холостого хода, перед изготовлением ярма в пластинах выполняют радиальные вырезы, располагая их на разном расстоянии от шихтовочного знака„ покрывают пластины клеем, а изготовление ярма производят размещ ением пластин в кольцевом окне сек1 8 тора, при этом пластины перемещают внутри окна до совпадения шихтовочного знака с фиксирующим штифтоМ и равномерно располагают катушки по ярму, затем зубцы комплектуют на шихтованном кольце с надрезами на внутренней поверхности, а клеевое соединение ярма с зубцами выполняют введением кольца вовнутрь ярма с
0- ( последующим разрывом кольца по внутренним надрезам и отверждением клеевого соединения при подаче на обмотку напряжения, при котором постоянный ток в катушках равен номинальному а после отверждения компаунда
1 внутреннюю и внешнюю поверхности статора шлифуют.
Фиг,3
1356121
4...21 С, Ста торные аиопы с мартрной меткой и разорва 1.-rrepeee+eeae
Щиюирующгга стирка юру
adoptee
135612!
®ee Ю
Составитель Ф. Подольская
Редактор Н. Слободяник Техред А.Кравчук Корректор Л. Пилипенко
Заказ 5805/49 . Тирам 659 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4







www.findpatent.ru
|
Из числа других конструктивных вариантов двигателей с вытеснением тока наряду с рассмотренными в 27-1 и 27-2 наибольшее распространение получили двигатели с колбовидной и трапецеидальной формой пазов (рис. 27-9). Форма выполнения короткозамкнутых колец при колбовидной форме пазов показана на рис. 27-9 справа. Утолщение нижней части стержней (рис. 27-9) усиливает эффект изменения сопротивлений при вытеснении тока по сравнению с глубокопазным двигателем (см. рис. 27-1). Поэтому двигатели с пазами по схеме рис. 27-9 приближаются по своим свойствам к двухклеточным двигателям. В то же время в технологическом отношении изготовление двигателей с пазами по схеме рис. 27-9 проще, чем двухклеточ-ных. Наряду с двигателями сколбовидной и трапецеидальной формой паза для тяжелых условий пуска строятся также двух-клеточные двигатели. Для двигателей с Р„> 100 кет и 2р5=6 обычно применяются роторы сглубокими пазами. В двигателях скороткозамкнутым ротором при 2р = 2 роторы часто приходится выполнять с круглыми пазами, так как небольшая высота ярма ротора не позволяет применять рассмотренные выше формы пазов. В этом случае короткозамыкающие кольца на обоих торцах ротора охватываются массивными стальными кольцами. При пуске токи в короткозамыкающих кольцах индуктируют в стальных кольцах большие токи, и в стальных кольцах возникают значительные потери. Это эквивалентно увеличению активного сопротивления вторичной обмотки, что приводит к увеличению пускового момента. В рабочем же режиме вследствие малой частоты токи, индуктируемые в стальных кольцах, незначительны. Поэтому такие двигатели по своим свойствам приближаются к глубокопазным. В асинхронных двигателях с короткозамкнутым ротором мощностью 100—150 кет и ниже обмотка ротора выполняется путем алюминиевой заливки. При этом с целью использования явления вытеснения тока и улучшения пусковых характеристик применяются вытянутые врадиальном направлении пазы тойили иной
Рис. 27-9. Колбовидная и трапецеидальная формы сечения стержней роторов формы (рис. 27-10), которые заливаются алюминием по всему сечению. Одновременно отливаются также короткозамыкающие кольца с вентиляционными крылышками. В связи с изложенным необходимо отметить, что во всех изготовляемых в СССР асинхронных двигателях с короткозамкнутым ротором мощностью от 500—600 вт и выше используется явление вытеснения тока, и поэтому, а также вследствие насыщения путей потоков рассеяния такие двигатели обладают переменными параметрами и для них круговая диаграмма токов действительна только в пределах нормальных рабочих режимов. В двигателях мощностью в несколько десятков ватт и ниже размеры пазов ротора получаются настолько малыми, что использование эффекта вытеснения тока в них обычно невозможно. Такие двигатели, кроме того, имеют малое насыщение участков магнитной цепи, вследствие чего они обладают постоянными параметрами и для них круговая диаграмма действительна в полной мере. В СССР асинхронные двигатели изготовляются в виде унифицированных серий. Наиболее массовым является выпуск двигателей общепромышленного назначения с номинальными мощностями 0,6—100 кет. В течение ряда послевоенных лет на такие мощности в СССР выпускались двигатели с коротко-замкнутым ротором серии А и АО, а в настоящее время выпускаются двигатели модернизированной серии А2 и АО2 с улучшенными технико-экономическими показателями (А и А2 — защищенного исполнения, АО и АО2 — закрытого обдуваемого исполнения). Двигатели этой серии охватывают 9 габаритов, от 1-го до 9-го, с наружными диаметрами сердечников статора от 133 до 458 мм, с несколькими длинами в каждом габарите. Двигатели 1-го—5-го габаритов выпускаются только в закрытом исполнении. Роторы всех двигателей серии имеют алюминиевую заливку. Тип АО2-72-4, например, означает: трехфазный короткозамкнутый двигатель серии АО2 (закрытое; обдуваемое исполнение), 7-го габарита и 2-й длины, с 4 полюсами. В качестве примера в табл. 27-1 приводятся номинальные и некоторые другие данные ряда асинхронных двигателей. На базе нормальных двигателей серии А2 и АО2, с использованием их основных деталей и узлов, предусматривается также специальное исполнение двигателей: 1) с повышенным пусковым моментом, 2) с повышенным скольжением, 3) для текстильной промышленности, 4) многоскоростных, 5) с фазным ротором, а также ряд других специальных исполнений (малошумные на подшипниках скольжения, со встроенным электромагнитным Рис 27-10 Формы пазов роторов двигателей сзаливкой алюминием
тормозом для быстрой остановки, рудничные, для тропического климата и др.). Таблица 27-1 Данные асинхронных двигателей Повышенный пусковой момент достигается специальной формой пазов ротора, а повышенное номинальное скольжение — заливкой ротора, силумином (сплав алюминия и кремния), который имеет более высокое по сравнению с алюминием удельное сопротивление. Двигатели с повышенным скольжением обладают в определенных случаях лучшими средневзвешенными энергетическими показателями при пульсирующей нагрузке. Двигатели большинства текстильных машин имеют большой коэффициент использования, т. е. они находятся в работе в течение большей части суток и несут при этом номинальную или близкую к ней нагрузку. В этих условиях экономически выгодно повышение к. п. д. двигателей, что достигается выполнением двигателя в данных габаритах на меньшую мощность. На металлообрабатывающих станках (токарных, фрезерных и др.) для облегчения и удешевления коробки скоростей в большинстве случаев устанавливаются короткозамкнутые асинхронные двигатели, обмотка статора которых допускает переключение на разные числа полюсов, в результате чего двигатель имеет несколько номинальных скоростей вращения (см. § 28-2).
Кроме двигателей серии А2 и АО2, в СССР изготовляются также асинхронные двигатели других серий, в том числе на мощности ниже 0,6 кет и выше 100 кет. Выпускаются также двигатели ряда специальных серий (взрывобезопасные, крановые и др.). |
lektsia.com
Использование: электротехника при изготовлении магнитопроводов с явно выраженными полюсами для статоров однофазных двигателей. Сущность изобретения: пластины получают из ферромагнитного порошка посредством его прессования с одновременным формированием на противоположных краях соседних полюсов утолщений в форме выступов. Набор магнитопровода из отдельных пластин осуществляют таким образом, чтобы утолщения полюсов не несущей утолщений пластины соприкасались с торцевой поверхностью полюсов, не несущей утолщений, каждой последующей пластины, а зоны с изотропной электрической проводимостью получают в процессе спекания образующих магнитопровод пластин посредством их диффузионной сварки в местах соприкосновения. На поверхности пластин, не несущей утолщений, соосно утолщениям и одновременно с ними формируют выемки, форма которых повторяет форму утолщений, а глубина меньше высоты утолщений. 1 з.п. ф-лы, 4 ил.
Изобретение относится к электротехнике, а именно к способу изготовления магнитопроводов с явно выраженными полюсами для статоров однофазных асинхронных двигателей, создающих на валу ротора пусковой электромагнитный момент.
Известен способ изготовления магнитопровода с явновыраженными полюсами для статора однофазного асинхронного двигателя, создающего на валу ротора пусковой электромагнитный момент, в соответствии с которым из листового железа штампуют отдельные пластины с пазом на поверхности каждого полюса, после чего с пластины снимают заусеницы, покрывают их слоем изоляции, из отдельных пластин набирают магнитопровод необходимого в осевом направлении размера, изготовляют медные короткозамкнутые витки, одну из активных сторон которых укладывают в пазы полюсов, а другие активные стороны укрепляют на торцевой поверхности полюсов [1]. Недостатками данного способа являются высокая трудоемкость изготовления, малая технологичность конструкции, высокие затраты на производство и низкая эффективность охлаждения магнитопровода при работе двигателя. Первые два недостатка объясняются необходимостью штамповки большого числа пластин, снятием с них заусениц, образующихся при штамповке, покрытием пластин слоем изоляции, сложностью сборки магнитопровода, изготовлением медных короткозамкнутых витков и их креплением на полюсах. Третий недостаток объясняется большими отходами активных материалов в процессе штамповки пластин и короткозамкнутых витков. Причиной последнего недостатка является малая поверхность охлаждения магнитопровода. Известен другой способ изготовления магнитопроводов с явновыраженными полюсами для статоров однофазных асинхронных двигателей, создающих на валу ротора пусковой электромагнитный момент, в соответствии с которым из листового железа штампуют отдельные пластины с усеченной частью каждого полюса, снимают с пластин заусеницы, покрывают пластины слоем изоляции, из отдельных пластин набирают магнитопровод необходимого в осевом направлении размера, после чего изготовляют зоны с изотропной электрической проводимостью в виде ферромагнитных массивных вставок с поперечным сечением, совпадающим по форме с усеченной частью полюсов, с последующим креплением зон с изотропной электрической проводимостью на усеченных частях полюсов [2]. Однако, и данный способ изготовления магнитопроводов характеризуется высокой трудоемкостью, малой технологичностью, высокими затратами на производство и низкой эффективностью охлаждения при работе двигателя. Первые два недостатка связаны со штамповкой большого числа пластин, необходимостью снятия с них заусениц, покрытием пластин слоем изоляции, сложностью сборки магнитопровода, изготовлением ферромагнитных массивных вставок сложного профиля и их креплением на полюсах. Третий недостаток объясняется большими отходами активных материалов в процессе штамповки пластин и при изготовлении ферромагнитных вставок. Причиной последнего недостатка является малая поверхность охлаждения магнитопровода. Цель изобретения - повышение технологичности, снижение трудоемкости и затрат, увеличение эффективности охлаждения магнитопровода. Поставленная цель достигается благодаря тому, что пластины получают из ферромагнитного порошка посредством его прессования с одновременным формированием на противоположных краях соседних полюсов утолщений в форме выступов, набор магнитопровода из отдельных пластин осуществляют таким образом, чтобы утолщения полюсов каждой предыдущей пластины соприкасались с торцевой поверхностью полюсов, не несущей утолщений, каждой последующей пластины, а зоны с изотропной электрической проводимостью получают в процессе спекания образующих магнитопровод пластин посредством их диффузионной сварки в местах соприкосновения. На поверхности пластины, не несущей утолщений, соосно утолщениям и одновременно с ними формируют выемки, форма которых повторяет форму утолщений, а глубина меньше высоты утолщений. Изготовление магнитопроводов по предлагаемому способу приводит к созданию на части каждого полюса электрического поверхностного контакта между пластинами, что, в случае размещения на полюсах однофазной обмотки, обуславливает сдвиг по фазе магнитных потоков частей полюсов и получение на валу ротора однофазного двигателя электромагнитного пускового момента. Данный технический эффект достигается при использовании предлагаемого способу и не достигается при использовании известных способов, в соответствии с которыми пусковой момент получают посредством охвата части каждого полюса короткозамкнутым витком, размещением на части каждого полюса массивной ферромагнитной вставки или укладкой в пазы статора вспомогательной пусковой обмотки и включением в ее цепь фазосдвигающего элемента. Поиск аналогичных и эквивалентных технических решений не обнаружил в основном и смежных классах технических решений, направленных на решение поставленной задачи предложенными путями. Это означает, что данное техническое решение соответствует критерию "существенные отличия". На фиг.1 показана одна из пластин магнитопровода статора с двумя явновыраженными полюсами; на фиг.2 - развертка на плоскости магнитопровода 2-полюсного асинхронного двигателя с утолщениями на части полюсов; на фиг.3 - схематический вид однофазного асинхронного двигателя; на фиг.4 - развертка на плоскости магнитопровода 2-полюсного асинхронного двигателя с утолщениями и впадинами на части полюсов. Предложенный способ изготовления магнитопровода с явновыраженными полюсами для статора однофазного асинхронного двигателя реализуется следующим образом. Порошок чистого железа (96,5%) смешивают с порошком кремния (3,5%). Из полученной смеси на прессе при давлении 8-10 т/см2 прессуют отдельные пластины 1 толщиной 1,5-2,5 мм с утолщениями 2 на части полюсов 3 (см. фиг.1). Утолщения 2 выполняются на одной из торцевых поверхностей пластин 1 и имеют форму выступов. Высота утолщений 2 составляет 0,3-1,0 мм, а их длина равна 0,35-0,45 от длины дуги полюсов 3. Из пластин 1, полученных прессованием, набирают магнитопровод необходимого в осевом направлении размера (см. фиг. 2), причем набирают так, что утолщения 2 полюсов 3 каждой предыдущей пластины 1 соприкасаются с торцевой поверхностью полюсов 3, не несущей утолщений 2, каждой последующей пластины 1. Такой порядок набора магнитопровода из отдельных пластин 1 обеспечивает соприкосновение всех пластин 1 на части поверхности полюсов 3, несущих утолщения 2. Оставшиеся части поверхности пластин 1 оказываются разделенными друг относительно друга воздушными зазорами 4, высота которых равна высоте утолщений 2. К набранному из пластин 1 магнитопроводу в осевом направлении прикладывают статическое сжимающее давление 2-4 МПа, после чего магнитопровод помещают в вакуумную печь с глубиной вакуума 10-4 мм рт.ст. Процесс спекания пластин 1, образующих магнитопровод, ведут при температуре в печи 1050-1100оС в течение 2-1,5 ч. При этом одновременно со спеканием пластин 1 протекает процесс их диффузионной сварки в местах соприкосновения друг с другом. В результате диффузионной сварки на одной части каждого полюса 3, которая несет утолщения 2, создается зона изотропной электрической проводимости 5. На другой части полюсов 3, из-за наличия между пластинами 1 воздушных зазоров 4, образуется зона 6 с анизотропной электрической проводимостью. На полюсах 3 изготовленного таким образом магнитопровода, размещается однофазная обмотка 7 (см. фиг.3), а в пространстве между полюсами 3 устанавливается ротор 8, который относительно полюсов магнитопровода статора отделяется рабочим воздушным зазором 9. На поверхности пластин 1, не несущей утолщений 2, соосно утолщениям 2 и одновременно с ними формируют выемки 10. Форма выемок 10 повторяет форму утолщений 2, а их глубина составляет 0,1-0,3 мм, т.е. приблизительно 30% от высоты утолщений 2. Однофазный асинхронный двигатель с магнитопроводом статора, изготовленным по предлагаемому способу, обеспечивает создание на валу ротора электромагнитного пускового момента и запуск двигателя в ход. Физически это объясняется следующим образом. При подключении однофазной обмотки 7 к источнику однофазного переменного напряжения в ней возникает электрический ток, который создает пульсирующий магнитный поток. Одна часть этого потока проходит по участкам 5, характеризующимся изотропной электрической проводимостью, а другая часть потока проходит по участкам 6, имеющим анизотропную электрическую проводимость. Часть потока, проходящая по участкам 5, имеющим изотропную электрическую проводимость, индуцирует в них электрические токи, которые создают свое магнитное поле, направленное встречно потоку, созданному током однофазной обмотки 7. В результате на участках 5 образуется некоторый результирующий магнитный поток, который по отношению к потоку участков 6 с анизотропной электрической проводимостью оказывается сдвинутым в пространстве и времени. Наличие пространственного и временного сдвигов по фазе магнитных потоков участков 5 и участков 6 приводит к созданию в рабочем воздушном зазоре 9 эллиптического магнитного поля, а на валу ротора 8 - электромагнитного пускового момента, обуславливающего надежный запуск двигателя. П р и м е р. Предлагаемый способ изготовления магнитопровода статора реализован в опытном образце однофазного асинхронного двигателя, в качестве ротора, в котором использован ротор с короткозамкнутой обмоткой от серийно изготавливаемого двигателя типа АПН 011-2. Производится смешивание железного порошка марки ПЖРВ-2-200 (96,5%) с добавкой порошка кремния (3,5%). Смесь прессуется на гидравлическом прессе при давлении 8 т/см2, в результате чего получаются отдельные пластины. Толщина пластин составляет 2,5 мм, высота утолщений в осевом направлении двигателя равна 0,6 мм, а их длина выполнялась равной 13 мм, что составляло 0,35 от длины дуги полюса. Из девяти пластин выбирается магнитопровод и к нему в осевом направлении прикладывается статическое сжимающее давление 3 МПа. После этого магнитопровод помещается в вакуумную печь (10-4 мм рт.ст. ), где осуществляется его спекание при температуре (1050-1070)оС в течение двух часов. Одновременно с процессом спекания протекает процесс диффузионной сварки по поверхности соприкосновения пластин. Исследования в отраслевой лаборатории кафедры "Общая электротехника и промышленная электроника" Пермского политехнического института показали, что однофазный асинхронный двигатель с магнитопроводом статора, изготовленным по предлагаемому способу, обеспечивает надежный запуск ротора из неподвижного состояния. Использование в качестве исходного материала смеси порошка чистого железа и порошка кремния и прессование смеси при давлении 8-10 т/см2 позволяет реализовать безотходную технологию и получить пластины, а следовательно и магнитопровод, у которых магнитная проницаемость, индукция насыщения, потери от протекания вихревых токов и потери на перемагничивание близки к их величинам, характерным для магнитопроводов из листовой электротехнической стали. Формирование в процессе прессования на части явновыраженных полюсов утолщений в форме выступов обуславливает получение на валу ротора однофазного асинхронного двигателя пускового электромагнитного момента, взаимную изоляцию посредством воздуха пластин друг относительно друга по всей их поверхности, исключая поверхность утолщений полюсов, а также многократное увеличение поверхности охлаждения магнитопровода статора. Спекание пластин в среде вакуума и приложение к пластинам в осевом направлении статического сжимающего давления обеспечивают пластинам и магнитопроводу необходимую механическую прочность и их диффузионную сварку по поверхности соприкосновения пластин друг с другом, т.е. по поверхности утолщений. Формирование в процессе прессования пластин выемок, расположенных соосно утолщениям, обеспечивает строго определенное положение пластин друг относительно друга и создает предпосылки для автоматизации процесса сборки магнитопровода. Всесторонними экспериментальными исследованиями установлено следующее. Уменьшение в смеси порошка чистого железа и увеличение порошка кремния приводит к снижению индукции насыщения и ухудшению механических свойств пластин за счет повышения их твердости и хрупкости. Увеличение порошка чистого железа и уменьшение порошка кремния обуславливает снижение электрического сопротивления пластин, рост вихревых токов и коэрцитивной силы, увеличение потерь на вихревые токи и перемагничивание. Прессование пластин при давлении, меньшем 8 т/см2, приводит к снижению плотности пластин, возникновению пористости и уменьшению магнитной проницаемости, т.е. ухудшению магнитных характеристик. Увеличение давления выше 10 т/см2 невозможно из-за ограниченной прочности оснастки. Уменьшение статического сжимающего давления ниже 2 МПа не позволяет получить хорошего контакта между пластинами, что приводит к снижению качества диффузионной сварки пластин и уменьшению прочности магнитопровода. Увеличение статического сжимающего давления выше 4 МПа обусловливает пластическую деформацию утолщений и приводит к уменьшению воздушного зазора между пластинами и ухудшению отвода тепла. Увеличение температуры спекания выше 1100оС приводит к появлению локальных участков оплавления. При этом теряется форма пластин, появляются поры диффузионного характера, что снижает магнитную проницаемость и увеличивает вихревые токи. Уменьшение температуры спекания вниз от 1050оС не обеспечивает условий равномерного растворения кремния в железе, что приводит к уменьшению магнитной проницаемости и магнитной индукции. Время спекания выбирается из условий полного растворения кремния в железе: с повышением температуры спекания время спекания уменьшается и, наоборот, с уменьшением температуры спекания время спекания возрастает. Прессование пластин толщиной менее 1,5 мм обуславливает уменьшение магнитной проницаемости и ухудшение магнитных характеристик из-за снижения плотности материала пластин, вызванного ростом влияния трения по торцевым поверхностям. Увеличение толщины пластин, по сравнению с 2,5 мм, приводит к увеличению вихревых токов и ухудшению электрических и магнитных характеристик магнитопроводов. Уменьшение высоты утолщений, по сравнению с 0,3 мм, обуславливает уменьшение воздушного зазора между пластинами и ведет к ухудшению охлаждения магнитопровода. Рост высоты утолщений выше 1 мм приводит к увеличению габаритов магнитопровода в осевом направлении. Снижение длины утолщений, по сравнению с 0,35 длины дуги полюсов, обуславливает уменьшение электромагнитного момента однофазного двигателя. Рост длины утолщений, в сравнении с 0,45 длины дуги полюсов, практически не приводит к увеличению электромагнитного момента, но связан с увеличением расхода порошка и уменьшением поверхности охлаждения магнитопровода. Глубина выемок выбирается из условия надежной фиксации пластин при наборе магнитопровода и эффективного отвода тепла через воздушные зазоры между пластинами. Однофазный асинхронный двигатель с магнитопроводом статора, изготовленным по предлагаемому способу, так же как и однофазный асинхронный двигатель с магнитопроводом статора, изготовленным по способу [2], выбранному в качестве прототипа, обеспечивает создание пускового электромагнитного момента. Вместе с тем, предлагаемое изобретение, в сравнении с [2], обеспечивает получение существенного положительного эффекта, который сводится к следующему. Повышается технологичность конструкции, снижается трудоемкость и затраты на производство магнитопроводов, что объясняется отсутствием отходов активных материалов, повышением производительности за счет исключения операций снятия заусениц, взаимного изолирования пластин слоем лака, изготовлением ферромагнитных вставок, их креплением на части полюсов, полной автоматизацией производства, а также сокращением необходимого числа пластин, вызванного увеличением толщины пластин по сравнению с толщиной листовой стали. Существенно возрастает эффективность охлаждения магнитопровода и размещенной на нем обмотки за счет наличия между пластинами, образующими магнитопровод, воздушных зазоров. Повышение эффективности отвода тепла позволяет увеличить удельные электрические и магнитные нагрузки однофазных двигателей, что способствует улучшению рабочих характеристик двигателей или уменьшению их габаритов. Изобретение рекомендуется к использованию на предприятиях, осуществляющих серийное производство однофазных асинхронных двигателей.Формула изобретения
1. СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА СТАТОРА ОДНОФАЗНОГО АСИНХРОННОГО ДВИГАТЕЛЯ, создающего на валу ротора пусковой электромагнитный момент, согласно которому изготавливают отдельные пластины, набирают из них магнитопровод необходимого в осевом направлении размера и создают на противоположных краях соседних полюсов зоны с изотропной электрической проводимостью, отличающийся тем, что, с целью повышения технологичности, снижения трудоемкости и затрат, увеличения эффективности охлаждения, пластины получают из ферромагнитного порошка посредством его прессования с одновременным формированием на противоположных краях соседних полюсов утолщений в форме выступов, набор магнитопровода из отдельных пластин осуществляют таким образом, чтобы утолщения полюсов каждой предыдущей пластины соприкасались с торцевой поверхностью полюсов, не несущей утолщений, каждой последующей пластины, а зоны с изотропной проводимостью получают в процессе спекания образующих магнитопровод пластин посредством их диффузионной сварки в местах соприкосновения. 2. Способ по п. 1, отличающийся тем, что на поверхности пластин, не несущей утолщений, соосно с утолщениями и одновременно с ними формируют выемки, форма которых повторяет форму утолщений, а глубина меньше высоты утолщений.РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4www.findpatent.ru