_____________________________________________________________________________
_____________________________________________________________________________
____________________________________________________________________________________________
Детали цилиндро-поршневой группы Д-240 трактора МТЗ-80 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами. Если диагностические параметры достигли значений, превышающих допустимые, то дизель разбирают.
Для проведения технической экспертизы деталей снимают головку цилиндров и поддон картера. Если после снятия головки на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников, извлекают поршни в сборе с шатунами из гильз цилиндров.
Среди деталей цилиндро-поршневой группы Д-240 трактора МТЗ-80 износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы замеряют (рис. 2.1.31) в месте наибольшего износа верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна. Гильзу заменяют при износе ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм.
Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32). Кроме диаметра юбки, у поршня контролируют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33). Если зазор между канавкой поршня и новым поршневым кольцом превышает допустимый размер, поршень заменяют.
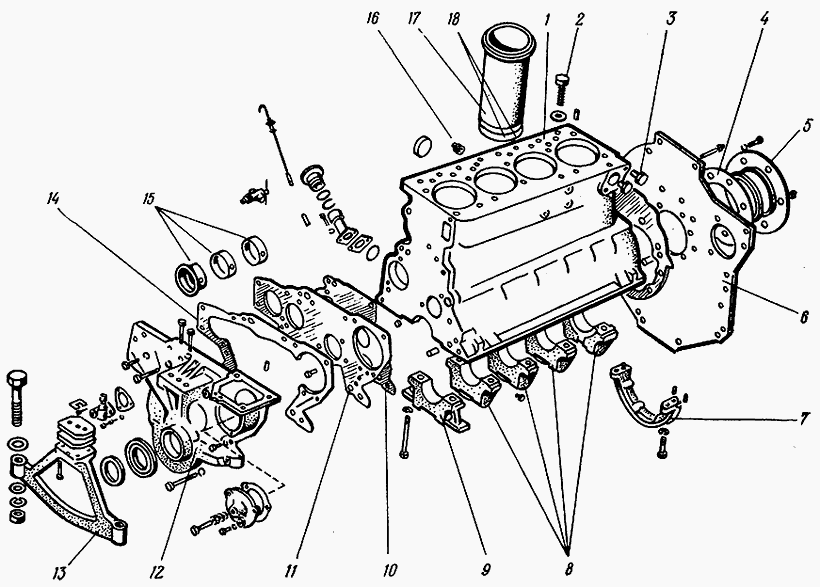
Рис. 2.1.29. Взаимное расположение деталей блока цилиндров Д-240
1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 — корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца гильзы
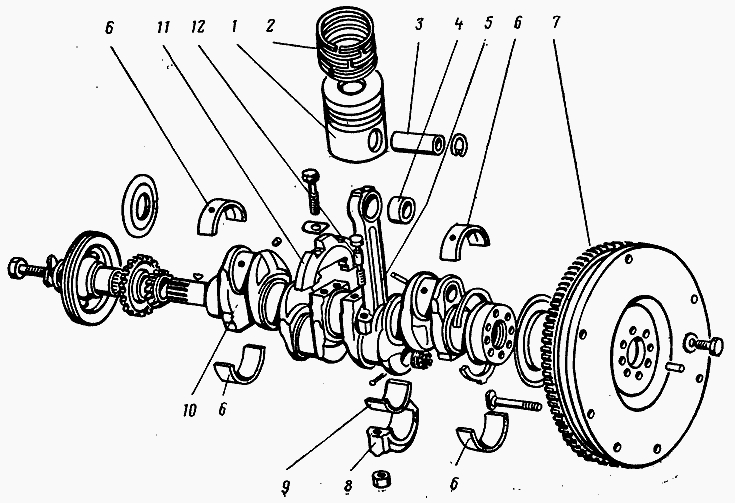
Рис. 2.1.30. Взаимное расположение деталей кривошипно-шатунной группы
1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес; 12 — болт
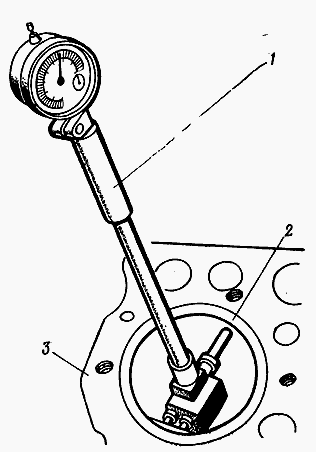
Рис. 2.1.31. Измерение диаметра гильзы цилиндра МТЗ-80
1 — индикаторный нутромер; 2 — гильза цилиндра; 3 — блок цилиндров
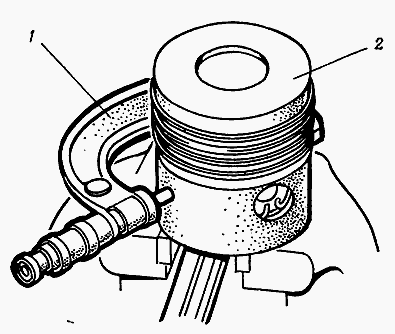
Рис. 2.1.32. Измерение диаметра юбки поршня
1 — микрометр; 2 — поршень
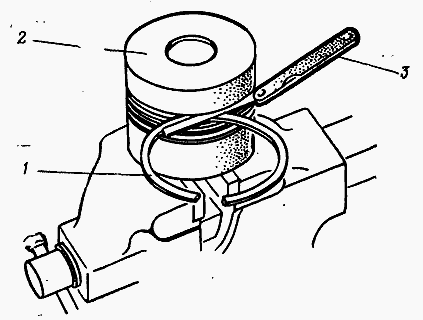
Рис. 2.1.33. Измерение зазора между канавкой поршня и поршневым кольцом
1 — кольцо; 2 — поршень; 3 — пластинчатый щуп
Основные показатели поршневой группы двигателя Д-240 трактора МТЗ-80
Зазор между юбкой поршня и гильзой цилиндра, мм:
- номинальный - 0,18—0,20- допустимый - 0,26
Зазор в замке поршневых колец, мм:
- номинальный - 0,40—0,80- допустимый - 4,0
Зазор по высоте между канавкой поршня и поршневым кольцом, мм:
- для компрессионных колец - 0,08—0,12- для маслосъемных колец - 0,05—0,09- допустимый - 0,30
Цилиндро-поршневую группу в сборе заменяют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение. Гильзы из блока выпрессовывают специальным съемником (рис. 2.1.34).
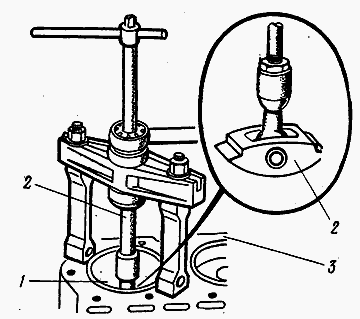
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров Д-240
1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Если диаметры гильзы и поршня в пределах нормы, рекомендуется выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как гильза и поршень более всего изнашиваются в плоскости качания шатуна, и вновь запрессовать гильзу в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед оборкой поршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при увеличении диаметра отверстия под поршневой палец или ослаблении посадки в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм. Изгиб и скручивание шатуна проверяют на приборе КИ-724. При сборке шатуна в его верхнюю головку вначале запрессовывают втулку (рис. 2.1.36).
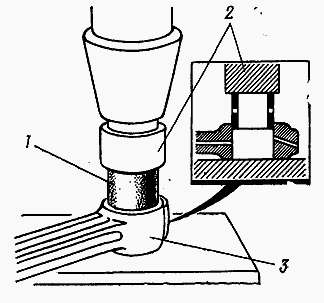
Рис. 2.1.36. Запрессовка втулки в верхнюю головку шатуна
1 —втулка; 2 — пресс; 3 — шатун
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленвала МТЗ-80 изготовлены с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующими диаметрами шеек коленчатого вала. Поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций и только попарно.
Не допускаются: замена одного вкладыша из пары; опиливание или шабрение стыков вкладышей либо крышек подшипников; установка прокладок между вкладышами и постелью, между крышкой и шатуном. При замене размерная группа вкладышей должна соответствовать размерной группе шеек коленчатого вала.
Перед установкой новых деталей цилиндро-поршневой группы их подбирают по размерным группам. Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240
Группы/Диаметр гильзы цилиндра, мм/Макс. диаметр юбки поршня в нижней части, мм
М - 110,00—110,02 / 109.88—109,90С - 110,02—110,04 / 109.90—109,92Б - 110,04—110,06 / 109,92—109,94
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и на днище поршня. Перед установкой гильзы в блок резиновые уплотнения заменяют. Гильзу устанавливают, нанося легкие удары молотком по ступенчатой оправке (рис. 2.1.37).
Если гильза входит в блок туго, то для ее запрессовки используют специальное винтовое приспособление (рис. 2.1.38). По окончании запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм.
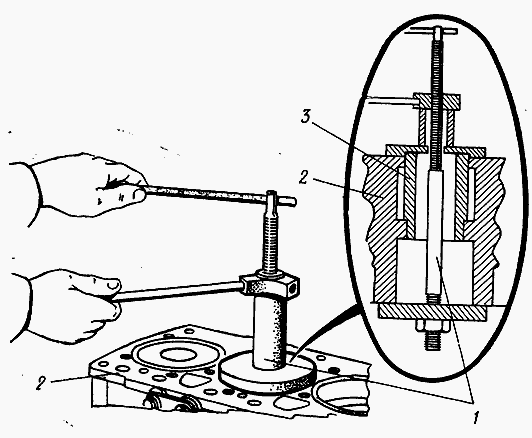
Рис. 2.1.38. Запрессовка гильзы цилиндра винтовым приспособлением
1 — приспособление; 2 — блок цилиндров; 3 — гильза цилиндра
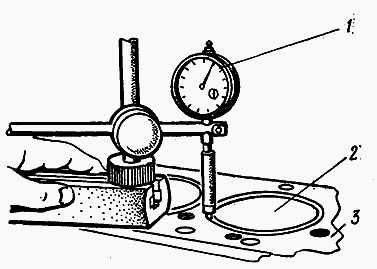
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра
1 — индикатор; 2 — гильза цилиндра; 3 — блок цилиндров
В случае утопания гильз допускается установка медных прокладок под бурт гильзы. При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской. Поршни и поршневые пальцы Д-240 трактора МТЗ-80 подбирают одной размерной группы, что подтверждается одинаковой маркировкой.
Поршневой палец запрессовывают в поршень, предварительно нагрев поршень в масле до температуры 70—80° С. Разность между массами шатунов в сборе с поршнями, устанавливаемых на один дизельный двигатель, не должна превышать 15 г.
Упругость поршневых колец проверяют на приспособлении МИП-100. При зазоре в замках, равном 0,3—6,6 мм (рис. 2.1.41), упругость колец не должна превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень устанавливают в определенном порядке с использованием приспособления, которое предохраняет кольца от случайных поломок (рис. 2.1.42). Кольца, установленные в канавки поршня, должны свободно перемещаться при поворачивании поршня и утопать в канавках под действием собственной массы.
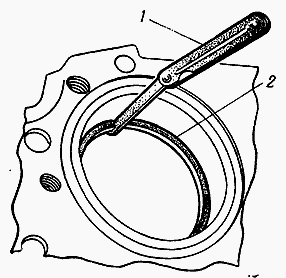
Рис. 2.1.41. Измерение зазора в замке поршневого кольца
1 — пластинчатый щуп; 2 — поршневое кольцо

Рис. 2.1.42. Установка поршневого кольца
1 — поршень; 2 — приспособление; 3 — поршневое кольцо
Рис. 2.1.43. Конусная оправка для установки поршня
1 — поршень; 2 — оправка
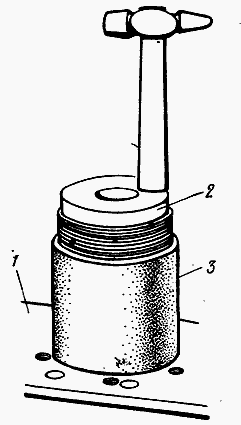
Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров МТЗ-80
1 — блок цилиндров; 2 — поршень; 3 — оправка
Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом и посредством конусной оправки (рис. 2.1.43) устанавливают в гильзу цилиндра, слегка постукивая по днищу поршня рукояткой молотка (рис. 2.1.44). Болты шатунных подшипников затягивают динамометрическим ключом в два — три приема.
Регулировочные данные при сборке дизеля Д-240
Момент окончательной затяжки гаек крепления головки цилиндров, Нм - 150—170
Момент затяжки шатунных подшипников, Нм - 140—160
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм - 0,25—0,30
Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм. После установки поршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера.
Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30—50 г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой.
Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два — три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при оборке дизеля МТЗ-80.
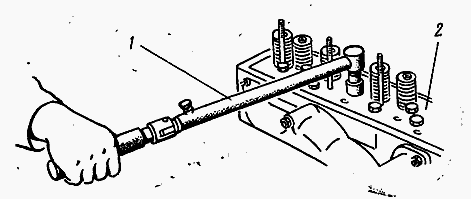
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров Д-240
1 — динамометрический ключ; 2 — головка цилиндров
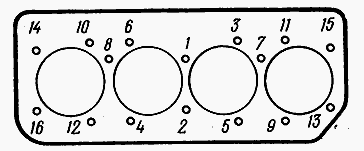
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
__________________________________________________________________________Сервис и регулировки МТЗ-82 __________________________________________________________________________
Эксплуатация и сервис МТЗ-82.1, 80.1, 80.2, 82.2 Ремонт МТЗ-80 Обслуживание и эксплуатация МТЗ-1221 Техобслуживание и эксплуатация МТЗ-320 Эксплуатация и сервис тракторов
mtz-sibir.ru
_____________________________________________________________________________
_____________________________________________________________________________
____________________________________________________________________________________________
К основным дефектам головки блока цилиндров Д-240 трактора МТЗ-80 (рис. 2.1.16) относят: коробление плоскости разъема; износ внутренних поверхностей направляющих втулок, рабочих фасок клапанов и седел клапанов; трещины в перемычках клапанных гнезд; прогар посадочных мест под уплотнения форсунок или их стаканов.
При проведении технической экспертизы пользуются основными показателями и регулировочными данными деталей головки цилиндров и газораспределительного механизма ГРМ.

Рис. 2.1.16. Взаимное расположение деталей головки цилиндров Д-240
1 — патрубок; 2 — труба; 3 — корпус сапуна; 4 — бачок; 5 — колпак; 6, 8 — прокладки; 7— крышка головки; 9 — коромысло; 10 — ось; 11 — головка цилиндров; 12 — прокладка головки; 13 — толкатель; 14 — штанга; 15 — клапан выпускной; 16 — клапан впускной; 17 — пружины клапана; 18— тарелка клапана; 19 — шпилька
Основные показатели и регулировочные данные деталей головки цилиндров и ГРМ Д-240 трактора МТЗ-80
Выступание стержня клапана, мм:
- номинальное - 56,0- допустимое - 57,2
Перемещение клапана, мм:
- номинальное - 10,2- допустимое - 9,0
Отклонение от плоскостности поверхности головки, мм, не более - 0,15
Утопание тарелки клапана, мм:
- номинальное - 0,4—0,7- допустимое - 1,8
Допустимый внутренний диаметр втулки клапана, мм - 11,10
Допустимая сила сжатия (упругость) наружных клапанных пружин до рабочей длины - 148
Рабочая длина наружной пружины, мм - 54,0
Допустимая сила сжатия (упругость) внутренних клапанных пружин до рабочей длины, Н - 74
Рабочая длина внутренней пружины, мм - 48,5
Допустимый диаметр стержня клапана, мм - 10,85
Внутренний диаметр втулки коромысел, мм - 19,02—19,05
Диаметр оси коромысел, мм - 18,98—19,00
Утопание тарелок клапанов в гнездах головки без снятия ее с блока цилиндров можно определить по выступанию стержней всасывающих клапанов относительно поверхности головки.
Для этого поочередно устанавливают поршни в ВМТ такта сжатия и измеряют расстояние от торца стержня клапана до головки. Если выступание стержня клапана превышает допустимую величину, то это свидетельствует о предельном износе тарелок клапанов и их седел.
Одновременно можно определить степень износа кулачков распределительного вала. Для этого прокручивают коленчатый вал дизеля до полного открытия клапана (при установленном для холодного дизеля тепловом зазоре) и замеряют расстояние от торца стержня клапана до головки.
По разности расстояний, измеренных при закрытых и полностью открытых клапанах, определяют перемещение каждого клапана.
Если перемещение клапана ниже допустимого значения, распределительный вал дизеля МТЗ-80 заменяют. После этих замеров головку снимают с дизеля и подвергают дальнейшей экспертизе.
Замеряют отклонение от плоскостности поверхности головки (рис. 2.1.17). Если отклонение от плоскостности превышает допустимое значение, то головку заменяют; если отклонение в пределах нормы, то проверяют состояние седел клапанов по утопанию тарелки нового клапана (рис. 2.1.18).
При утопании тарелки клапана более допустимого размера головку заменяют. Если утопание в пределах нормы, то головку разбирают и ремонтируют.
Сухари клапанов и клапанные пружины снимают приспособлением ОР-9913 (рис. 2.1.19). Если седло клапана имеет трещины, то головку заменяют. Снятые клапаны маркируют, а затем замеряют диаметр стержня (рис. 2.1.20), проверяют биение тарелки клапана и изгиб стержня (рис. 2.1.21).
Биение фаски тарелки и изгиб стержня относительно оси клапана не должны превышать 0,03 мм. При наличии следов износа, прогаров, раковин на фасках клапанов рабочую поверхность фасок обрабатывают на шлифовальных станках Р-108 (рис. 2.1.22) или ОР-6686.
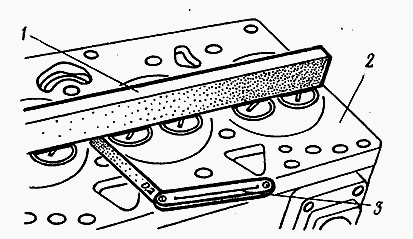
Рис. 2.1.17. Измерение отклонения от плоскостности поверхности головки блока цилиндров Д-240
1 — поверочная линейка; 2 — головка цилиндров; 3 — щуп
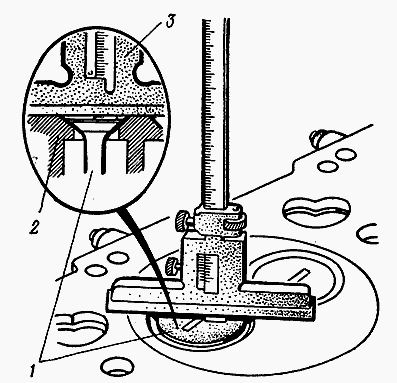
Рис. 2.1.18. Определение утопания тарелки клапана
1 — клапан; 2 — головка цилиндров; 3 — штанген-глубиномер
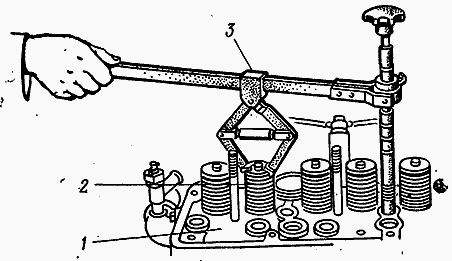
Рис. 2.1.19. Снятие сухарей клапанов и клапанных пружин
1 — головка цилиндров; 2 — клапанная пружина; 3 — приспособление ОР-9913
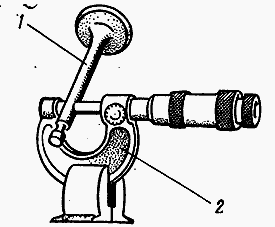
Рис. 2.1.20. Измерение диаметра стержня клапана Д-240
1 — клапан; 2 — микрометр
Рис. 2.1.21. Измерение изгиба стержня и биения фаски тарелки клапана
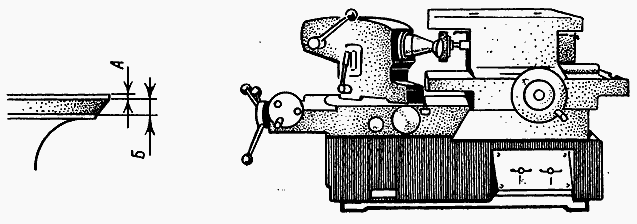
Рис. 2.1.22. Шлифование рабочей поверхности фаски клапана
Фаску впускного клапана шлифуют под углом 60°, выпускного — под углом 45°. После выведения следов износа ширина цилиндрической части тарелки клапана А должна быть не менее 0,5 мм, а ширина притертой матовой полоски на фаске клапана Б — не более 2 мм.
Направляющую втулку клапана заменяют при износе поверхности отверстия под стержень клапана до диаметра, превышающего допустимое значение, или при ослаблении посадки втулки в головке. Измерение диаметра отверстия направляющей втулки клапана показано на рис. 2.1.23.
При замене направляющую втулку выпрессовывают (рис. 2.1.24). Новую втулку подбирают с наибольшим допуском по наружному диаметру, смазывают эпоксидным клеем без наполнителя и запрессовывают в головку специальным (болтом (рис. 2.1.25).
После установки направляющих втулок седло клапана обрабатывают планетарно-шлифовальным приспособлением ОПР-1334А (рис. 2.1.26).
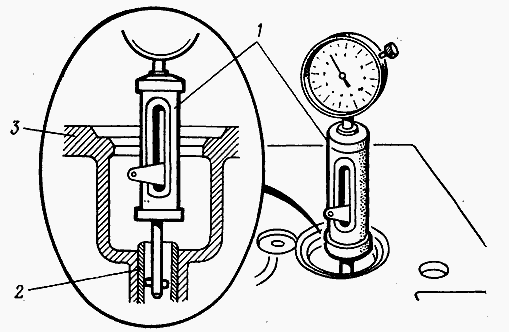
Рис. 2.1.23. Измерение диаметра отверстия втулки клапана МТЗ-80
1 — индикаторный нутромер; 2 — направляющая втулка клапана; 3 - головка блока цилиндров
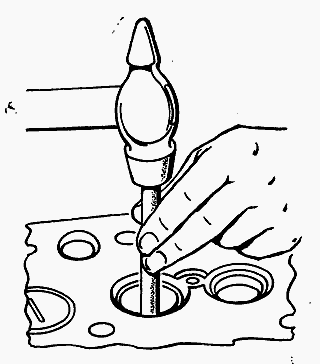
Рис. 2.1.24. Выпрессовка направляющей втулки клапана
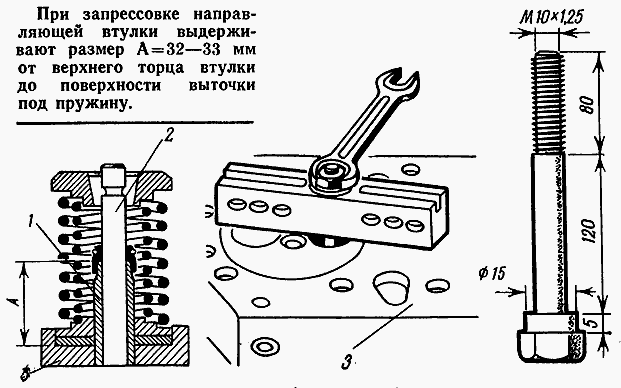
Рис. 2.1.25. Запрессовка направляющей втулки клапана
1 — направляющая втулка; 2 — клапан; 3 — головка блока цилиндров

Рис. 2.1.26. Обработка седла клапана в головке блока цилиндров МТЗ-80
При рисках, раковинах, прожогах на рабочей фаске седла первоначально фаску шлифуют до выведения следов дефекта и проверяют состояние седла по утопанию тарелки нового клапана. Если утопание не превышает допустимого размера, то седло продолжают обрабатывать.
Нижнюю кромку рабочей фаски седла в головке цилиндров обрабатывают шлифовальным кругом с углом конуса 150°, а верхнюю кромку — 60°. Ширина рабочей фаски седла для впускных клапанов должна быть 2,0—2,5 мм для выпускных — 1,5—2,0 мм.
После обработки тарелки клапана Д-240 и седла их взаимно притирают. Если ремонту были подвергнуты все клапаны и седла, то притирку ведут на ставке ОПР-1841 А.
При ремонте одного-двух клапанов притирку ведут пневматическим приспособлением 2213 (рис. 2.1.27), используя пасту из смеси микропорошка М20 с индустриальным или моторным маслом.
В процессе притирки клапан периодически вращают и приподнимают. Время от времени проверяют состояние притирающихся фасок клапана и седла.
Верхняя кромка матовой полоски рабочей фаски должна располагаться на расстоянии не менее 0,5 мм от цилиндрической части тарелки клапана.

Рис. 2.1.27. Притирка клапана к седлу
1 — клапан; 2 — приспособление 2213; 3 — головка цилиндров
Если матовая полоска окажется значительно ниже или выше указанного расстояния, то седло снова обрабатывают шлифовальными кругами с углом конуса 60 и 150° и снова притирают клапан к седлу.
Перед сборкой клапанов Д-240 трактора МТЗ-80 проверяют длину и силу сжатия клапанных пружин на приспособлении МИП-100. Если параметры пружин выходят за допустимые значения, то пружины заменяют.
В некоторых случаях для компенсации длины и силы сжатия пружин под них устанавливают специальные шайбы, толщину которых можно определить по формуле: для впускного клапана А = В—1,3 мм; для выпускного клапана А = В—1,8 мм, где В — утопание клапана, замеренное после ремонта седла клапана.
После сборки клапанов выступание сухарей над плоскостью тарелки пружины должно быть не более 0,5 мм, утопание — не более 1,3 мм.
Для контроля герметичности клапанов впускные и выпускные каналы головки цилиндров заполняют керосином, который не должен просачиваться в течение 1,5 мин.
Перед установкой оси коромысел в сборе проверяют техническое состояние каждого коромысла. При наличии на бойках коромысел углублений более 0,3 мм поверхность бойка шлифуют до выведения следов дефекта.
Отклонение от параллельности рабочей поверхности бойка коромысла допускается не более 0,05 мм. При необходимости проверяют диаметр отверстий втулок коромысел. Зазор между втулкой и осью коромысел допускается не более 0,15 мм.
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
__________________________________________________________________________Сервис и регулировки МТЗ-82 __________________________________________________________________________
Эксплуатация и сервис МТЗ-82.1, 80.1, 80.2, 82.2 Ремонт МТЗ-80 Обслуживание и эксплуатация МТЗ-1221 Техобслуживание и эксплуатация МТЗ-320 Эксплуатация и сервис тракторов
mtz-sibir.ru
_____________________________________________________________________________
_____________________________________________________________________________
____________________________________________________________________________________________
Коленвал Д-245
Правка коленчатого вала трактора МТЗ в процессе механической обработки не допускается. Допускается правка после накатки галтелей и после закалки ТВЧ. Стрела прогиба вала во время правки должна быть не более 1 мм.
Вкладыши шатунных подшипников должны быть подобраны в соответствии с размерами шеек вала. Вкладыши должны сидеть в “постелях” шатунов и крышек с натягом от 0,22 до 0,080 мм.
При шлифовании шатунных шеек необходимо сохранять первоначальные радиусы кривошипа (62,5±0,04 мм) и галтелей (4мм).
Шероховатость обработанных поверхностей шатунных и коренных шеек должна соответствовать Ra< 0,32 мкм.
Некруглость и допуск профиля продольного сечения шатунных и коренных шеек 0,01 мм.
Твердость поверхностей шеек после шлифования должна быть не менее 46 НRСэ. Закалка галтелей не допускается.
После перешлифовки коленвала Д-245, 240, 243 на ремонтный размер биение средней коренной шейки относительно крайних не должно превышать 0,07 мм (для нового вала - 0,06 мм).
Отклонение от параллельности образующих поверхностей шатунных шеек относительно оси вала, установленного на крайние коренные шейки, не должно превышать 0,05 мм на длине 100 мм.
Смещение всех шатунных шеек относительно диаметральной плоскости 3-ой коренной и 3-ой шатунной шеек (развал шеек) после перешлифовки не должно превышать 0,3 мм.
Биение цилиндрической и торцовой поверхностей фланца крепления маховика на крайних точках относительно поверхностей крайних коренных шеек допускается до 0,05 мм (для нового вала - не более 0,03 мм).
Трубки должны быть плотно запрессованы в шатунные шейки коленвала трактора МТЗ; люфт трубок не допускается. Края развальцованных трубок должны утопать относительно поверхности шеек на 1...3 мм.
Заглушки должны утопать в резьбе не менее чем на 2 мм и быть законтрены.
Шестерня коленчатого вала должна быть напрессована меткой наружу до упора в торец коренной шейки вала.
Коленчатый вал должен быть динамически отбалансирован снятием металла с периферии любых щек. Остаточный дисбаланс не более 90 г/см на каждом конце вала. Коленчатый вал в сборе с противовесами балансировать динамически.
Массу корректировать сверлением в противовесах в радиальном направлении отверстий диаметром 10 мм на глубину не более 25 мм. Остаточный дисбаланс не более 65 г/см на каждом конце вала.
Коленвалы после окончательной обработки проверить с помощью магнитного дефектоскопа на отсутствие поверхностных дефектов по технологическим инструкциям ТИ 213-59-74 и ТИ 150.12.700.252.03.92.001. После проверки валы должны быть размагничены.
Укладка коленвала Д-240
Перед сборкой каждый коленчатый вал должен быть проверен на магнитном или ультразвуковом дефектоскопе на отсутствие микро и макротрещин; а также проверен на соответствие подобранного комплекта вкладышей коренных подшипников размеру коренных шеек.
Механические повреждения (риски, вмятины, забоины и др.) на шейках и вкладышах коренных подшипников не допускаются.
Коренные шейки, вкладыши и гнезда подшипников надо протереть салфеткой и продуть сжатым воздухом.
Крышки коренных подшипников должны плотно входить в гнезда блока. Перестановка и перевертывание крышек коренных подшипников не допускаются.
Разукомплектовка вкладышей коренных подшипников не допускается. Вкладыши должны быть установлены в соответствующие гнезда блока цилиндров.
Коренные шейки и вкладыши перед укладкой коленчатого вала Д-243, 240, 245 надо смазать моторным маслом.
Упорные полукольца, устанавливаемые на стенки постели пятой коренной опоры и крышки подшипника, должны быть подобраны так, чтобы продольный люфт коленчатого вала после затяжки болтов коренных подшипников составлял 0.14...0.37 мм.
Сухари клапанного механизма должны выступать над плоскостью шайбы на 0,5...2,0 мм;
В комплект на один дизель надо подбирать поршни, шатуны и поршневые пальцы одинаковой весовой группы, разновес шатунов в комплекте с поршнями не должен превышать 30 г.
Коренные и шатунные шейки и вкладыши подшипников изготавливаются двух номинальных размеров.
Номинальные размеры шеек коленвала Д-245, 243, 240
Диаметр шейки вала, мм коренной / шатунной
1Н - 75.25-0,083-0,101 / 68,25-0,077-0,096
2Н - 75.00-0,083-0,101 / 68,00-0,077-0,096
Номинальные размеры вкладышей подшипников коленвала МТЗ
Внутренний диаметр вкладыша, мм
коренной шейки / шатунной шейки
БН1 - 75,25-0,033-0,010 / 68,25 +0,025-0,010;
БН2 - 75.00-0,033-0,010 / 68,00 +0,025-0,010;
Коленчатые валы, шатунные и коренные шейки которых изготовлены по размеру второго номинала, имеют на первой щеке дополнительное обозначение: 2К - коренные шейки второго номинала; 2Ш - шатунные шейки второго номинала; 2КШ - шатунные и коренные шейки второго номинала.
Ремонтные размеры шеек коленвала Д-240, 243, 245
Диаметр шейки вала, мм
коренной / шатунной
Д1 - 74,75-0,083-0101 / 67.75-0,077-0,096
Р1 - 74.50-0,083-0,101 / 67,50-0,077-0,096
Д2 - 74,25-0,083-0101 / 67.25-0,077-0,096
Р2 - 74.00-0,083-0,101 / 67,00-0,077-0,096
Д3 - 73,75-0,083-0101 / 66.75-0,077-0,096
Р3 - 73.50-0,083-0,101 / 66,50-0,077-0,096
Д4 - 73,25-0,083-0101 / 66.25-0,077-0,096
Р4 - 73.00-0,083-0,101 / 66,00-0,077-0,096
Момент затяжки болтов крепления коренных подшипников должен быть 200...220 Нм. При этом вал должен плавно, без заеданий, проворачиваться моментом не более 3 Нм.
При проверке затяжки болтов крепления крышек коренных подшипников на доворачивание величина крутящего момента не должна превышать 240 Нм.
Маховик Д-240
Трещины и выкрашивание рабочей поверхности зубьев венца маховика трактора МТЗ не допускаются.
Уменьшение длины зубьев венца (без длины фаски) допускается до 16 мм (длина зубьев нового венца - 18 мм).
Износ зубьев венца маховика допускается до толщины 3,2 мм при высоте установки штангензубомера 2,40 мм (толщина зуба нового венца соответствует 4.73-0,28-0,38 мм).
Венец маховика перед напрессовкой необходимо нагреть до температуры 195...200 С. Посадочные места маховика и венца не должны иметь забоин и заусенцев. Допускается зазор в сопряжении между торцовой поверхностью венца и маховика не более 0,5 мм в одном месте на дуге не более 60°.
Маховик Д-245, 243, 240 с венцом балансировать динамически в сборе с предварительно уравновешенным коленчатым валом путем сверления отверстий.
Если необходимо заменить передний подшипник первичного вала коробки передач, то перед снятием маховика с вала подшипник следует выпрессовать с помощью винтового съемника мод. И 803.16.000 или, сняв маховик, выпрессовать подшипник с помощью ударного съемника мод. 2476.
Установив захваты на торцы колец подшипника, их раздвигают резьбовым упором 3, а затем, при ударе груза в упор вала 5, выпрессовывают подшипник.
Поверхность маховика, сопряженная с поверхностью ведомого диска сцепления, шлифуется. Шероховатость поверхности должна быть не ниже Rа 1,0.
После ремонта коленчатого вала, а также устанавливаемого на него маховика, сцепления или шкива необходимо провести их балансировку.
Динамическую балансировку деталей, устанавливаемых на коленчатый вал МТЗ (маховик, шкив, коленчатого вала, нажимной и ведомый диски сцепления), проводить на станках мод. МС-970 или ПБМ-4. Менее точная статическая балансировка этих деталей производится на станках 40У-314.
Балансировку коленвала, а также вместе с установленным на него маховиком и сцеплением следует проводить в динамическом режиме с грузами на шатунных шейках, заменяющими шатунно-поршневую группу на шатунной шейке.
Балансировочный груз состоит из двух одинаковых полуколец, соединенных двумя болтами, изготовленными из стали 40Х (ГОСТ 4543-71), с твердостью 35...40 HRCэ.
Наружная, внутренняя поверхности определенных диаметров и торцы груза окончательно обрабатываются после соединения полуколец болтами. Внутренний диаметр груза равен D+0,025+0,010 мм, где D - диаметр шатунной шейки.
Смещение осей болтов относительно торцов и внутреннего диаметра груза должно быть не более 0,05 мм.
Болты должны быть одинаковой массы. Груз подгоняется по массе при уменьшении наружного диаметра с точностью +1 г и балансируется статически на оправке с точностью 2 г/см так, чтобы центр тяжести груза находился на оси груза и на середине его ширины.
После этого на наружную поверхность наносятся риски для обеспечения сборки полуколец в одном положении.
Масса грузов для балансировки коленвала Д-245, 243, 240 без пробок, с маховиком и сцеплением в сборе для шатунных шеек номинальных и ремонтных размеров подбирается в соответствии с рекомендациями ОГК ПО ММЗ.
Динамическая балансировка коленчатого к/вала с маховиком и сцеплением в сборе осуществляется относительно крайних коренных шеек при сверлении отверстий диаметром 15 мм (на глубину не более 15 мм, при расстоянии между ними не менее 5 мм) на расстоянии 184 мм от оси вала в незакрытых кожухом сцепления сегментах рабочей поверхности маховика или при сверлении отверстий в бобышках под пружинами нажимного диска сцепления.
Остаточный дисбаланс со стороны сцепления (маховика) должен быть не более 70 г/см.
Перед балансировкой на каждую шатунную шейку крепится груз, а ведомый диск сцепления центрируется относительно внутреннего диаметра подшипника на фланце с помощью первичного вала коробки передач или специальной оправки.
Картер сцепления (для дизелей автомобильных модификаций) монтируется на блок с помощью двух установочных штифтов, запрессованных в торец блока. При замене картер сцепления размещается на центрирующих штифтах и закрепляется болтами, момент затяжки 80...100 Нм.
Поверхности картера сцепления, сопрягаемые с блоком цилиндров и с коробкой передач, могут иметь допуск плоскостности 0,15 мм.
Диаметр отверстий для болтов задней опоры дизеля должен быть в пределах 20,00...20,28 мм. При превышении этих значений, допускается развертывание отверстий и установка втулок.
Допуск параллельности торцовых поверхностей картеров, сопрягаемых с блоком цилиндров дизеля и коробкой передач, составляет 0,05 мм на длине 100 мм.
Соосность отверстия, по которому центрируется коробка передач с осью коленчатого вала, и перпендикулярность оси коленчатого вала проверяется после установки вала.
Проверка ведется с помощью приспособления, укрепленного на фланце. Допуск радиального биения внутренней поверхности отверстия и торца картера сцепления относительно оси к/вала составляет 0,1 мм.
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
__________________________________________________________________________Сервис и регулировки МТЗ-82 __________________________________________________________________________
Эксплуатация и сервис МТЗ-82.1, 80.1, 80.2, 82.2 Ремонт МТЗ-80 Обслуживание и эксплуатация МТЗ-1221 Техобслуживание и эксплуатация МТЗ-320 Эксплуатация и сервис тракторов
mtz-sibir.ru