Содержание
как заварить чугунный блок двигателя?
0
Опубликовано: 18.06.2017
У любого автомобиля блок цилиндров литой. Основная неисправность этих двигательных деталей — это появление трещин, устранение которых осуществляется при помощи сварки. Как заварить чугунный блок автомобильного двигателя? Данная процедура достаточно сложная. При выполнении сварочных работ необходимо добиться как герметичности изделия, так и восстановления его физических характеристик.
Двигательный блок является важнейшей комплектующей любого современного автомобиля. С этим элементом связано множество рабочих процессов, от которых зависят скорость и мощность транспортного средства. Благодаря низкой температуре плавления, для производства данного элемента используется чугун. При помощи чугуна можно отливать детали разной сложности конструкции, даже с самыми мельчайшими элементами.
При помощи чугуна можно отливать детали разной сложности конструкции, даже с самыми мельчайшими элементами.
Оглавление:
- Особенности материала, используемого для изготовления блоков цилиндров
- Особенности сварки двигательных блоков из чугуна
- Технология сваривания
- Трещины блока автомобильного двигателя
- Горячая сварка
Особенности материала, используемого для изготовления блоков цилиндров
- формирование пор, трещин;
- появление в процессе обработки каленых структур, используемый инструмент быстро тупится;
- в результате перегрева тонкий материал рассыпается.
Чугун может отличаться составом:
- серый чугун — ковкий высокопрочный материал, легко поддается обработке, ограниченная свариваемость;
- белый чугун — достаточно твердый и хрупкий материал, который поддается шлифовке, но не сваривается.


Особенности сварки двигательных блоков из чугуна
Методик сварки металлов существует множество, но для получения максимально надежного соединения отдельных деталей необходимо использовать проверенные технологии, способные гарантировать результативное выполнение сварочных работ.
Технология сваривания
Независимо от того, в каких условиях осуществляется сварка чугунного блока цилиндров, необходимо четко следовать следующим требованиям выполнения данного типа работ:
- Используя щетку по металлу, предварительно производят тщательную зачистку поверхности изделия (до блеска).
- Для снятия окисляющей пленки и различных химических налетов зачищенная поверхность обезжиривается специальными составами.
- Подбирается нужный флюс, выкладывается вдоль свариваемой кромки.
- На следующем этапе металл разогревается до необходимой температуры при помощи газовой горелки. На это понадобится несколько минут, но сразу начинать сваривание не рекомендуется.
- Металл можно соединять после достижения им установленной температуры. Сваривание блока цилиндров производится небольшими участками — приблизительно до 15 см за один проход.
- После создания шва металл нужно прогревать на протяжении еще нескольких минут, уменьшая температуру постепенно. Нельзя допускать быстрого охлаждения детали или резких температурных перепадов.
- Созданные сварные соединения необходимо проверить: на производстве эта процедура осуществляется специальными методами, в бытовых условиях производится визуальный осмотр.

Трещины блока автомобильного двигателя
Существует три варианта сварки трещин блоков цилиндров из чугуна:
- нагревание всего изделия;
- нагревание только отдельных его участков, на которых образовались трещины;
- холодная сварка изделия без предварительного нагревания.

Если после заваривания трещины поверхность блока цилиндров в момент работы соприкасается с прочими деталями двигателя, она подвергается дополнительной обработке. Лишний сварочный металл убирается при помощи наждачной бумаги, напильника, абразива.
Горячая сварка
Важно! Качественно заварить чугунный блок автомобильного двигателя способен только опытный сварщик. Непрофессионально выполненные работы могут привести к основательному выходу данной детали из строя.
Сергей Одинцов
tweet
Сварка чугунного блока двигателя полуавтоматом в домашних условиях
Для сварщика, при ремонте изделий из чугуна, главное достичь максимально прочного шва, так как именно сварное соединение всегда является самым слабым местом. Когда идет сварка чугунного блока двигателя, то зачастую происходит заварка трещин, сколов и прочих повреждений. В основном, толщина такого блока составляет от 4 до 8 мм, поэтому, рекомендуется использовать электроды диаметром в 4 мм.
Когда идет сварка чугунного блока двигателя, то зачастую происходит заварка трещин, сколов и прочих повреждений. В основном, толщина такого блока составляет от 4 до 8 мм, поэтому, рекомендуется использовать электроды диаметром в 4 мм.
Электроды для сварки чугунного блока двигателя
Трещины возникают в рубашках блока охлаждения, так как она может подвергаться ударам и на нее негативно влияют процессы разморозки. В блоке также могут возникать проломы, которые получаются из-за разрушения гильзо-поршневой группы. Сначала может сложиться впечатление, что поломку можно заделать легко, но на самом деле это не так. Особенности свойства чугуна выдвигают дополнительные требования к технологии сваривания. Здесь также возникает большая ответственность, так как неправильными движениями можно испортить весь блок. Все это может занимать больше времени, за счет необходимости в прерывании шва, попутной обивке шлака и прочих вещей. Все это проводится по ГОСТ 2246-70.
Сварка чугунного блока двигателя в домашних условиях
Свариваемость чугуна и другие свойства
Сварка чугунного блока двигателя полуавтоматом предполагает соблюдение всех особенностей обработки данного материала. Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.
Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.
Сварка чугунного блока
Также стоит отметить свойство быстрого остывания металла. Если допустить резкий спад температуры, что в данном случае может произойти вполне естественным способом, то в металле могут образоваться поры и трещины, не говоря уже о других деформациях. Во время остывания в чугуне образуются различные по структуре кристаллической решетки соединения. Соответственно, все эти соединения могут иметь различных объемы. Из-за этого могут образовываться внутренние поры.
Также стоит отметить низкие пластичные свойства, что приводит к появлению перенапряжений в металле, от которого также появляются трещины. Особенно характерно это, когда идет сварка тонкого металла электродом. Металл обладает высокой хрупкостью, что создает дополнительные сложности в обработке и делает такие условия, при которых трещины могут образоваться даже при относительно небольших механических ударах.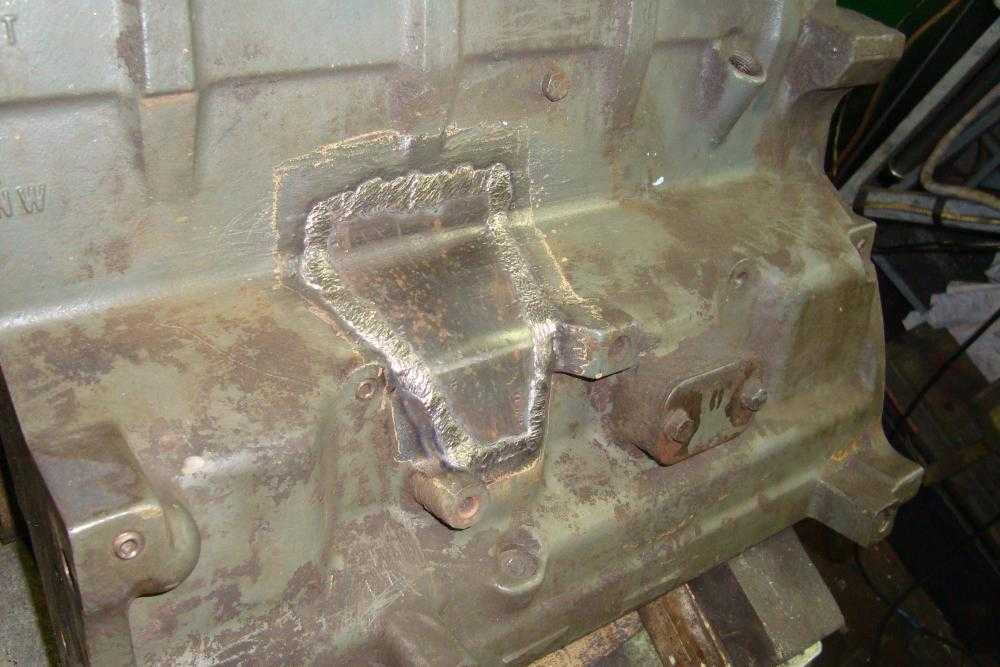
Причины образования трещин
Сварка чугунного блока двигателя аргоном зачастую работает с заделкой трещин. Но они же могут появиться и в процессе сваривания. Основной причиной является резкий спад температуры, или резкое ее повышение. Чтобы этого избежать, следует постепенно подогревать чугун перед сваркой, а также делать это после нее, так как в ином случае он слишком быстро остынет. Трещины могут появиться из-за активного выхода углерода из состава при нагревании. Чтобы не допустить данный процесс, используют флюс, который возмещает утраченный углерод, а также используют защитные газы, которые помешают углероду соединиться с кислородом.
Образование трещин на чугунном блоке двигателя
Также может образоваться напряжение из-за водорода, который попал в шов из атмосферы, или же может попасть туда в обмотке электрода. Здесь нужно более тщательно выбирать покрытие и защитную среду чтобы обеспечить надежную изоляцию для металла. Недостаточное количество восполнения углерода, что случается при неправильно подобранном флюсе, также может стать причиной трещин. В таком случае деформация получается из-за неравномерности внутренней структуры элементов, в которых отсутствует углерод. Они создают деформацию, которая приводит к разрыву поверхности или созданию внутренних пор и раковин.
В таком случае деформация получается из-за неравномерности внутренней структуры элементов, в которых отсутствует углерод. Они создают деформацию, которая приводит к разрыву поверхности или созданию внутренних пор и раковин.
Режимы и характеристики
Существуют разные виды и способы сварки металла. Чтобы шов получился максимально надежным, при его создании нужно руководствоваться проверенными параметрами, которые смогут гарантировать удачное проведение работ.
Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А |
1 | 1 | 30-40 |
2 | 1 | 60-80 |
3 | 2 | 90-120 |
4 | 3 | 120-160 |
5 | 4 | 150-200 |
Технология сварки
Когда происходит сварка чугунного блока двигателя в домашних условиях или на производстве, то следует тщательно следовать всем заданным пунктам технологии.
- Проводится зачистка поверхности до блеска. Это можно сделать при помощи щетки по металлу.
- Необходимо обезжирить поверхность растворителями, чтобы убрать окисляющую пленку и прочие химические налеты.
- Следует подобрать необходимый флюс и выложить его вдоль кромки сваривания, как минимум, на протяжении участка первого этапа шва.
- Далее нужно подогреть металл газовой горелкой до требуемой температуры, в течение нескольких минут, так как делать сварку с ходу не рекомендуется.
- Когда металл достигнет нужной температуры, то можно начинать сваривать металл. Это должно происходить небольшими участками, примерно, по 10-15 см за раз.
- Когда шов будет закончен, нужно прогревать металл еще в течение нескольких минут, постепенно понижая температуру, чтобы избежать быстрого остывания и резкого перепада.
- Проконтролировать качество полученных соединений. В домашней сфере это делается визуально, а в производстве имеются различные профессиональные методы внутреннего глубинного контроля.

«Важно!
После каждого раза нужно оббивать шлак, и не забывать о прогреве, чтобы не произошел резкий спад температуры.»
Ремонт блока цилиндров
| How-To — Двигатель и трансмиссия
Спасение блока!
Блок треснул? Не так уж много комбинаций из двух слов вызывают мурашки по спине автолюбителя. В большинстве случаев это означает, что блок DOA, и он стоит своего веса только в металлоломе. Хотя иногда есть надежда. Все зависит от того, где находится трещина, чем она вызвана и насколько обширны повреждения. В конце концов, это всего лишь металл, а металл можно сваривать.
Мы должны предварить это, сказав, что не всегда возможно или целесообразно ремонтировать треснувший блок. Если образец распространен и доступен по цене, замена его сплошным блоком может быть самым разумным путем. Где усилия по ремонту действительно имеют смысл, так это в редких, снятых с производства или оригинальных вещах с совпадением номеров. Может быть, сменный блок не вариант, или, может быть, это оригинальная деталь с кодом даты для автомобиля. В таком случае самое время рассмотреть варианты.
Где усилия по ремонту действительно имеют смысл, так это в редких, снятых с производства или оригинальных вещах с совпадением номеров. Может быть, сменный блок не вариант, или, может быть, это оригинальная деталь с кодом даты для автомобиля. В таком случае самое время рассмотреть варианты.
Чугун — непостоянная хозяйка. Он достаточно прочный, но при этом довольно пористый и хрупкий. При содержании углерода обычно в диапазоне от 2 до 6 процентов это примерно в 10 раз больше, чем в большинстве сталей. Высокое содержание углерода в чугуне вызывает образование чешуек графита, которые плохо реагируют на неравномерный нагрев. Впрочем, именно это и происходит во время сварки. В то время как мягкая сталь является более текучей и будет изгибаться и двигаться под воздействием тепла или усадки во время охлаждения, когда металл сварного шва сжимается, напряжения могут легко быть достаточными для растрескивания хрупкого чугуна. Иногда вы услышите страшный «пинг» в области, которая даже не связана с ремонтом.
Хотя объяснение операции довольно простое для понимания, это деликатная операция, и ее определенно лучше оставить тем, у кого есть достаточный опыт сварки. К сожалению, это не мы, поэтому мы обратились к нашим друзьям из Miller Electric за помощью. В штате Miller Electric немало гуру сварки, которые хорошо разбираются в металлургии и имеют большой опыт работы в этой области, так что если кто-то и может это осуществить, так это они. Для ремонта нашего чугунного блока цилиндров нас связали с Джошем Спринклом, управляющим промышленным районом и опытным сварщиком, который, как нам сказали, справится с этим, если кто-нибудь сможет. Sprinkle был в игре и сделал специальный заказ на необходимый сварочный пруток.
Спринкл упомянул кое-что, о чем всегда нужно помнить при ремонте чугуна; даже самые тщательно спланированные работы со всеми необходимыми материалами и знаниями не гарантируют успеха. Но вот мы сидим с потрескавшейся 351 Cleveland, балансирующей на грани утилизации. Что нам терять?
Что нам терять?
Syncrowave 210 TIG/Stick Welder
Syncrowave 351, показанный здесь в работе, — отличный агрегат из прошлого Miller, демонстрирующий, насколько надежным является оборудование Miller, но если вы готовы к такой работе, вы хотите посмотреть на новый Syncrowave 210/TIG/Stick Welder от Miller Electric. Его новая конструкция на основе инвертора отличается малым весом, что делает его идеальным для ремонта автомобилей и личного использования. Удобный для оператора интерфейс поддерживает сварку TIG на переменном/постоянном токе и постоянный ток с возможностью сварки материалов толщиной до 1/4 дюйма за один проход. Syncrowave 210 оснащен инновационными технологиями, такими как функция Pro-Set, которая избавляет от догадок при настройке параметров сварки, предлагая предустановленные элементы управления, разработанные инженерами по сварке Miller. Пользователи просто выбирают функцию DIG или Balance и регулируют до тех пор, пока на дисплее не появится Pro-Set. Эксклюзивная технология Auto-Line компании Miller и универсальный штекер (MVP) позволяют легко подключаться к любому входному напряжению в диапазоне от 115 до 230 В без ручного подключения, обеспечивая надежную входную мощность независимо от условий сварки.
Эксклюзивная технология Auto-Line компании Miller и универсальный штекер (MVP) позволяют легко подключаться к любому входному напряжению в диапазоне от 115 до 230 В без ручного подключения, обеспечивая надежную входную мощность независимо от условий сварки.
Вот наш пациент: девственная скважина 1970 года выпуска, код 4V 351C. Он был обработан и полностью подготовлен к сборке, поэтому мы возлагаем большие надежды. Хорошие сердечники Cleveland трудно найти, поскольку они плохо переносят большие отверстия из-за смещения сердечника во время производства и тонколитых стенок. Это означает, что для большинства блоков диаметр отверстия превышает 0,030–0,040, чтобы свести к минимуму риск перегрева.
Мы даже не заметили эту залитую эпоксидной смолой трещину под краской и грязью. Мы даже не уверены, как это могло произойти — возможно, чрезмерное затягивание болта. Прежде чем Sprinkle сможет получить четкое представление о степени повреждения и оценить возможность сварки, необходимо удалить всю слизь.
В то время как сторона трещины, пересекающая водослив, прошла насквозь, мы были приятно удивлены, обнаружив, что эпоксидная смола очень поверхностна и ее легко удалить с помощью заусенца. Обратите внимание на отверстие, просверленное в конце трещины; это делается для того, чтобы «закончить» трещину и предотвратить ее дальнейшее распространение при сварке. Без этого трещина будет распространяться прямо перед сварочной ванной.
Трещина проходит через горловину воды, поэтому мы ничего не можем там сделать, но Спринкл указывает на два важных рукава трещины, которые мы должны предотвратить, чтобы ремонт стал возможным.
Чтобы убедиться, что все загрязняющие вещества из эпоксидной смолы удалены, и оставить участок чистого чугуна для заполнения, Ларри Андерсон из FPS вырезает V-образный канал вдоль трещины.
Еще одна хорошая новость: трещины были неглубокими на двух из трех сторон, а это означает, что там все еще достаточно прочности, чтобы выдержать нагрузку сварки. Одна полностью растрескавшаяся сторона может сыграть нам на руку и создать место для небольшого движения хрупкого чугуна во время нагрева.
Одна полностью растрескавшаяся сторона может сыграть нам на руку и создать место для небольшого движения хрупкого чугуна во время нагрева.
Это опытный сварщик компании Miller Джош Спринкл и его любимое оружие для ремонта: ERNi-Ci. Известный в просторечии как «Никель 99″, этот стержень предназначен для сварки TIG различных типов чугуна. Его также можно использовать для наплавки, наплавки и ремонта, где требуются легко обрабатываемые сварные швы. Это важно, учитывая, где находится наша трещина. двух диаметров никеля 99. Стержень диаметром 1/16 дюйма будет использоваться для большей части сварки, а стержень диаметром 1/16 дюйма будет использоваться для заполнения отверстия под болт, окружающего трещину. , требуется чистый вольфрамовый электрод.Геометрия вольфрамового электрода влияет на форму дуги и, следовательно, на размер и форму сварочного валика.Всегда шлифуйте продольно и делайте длину заостренного конуса примерно в два раза больше диаметра электрода.Самое главное, шлифуйте вольфрам только на специальном ремне или круге. Если вы используете тот, который используется совместно с другими металлами, существует высокий риск включения загрязняющих веществ в вольфрам, что повлияет на качество сварки.
Если вы используете тот, который используется совместно с другими металлами, существует высокий риск включения загрязняющих веществ в вольфрам, что повлияет на качество сварки.
Сварка чугуна ВИГ требует значительного предварительного нагрева области горелкой, чтобы избежать удара материала и возможного увеличения трещины. Предварительный нагрев и температура между проходами 500 градусов по Фаренгейту являются минимально рекомендуемыми во время сварки, но держите их ниже 1000 градусов по Фаренгейту. Не торопитесь и проверьте температуру с помощью инфракрасного теплового пистолета, если это возможно.
Наш сварочный аппарат — надежный старый Miller Syncrowave 351. Новые аппараты более мощные и эффективные (см. врезку о новом Syncrowave 210 от Miller), но все сварочные аппараты Miller служат чертовски долго! Этот Syncrowave постоянно используется с середины 19-го века.80-х годов и до сих пор отлично работает с минимальным обслуживанием. Нам нравится, что это так уж получилось, что «351» ремонтирует наш 351C. Sprinkle установил силу тока на 149.
Sprinkle установил силу тока на 149.
Фонарик и газовый колпачок, которые Sprinkle будет использовать, представляют собой стандартный Weldcraft WP-20, который используется на многих платформах Miller. Газовая линза, возможно, подошла бы лучше всего, но Спринкл не считал ее необходимостью. Миллер теперь владеет Weldcraft, поэтому обновления и новые детали можно найти на их веб-сайте.
Сварка TIG всегда требует двух рук, поэтому ножная педаль обязательна. Это немного менее эргономично, чем современные вещи Миллера, но эта старая ножная педаль в форме ящика отлично подошла для нашего ремонта, несмотря на тысячи часов использования.
После того, как блок достаточно прогрелся в этом месте, Спринкл был готов надеть свой любимый капюшон Миллера и проложить первый и, возможно, самый важный сварной шов. Эта реакция чугуна могла многое сказать ему о потенциальном успехе ремонта. Кроме того, он сразу узнает, достаточно ли прочистили трещину.
Также настоятельно рекомендуется проковка сварного шва, чтобы уменьшить напряжение. Это делается легким постукиванием по бусине молотком средней тяжести, например, этим шариковым молотком.
Пока все хорошо! Трещина была очень чистой, а высокое содержание никеля в раннем кливлендском блоке очень хорошо принимало сварной шов. При таких сложных трещинах рекомендуется ограничивать сварные швы небольшими сегментами длиной примерно 1 дюйм, чтобы предотвратить накопление остаточного напряжения.
Некоторые предпочитают сидеть, но Спринкл не любит устраиваться поудобнее. Этот последний проход очень важен, поскольку с каждым проходом материал подвергается немного большему напряжению
Все выглядело лучше, чем ожидалось, говорит Спринкл. Ремонт нашего блока демонстрировал большие успехи. Отсюда Sprinkle заполнит рельефное отверстие, затем используйте дюймовый никель 9.9 стержней в бассейн и полностью заполните отверстие для болта на передней стороне.
После последней заливки Спринкл очистил участок чистой проволочной щеткой, чтобы внимательно изучить свою работу.
В общем, процесс сварки прошел как нельзя лучше. Все бусинки останутся как есть, за исключением небольшой области на горловине, которая потребует легкой механической обработки для образования уплотнения.
Однако мы не совсем в безопасности. Последней критической частью является охлаждение. Чугун должен остывать очень медленно. В идеале мы зарыли бы его в песок или завернули бы в тепловые одеяла, но в довольно теплый день в Южной Калифорнии мы можем обойтись кучей пляжных одеял. Эта часть немного нервирует, так как возможен катастрофический сбой. К счастью, мы никогда не слышали характерного звука раскалывания чугуна. Наш Кливленд должен быть готов к будущей сборке!
Популярные страницы
Сколько стоит Тесла? Дешевле, чем раньше: вот разбивка цен Большое испытание! Honda CR-V 2023 против Toyota RAV4, Subaru Forester, Kia Sportage, Hyundai Tucson, Nissan Rogue, Mazda CX-5
0070
Популярные страницы
Сколько стоит Тесла? Дешевле, чем раньше: вот разбивка цен Большое испытание! Honda CR-V 2023 против Toyota RAV4, Subaru Forester, Kia Sportage, Hyundai Tucson, Nissan Rogue, Mazda CX-5
0070
Сварка чугуна | СВАРОЧНЫЕ ОТВЕТЫ
Комментарий 6
|
Поделиться
|
Твитнуть
|
Поделиться
|
Приколи это
|
Распечатать
|
email
Чугун не невозможно сварить, хотя многие попытки сделать это заканчиваются трещинами в сварных швах. Причина, по которой сварка чугуна является большой проблемой, заключается в том, что он содержит до 4% углерода. Это безумное количество, учитывая, что любой материал с содержанием углерода выше 0,30% уже считается «высокоуглеродистым» и склонен к растрескиванию, если не соблюдать надлежащие процедуры. Итак, как сварить чугун?
Причина, по которой сварка чугуна является большой проблемой, заключается в том, что он содержит до 4% углерода. Это безумное количество, учитывая, что любой материал с содержанием углерода выше 0,30% уже считается «высокоуглеродистым» и склонен к растрескиванию, если не соблюдать надлежащие процедуры. Итак, как сварить чугун?
Ремонт треснувшего блока цилиндров — гораздо более дешевая альтернатива, чем его замена.
Сварка чугуна чаще всего выполняется для ремонта трещин. Рекомендуется найти концы трещины и просверлить небольшое отверстие, чтобы предотвратить дальнейшее распространение трещины. Также важно зашлифовать трещину. Если материал толстый, а на поверхности есть волосяная трещина, мы не сможем сваривать и проникать, чтобы добраться до дна трещины. Поэтому нам нужно открыть трещину и создать канавку. Справочник по процедурам дуговой сварки рекомендует зазор 1/8″ и площадку 1/16″ для ремонта трещин, проходящих через толстые чугунные детали.
Важно открыть трещину, чтобы обеспечить адекватное проникновение. Сварите только один дюйм за раз, затем дайте остыть.
Сварите только один дюйм за раз, затем дайте остыть.
Так как чугун имеет очень высокое содержание углерода, нам необходимо очень медленно охлаждать его после сварки или сваривать так, чтобы он оставался достаточно холодным. Все, что выше 1450F, нежелательно. Сварочная дуга намного горячее, поэтому мы должны быть уверены, что температура не будет слишком высокой слишком долго. Мы делаем это, сваривая короткие отрезки за один раз. Рекомендуется сварной шов длиной в дюйм. Затем подождите и дайте ему остыть, прежде чем приваривать следующий сегмент.
Если у вас есть возможность предварительно нагреть деталь, сделайте это. Нагрейте всю отливку как минимум до 500F. Вам следует стремиться к диапазону 500–1200F. Как упоминалось выше, мы хотим сваривать с шагом в один дюйм. Также полезно проковать сварной шов, поскольку это предотвращает накопление остаточных напряжений, которые могут вызвать растрескивание. Это делается путем введения сжимающих напряжений путем создания углубления на сварном шве.
Имейте в виду, что даже после успешного ремонта вы все равно можете увидеть небольшие трещины рядом со сварным швом. Это нормально, проблема только в том, что деталь должна быть водонепроницаемой. В этом случае вы можете загерметизировать его с помощью герметика. Не пытайтесь делать небольшие сварные швы над этими трещинами.
Выбор электрода — еще один ключевой аспект сварки чугуна. Для однопроходной сварки используйте стержневой электрод с содержанием никеля 99%. Для сварки в несколько проходов выберите сварку с содержанием никеля около 55%.
Вкратце о том, как правильно ремонтировать чугун с помощью сварки:
- Просверлите небольшое отверстие на обоих концах трещины, чтобы предотвратить дальнейшее растрескивание
- При необходимости вышлифуйте канавку в месте трещины, чтобы гарантировать, что исходная трещина не окажется ниже валика сварного шва.
- Предварительно нагрейте (если возможно) всю отливку как минимум до 500F и не более 1200F.
- Используйте стержневой электрод с содержанием никеля 55 % для сварки в несколько проходов и с содержанием никеля 99 % для сварки в один проход.
- Делайте небольшие сварные швы (длиной не более одного дюйма), чтобы предотвратить слишком длительное нагревание отливки до температуры выше 1450°F.
- Проковка сварного шва для предотвращения остаточных напряжений
- Не пытайтесь заваривать небольшие трещины, которые могут появиться рядом со сварным швом, при необходимости используйте герметик для получения водонепроницаемой отливки.
- Медленное охлаждение отливки — это можно сделать, накрыв отливку охлаждающим одеялом или, по крайней мере, поместив отливку в максимально теплую среду (например, в гараж, когда на улице холодно).

Вы когда-нибудь чинили трещину на чугуне? Как прошло?
Ссылка: Руководство по дуговой сварке, 14-е издание
Комментарий 6
|
Поделиться
|
Твитнуть
|
Поделиться
|
Приколи это
|
Распечатать
|
электронная почта
Опубликовано