Содержание
Ремонт коленчатого вала — шкиф, вкладыши
Коленчатый вал представляет собой одну из самых важных и дорогостоящих деталей силового агрегата внутреннего сгорания. Конструктивно он представляет собой деталь, состоящую из коренных и шатунных шеек, которые соединяются щеками. Выполнить ремонт коленвала своими руками практически невозможно. Исключением могут быть случаи, когда вы обладаете соответствующей квалификацией, и в вашем гараже имеется специальное профессиональное оборудование высокой точности. Основная часть операций предполагает использование специализированных станков. В данной статье мы рассмотрим список ремонтных работ коленчатого вала, опишем основные проблемы и методы их решения.
Перед тем как приступить к выполнению непосредственного ремонта, нужно уделить внимание диагностике и проверке всех сопутствующих узлов и агрегатов двигателя. Ремонт коленчатого вала включает следующие операции:
шлифовка,
рихтовка,
полировка,
ремонт шкива,
чистка каналов,
замена подшипников,
балансировка.


Шлифовка
Шлифовка коленвала может выполняться только квалифицированным специалистом на профессиональном высокоточном токарном оборудовании. При выполнении операции допускаются погрешности в пределах 0,015 мм от заданных параметров. Перекос осей шеек для максимально эффективной работы шатунных подшипников не должен превышать диапазон 0,03-0,05 мм. Допустимые погрешности при калибровке формы по устранению овальности и конусности шеек коленвала соответствуют величинам в пределах 0.005 мм. Чтобы сберечь вышеописанную точность, нужно выполнять обработку только на специальном оборудовании, которое доступно в авторемонтных мастерских.
Шлифовка поверхности под сальником позволяет значительно продлить его ресурс работы. Для данной операции также требуется специальное высокоточное оборудование. Допустимое биение поверхности как под задний, так и передний сальник не должно превышать значение в 0,01 мм. Уровень шероховатости не должен превышать значение Ra равное 0,16 мкм.
Рихтовка
Как правило, рихтовка коленвала производится при наличии значительных дефектов на поверхности детали. Если деформация поверхности превышает 0,07 мм, необходимо выполнить обработку на специальном прессовочном оборудовании. Чаще всего данные проблемы появляются вследствие неоднократного перегрева подшипников. При максимальных нагрузках их значение может превышать величину в 0,2 мм, а иногда оно может быть около 1.0 мм. В результате чрезмерного нагрева происходит деформация оси коленвала, вследствие чего также искажаются все поверхности. Рихтовка позволяет уменьшить дефекты до 0,05-0,08 мм. Последующая операция шлифовки сводит их к минимуму.
Ремонт шкива коленвала, как правило, предполагает тщательную очистку детали. При поломке или возникновении каких-либо дефектов, выполняется замена шкива.
Чистка каналов
Чистка масляных каналов и замена заглушек является обязательной процедурой. Эти сегменты демонтируются и подвергаются тщательной очистке. Наиболее эффективным способом считается продувка под большим давлением сжатым воздухом. Такая процедура позволяет достичь максимальной чистоты каналов подачи масла, тем самым повысить надёжность системы. В завершение устанавливаются новые заглушки.
Наиболее эффективным способом считается продувка под большим давлением сжатым воздухом. Такая процедура позволяет достичь максимальной чистоты каналов подачи масла, тем самым повысить надёжность системы. В завершение устанавливаются новые заглушки.
Замена подшипника
Замена подшипника даёт возможность повысить надёжность работы КПП. Он представляет собой опорный элемент для первичного вала КПП. В изношенном состоянии эта деталь издаёт шумы при работе, что вызывает дополнительный дискомфорт.
Полировка
Обработка поверхности для упорных полуколец. Износ данной поверхности является неизбежным дефектом, который возникает в процессе длительной эксплуатации автомобиля. Такая деформация вызывает увеличенное осевое смещение вала, из-за чего значительно возрастает нагрузка на ШПГ (шатунно-поршневую группу). В процессе каждого выжима сцепления система получает разную нагрузку. В итоге происходит преждевременный износ ремня или цепи ГРМ. Это в конечном результате сказывается на ресурсе силового агрегата.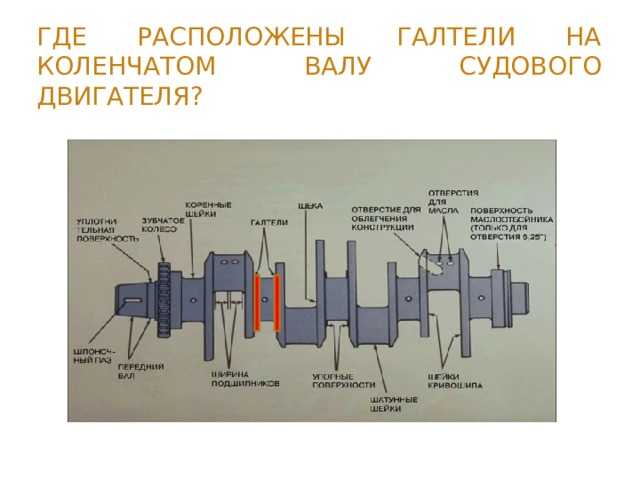 После этой процедуры необходимо установить новые полукольца в соответствии с изменёнными размерами.
После этой процедуры необходимо установить новые полукольца в соответствии с изменёнными размерами.
Полирование шеек является немаловажной операцией, которая позволяет достичь высокой чистоты поверхности. Тем самым обеспечивается максимальная работоспособность системы и отсутствие малейших сбоёв. Полировка также позволяет значительно снизить износ вкладышей. При этом ремонтные вкладыши коленвала заменяются при соответствующем износе.
В процессе эксплуатации коленвала происходит постепенное изнашивание масляной накатки. Исправить данный дефект можно только полным её восстановлением. Для достижения максимального результата процедуру рекомендуется выполнять на специальном станке.
Балансировка
Балансировка коленчатого вала проводится после исправления значительных деформаций или при обнаружении существенного биения посадочной поверхности под маховик по отношению к коренным шейкам. Есть ряд силовых агрегатов, в которых данная процедура является обязательной. Это могут быть моторы, для которых балансировка коленвала производится вместе с маховиком и корзиной.
Это могут быть моторы, для которых балансировка коленвала производится вместе с маховиком и корзиной.
Вышеописанная информация представляет собой ряд советов и рекомендаций, после прочтения которой, вы будете иметь общее представление об этапах и объёмах ремонта коленчатого вала.
Устройство, схема и ремонт коленвала двигателя
Главная
»
Информация
»
Статьи
»
ЗАПЧАСТИ
»
Двигатель
»
Основные элементы двигателя
»
Устройство, схема и ремонт коленвала двигателя
- 3841 просмотр
Посмотреть вал в каталоге «АВТОмаркет Интерком»
Задать вопрос специалисту нашей компании
Коленчатый вал считается самым ответственным и дорогим по цене составляющих элементов двигателя внутреннего сгорания. Он улучшают определенное возвратно-поступательное движение автомобильных поршней в момент, когда крутится. Коленчатый вал принимает постоянно переменные нагрузки от определенных сил давления газов, а также сил инерции масс, которые двигаются и вращаются.
Он улучшают определенное возвратно-поступательное движение автомобильных поршней в момент, когда крутится. Коленчатый вал принимает постоянно переменные нагрузки от определенных сил давления газов, а также сил инерции масс, которые двигаются и вращаются.
Коленвал двигателя является единым конструктивным элементом, поэтому опытные водителя называют его деталью. Как правило, вал производят из стали через процесс ковки, но можно его получить и в результате литья из чугуна. На двигателей с дизелем или турбой устанавливаются более прочные коленчатые валы из стали.
Схема коленчатого вала
Конструктивно коленчатый вал соединяет несколько коренных и шатунных шеек, которые связаны между собой щеками. Коренных шеек, как правило, на 1 больше, а вал с данной компоновкой называется «полноопорным». Диаметр у коренных шеек, как правило, больше чем у шатунных. Продолжением щеки в обратной стороне направления от шатунной шейки является противовесом. Чтобы обеспечить плавную работу двигателя, противовесы уравновешивают вес шатунов и поршней.
Шатунная шейка, которая находится среди щек, называется коленом. Колена находятся в строгой зависимости от того, сколько их по количеству, как расположены и порядка работы цилиндров, опреденной тактности двигателя. Само положение колен обязано уравновесить двигатель, обеспечить равномерность воспламенения, и минимум крутильные колебания и изгибающие моменты.
Шатунная шейка является простой опорной поверхностью для конкретного шатуна. Если у вас автомобиль с двигателем V-образным, то процесс выполняется с немного удлинёнными шатунными шейками, на которых базируется 2 шатуна левого и правого рядов цилиндров. На некоторых валах V-образных двигателей могут попадаться спаренные шатунные шейки, которые сдвинуты относительно друг друга на угол около 20°, что приводит к правильному воспламенению (технология носит название Split-pin).
Место перехода от шейки к щеке является нагруженным в конструкции вала. Чтобы снизить концентрацию напряжений переход от шейки к щеке выполняется с радиусом закругления (определенной галтелью). Все галтели увеличивают длину коленчатого вала, для уменьшения длины их выполняют с углублением в щеку или шейку.
Все галтели увеличивают длину коленчатого вала, для уменьшения длины их выполняют с углублением в щеку или шейку.
Подшипники скольжения обеспечивает вращение коленчатого вала в опорах. Подшипники могут заменить разъемные тонкостенные вкладыши, которые производятся из стальной ленты с определенным нанесенным антифрикционным слоем. Существует выступ, который препятствуют проворачиванию вкладышей вокруг шейки. Чтобы избежать осевые перемещения коленчатого вала рекомендуют использовать упорный подшипник скольжения, который находится на средней или крайней коренной шейке.
Следите за состоянием смазки в двигателе, иначе придется чаще делать ремонт коленвалов. В целом это задиры шеек, т.е. «схватывание» разных металлов в сопряжении «шейка-вкладыш» с переносом и наволакиванием металла одной детали на другую. Задиры всегда сопровождаются увеличением зазора в подшипнике, износом рабочих поверхностей с глубокими кольцевыми рисками, а иногда — перегревом и даже расплавлением вкладышей.
При ремонте коленвала не стоит забывать о его надежности и долговечности, они не должны снизиться. В другом случае ремонт коленвала может быть дорогим, так как деньги и время будут потрачены зря.
Автозапчасти для ремонта двигателя внутреннего сгорания можно приобрести через интернет магазин компании «АВТОмаркет Интерком». Если вам требуется ремонт или диагностика двигателя, то обратитесь в автосервис по адресу ул.Пономарева, 25.
+7 (351) 240-85-85
Многоканальный
+7 (351) 220-18-88
Интернет-магазин
Save the Crank — Коленчатый вал Огайо
Гоночный коленчатый вал не обязательно является одноразовым компонентом — Как показано в журнале Drag Racing Scene .
Гоночные шатуны соответствуют самым жестким допускам. Как правило, обработанные поверхности современных гоночных коленчатых валов имеют допуск 0,0003 дюйма (или лучше) прямо из коробки производителя. Эти точные допуски на шлифование обеспечивают отличные несущие поверхности, что увеличивает срок службы кривошипа и подшипниковых поверхностей при массивной скручивающей нагрузке, которую они испытывают в гонках.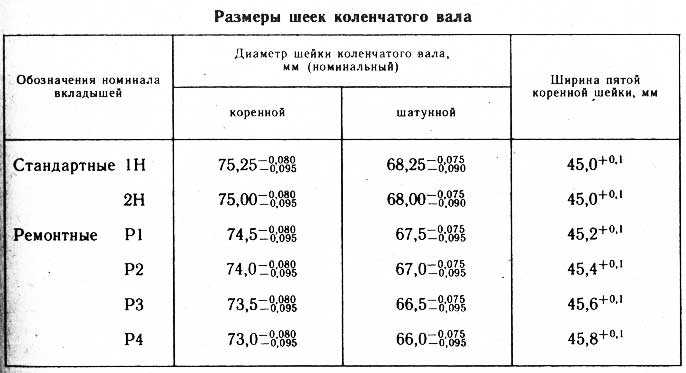
В мире дрэг-рейсинга напряжение, воздействующее на коленчатый вал, невероятно велико при преобразовании радиальных усилий от поршня и штока во вращательное движение коленчатого вала. Лучшие материалы и допуски на обработку в компонентах вашего двигателя ведут войну со злоупотреблениями, связанными с высокими оборотами, сцеплениями, гидротрансформаторами и пусковыми механизмами. Список сценариев ненависти к коленчатому валу можно продолжать и продолжать.
Станция правки многократно используется в процессе ремонта, чтобы убедиться, что сварка и механическая обработка не изменяют коленчатый вал. Благодаря опыту персонала все должно быть в точности по размеру без чрезмерной корректировки во время операции гидравлической правки.
Выход из строя шатунного или опорного подшипника является наиболее распространенной бедой в мучительной нижней части гоночного двигателя. Другие распространенные неисправности включают область упорного подшипника, обычно расположенную на задней шейке блока. Сам коленчатый вал может быть поврежден без выхода подшипника из строя. Общий износ поверхностей коленчатого вала может выйти за пределы допустимых размеров, могут иметь место трещины или изгибы.
Сам коленчатый вал может быть поврежден без выхода подшипника из строя. Общий износ поверхностей коленчатого вала может выйти за пределы допустимых размеров, могут иметь место трещины или изгибы.
Отремонтированный коленчатый вал затем обрабатывается и повторно шлифуется на том же высокотехнологичном оборудовании, которое используется для создания новых линеек продукции компании Ohio Crankshaft.
Прежде чем вы отправитесь и выбросите этот поврежденный коленчатый вал за высокую цену в кучу металлолома, есть очень жизнеспособные методы ремонта для этих описанных сценариев. Конечно, самый простой ремонт — перешлифовать типичный шток и коренную шейку на меньший диаметр, устранив таким образом повреждение.
Хотя подшипники легко доступны для компенсации уменьшенного диаметра шейки коленчатого вала после «переточки», многие спорят о прочности коленчатого вала после типичной очистки 0,010/0,010. Мы сохраним этот спор для другой технической статьи.
На заключительном участке снова проверяется каждый размерный допуск по всему коленчатому валу, а затем каждая обработанная поверхность полируется в соответствии со спецификацией.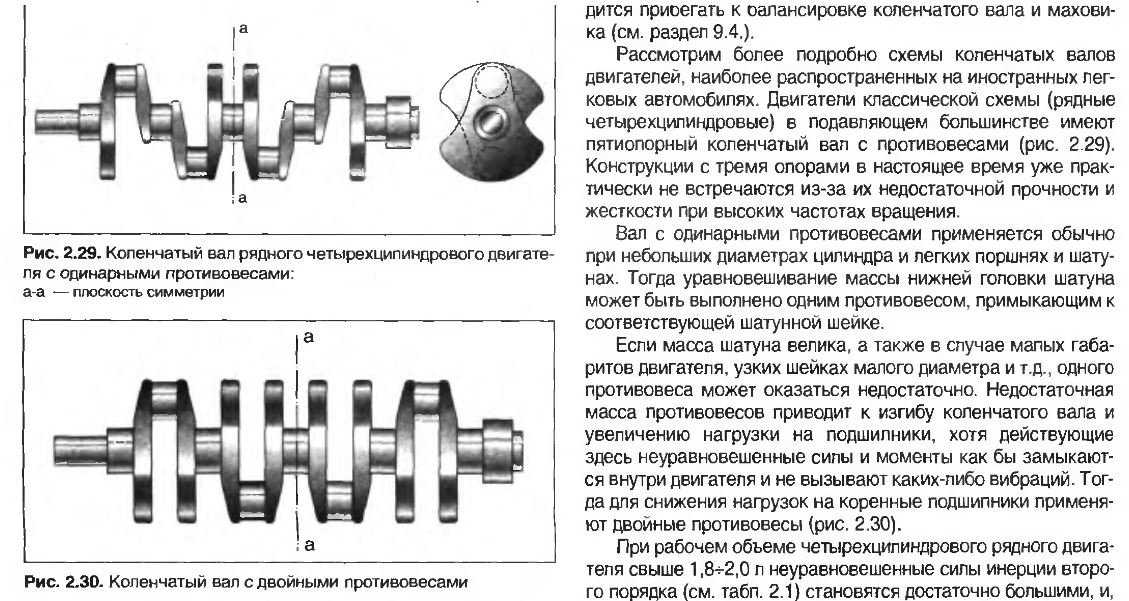
Процессы предварительного и последующего нагрева различаются в зависимости от марки и материала кривошипа в нескольких печах Ohio Crank. Каждая рукоятка обрабатывается по-разному для достижения наилучшего результата.
В процессе дуговой сварки под флюсом используется гранулированный флюс, который обтекает активный шов. Это пример очень популярного варианта ремонта коленчатого вала, когда упорный фланец изнашивается из-за проблем с трансмиссией или сцеплением/гидротрансформатором. Затем этот фланец можно приварить и повторно обработать до нужных размеров.
Есть авторитетные специалисты по коленчатым валам, такие как Ohio Crankshaft, у которых есть навыки и оборудование для ремонта ваших дорогих коленчатых валов, поэтому они живут, чтобы сражаться в другой день. Компания Ohio Crankshaft не только имеет в наличии более 1200 коленчатых валов для автоспорта и хот-родов, но также проверяет и ремонтирует сотни коленчатых валов в год. Их репутация в области ремонта шатунов варьируется от автоспорта до крупногабаритных шатунов для сельского хозяйства и промышленности. Многие ведущие автореставраторы также полагаются на Ohio Crankshaft, чтобы возродить незаменимые старинные коленчатые валы.
Многие ведущие автореставраторы также полагаются на Ohio Crankshaft, чтобы возродить незаменимые старинные коленчатые валы.
«Гоночные коленчатые валы достаточно просты, когда речь идет о материалах и используемых процессах закалки», — объясняет Стэн Рэй, владелец компании Ohio Crankshaft. «Мы также ремонтируем коленчатые валы, начиная от огромных воздушных компрессоров и заканчивая кривошипами авиационных двигателей Allison длиной 7 1/2 футов и самолетами WWII. Некоторые из этих ремонтов усложняются уникальными материалами и процессами закалки. За прошедшие годы мы освоили множество процессов сварки и термообработки для множества различных материалов кривошипа».
Гранулированный флюс не только создает защитный газ для защиты сварочной дуги от примесей из воздуха, но и образует шлак расплавленного флюса, окружающий сварной шов по мере его охлаждения. он также предотвращает повреждение других участков коленчатого вала брызгами сварки.
Рэй рекомендует первым шагом при ремонте коленчатого вала провести анализ поврежденного узла.
«Мы всегда рекомендуем покупателю позвонить нам, чтобы подробно описать, какой у него коленчатый вал и какие общие повреждения он имеет, прежде чем тратить доллары на доставку», — продолжает Рэй. «Хотя мы можем успешно устранить некоторые довольно серьезные повреждения, мы просто ненавидим, когда кто-то тратит деньги, чтобы отправить нам кривошип, который не подлежит ремонту. Что еще более важно, мы обычно можем узнать, какой у них коленчатый вал, вместе с описанием повреждений и определить, можем ли мы его отремонтировать. Современные цифровые фотографии и электронная почта также могут помочь нам в диагностике ремонта».
По прибытии кривошип подвергается тщательной проверке с помощью магнитопорошкового тестирования, широко известного как процесс «Magnaflux». Кольцо электрического тока создает вокруг коленчатого вала магнитное поле. Жидкий раствор, содержащий мелкий порошок железа, течет по коленчатому валу. Трещина в металле нарушит магнитное поле, таким образом, смесь жидкости и металла сконцентрируется в трещине. Ультрафиолетовый черный свет четко освещает любые трещины, обычно невидимые невооруженным глазом.
Ультрафиолетовый черный свет четко освещает любые трещины, обычно невидимые невооруженным глазом.
Мы следили за Рэем Дарнером в процессе ремонта. Дарнер имеет более чем 30-летний опыт шлифовки и ремонта коленчатых валов в штате Огайо.
«Весь процесс ремонта основан на знании того, какой процесс лучше всего подходит для каждого ремонтируемого кривошипа», — говорит нам Дарнер. «При каждом ремонте учитываются разные сварочные проволоки, тепло и скорость сварки».
Завершенный сварной шов показывает тщательную сварку как опорной поверхности, так и закругленных углов. Обратите внимание на тепловое окрашивание кривошипа вокруг сварного шва.
Перед процессом сварки свариваемые поверхности коленчатого вала слегка шлифуют, чтобы удалить любые посторонние материалы, такие как материал подшипников, застрявшие в кривошипе. Шатунные шейки также могут быть некруглыми на поврежденных поверхностях, так что это также обеспечивает ровную шейку для сварки.
На сварочной станции Ohio Crankshaft используется оборудование для сварки под флюсом, которое считается наиболее эффективным способом обеспечения надлежащего проникновения наростов материала для повторной обработки. Этот процесс сварки позволяет флюсу, подаваемому самотеком, полностью покрывать точку дуги сварочного аппарата MIG с высокой силой тока. Как и в любом процессе сварки, флюс создает газ, который защищает сварочную дугу от примесей в обычном воздухе, которым мы дышим.
Этот процесс сварки позволяет флюсу, подаваемому самотеком, полностью покрывать точку дуги сварочного аппарата MIG с высокой силой тока. Как и в любом процессе сварки, флюс создает газ, который защищает сварочную дугу от примесей в обычном воздухе, которым мы дышим.
Сварочный аппарат устроен аналогично шлифовальному станку. Если шатунная шейка, которая вращается за пределами осевой линии коленчатого вала, требует сварки, сварочный аппарат запрограммирован на перемещение с ходом штока, чтобы сохранить точное расстояние между наконечником сварочного аппарата и движением шейки.
Ярким примером рентабельного ремонта кривошипа является этот узел, у которого были повреждены коренная и шатунная шейки. Материал подшипника, который вы видите в кривошипе, будет удален перед сваркой, так как он загрязнит процесс сварки.
Металлический жидкий раствор пропитывает коленчатый вал, а проверяемые участки освещаются черным ультрафиолетовым светом. Электрическое поле разрушается вокруг любых трещин, что концентрирует мелкие частицы металла, делая видимыми любые трещины, невидимые невооруженным глазом (стрелка).
«Мы уделяем пристальное внимание прямолинейности кривошипа на протяжении всего процесса ремонта», — описывает Дарнер. «С самого начала и на всех этапах сварки и переточки мы следим за тем, чтобы кривошип оставался прямолинейным. Мы также уделяем очень пристальное внимание ремонту радиуса на каждой стороне шейки в соответствии со спецификациями. В этой части процесса ремонта опыт окупается. Провар между поверхностью цапфы и закругленными концами может быть разным. Знание различных марок и материала каждого кривошипа окупается».
Эта рукоятка тщательно приспособлена для сварки. Сварочная горелка тщательно запрограммирована так, чтобы следовать за ходом и размером шейки стержневой шейки, в то время как кривошип вращается с точной скоростью вращения.
Процесс выпрямления не совсем высокотехнологичен, но грамотный процесс выпрямления больше похож на искусство, чем на науку. Станция гидравлического кривошипного пресса стратегически расположена между сварочной и шлифовальной станциями внутри предприятия по производству коленчатых валов в Огайо. Эта станция заполнена приспособлениями и несколькими циферблатными индикаторами, которые контролируют множество точек по длине кривошипа. Гидравлическое давление подается, чтобы «согнуть» кривошип до надлежащих допусков.
Эта станция заполнена приспособлениями и несколькими циферблатными индикаторами, которые контролируют множество точек по длине кривошипа. Гидравлическое давление подается, чтобы «согнуть» кривошип до надлежащих допусков.
«Здесь опыт окупается», — улыбается Дарнер. «Мы знаем, сколько встречного изгиба необходимо для любого данного кривошипа, и ожидаем, что он вернет надлежащий допуск. Это похоже на выпечку печенья; вы просто получаете опыт в том, что нужно между 5140, 4340 или заводной рукояткой, чтобы вернуть ее в прямое положение одним выстрелом, не заходя слишком далеко.
Станция правки многократно используется в процессе ремонта, чтобы убедиться, что сварка и механическая обработка не изменяют коленчатый вал. Благодаря опыту персонала все должно быть в точности по размеру без чрезмерной корректировки во время операции гидравлической правки.
Магнитопорошковое испытание, широко известное как «Magnafluxing», происходит, когда кольцо электрического тока создает магнитное поле вокруг коленчатого вала или любого другого металлического компонента двигателя, требующего проверки на наличие трещин.
«Наш опыт включает в себя любой нагрев коленчатого вала, необходимый до и/или после процесса ремонта», — отмечает Дарнер. «В зависимости от материала коленчатого вала и того, какую термообработку он прошел в качестве нового продукта, мы следим за любым временем до или после печи, чтобы сохранить прочность, которую он получил от своего производителя».
Большое внимание уделяется начальной точке между шлифовальным станком и свариваемой поверхностью, чтобы не быть слишком агрессивным или не подвергать ненужному нагреву область сварки, но кривошипная сварка и ремонт становятся более жизнеспособным вариантом, когда дело доходит до ремонта поврежденного двигатель, чтобы вернуться на полосу, не нарушая банк.
Услуги по ремонту коленчатых валов и цилиндров
В течение 70 лет компания Crankshaft Supply остается экспертом в области восстановления, восстановления и ремонта коленчатых валов.
Наши комплекты коленчатого вала
Наши комплекты коленчатого вала:
- Термическая очищенная
- Стальные выстрелы.
- Скошенные и зачищенные масляные отверстия
- Очистка каналов маслопроводов и нанесение ингибитора ржавчины
- Коленчатые валы упакованы и покрыты полиэтиленовой пленкой толщиной 2 мил и инкапсулированы распыляемой пеной
- Main and Rod Bearings are included

Connecting Rods
Our connecting rod repair includes:
- Thermal Cleaned
- Shot Blasted
- Magna Fluxed
- Alignment Checked
- New Bolts
- New Гайки
- Новые втулки
- Обновлены до стандартного размера
Обслуживание коленчатого вала Мотоцикл
Все размеры от 250 куб.0085
- Magnafluxing
- Journal repair
- Journal rehardening
- Journal machining
- Micro polishing
Models we service include:
- Suzuki
- Honda
- Arial
- Norton
- Ducati
- Yamaha
- Триумф
- Кавасаки
- Б.
