





После замены клапанов надо обязательно выполнить их притирку. Если вы устанавливаете клапана без притирки, есть риск, что они будут пропускать воздух или бензин в закрытую камеру сгорания. Кроме того, иногда может потребоваться и притирка старых клапанов: основной признак того, что клапана требуют притирки, – это разная компрессия в цилиндрах, при которой автомобиль дергается на холостых оборотах.
Обратите внимание: прежде чем приступать к притирке старых клапанов, их нужно очистить от нагара с помощью металлической щетки, после чего проверить на биение с помощью специального прибора.
Для притирки клапанов необходимы следующие инструменты и материалы:
1. Притирочная паста. В автомагазинах можно найти много вариантов притирочной пасты. Основная характеристика притирочной пасты – это степень обработки. Опытные автомобилисты советуют брать мелкозернистую пасту, так как с ней притирка клапанов будет гораздо быстрее и эффективнее.
2. Инструмент для притирки клапанов. Если специального инструмента у вас нет, приспособление для притирки клапанов можно изготовить своими руками с помощью дрели и резинового шланга.
3. "Шарошка" для клапанного гнезда. Она понадобится в том случае, если седло клапана повреждено или прогорело – в таком случае, прежде чем притирать клапан, нужно обработать седло с помощью "шарошки".

Притирку клапанов следует проводить на разобранной ГБЦ. Выполняется она следующим образом:
1. На фаску клапана наносится притирочная паста по кругу.
2. На стержень клапана надевается пружина, клапан вставляется в направляющую втулку со стороны камеры сгорания.

3. Чтобы в направляющую втулку не попала притирочная смазка, стержень клапана следует предварительно смазать графитовой смазкой.
4. На стержень клапана надевается инструмент для притирки. Если речь идет о самодельном инструменте из дрели – натянуть резиновый шланг.
5. Притирать клапан, попеременно прижимая его к седлу, а потом ослабляя усилия. Если речь идет о притирке с помощью дрели, следует включить ее на минимальные обороты в реверсивном режиме, если о ручном инструменте – вращать по очереди в обе стороны на пол-оборота.
6. Притирку клапана следует проводить до тех пор, пока на фаске не появится "поясок" серого цвета шириной 1,5 мм. В то же время на седле клапана должен появиться блестящий "пояс" такой же ширины – около 1,5 мм.

7. После притирки клапан и седло клапана следует протереть чистой тряпкой и промыть бензином, чтобы удалить остатки притирочной пасты.
8. Процедуру притирки следует повторить для каждого клапана.
После того как притирка клапана завершена, можно проверить его герметичность. Для этого необходимо поставить клапан с пружинами и сухарями, положить головку набок и налить керосина в канал, закрытый клапаном. После этого следует подождать несколько минут: если керосин не поступает в камеру сгорания, значит, клапан герметичен.
blamper.ru
После капремонта двигательной системы, снятия нагара с клапанов или при их замене на новые обязательно проводится притирка клапанов.

Благодаря процедуре удаляются мелкие неровности и повреждения, возникшие в процессе эксплуатации, а также повышается герметичность ДВС.
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка – как следствие, клапаны и седла хорошо прилегают один к одному.
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки – с их помощью можно уточнить степень разгерметизации клапанной системы.
Как проверить притирку:При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана – паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов – от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты – тогда головка компонента будет плотно установлена на посадочное место.
Пасты различаются и по цене – от недорогих для личного использования до фирменных составов для профессиональной притирки. Провести самостоятельную обработку можно составом средней стоимости. Важно следить за состоянием самих клапанов и корректностью процесса притирки.

Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
У мастером-любителей наибольшей популярностью пользуется электродрель для притирки - из-за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки – приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Также потребуется рассухариватель, чтобы снять «сухари» – детали, соединяющие тарелки пружины с клапаном.
Существует четыре основных метода обработки.
Для проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
Важна практика – если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс – минимальный риск испортить клапанную систему. Но времени занимает очень много – до получаса на каждый клапан.

Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Отличие пневмомашинки от предыдущего инструмента – технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
После того как клапаны были притерты, следует проверить качество притирки. Существует несколько вариантов.
Самый простой и распространенный способ проверки – это положить ГБЦ на ровную поверхность тарелками кверху и налить в камеру сгорания бензин или керосин. Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Второй метод аналогичен первому, только клапаны необходимо засухарить, перед тем, как наливать керосин.

Проверка качества притирки третьим способом проводится несколько иначе. Клапаны засухаривают, ГБЦ укладывают на бок, в камеры наливают керосин/бензин. Правильно притертый компонент будет удерживать жидкость только усилием пружины.
Сделать притирку самостоятельно не так уж и трудно – главное, правильно рассчитать усилие при работе с дрелью и частоту вращений. Если же вы опасаетесь нанести вред топливной системе автомобиля, обратитесь к квалифицированным мастерам автосервиса DDCAR. Вам не придётся переживать по поводу того, что вашему любимому «железному коню» будет причинён непоправимый ущерб!
ddcar.ru
Если вы найдете ошибку в тексте, выделите её мышью и нажмите Ctrl+Enter. Спасибо.

Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя.
Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.

В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.

Из инструментов для выполнения этой операции понадобится:
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.


Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.

При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.

Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.

1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Пасты.
Для притирки клапанов одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.

Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.



Используют ее для того, чтобы обработать поврежденную поверхность седла.
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.

После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.

Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.




После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.

Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.


Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.

На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.

Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.

Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция - нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.

Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Если в статье есть видео и оно не проигрывается, выделите любое слово мышью, нажмите Ctrl+Enter, в появившееся окно введите любое слово и нажмите "ОТПРАВИТЬ". Спасибо.
ЭТО МОЖЕТ БЫТЬ ПОЛЕЗНЫМ:
ПОДЕЛИТЬСЯ НОВОСТЬЮ С ДРУЗЬЯМИ:
autotopik.ru
Притирка клапанов ответственный этап ремонта двигателя. Расскажем какие инструменты необходимы и как правильно сделать притирку клапанов и проверить качество.

ИНСТРУМЕНТЫ ДЛЯ ПРИТИРКИ КЛАПАНОВ
Притирочная паста для клапанов.притирочная паста для клапанов двигателя. Основное, что нужно купить — это притирочная паста. Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая притирает клапан к его гнезду. Существует множество вариантов притирочной пасты. Например, такие как на рисунке в форме клапанов. Её следует выбирать из своих финансов и предпочитаемого производителя.
Притирочная паста отличается по степени обработки: от крупнозернистой (для первоначальной обработке) до мелкозернистой (для окончательной обработке). Последнюю рекомендуют специалисты по ремонту двигателей, т.к. с ней процесс пойдет быстрее. Все зависит не от самой пасты, а от состояния клапанов и фасок и правильности процесса. Для кого-то обычный тюбик притирочной пасты за 100 рублей сойдет, другим подавай только профессиональную.
Если делаете самостоятельно, то лучше начать с обычной притирочной пасты, не с самой дорогой. Если что-то пойдет не так, то докупить нужную в процессе.
«Шарошка» для снятия металла на клапанном гнезде.дедовские шарошки для ремонта ГБЦДанный инструмент применяется для восстановления седел клапанов. Она представляет насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.
Нужны ли шарошки для притирки клапанов? Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если повреждены (прогаром), тогда нужно обработать специальными шарошками. В общем, технология такова — сперва лучше поменять направляющие клапанов, далее притирка.
Новые клапана.
Новые клапана не всегда нужны. Если обнаружили, что они несколько изогнуты, то попытка их выпрямить ни к чему не приведет, за исключением потраченных сил и времени. Более правильным будет направиться в «авто запчасти» и приобрести новый комплект клапанов для двигателя.
При замене клапанов обратите внимание на их качество. Высота всех клапанов должна быть одинаковой, на стержнях, торцах и рабочих уплотняющих фасках не допускается рисок и шероховатостей. Лучше перед установкой отполировать стержни до зеркального блеска. Полировке стоит подвергнуть также плоскость тарелки и «черную» шейку клапана, так он будет меньше нагреваться и обрастать нагаром. Уплотняющую фаску не трогайте, её надо только притереть к седлу.
Инструмент для притирки клапанов.притирка клапанов с помощью дрелиМожно использовать для этих целей дрель и резиновый шланг. Процесс выглядит следующим образом: одеваем на дрель шланг (можно с помощью сверла, а закрепляем хомутами), а на этот шланг одевается клапан двигателя (крепим с помощью хомутов) с нанесенной притирочной пастой.
Далее вставляем клапан в гнездо и начинаем процесс притирки. Главное не давать максимальных оборотов дрели, процесс должен происходить на малых оборотах (400-500 об/мин). Если больше оборотов, есть риск перегреть седла или пояски клапанов. Главное, в процессе притирки не совершать круговые движения, а имитировать работу клапана вперед и назад.
Данный способ притирки клапанов с помощью дрели не очень хороший, и занимает много времени.
ПРОЦЕСС ПРИТИРКИ КЛАПАНОВ ДВИГАТЕЛЯ
У клапанов и седел встречаются два вида дефектов: рабочие фаски покрыты раковинами и налетом нагара, но имеют правильную форму; рабочие фаски покрыты раковинами и нагаром, но их правильная коническая форма нарушена — на конической поверхности образовалась ступенчатая поверхность, а коническая фаска закруглилась.
В первом случае клапан достаточно притереть, во втором — перед притиркой рабочую фаску протачивают на токарном станке, а седло клапана обрабатывают коническими шарошками. Обработку седла начинают шарошкой с углом 45°, затем срезают верхний поясок седла шарошкой с углом 15°, после чего шарошкой с углом 75° снимают фаску в нижней части седла или шлифованием рабочей поверхности седла абразивными кругами с углами 45, 15 и 75° с помощью ручной дрели.
Притирают с помощью дрели, при вращении которой клапан автоматически повертывается в ту и другую сторону и постепенно вращается по окружности. Можно притирать ручной дрелью или отверткой, но это займет дольше времени.На фаску клапана и седла для грубой притирки наносят слой притирочной пасты для клапанов. Клапан вращают на 120° и в противоположную сторону при легком нажатии на головку клапана на °.
Грубую притирку продолжают, пока не будут устранены все раковины и царапины, затем вытирают клапан и седло салфеткой. После окончательно притирают пастой до приобретения рабочими поверхностями равномерного матового цвета. Ширина притертой поверхности должна быть 1-1.5 мм.
МЕТОДЫ ПРОВЕРКИ КАЧЕСТВА ПРИТИРКИ
Чтобы узнать, выполнена притирка или нет — обратите внимание на поверхность клапана – на ней образуется дорожка серого цвета шириной около двух миллиметров. Если таковая имеется, значит, процесс притирки завершен.
нанесение пасты на клапана для притиркиЕще одной деталь — является использование масла, как финальной пасты. Его нужно нанести, предварительно смыв пасты всех слоев. Данная процедура позволяет определить степень притирки, поскольку все раковины, если они будут, будут видны.
Как бы не притирали клапана, двигатель все равно «доведет его под себя». Можно потратить уйму сил, обеспечить абсолютную герметичность, однако через пару часов работы мотора уплотнение клапанов ухудшится. Можно притереть клапаны небрежно, например керосин будет выступать из-под клапана, но не рекой. И через несколько дней работы мотора герметичность клапанов улучшится.
Если начать измерять их на протекание, то окажется что в обоих случаях мотор приработал клапаны до некого оптимального состояния. Поэтому «выделывания» с притиркой разными пастами, финишной доводкой пастой ГОИ можно назвать лишней тратой времени.
www.avtostart.kg
 Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин. От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин. От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры: 1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же. 2. "Шарошка" для снятия небольшого выработонного слоя металла на клапанном гнезде. 3. Новые клапана. 4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит. Второе "шарошка", с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана. Новые клапана - от их качества зависит многое, а качество зависит от цены... думайте сами...
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.


1. Берем новый клапан, вставляем в клапанную втулку. 2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 2\1, чтобы смесь стала похожа по вязкости на шампунь. 3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно). 4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой. После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся. Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то... сами знаете.
yamotorist.ru
Что такое компрессия? Это давление в камере сгорания в конце такта сжатия. Оно может стравливаться через поршневые кольца или через клапанный механизм. В первом случае ремонт подразумевает исключительно замену, а во втором - вполне можно обойтись и без этого. Рассмотрим такие ситуации на примере двигателя ВАЗ.
 Прежде всего, стоит сказать, что эта процедура называется "притирка клапанов". В процессе эксплуатации на седлах клапанов образуется нагар, который не дает им полностью закрываться. Таким образом, притирка клапанов позволяет избежать данной неисправности. Как определить, что им требуется притирка? Ответ прост. Если упала компрессия в цилиндрах, то такая операция просто необходима. Дело в том, что притирка клапанов нужна таким двигателям, ресурс которых уже немного исчерпан, а агрегат уже далеко не полон сил.
Прежде всего, стоит сказать, что эта процедура называется "притирка клапанов". В процессе эксплуатации на седлах клапанов образуется нагар, который не дает им полностью закрываться. Таким образом, притирка клапанов позволяет избежать данной неисправности. Как определить, что им требуется притирка? Ответ прост. Если упала компрессия в цилиндрах, то такая операция просто необходима. Дело в том, что притирка клапанов нужна таким двигателям, ресурс которых уже немного исчерпан, а агрегат уже далеко не полон сил.
Изначально между седлом и пояском клапана образуется зазор из-за износа последнего. Поскольку «хлопок» при закрытии довольно сильный, со временем кромка сбивается и нарушается геометрия прилегания. Затем в зазор попадает несгоревшая смесь, которая попросту коксуется на поясках клапанов, что делает зазор еще больше. Как правило, такие проблемы случаются в основном с выпускными клапанами, поскольку впускные «шлифуются» входящими потоками. Кроме того, здесь нет препятствий потоку воздуха, да и в момент, когда температура максимально высока, клапаны находятся в закрытом состоянии.

Теперь непосредственно о том, как производится притирка клапанов. ВАЗ категорически запрещает владельцам данных автомобилей выполнять притирку дрелью. По их словам, так невозможно произвести нужное усилие. Но дело в том, что усилие-то как раз и не требуется. Если его прикладывать, то седло сточится неровно. В этом случае клапан будет неточно центрован, что приведет к появлению зазора с одной стороны. Это чревато вышеописанными последствиями. И все же притирка клапанов дрелью не может быть настолько эффективной, насколько это возможно при использовании специального набора.
Она производится в три этапа. Их очередность зависит от зернистости притирочной пасты, которая меняется в процессе. Если притирка клапанов производится дрелью, то в нее зажимается штифт такого же диаметра, что и стержень. Один конец шланга надевают на этот штифт, а другой - на клапан. Затем седло и поясок смазываются пастой, после чего выставляются небольшие обороты вращения. Если они будут слишком маленькими, то это не страшно - немного увеличится время работы.

Если же они будут велики, то есть риск перегреть и седла, и клапаны. Тогда на них появится характерная синяя полоска. Это верный знак перегрева. После первоначальной обработки стирается паста, потом натирается следующая, меньшей зернистости. После применения третьей пасты поверхности тщательно протираются с керосином. Затем нужно их смазать моторным маслом и повторить процедуру притирки, соблюдая «скоростной режим». Это обеспечит максимально плотное закрывание.
Ну вот, после этого компрессия в цилиндрах заметно возрастет. Следует помнить, что двигатели, степень сжатия которых меньше 8, очень чувствительны к ней. Это сильно сказывается на простоте эксплуатации, поэтому притирку клапанов можно проводить даже между ремонтами, например, через 20 000 км пробега.
fb.ru
Необходимый специальный инструмент и приспособления:
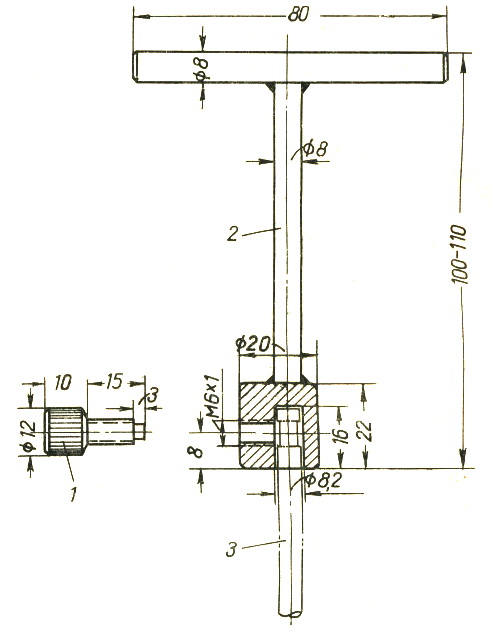
Рис. Приспособление для вращения клапана при его притирке к седлу: 1 — прижимной винт; 2 — вороток с головкой; 3 — стержень клапана
Притирать клапаны нужно очень аккуратно, не снимая с рабочих фасок клапанов и седел слишком много металла, так как это сокращает число ремонтов седла и клапана и тем самым уменьшает общую продолжительность их службы. К концу притирки нужно уменьшить содержание наждачного порошка в притирочной пасте, а с момента, когда притираемые поверхности станут совершенно гладкими и примут ровный сероватый цвет, притирку вести только на одном чистом масле. Внешним признаком удовлетворительной притирки является получение однотонного матово-серого цвета (без черных пятен) на рабочих поверхностях головки клапана и его седла.
ustroistvo-avtomobilya.ru







