www.mopedaremont.ru
Есть двигатели, поршневые пальцы которых свободно «плавают» в бронзовой втулке верхней головки шатуна (или в игольчатом подшипнике шатуна, или просто в твёрдом покрытии верхней головки шатуна), но на некоторых двигателях, в том числе и жигулёвских, поршневой палец запрессовывается в верхнюю головку шатуна, а свободная посадка получается в бобышках поршня. Для таких моторов я опишу удобное и универсальное приспособление, которое очень облегчит запрессовку поршневого пальца в шатун, и которое поможет установить поршневой палец симметрично и сохранить детали.
Простейший жигулёвский двигатель, может создать для начинающего ремонтника проблему, так как при ремонте такого двигателя (с неподвижным пальцем в верхней головке шатуна), правильно установить поршневой палец не так то просто. Он запрессован в верхнюю головку шатуна с натягом в 0,01 — 0,042 мм. И этот натяг желательно проконтролировать после запрессовки по осевому усилию, которое способно сдвинуть детали относительно друг друга, при приложении усилия не менее 400 кгс, при температуре 20 градусов тепла. Контроль натяга нужен из-за того, что сейчас в продаже много левых деталей. Но вышеописанный контроль осуществить не так то просто, но его можно и не делать, если просто тщательно промерить покупаемые детали, и добиться при выборе пальца, чтобы наружный диаметр пальца, был больше внутреннего диаметра верхней головки шатуна в пределах тех же 0,01 — 0,042 мм. Палец замеряем микрометром, а отверстие верхней головки шатуна нутромером.
Кстати, при соблюдении правильного температурного режима нагрева головки шатуна и точного диаметра пальца и отверстия головки, палец в верхнюю головку шатуна и запрессовывать то не придётся, а всего лишь вставить с небольшим усилием. Для этого верхнюю головку шатуна нагревают до 240 градусов. Но вот нагреть то не проблема, а вот как установить палец строго симметрично относительно шатуна? (чтобы и справа и слева головки шатуна, палец выступал на одинаковое расстояние). Чтобы свести к минимуму опасное действие вибрации от криво установленной детали, а ведь палец не один, их четыре, и в сумме может получиться ощутимая вибрация. А бывает даже, что палец смещаясь от вибрации ещё больше в сторону, задирает поверхность цилиндра двигателя. Последствия, мягко говоря нежелательные. Так как же всё таки обеспечить симметрию пальца относительно верхней головки шатуна?
Для установки поршневых пальцев моторов Ваз 21011, 2105, 2106 с диаметром поршня 79 мм и двигателей Ваз 2101, 2103 с диаметром поршня 76 мм, понадобятся два разных фирменных приспособления. Эти приспособления в теории обеспечивают правильное положение пальца в головке шатуна, и естественно в поршне. Но вот практика доказывает, что в магазинах есть множество поршней, которые отличаются расстоянием между бобышками от идеала Советского заводского поршня, да и пальцы тоже не блещут точной длинной, которая указана в заводских советских книжках и мануалах. Наверное левые подвальные производители, понимают формулировку «свободная посадка бобышек поршня относительно пальца» в буквальном смысле.
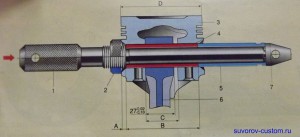
Приспособление для запрессовки поршневого пальца. 1 — оправка, 2 — регулировочная гайка, 3 — поршень, 4 — поршневой палец, 5 — направляющая втулка, 6 — шатун, 7 — винт.
Так вот, чтобы не тратить деньги на два разных фирменных приспособления, и чтобы правильно устанавливать поршневые пальцы и поршни с учётом их действительных размеров, предлагаю изготовить универсальное приспособление, показанное на рисунке. Основное его отличие от покупных изделий, состоит в том, что оно регулируемое. Показанный на рисунке размер А предварительно вычисляем, измерив длину пальца В и расстояние между бобышками поршня С. Обычно ширина головки шатуна находится в пределах 26,90 — 26,98 мм. Берём её равной 27 мм (пара соток не играет роли, (но можно учесть и их) по сравнению с ошибкой в 1 мм заводского фирменного приспособления, которое я опишу ниже) и теперь вычисляем: А = 0,5( D-B-C + 27) мм, а буква D — это диаметр поршня 79 или 76 мм.
К примеру возьмём диаметр поршня D равный 79 мм, а В равный 67,3 мм, С равный 31,2 мм. А = 0,5 (79 — 67,3 — 31,2 +27). В итоге получим А равный 3,75 мм. А вод фирменное заводское приспособление (его номер 02. 7853.9500) которое рассчитано для заводского советского поршня, с точными размерами и который практически не найти в продаже, рассчитанно на размер А равный 4,7 мм. В итоге получается ошибка более 1 мм, и это без учёта реальных размеров нестандартного левого поршня сегодняшнего дня. Теперь ошибёмся так же на всех четырёх поршнях по 1 мм, плюс вправо-влево из-за неправильных размеров левака, и в итоге получается вибрация, которая на оборотах свыше 2-3 тысяч, существенно сокращает ресурс жигулёвского двигателя. Преимущества самодельного приспособления, показанного на рисунке и которое можно подстроить под любой поршень — очевидны.
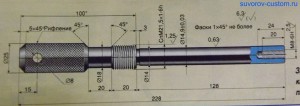
Оправка приспособления.
Советую при работе с приспособлением соблюдать простые и несложные правила. Прижимать поршень к верхней головке шатуна, следует как показано на рисунке. Тоесть размер А вычислен именно для случая, который показан на рисунке. Саму операцию выполняем по возможности быстро, а то шатун остывая может «прихватить» поршневой палец раньше, чем тот займёт своё симметричное место. И тогда сдвинуть палец, относительно прихваченного места, будет довольно проблематично, без повреждения деталей. Так же следует запомнить, что винт 7 перед началом работ затягивать не следует, потому что если палец нагреется от тепла шатуна, то он удлинится (от расширения металла от нагрева) и от этого винт 7 заклинит.

Детали приспособления.2 — регулировочная гайка, 5 — направляющая втулка, 7 — винт.
Нагревать сами шатуны, удобнее в специальном приспособлении, но это тема следующей статьи. Вот казалось бы самый простой жигулёвский двигатель, а при ремонте могут возникнуть проблемы от незнания нюансов, но с приспособлением описанным в этой статье, я надеюсь у новичков не возникнет больше проблем в самостоятельной замене поршней или в запрессовке поршневых пальцев. Удачи всем!
suvorov-castom.ru
Снятие и проверка
Перед проверкой очистить поршень вместе с шатуном и снять штатные поршневые кольца. С помощью приспособления для установки колец осторожно снять кольца с поршней. Принять меры предосторожности, чтобы при выполнении этой операции не замять и не поцарапать поршни. Удалить все следы нагара с днища поршня. После удаления большей части нагара для дальнейшей очистки можно воспользоваться металлической щеткой или тонкой наждачной бумагой. Запрещается использовать для удаления нагара с поршней металлическую щетку, закрепленную на электродрели. Материал поршня достаточно мягкий и может быть поврежден такой щеткой. Для удаления нагара из канавок поршневых колец использовать инструмент для очистки поршневых канавок. Будьте очень осторожны, чтобы удалять только нагар. Примите меры предосторожности, чтобы не снять металл, не поцарапать и не замять боковые поверхности канавок поршневых колец. После удаления нагара необходимо очистить поршни вместе с шатунами растворителем и продуть их сжатым воздухом. Необходимо убедиться, что отверстия для отвода масла на боковых сторонах канавок чистые. Если поршни и стенки цилиндра не повреждены и не сильно изношены и если блок цилиндров не растачивается, то заменять поршни не требуется. Допускается естественный износ поршня, в том числе износ сторон поршня, воспринимающих боковое давление (90° по отношению к отверстию под поршневой палец), и незначительное ослабление верхнего компрессионного кольца в канавке. При ремонте двигателя обязательно установить новые поршневые кольца. Осторожно проверить каждый поршень на наличие трещин вокруг юбки, на бобышках отверстия под поршневой палец и на поверхности колец.
Проверить отсутствие задиров и следов прихвата на поверхности юбки, отверстий в днище поршня и прогара на кромках днища поршня. Если юбка изношена, двигатель, возможно, был поврежден из-за перегрева и/или неправильного процесса сгорания, который привел к появлению чрезмерно высоких температур. Тщательно проверить охлаждающие и смазочные каналы. Отверстие в днище поршня является следствием неправильного сгорания (преждевременного воспламенения). Прогорание днища поршня чаще всего возникает из-за детонации. Если все эти признаки есть, их причины должны быть устранены, чтобы не допустить повторного появления неисправности. Причинами могут быть утечки воздуха, неправильный состав топливовоздушной смеси и угол опережения зажигания. Коррозия поршня в виде неглубоких раковин указывает на попадание охлаждающей жидкости в камеру сгорания двигателя и/или картер двигателя. В этом случае следует также устранить причину неисправности, чтобы она не появилась после восстановления двигателя. Измерить щупом зазор между поршневым кольцом и канавкой, вставляя новые кольца в канавки (см. рисунок). Проверить зазор в трех или четырех точках каждой канавки. Необходимо убедиться, что в канавки установлены соответствующие кольца. Если зазор между поршневыми кольцами и канавками превышает значение, указанное в Руководстве по ремонту, следует установить новые поршни.
Проверить зазор между поршнем и цилиндром путем измерения диаметра цилиндра и поршня. Следует убедиться, что поршни правильно подобраны к цилиндрам. Измерить диаметр юбки поршня в двух взаимно перпендикулярных плоскостях, параллельных оси поршневого пальца (см. рисунок). Разность значений, полученных в результате этих двух измерений, указывает на овальность поршня.
Для получения значения зазора вычесть диаметр поршня из диаметра цилиндра. Если зазор превышает заданное значение, блок цилиндров необходимо расточить и установить новый комплект поршней и колец. Проверить зазор между поршнем и пальцем, поворачивая их в противоположных направлениях. Любой заметный люфт указывает на повышенный износ, который должен быть устранен. Следует обратить внимание на метку типа топлива, метку класса поршня и метку, указывающую направление установки поршня (к передней части двигателя), которые выбиты на поршнях некоторых двигателей. Более подробная информация приведена в Руководстве по ремонту.
Установка
Перед установкой поршней вместе с шатунами стенки цилиндров необходимо полностью очистить, верхний край каждого цилиндра должен быть закругленным, а коленчатый вал должен быть установлен. Снять крышку шатуна № 1 (в соответствии с метками, сделанными при снятии). Извлечь вкладыши, очистить поверхности нижней головки шатуна и крышки чистой ветошью, не оставляющей волокон. Они должны быть безупречно чистыми.
При установке не ударять по вкладышу, следует быть крайне аккуратным, чтобы не замять и не поцарапать поверхность антифрикционного слоя вкладыша. Перед установкой необходимо смазать вкладыш моторным маслом.
Развести замки поршневых колец через 120°. В зависимости от исполнения надеть отрезок пластмассовой или резиновой трубки на болты крышек шатунов. Смазать поршень и кольца чистым моторным маслом и установить приспособление для сжатия поршневых колец на поршень. Разместить приспособление так, чтобы из-под него юбка поршня выходила на 6‑7 мм для облегчения установки поршня в цилиндр.
Кольца должны быть сжаты все время, пока они перемещаются вместе с поршнем. Повернуть коленчатый вал, пока шатунная шейка № 1 не окажется в положении, соответствующем нижней мертвой точке (НМТ). Смазать моторным маслом стенки цилиндра. В соответствии с меткой или выемкой на днище поршня, которая указывает на направление к передней части двигателя, осторожно вставить поршень с шатуном в соответствующий цилиндр, при этом нижний край приспособления для сжатия поршневых колец должен оставаться в блоке цилиндров. Постучать по верхнему краю приспособления, чтобы убедиться, что оно соприкасается с блоком цилиндров по всей окружности. Слегка постучать по днищу поршня рукояткой деревянного молотка (см. рисунок), пока нижняя головка шатуна не сядет на шейку коленчатого вала. Ни в коем случае не прилагайте усилие к поршню во время установки в цилиндр, это может привести к поломке поршневого кольца и/или поршня. После установки в цилиндр поршня с шатуном, прежде чем окончательно затягивать детали крепления крышки шатуна, необходимо проверить зазор в шатунном подшипнике. Если зазор не соответствует требуемому значению, возможно установлены вкладыши несоответствующего размера (это значит, что потребуются другие). Установить крышку шатуна и затянуть гайки или болты требуемым моментом. После установки поршней с шатунами провернуть вручную коленчатый вал на несколько оборотов для визуальной проверки свободного вращения. Проверить осевой зазор шатуна на шейке коленчатого вала.
Буквенные обозначения на блоке цилиндров:
На некоторых двигателях на блоке цилиндров выбиты буквы, которые обозначают класс диаметра каждой из пяти опор под вкладыши коренных подшипников коленчатого вала. Наряду с цифрами и полосками, выбитыми на коленчатом валу (маркировка класса диаметров коренных шеек), эти метки необходимо использовать, чтобы правильно подобрать вкладыши.
studfiles.net
В автомобильных двигателях «ВАЗ» поршневой палец необходимо запрессовывать в нагретую головку шатуна. Запрессовывается поршневой палец с натягом в 0,04 мм. При этом должен соблюдаться расчетный зазор 0,01 мм. При температуре 20 градусов Цельсия палец должен легко ходить внутри поршня. Но при этом поршневой палец не должен выпадать из поршня в вертикальном положении в смазанном состоянии.
Примеры приспособлений, которые используются для запрессовки поршневого пальца УК двигателей ВАЗ 2101, ВАЗ 2103 (диаметр цилиндра 76 мм), ВАЗ 2105, ВАЗ 2106 (диаметр цилиндра 79 мм). Рекомендуются специальные допуски 0,2 мм для ВАЗ 2101, ВАЗ 2103, и 0,1 для ВАЗ 2105, ВАЗ 2106. Но бывают случаи, когда поршневые пальцы имеют разную длину, разные состояния между торцами бобышек поршней. В таких случаях необходимо использовать регулируемое приспособление.
Регулируемый размер можно вычислить по формуле:
А = 0,5(D-В-С+27) мм, где В – это длина поршневого пальца;
С - расстояние между внутренними торцами бобышек поршня;
D - диаметр цилиндра;
27- ширина верхней головки шатуна (выдерживается точно).
Пример расчета: D=79; В=67,3; С=31,2.
А=0,5 (79-67.3-31,2+27)=3,75 мм.
Если в этом случае использовать приспособление рекомендуемое производителем 02.7853.9500, то этот размер должен быть равен 4.7 мм.
При этом винт 7 должен затягиваться неплотно. Так как его плотное затягивание может привести к заклиниванию.
Во время запрессовки поршневого пальца следите за тем, чтобы поршень плотно прижимался к верхней головке шатуна.
Работы должны проводиться очень быстро, потому что головка шатуна очень быстро охлаждается, что, в конце концов, приводит к тому, что палец займет неправильное положение и изменить его будет нельзя.
Операция должна проводиться очень быстро, так как быстро охлаждающийся шатун может «схватить» палец до полной его запрессовки, а в охлажденном шатуне положение пальца уже не изменить.

www.autoezda.com
Метка на маховике и шкала на картере для установки момента зажигания
Установка уровня топлива в поплавковой камере карбюратора
Схема пускового устройства приведена на рис. 3.
Схема пускового устройства карбюратора
www.tachki.md
www.mopedaremont.ru
Головка поршня нагревается сильнее, чем юбка, поэтому зазор при холодном поршне должен быть больше в поясе головки, чем в поясе юбки. В связи с этим головка выполняется меньшего диаметра, чем юбка причем головка может выполняться с уменьшающимся кверху диаметром путем придания наружной поверхности ступенчатой или конической формы. В, холодном состоянии поршня величина зазора в поясе юбки, необходимая для предупреждения заедания поршня при нагреве, достигает 0,10— 0,15 мм для чугунных поршней и 0,2—0,4 мм для алюминиевых поршней на 100 мм диаметра. При наличии таких больших зазоров между юбкой и цилиндром алюминиевый поршень в не-прогретом двигателе работает со стуком вследствие действия боковых сил, попеременно прижимающих поршень к противоположным стенкам цилиндра. Поэтому величина зазора между алюминиевым поршнем и цилиндром должна быть доведена до возможного минимума. [c.88]
Задиры а рабочих поверхностях сопряженных деталей могут быть следствием нарушения температурных условий сборки. При подборе алюминиевых поршней по цилиндрам чугунного блока в холодном помещении без учета разницы температуры, имеющейся и необходимой по техническим условиям, нельзя обеспечить минимального зазора между поршнем и цилиндром при работе двигателя. Поршень, свободно входивший в цилиндр на холоде, будет заклинивать при работе двигателя, в результате появятся задиры на юбке поршня и на стенках цилиндра. Строго соблюдать температурные условия следует и при подборе пальца к поршню, запрессовке деталей и т, д. [c.33]Регулируют зазоры на холодном двигателе при положении поршня в в. м. т. Если слышен стук клапанов механизма, значит, необходимо регулировать зазор. Величина зазора определяется плоским щупом. При замере щуп толщиной, равной требуемому зазору, вводят в зазор и регулировочным болтом увеличивают или уменьшают его. При верхних клапанах щуп вводят в зазор между клапаном и толкателем. Зазор отрегулирован [c.56]
При нагреве поршень расширяется больше, чем цилиндр, охлаждаемый жидкостью, поэтому возникает опасность заклинивания поршня. Чтобы избежать этого и обеспечить нормальную работу двигателя, диаметр поршня должен быть меньше диаметра цилиндра, т. е. между поршнем и цилиндром должен быть диаметральный зазор. Если этот зазор большой, то из цилиндра в картер будут просачиваться газы, а в камеру сгорания из картера — масло при холодном двигателе поршень будет стучать о стенки цилиндра и заметно возрастет износ сопрягаемых деталей. Чтобы устранить эти отрицательные явления, применяют поршни, у которых диаметр юбки больше диаметра головки делают юбку разрезной, что повышает ее упругость придают юбке овальную форму (большая ось овала перпендикулярна оси поршневого пальца) применяют охлаждение поршней и т. п. [c.43]
При износе поршня и цилиндра, а также при увеличении зазора между ними возникает звонкий металлический стук, хорошо прослушиваемый при работе холодного двигателя. Резкий метал- [c.25]
Регулировка клапанов (рис. 9). Зазоры регулируют на холодных двигателях при полностью закрытых клапанах, т. е. при положении поршней в верхней точке конца такта сжатия. [c.16]
Поршни отливаются из алюминиевого сплава с выпуклым днищем (двигатель АЗЛК-412) или с плоским (двигатель ВАЗ-2101). Вследствие неодинакового расширения головки и юбки (головка больше нагревается, а поэтому и больше расширяется) диаметр головки делают меньше диаметра юбки. Юбка поршня в поперечном сечении овальная, что дает возможность уменьшить зазор между поршнем и цилиндром и исключить стуки при работе холодного двигателя. С внешней стороны головки поршня делаются три кольцевые выточки для установки поршневых колец. В средней части поршня имеются две бобышки для установки поршневого пальца. Ось отверстия под поршневой палец в бобышках смещена в правую сторону по ходу автомобиля в двигателе АЗЛК-412 на 1,5 мм (рис. И), в двигателе ВАЗ-2101 на 2,0 мм. Такое смещение обеспечивает более плавное перемещение поршня при изменении направления движения в зоне в. м. т. при рабочем ходе, что уменьшает боковое давление поршня на стенку цилиндра и износ последнего. [c.18]
В целях предотвращения заклинивания поршней при работе двигателя размеры диаметров головки юбки Ощ поршня определяют, исходя из наличия необходимых зазоров и Дю между стенками цилиндра и поршня в холодном состоянии. По статистическим данным для алюминиевых поршней с неразрезными юбками Др = (0,006 -i--Ь 0,008) О и Дю = (0,001 0,002)0, а для чугунных поршней Д = = (0,004 0,006) О и Дю = (0,001 0,002)0. Установив Д и Дю, определяют = О — и == О — Д - [c.208]
Для обеспечения свободного перемещения поршня в холодном и нагретом цилиндре между поршнем и внутренней поверхностью цилиндра должен быть зазор. По мере нагрева двигателя зазор уменьшается, так как температура поршня выше температуры интенсивно охлаждаемого цилиндра. При установке алюминиевых поршней значительное уменьшение зазора объясняется также тем, что коэффициент линейного расширения алюминиевых сплавов выше, чем материала цилиндра. Исходя из этого, величина зазора между поршнем и цилиндром подбирается с таким расчетом, чтобы при нагреве (при работе двигателя) между поршнем и цилиндром сохранялся минимальный зазор, обеспечивающий свободное, без заедания перемещение поршня в цилиндре. [c.88]
Были также испытаны поршни с зазорами Между головкой и гильзой в холодном состоянии от 2,5 до 2,8 мм. Установлено, что при зазоре менее 2,8 мм не может быть гарантирована надежная работа поршня, так как при нарушениях в работе топливной аппаратуры, перегрузках двигателя, ухудшении воздухоснабжения и т.д. возникали задиры. [c.40]
В карбюраторных двигателях с жидкостным охлаждением при установке терморегулируемых поршней относительные диаметральные зазоры в холодном состоянии двигателя имеют следующие значения в % (сы. рис. 255) [c.420]
Второе положение — влияние состояния масляного слоя — также находит подтверждение в этих экспериментах, так как очевидно, что в верхних частях гильзы слой масла тоньше. Это подтверждает повышенный износ при работе двигателя с холодными стенками, когда уменьшается диаметральный зазор поршня в цилиндре. [c.325]
Для прослушивания шумов и стуков в двигателе и других агрегатах пользуются стетоскопом. Несколько повышенный шум при работе двигателя в период прогрева объясняется увеличенными зазорами в некоторых сопряжениях. В частности, при прогреве двигателя иногда прослушиваются стуки поршней о стенки цилиндров, что совершенно безопасно для двигателей, имеющих поршни из алюминиевого сплава. Если тепловые зазоры в механизме газораспределения увеличены, то имеет место характерный стук клапанов при работе холодного двигателя. Его устраняют регулировкой тепловых зазоров клапанов. В случае сильного износа поршней и цилиндров стук слышен и у прогретого двигателя. Это сухой щелкающий стук, усиливающийся при изменении частоты вращения коленчатого вала двигателя. [c.7]
Проверяют соответствие размерных и цветовых индексов на поршнях, цилиндрах, пальцах, шатунах, нанесенных при подборе этих деталей, и принадлежность комплектов поршней с пальцами и кольцами к одной весовой категории. Зазор между направляющими и толкателями — 0,016...0,2 мм. Толкатели должны легко скользить в своих направляющих без перекосов и заеданий. Зеркало цилиндра перед установкой головки цилиндра протирают и смазывают маслом для двигателя. Зазор между стержнем клапана и регулировочным винтом толкателя на холодном двигателе Днепр устанавливают на выпускном 0,1 0,01, на впускном— 0,07 0,01 мм, а у мотоциклов Урал —0,05 мм регулировочные винты не должны иметь забитых граней и должны быть законтрены. [c.130]
Так как алюминий расширяется при нагревании больше, чем сталь, во избежание появления большого зазора и стука в прогретом двигателе палец в бобышках холодного алюминиевого поршня должен быть установлен с натягом, для чего диаметр отверстия в бобышках поршня делают несколько меньше диаметра пальца. Поэтому при установке пальца алюминиевый поршень предварительно нагревают до температуры 55—70°С. [c.63]
В частности, при прогреве двигателя иногда на-блюдают легкие стуки поршней о стенки гильз цилиндров, что нормально для двигателя с поршнями из алюминиевого сплава. Опасности для двигателя эти стуки не представляют. Если тепловые зазоры механизма привода клапанов увеличены, то стук клапанов прослушивается при работе холодного двигателя, а по мере прогрева даже несколько усиливается. Это отчетливый, звонкий, очень характерный стук. [c.14]
При изнашивании поршня и цилиндра, а также при увеличении зазора между ними возникает звонкий металлический стук, хорошо прослушиваемый при работе холодного двигателя. Резкий металлический стук на всех режимах работы двигателя свидетельствует об увеличении зазора между поршневым пальцем и втулкой головки шатуна. Усиление стука при резком увеличении частоты вращения коленчатого вала свидетельствует об изнашивании вкладышей коренных или шатунных подшипников, причем стук более глухого тона характерен при изнашивании вкладьиней коренных подшипников. Резкий непрекра-щающийся стук в двигателе, сопровождающийся падением давления [c.299]
После пуска холодного двигателя может быть слышен слабый стук поршней, который исчезает по мере прогрева двигателя. Он вызывается алюминиевыми поршнями и безопасен для двигателя. Увеличенный тепловой зазор в клапанном механиз.ме вызывает резкое тикание и ясно прослушивается при малых частотах вращения коленчатого вала. Тикание клапанов безопасно для двигателя но зазоры надо все-таки отрегулировать. Резкий звук, который лучше слышен у холодного двигателя, появляется и из-за изношенного толкателя. [c.169]
ПОЯВЛЕНИЕ СТУКОВ II и.1У.М0В в двигателе является следствием повышенного износа деталей н появления между ними увеличенных зазоров. При увеличении зазора между поршне и цилиндром возникает металлический стук, хорошо прослушиваемый при работе холодного двигателя. Резкий металлический стук на всех режимах работы двигателя свидетельствует об увеличении зазоров межд поршневым пальцем и втулкой верхней головки шатуна. Усиление стука при. резком увеличении оборотов коленчатого вала двигагеля свидетельствует об износе вкладышей коренных или шатунных подшипников. Непрекращающийся стук в двигателе, сопровождающийся падение.м давления масла в системе смазки, СБидетельствует о выплавлении подш тн1 ков. Эти неисправности также устраняются пр) ремонте двигателя. [c.27]
Поршни из алюминиевых сплавов с одной или двумя симметрично располонленными поперечными прорезями (см. рис. 257, в, г) устанавливают в холодном состоянии с малыми зазорамп по всей высоте направляющего пояса, так как расширение при нагревании компенсируется уменьшением ширины продольных прорезей. Ниже приведены зазоры (в %) в этих поршнях при холодном состоянии двигателя, отнесенные к диаметру цилиндра (обозначения см. рис. 255) [c.418]
В указанном поршне соединение бобышек с юбкой из алюминиевого сплава осуществляется с помощью вставок из инварной стали, содержащей около 35% никеля и имеющей весьма низкий коэффициент линейного расширения. Инварные вставки настолько уменьшают тепловое расширение в направлении передачи бокового усилия, что зазор между юбкой порщня и стенками цилиндра при холодном и прогретом двигателе остается практически одинаковым. [c.66]
Из-за значительного расширения алюминия при нагревании, для получения минимального зазора между юбкой и стенкой цилиндра в холодном двигателе и устранения Зйеда11ия поршня при его нагревании, юбки поршней делают разрезными и эллиптического профиля. [c.46]
Большая ось эллипса расположена в плоскости, перпендикулярной к оси пальца. Поршень устанавливают в цилиндр холодного двигателя с минимальным зазором по большой оси эллипса при нагревании юбка имеет возможность расширяться в направлении плоскости малой оси эллипса, также и вследствие разреза, при этом устраняется возможность заедания поршня в цилиндре. Когда сделан несквозной разрез на юбке жесткость ее поЕышается. [c.46]
В табл. 26.1 величина В есть диаметр цилиндра, однако представляет определенный интерес диаметр поршня Спор, который меньше диаметра цилиндра на величину зазора, допускающего свободное, без заклиниваний, перемещение его при всех возможных режимах работы двигателя. Практически величина зазора А между поршнем и цилиндром в холодном состоянии по головке поршня может быть принята Д = (0,002 —0,004) ) мм для чугунных поршней. По юбке пор1 ня этот зазор уменьшают в два раза. Для поршней из алюминиевых сплавов эти зазоры увеличивают в два раза. [c.306]
На наружной поверхности юбки иногда делают кольцевые канавки с дренажными отверстиями для отвода масла внутрь поршня, а иногда внизу — кольцевую канавку для нижнего кольца. Алюминиевые поршни карбюраторных двигателей часто имеют разрезную юбку. Поршни отливаются из легких сплавов (алюминиевых и электрона) и из чугуна стальные поршни встречаются как единичные конструкции. Двигатели легковых автомобилей имеют преимущественно поршни из легких сплавов, а двигатели тракторные и тяжелых грузовиков — чугунные. Иногда поршни изготовляются из двух металлов (би-металлич. порщни) алю.миниевый сплав для головки и чугун для юбки. В этих конструкциях преследуется цель объединить ценные качества легких сплавов с ценным качеством чугуна — стойкостью на износ. Различный нагрев поршня и цилиндра при работе требует установки норщня в цилиндре с определенным зазором в холодном состоянии во избежание заедания при работе. Поршни легковых сплавов, имеющих значительно больший коэф. теплового расширения, чем чугун, несмотря на меньший нагрев требуют значительно большего гарантийного зазора, чем поршни чугунные. Это является их недостатком. Поршни с разрезной эластичной юбкой позволяют в нижней части делать зазор в 0,03 мм, т. к. пружинная юбка гарантирует от заедания в работе. Нормальная величина зазоров в головке поршня а) из алюминиевых сплавов (0,006— [c.126]
Алюминий расширяется при нагревании значительно больше, чем чугун. Для того чтобы в холодном двигателе не делать зазор между поршнем и цилиндром чрезмерно большим, что может вызвать стуки поршня и утечку газов из цилиндра, в алюминиевых поршнях применяют пружиняпще разрезные юбки. При боковом разрезе на всю длину (фиг. 38, а) юбка несколько пружинит, и поршень вставляется в цилиндр холодного двигателя плотно, с ма- [c.60]
Для получения минимального зазора между юбкой и стенкой цилиндра в холодном состоянии и устранения заедания поршня при его нагревании иногда на наружной поверхности в зоне расположения бобышек у поршней снимают часть металла, образуя неглубокие вырезы прямоугольной формы (холодильники). С этой же целью у поршней некоторых двигателей на юбке выполняют разрезы (см. рис. 2.9, в). Разрезы придают направляющей части поршня пружинящие свойства и способствуют их плотному прилеганию к стенкам цилиндров в различных температурных условиях. Порпши с разрезной юбкой имеют повышенное трение и пригодны только для карбюраторных двигателей с относительно уебольшими диаметром цилиндра и давлением газов. Их устанавливают в цилиндры так, чтобы сторона, ослабленная разрезом, испытывала воздействие меньшей нормальной силы. [c.24]
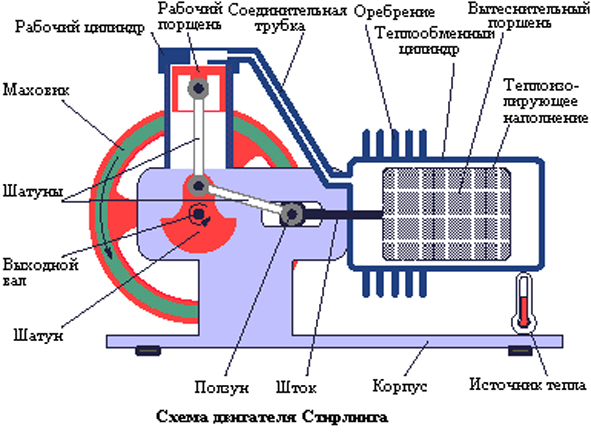
Достижение с помощью ромбического привода практически прямолинейного движения рабочего и вытеснительного поршней позволяет применять для вытеснительного поршня лабиринтное уплотнение с малым зазором между гильзой и поршнем. С увеличением числа лабиринтов на боковой поверхности этого поршня уменьшается перетекание рабочего тела из горя чей полости в холодную и наоборот. При покрытии боково поверхности поршня мягким металлом или сплавами (алюминий, олово и т. д.) понижается температура и перепад давлений рабочего тела в последующих лабиринтах, вследствие этого создается достаточно хорошее уплотнение поршней в гильзе. Образующаяся вдоль боковой поверхности поршня газовая подушка почти полностью исключает трение поршня о стенки гильзы цилиндра. Несмотря на то, что при такой конструкции уплотнения поршня практически отсутствуют потери на трение между поршнем и цилиндром, все же мощность и экономичность двигателя несколько снижаются из-за перетекания рабочего тела через лабиринтные уплотнения в холодную полость. [c.96]
mash-xxl.info