Исходя из чертежа поршня Д49 видно, что все поршневые кольца установлены в ручьях, выполненных выше пальца. Три верхних кольца являются компрессионными трапециевидного сечения. Для изготовления компрессионных колец используется высокопрочный чугун, имеющий в своем составе глобулярный графит. Поверхность, которой уплотнительные кольца соприкасаются с втулкой цилиндра, покрываются антифрикционным слоем. Остальные два кольца маслосъемные, причем верхние маслосъемное находится в ручье головки, а нижние установлено в проточке тронка. Материалом для маслосъемных колец выбран легированный чугун. Качественное удаление масла с зеркала втулки цилиндра повышается за счет наличия экспандера (расширителя) в нижнем маслосъемном кольце.

Спустя некоторое время конструкция поршня подверглась изменениям. Теперь в четвертом (нижнем) ручье головки поршня устанавливают торсионное кольцо. Торсионное кольцо относится к числу компрессионных колец, но помимо уплотнительных качеств, оно еще и обладает отличным маслосъемным действием. Правда, неоднократно, я встречал в ручье для торсионного кольца маслосъемное кольцо. Очередным усовершенствованием является модернизированная головка, которая приобрела новые геометрические формы – теперь фрезеровки для клапанов сделаны несквозными. Не оставили без внимания и тронк поршня, который получил еще одну проточку для маслосъемного кольца, расположенную ниже оси поршневого пальца. Выше изложенные изменения в устройстве поршня позволили существенно снизить расход на угар дизельного масла.

Однако, в настоящее время облик поршней дизелей Д49 опять изменился. К главным новшествам относится число компрессионных колец. Отныне головка поршня дизеля Д49 имеет только три ручья для трех компрессионных колец. Два верхних трапециевидных, а третье “минутное”.



На каждой шатунной шейке коленчатого вала двигателя крепится шатунной механизм. Шатунной механизм представлен в виде двух шатунов сочлененных между собой при помощи пальца прицепного шатуна. Во втулках цилиндра правого ряда дизеля Д49 перемещаются поршни с главными шатунами, а в ряду напротив – шатуны с прицепными шатунами. В верхних головках главного и прицепного шатунов установлены стальные втулки (подшипники). Внутренняя поверхность втулок имеет приработочный слой. Шатунные вкладыши тоже изготавливают из стали.

В каждом из шатунов имеются каналы для подачи масла. Масло в шатунный механизм поступает из шатунной шейки. Далее смазка проходит такой путь: шатунный подшипник, крышка нижней головки шатуна. Потом путь разделяется на два отдельных потока. Одна часть масла направляется по вертикальному каналу к втулке верхней головке шатуна. А вторая часть масла смазывает втулку пальца прицепного шатуна и устремляется через канал в пальце прицепного шатуна в канал прицепного шатуна, где конечной точкой тоже является подшипник верхней головки шатуна. На дизелях типа Д49 применяются старые и новые конструкции главных шатунов. Старые конструкции работают лишь в сочетании с чугунными коленчатыми валами, а новые устанавливаются только на дизеля со стальными коленвалами. Некоторые изменения в геометрии шатунов отображаются ниже на схеме.

Все изменения были произведены при условии сохранности веса главного шатуна. Однако в результате того, что в новом шатуне диаметр постели (под шатунный вкладыш) теперь уменьшен и составляет 202 мм, конструкторам пришлось рассчитать и изготовить новые шатунные вкладыши. Толщина вкладышей для новых шатунов равняется 5,91 – 5,93 мм (0-я градация). Касательно шатунов старой конструкции, то у них диаметр постели равен 210 мм, при толщине вкладыша 4,91 – 4,93 мм (0-я градация). Также изменениям были подвержены и болты главного шатуна. Их внешний вид смотрите ниже на фото.

gd-t.net
Федеральное агентство железнодорожного транспорта РФ
Московский государственный УНИВЕРИСИТЕТ путей сообщения
Институт транспортной техники и организации производства
Кафедра: «Локомотивы и локомотивное хозяйство»
работа
по теме:
«Поршень дизеля Д49: Конструкция и ремонт»
Выполнил: студент гр. ТЛТ-451
Консультант ст. преподаватель
Москва 2009
Содержание
Введение
1. Поршень дизеля типа Д49. Конструкция. Основные неисправности
1.1 Конструктивные особенности поршня дизеля типа Д49
1.2 Основные неисправности поршня
2. Модернизация и ремонт поршня дизеля типа Д49
2.1 Варианты модернизации поршня дизеля типа Д49
2.2 Методы устранения нагара в поршне дизеля типа Д49
2.3 Правила ремонта поршня дизеля типа Д49
Заключение Список литературыВведение
Дизели 1А-5Д49 мощностью 3000 л.с. (2200 кВт) начали серийно выпускать на Коломенском тепловозостроительном заводе с 1975 г. Их устанавливал на грузовые двухсекционные тепловозы 2ТЭ116 Луганский тепловозостроительный завод. Позднее Коломенский завод приступил к серийному производству пассажирского односекционного тепловоза ТЭП70 с дизелями 2А-5Д49 мощностью 4000 л.с. (2940 кВт).
Рабочий процесс дизелей Д49 отличается высокой экономичностью на режимах номинальной мощности.
На российские железные дороги в общей сложности поступило около 2 тыс. секций тепловозов с дизелями типа Д49.
Шатунно-поршневая группа представляет группу деталей кинематической пары – поршень-шатун, играющей важную роль в рабочем процессе дизеля.
Поршни могут изготовляться из чугуна, стали и сплавов алюминия, что влияет на их конструктивные формы (алюминий имеет в 2,5 раза меньшую плотность и в 5 раз большую теплопроводность, чем чугун).
В данной работе рассматривается поршень дизеля типа Д49, особенности его конструкции, варианты модернизации, а также основные неисправности и методы их устранения.
1 . Поршень дизеля типа Д49. Конструкция. Основные
неисправности
1.1 Конструктивные особенности поршня
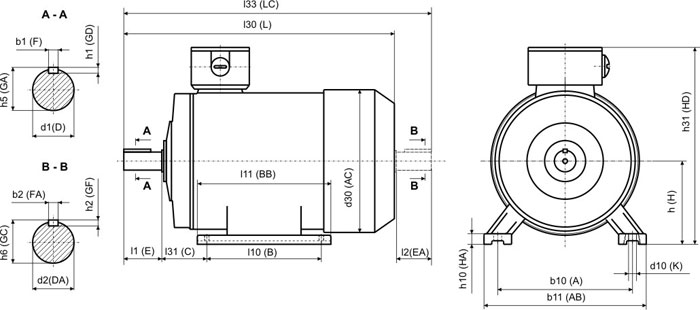
Поршень — один из основных и высоконагруженных узлов дизеля. Работоспособность поршня совместно с крышкой цилиндра и шатунными вкладышами определяет ресурс дизеля до ремонта, связанного с разборкой дизеля. На всех дизелях типа Д49 применен поршень составной конструкции и относительно малой массы, что создает умеренные инерционные нагрузки на детали шатунно-кривошипного механизма. Головка поршня отштампованная из жаропрочной стали, для снижения температуры охлаждается маслом в соответствии с рисунком 1.1.

Рисунок 1.1 - Устройство поршня
1-шпилька; 2,12-втулки; 3-палец; 4-стопорное кольцо; 5-уплотнительное кольцо; 6-головка; 7-кольца компрессионные; 8,9-кольца маслосъёмные; 10-расширитель; 11-тронк поршня; 13-стакан; 14-пружина; 15-проволока; 16-гайка; а - полость; б, в - каналы.
Поршень дизеля воспринимает силы давления газов в цилиндре и передает их на шатун, герметизирует изменяющийся при его движении объем цилиндра. Надежная работа поршневой группы зависит от обеспечения эффективных способов отвода тепла от днища поршня и создания благоприятных условий для работы поршневых колец. Через поршень может отводиться 4—7 % тепла, вводимого с топливом в цилиндр двигателях [1].
1.2 Основные неисправности поршней и крышек цилиндров
Анализ показывает, что дизели 1А-5Д49 тепловозов 2ТЭ116 имеют высокую повреждаемость и сменяемость деталей. Основные виды повреждений, например, за пять лет эксплуатации этих машин в депо Елец Юго-Восточной дороги распределяются в процентах следующим образом: трещины в крышках цилиндров – 6,1; прогары, изломы и изгибы клапанов – 33; пробой газов по газовому стыку между крышкой цилиндра и гильзой – 26,6; течи воды по резиновым уплотнениям рубашек и гильз втулок цилиндров – 29,6; задиры и разрушения поршней – 4,7.
Следует отметить, что для работников депо и ремонтных заводов важны данные о сменяемости деталей на неплановых и плановых ремонтах, а также о пробегах тепловозов до плановых разборок дизелей.
В соответствии с указанием МПС № М-2574 пробеги тепловозов 2ТЭ116 и 2ТЭ10У до текущих ремонтов ТР-2 установлены равными 135 тыс. км, до ремонтов ТР-3 - 270 тыс. км и до КР-1 – 800 тыс. км; для тепловозов 2ТЭ10Л и 2ТЭ10В соответственно 105, 210 и 630 тыс. км.
Надо отметить, что лучшие образцы зарубежных тепловозов имеют значительно более высокие пробеги локомотивов до разборки дизелей. Так, тепловозные двухтактные дизели фирмы “ GeneralMotors ” (США) моделей 645 и 710 имеют пробеги до разборки 1 млн. 200 тыс. км.
Несмотря на высокую стоимость основных деталей дизелей типа Д49 (крышек цилиндров, втулок цилиндров, поршней) их требуемая надёжность не обеспечивается, т.е. не выполняется установленные сроки службы в соответствии с техническими условиями на поставку этих дизелей.
Сроки службы крышек цилиндров должны быть равны сроку службы самих дизелей, т.е. 20-ти годам, или 3,6 млн. км. пробега тепловоза. Фактические же сроки службы крышек составляют 800 тыс. км.
Средняя сменяемость крышек на капитальном ремонте на Воронежском ТРЗ составляет 10 шт. на дизель, или 62,5 %. По требованиям ТУ на дизель типа Д49 допускается сменяемость только 15% крышек, или 2,4 крышки за весь срок службы дизеля.
По ТУ сроки службы поршней и втулок цилиндров должны быть равны сроку службы дизеля до капитального ремонта (1млн. 200 тыс. км.). Фактически же средние сроки их службы находятся в пределах 600 – 800 тыс км.
Особенно высокая повреждаемость крышек и втулок цилиндров была на дизелях 2ТЭ121 в депо Попасная Донецкой дороги. Так, по данным этого депо, на 30-ти дизелях примерно за 2 года эксплуатации было сменено 78 крышек цилиндров, т.е. в среднем 2,6 крышки на один дизель. На некоторых дизелях в течении этого периода одновременно сменялось до восьми крышек. По три крышки цилиндра были сменены на трёх тепловозах при их пробегах менее 100 тыс. км. Всего за этот период было сменено 20 крышек при пробеге от изготовления дизелей менее 200 тыс. км.
Из-за трещин были установлены случаи сменяемости одновременно до двух втулок цилиндров на дизеле. Из-за задира были случаи замены одновременно до четырёх гильз (втулок) цилиндров.
В 1993 г. в депо Елец полностью сменили: все втулки цилиндров на пяти дизелях; гильзы на двух дизелях; резиновые кольца рубашек и водяных втулок на семидесяти дизелях, а резиновые кольца переливных трубок втулок цилиндров на пятидесяти дизелях.
Эксплуатационные наблюдения показывают, что поршни дизелей типа Д49, имеющие составную конструкцию, обладают целым рядом серьезных недостатков по сравнению с цельнолитыми поршнями, применяемыми на отечественных и зарубежных дизелях.
Из депо Дно Октябрьской дороги в 1995 г. во ВНИИЖТ поступило сообщение о том, что в поршнях дизелей типа Д49 наблюдаются значительные отложения нагара в их головках .Из депо было доставлено во ВНИИЖТ 13 головок поршней.

Рисунок 1.2 - Отложение нагара в головках поршней дизелей типа Д49 после пробега 510 тысяч километров
Из рисунка видно, что нагар в значительных количествах откладывается в центре головки и по ее краю, перекрывая почти полностью отверстия для перетока масла из центральной части в край головки (для перетока масла в головке имеется 12 отверстий диаметром 5 мм).
Осмотр поршней показал, что отложения нагара в центре днища и по краю головки было наименьшее, если отверстия для перетока масла были забиты нагаром только частично. Отсюда следует вывод, что отверстие для перетока масла диаметром 5 мм является недостаточным. Оно должно быть увеличено до 8,5 мм, имеющимся в головке составного поршня дизелей 11Д45 и 14Д40, в которых не наблюдается таких отложений нагара, как в поршнях дизелей типа Д49.
В некоторых головках поршней, доставленных из депо Дно, в середине перемычек головки для тарелок впускных клапанов (в самом тонком месте, где толщина перемычки составляет 2,8 мм) возникают термические трещины из-за перегрева головки при отложении нагара. Во время ремонта в целях повторного использования головок рекомендуется эти трещины удалять путем разделки на всю высоту перемычки (примерно 100 мм), на ширину в верхней части до 6,0 мм и у основания трещин до 3,0 мм с радиусом 1,5 мм.
Большие отложения нагара были обнаружены в головках поршней дизелей тепловозов 2ТЭ116 номеров 1315, 1316 и 1352 приписки депо Жмеринка на ремонте ТР-2 после пробегов в интервале 214 — 294 тыс. км. Толщина нагара находилась в пределах 15 — 20 мм, уменьшение проходного сечения в отверстиях для перелива масла достигало 50 — 80 %. При этом использовалось масло марки М14Г2.
На испытаниях тепловозов 2ТЭ116 в депо Основа и Полтава было обнаружено значительное количество поршней (37 шт.) на 14-ти секциях тепловозов, не имевших слива масла из поршней. Такие случаи отмечались в депо Кочетовка, Елец и Жмеринка. Отсутствие слива масла возникает при полностью забитых нагаром отверстиях для перетока масла из центра в край головки поршня в соответствии с рисунком 1.2.
2 .Модернизация и ремонт поршня дизеля типа Д49
2.1 Варианты модернизации поршня дизеля Д49
У поршня дизеля Д49 головка поршня изготовлена из жаростойкой стали ЭИ415, а тронк из алюминиевого сплава АК6. Охлаждение этого поршня обеспечивается взбалтыванием масла, которое подается через отверстие в шатуне и алюминиевый стаканчик сначала в центральную полость охлаждения поршня, а затем в кольцевую периферийную[1].
Применявшаяся ранее конструкция поршня дизеля Д49 характерна расположением всех колец выше оси пальца в соответствии с рисунком 2.1.


mirznanii.com
Рис. 5. Поршень: 1 – шпилька;2 – втулка;3 – палец;4 – стопорное кольцо; 5– уплотнительное кольцо; 6 – головка поршня; 7 – компрессионные кольца с односторонней трапецией;3 – компрессионное (минутное) кольцо; 9,15 – маслосъсмные кольца;10 – экспандер;11 – тронк;12 – трубка;13 – стакан;14 – пружина;16 – проволока;17 – гайка;А – полость охлаждения;Б – отверстие для перетока масла;В – канал для слива масла из полости охлаждения
Рабочая поверхность тронка покрыта слоем дисульфида молибдена (антифрикционное приработочное покрытие типа ВАП-2или АСП). Наилучшими характеристиками обладает покрытие АСП (антифрикционное смазывающее покрытие). Оно выдерживает температурный диапазон в пределах от – 100 до + 350оС, с удельной нагрузкой до 2,5 МПа, при коэффициенте трения0,03–0,04.Толщина покрытия составляет10–25мкм и наносится на поверхность распыливанием. По сравнению сВАП-2АСП обладает в3–4раза меньшим коэффициентом трения и большей износостойкостью.
В отверстие бобышек тронка установлен поршневой палец 3 плавающего типа. Осевое перемещение пальца ограничено стопорными кольцами 4.
Поршень имеет три компрессионных кольца 7 с односторонней трапецией, одно компрессионное прямоугольное кольцо 8 и два маслосъемных кольца 9 и 15. Кольцо 9 снабжено пружинным расширителем. Верхние три компрессионных кольца изготовлены из легированного высокопрочного чугуна и имеют хромированную поверхность. Применявшаяся ранее конструкция поршня характерна расположением всех колец выше оси пальца. Модернизация. Для уменьшения расхода масла на угар и прорыва газов в картер в конструкцию поршня внесены следующие изменения:
•увеличено расстояние от крышки цилиндра до поршня за счет уменьшения головки поршня;
•фрезеровки в головке под клапаны выполнены не сквозными;
•установлены три верхних компрессионных кольца с односторонней трапецией, а четвертое – торсионное кольцо;
•второе маслосъемное кольцо расположено ниже оси пальца и выполняет роль дозатора расхода масла;
•уменьшен зазор между тронком и втулкой цилиндра.
Неисправности. При эксплуатации дизелей данного типа при разборке поршней часто обнаруживается значительное отложение нагара с внутренней стороны головки (см. рис. 6).
Как видно из рисунка нагар в значительных количествах отлагается в центре головки и по ее краю, перекрывая почти полностью отверстия для перетока масла из центральной части в край головки ( для перетока масла в головке имеется 12 отверстий диаметром 5 мм). Для снижения нагара в головках поршня ВНИИЖТом рекомендуется в порядке модификации увеличить диаметры отверстий до 8,5 мм. Нагар увеличивается при использовании масла М14Г2.
Рис. 6. Отложение нагара в головках поршней
Следующим дефектом поршней являются термические трещины, возникающие в середине перемычек головки для тарелок выпускных клапанов. Причиной их возникновения является отложение нагара. В процессе ремонта в целях повторного использования рекомендуется эти трещины удалять путем разделки на всю высоту перемычки (примерно 100 мм), на ширину в верхней части до 6,0 мм и у основания трещин до 3,0 мм с радиусом 1,5 мм.
При эксплуатации поршней может происходить закоксовывание отверстия для слива масла из них. Отсутствие слива масла возникает при полностью
забитых нагаром отверстий для перетока масла из центра в край головки. Для предотвращения таких случаев, необходимо на ТО–3иТР–1проверять слив масла на неработающем дизеле при включенном маслопрокачивающем насосе. При отсутствии слива поршень необходимо демонтировать из дизеля и очистить от нагара . Очистить отверстия от нагара можно высверливанием сверлом с наконечником из твердого сплава или продалбливанием.
Наилучшие результаты дает очистка поршня в расплаве солей и щелочей в составе: едкий натрий – 65 % (по весу), азотно-кислыйнатрий – 30 %, поваренная соль – 5 %. Смесь нагревается в ванне до температуры350–400о С; Удельный вес расплава должен быть в пределах 1,7 г/ см3. Установка для очистки поршней (головок) состоит из трех ванн: для расплава солей, для воды и для кислоты, содержащей 50%-ныйраствор соляной кислоты с добавкой столярного клея. Мощность электронагревателя должна быть в пределах35–40кВт. Время нагрева составляет20–35мин.
Другими причинами чрезмерного отложения нагара в головках поршней может быть малое количество масла, прокачиваемое через поршни; малые скорости движения масла, и его высокая температура.
При длительной работе поршня по краям тронка образуется выступ вызванный тем, что твердость алюминия в 2,5 раза ниже, чем у стали. При наличии такого дефекта опорную часть тронка необходимо протачить с целью удаления выступа. Только в этом случае можно обеспечить качественное прилегание головки к тронку. При некачественном прилегании будут возникать зазоры между головкой и тронком, нарушаться условия работы шпилек, что может привести к их обрыву и образованию трещин в тронках.
2.5. Шатунный механизм
Шатунный механизм состоит из главного и прицепного шатунов (см. рис. 7). Для повышения усталостной прочности поверхности шатунов и крышки обрабатываются дробью.
Шатуны соединены между собой пальцем 13, который устанавливается во втулке 12, запрессованной в проушине главного шатуна. Прицепной шатун крепится к пальцу 13 двумя болтами 16, которые стопорятся шайбами 17. В верхние головки обоих шатунов запрессованы стальные втулки 1 и 20, залитые свинцовистой бронзой. Нижняя головка главного шатуна имеет съемную крышку 7, которая крепится к стержню четырьмя болтами 6. Стык нижней головки и крышки 7 имеет зубцы Р треугольной формы, препятствующие поперечному смещению крышки. В нижнюю головку главного шатуна установлены верхний 11 и нижний 9 стальные тонкостенные вкладыши, залитые свинцовистой бронзой, на наружную поверхность которой нанесено гальваническое покрытие из сплава олова, свинца и меди.
Вкладыши устанавливаются с натягом, величина которого выбита на его торце, и фиксируются штифтами 8 и 10.
Рис. 7. Шатунный механизм: 1, 20 – втулки верхних головок шатунов;2, 15
–главный и прицепной шатуны; 3,18 – гайки;4 – уплотнительное кольцо;5, 12
–втулки; 6 – шатунный болт; 7– крышка нижней головки шатунов; 8, 10
–штифты; 9, 11 – нижний и верхний вкладыши;13 – палец прицепного шатуна; 14 – проставочная втулка; 16 – болт прицепного шатуна;17 – стопорная шайба;19 – шплинт; П – канал; Р – зубцы; Т– отверстие
Верхний и нижний вкладыши не взаимозаменяемы (в нижнем вкладыше имеется канавка с отверстиями для перетока масла). Вкладыши имеют толщину 5,91 мм, а диаметр нижней головки – 210 мм.
Шатунный подшипник смазывается и охлаждается маслом, поступающим из коренных подшипников через каналы коленчатого вала. По отверстиям Т в нижнем подшипнике и по каналу П в крышке 7 масло перетекает в канал нижней головки шатуна и по втулке 5, уплотненной кольцом 4 – в канал стержня главного шатуна. Далее масло по сверлениям поступает к верхней головке главного и прицепного шатунов.
Модернизация. Для повышения надежности была произведена модернизация шатунного механизма:
•развита поверхность стыков и утолщены полки двутавра в месте сопряжения прицепной проушины со стержнем шатуна;
•уменьшена высота крышки и разнесены оси шатунных болтов от центра нижней головки;
•увеличен диаметр шатунных болтов.
Расчетами и тензометрированием на работающем дизеле установлено, что изгибная жесткость поверхностей стыков повысилась в 2,2 раза, а фактическая площадь их контакта в –1,4раза, изгибная жесткость перемычки между расточками постели увеличилась в 1,2 раза. Для снижения уровня дополнительных усилий при затяжке степень прилегания зубчатых стыков по краске должна быть не менее 70% геометрической поверхности контакта при
проверке в свободном состоянии (при незатянутых болтах). Достаточная жесткость нижней головки шатуна обеспечивается также введением в
правила ремонта обоснованных усилий затяжки шатунных болтов.
2.6. Подшипники коленчатого вала
Коренной подшипник состоит из верхнего и нижнего стальных вкладышей толщиной 4,9 мм, залитых тонким слоем свинцовистой бронзы, на которую нанесено гальваническое трехкомпонентное покрытие состоящее из олова 8– 13 %, меди – 2–3,3% и остальное свинец (см. рис. 8). Верхний и нижний вкладыши не взаимозаменяемы. Верхний вкладыш на рабочей поверхности имеет канавку В и отверстия С, через которые поступает масло из канала в стойке блока цилиндров в подшипник Рабочие поверхности вкладышей имеют цилиндрическую расточку. Нижний вкладыш в районе стыка имеет карманы, которые служат для поступления смазки к трущимся поверхностям и для непрерывной подачи масла к шатунным подшипникам и поршню. Прилегание вкладышей к постели всей поверхностью обеспечивается постановкой их с гарантированным натягом, значение которого указано на боковой поверхности вкладыша. Положение верхнего и нижнего вкладышей фиксируется штифтом 3, запрессованным в подвеску. Номинальная толщина вкладыша составляет 7,4 мм. Для комплектования вкладышами коленчатых валов, прошедших механическую обработку, они выпускаются с разными толщинами в виде четырех ремонтных градаций.
Упорный подшипник состоит из стальных полуколец 4, прикрепленных винтами 5 к девятой стойке и подвеске блока. Опорная поверхность полуколец покрыта слоем бронзы.
Вкладыши устанавливаются с натягом, величина которого выбита на его торце, и фиксируются штифтами 8 и 10.
Рис. 8. Коренные подшипники: 2 – верхний и нижний вкладыши; 3 – штифт;4
– полукольцо упорного подшипника;5 – винт; В– канавка для протока масла; С – отверстия для протока масла; Д – канал в блоке цилиндров для подвода масла к подшипник
Неисправности. Для обеспечения надежной работы подшипников необходимо выдерживать в заданных пределах их температуру и зазор “на масло”. Температура крышечных вкладышей выше блочных и может достигать 100оС. При температуре близкой к 220оС обычные минеральные
масла теряют свою вязкость. При приложении повышенных внешних нагрузок или при повышенном изнашивании шеек и вкладышей возможно нарушение масляного слоя, что приведет к разрушительному износу. С уменьшением нагрузки до холостого хода температура вкладышей снижается на 40–45%. С увеличением зазоров в пределах допустимых норм температура вкладышей падает. При неудовлетворительном монтаже и при искажении формы вследствие изнашивания целесообразно увеличивать зазор. При очень малых зазорах разница температур входящего и выходящего из подшипника масла достигает 110оС, что может привести к выплавлению или заеданию подшипника. Чем меньше начальный зазор, тем ниже динамическая ударная нагрузка и тем больше срок службы подшипника. Целесообразный зазор на масло должен быть равен 0,0008 диаметра шейки.
2.7. Коленчатый вал
Коленчатый вал изготовлен из легированной стали 38ХН3МА или 30ХНМФА. Шейки вала азотированы, а галтели накатаны, что обеспечивает повышение износостойкости и усталостной прочности вала (см. рис. 9). Для уменьшения внутренних моментов от сил инерции и разгрузки коренных подшипников на всех щеках коленчатого вала имеются противовесы 11, прикрепленные к валу шпильками 12.
Рис. 9. Коленчатый вал: 1– шлицевая втулка; 2 – болт; 3 – штифт; 4, 8 – уплотнительные кольца; 5 – кольцо; 6 – шестерня; 7, 16 – заглушки; 9, 15 – стопорные кольца; 10 – штифт-втулка;Л – противовес; 12 – шпилька; 13 – гайка; 14 – шайба; 17 – стопорная пластина; А – фланец для установки антивибратора; Б, Г – полости; В, Ж – отверстия; Д – упорные бурты; Е – фланец отбора мощности
У девятой коренной шейки имеются бурты Д, которые ограничивают осевое перемещение коленчатого вала. На фланец А установлен комбинированный антивибратор, на фланец отбора мощности Е – ведущий диск муфты. Втулка 1 через шлицевой вал передает вращение шестерням привода насосов. Она крепится к коленчатому валу болтами 2 и стопорится штифтами 3.
Между девятой и десятой коренными шейками коленчатый вал имеет фланец, к которому прикреплена шестерня 6, передающая вращение шестерням привода распределительного вала. Масло из коренных подшипников по отверстиям в шейках коленчатого вала поступает на смазывание шатунных подшипников. К десятому коренному подшипнику масло подводится из полости Г, которая соединена сверлением с наружной поверхностью девятой коренной шейки. Полость Г закрыта заглушкой 7. Масло на смазывание шлицевой втулки 1 подводится от первой коренной шейки по отверстиям Ж в полость Б, а из нее – по отверстиям В.
При овальности шеек более 004 мм, коленчатый вал подвергается механической обработке под следующую ремонтную градацию. Кроме номинального размера вал может иметь четыре ремонтных градации:
номинальный диаметр коренных шеек составляет 220–0,13мм, а диаметр шейки четвертой градации составляет219,6–0,13мм, с градационным интервалом 0,1 мм. Для шатунной шейки эти размеры составляют соответственно190–0,13мм и189,6–0,13мм.
Модернизация. Применение стального штампованного вала вместо чугунного литого позволяет при более высоких прочностных свойствах стали
по сравнению с чугуном уменьшить диаметр шатунной шейки с 200 до 190 мм, при сохранении повышенных запасов прочности по сравнению с чугунным валом. При этом длина шатунной шейки увеличивается со 110 до 120 мм. Это позволяет увеличить жесткость нижней головки шатуна и улучшить работу его вкладышей.
2.8. Турбокомпрессор
Турбокомпрессор предназначен для подачи воздуха под избыточном давлении с целью увеличения мощности и экономичности дизеля.
Он состоит из одноступенчатой осевой турбины и центробежного компрессора, колеса которых расположены на валу консольно относительно опор ротора (см. рис. 10).
Колесо компрессора и его вращающийся направляющий аппарат насажены на шлицы вала с натягом. Шейки вала ротора, упорный торец вала и канавки под уплотнительные кольца азотированы для повышения их износостойкости. В ручьях на валу и упорной втулке установлены разрезные уплотнительные кольца. Статор турбокомпрессора состоит из корпусов 10 и 12, улиток воздушной 7 и газовой 11, диффузора 15 и выпускного патрубка 13. В корпусе 10 установлены бронзовые опорно-упорный4 и опорный 16 подшипники, сопловой аппарат 14 и лабиринт 1. Подшипники 4 и 16, состоящие из двух половин, центрируются втулками и прикрепляются болтами к нижней половине корпуса. Опорные поверхности подшипников покрыты сплавом олова и свинца. Торцыопорно-упорногоподшипника имеют баббитовую заливку.
В корпусах подшипников расположены бронзовые вкладыши, поверхности скольжения которых (отверстия и упорные торцы) покрыты приработочным покрытием ВАП-2.Вкладыши в корпусах удерживаются от вращения стальными фиксаторами. Половины корпусов подшипников скреплены между собой болтами. Подшипники смазываются маслом, поступающим из масляной системы дизеля через штуцер. Из подшипников масло сливается в полость а и далее в картер дизеля. Корпус 12 охлаждается водой, стыки отверстий для перетока воды уплотнены резиновыми кольцами. Вода из системы охлаждения дизеля поступает в полость б и по специальному каналу выходит в холодильную камеру тепловоза
Рис. 10. Турбокомпрессор дизеля типа Д49: 1 – фланцы: 3 – пробка; 4– подшипникопорно-упорный;5, 8– проставка; 6 – патрубок входной; 7 – улитка воздушная: 9, 15– диффузоры; 10, 12– корпуса; 11 – улитка газовая; 13– патрубок выпускной; 14 – сопловой аппарат; 16 – подшипник опорный; 17
– рукав; аб, в, е, и – полости;г – отверстие;д, ж – каналы
Выпускной патрубок 13 покрыт теплоизаляционным материалом. В корпусе 12 вставлены экранирующие жаровые трубы из стали 2Х13Л для прохода газа из выпускных коллекторов в газовую улитку
Ротор состоит из вала, колеса компрессора, диска турбины с рабочими лопатками, упорной и лабиринтной втулок. Вал ротора имеет две опорные шейки, поверхность которых, упорный торец вала и канавки под уплотнительные кольца имеют высокую твердость. Рабочие лопатки на диске крепятся с помощью замков елочной формы и фиксируются от осевого перемещения стопорными пластинами.
Неисправности. При эксплуатации и ремонте турбокомпрессора следует учитывать следующие факторы:
•наиболее напряженными деталями являются рабочие лопатки турбины, определяющие во многих случаях надежность и срок службы турбокомпрессора; они испытывают напряжения от растяжения и изгиба, вызываемых действием центробежных сил, а также сил, возникающих вследствие изменения направления движения газа в
межлопаточных каналах. Общий перепад температур по перу лопаток турбины составляет 37оС. Температуры в зоне штифтового соединения диска турбины со ступицей вала составляют 220оС, а радиальный перепад температур по диску –130–140оС;
•в проточной части турбокомпрессора (лопатки и сопловой аппарат турбины, диффузоры компрессора, лабиринты уплотнения)
откладывается нагар. Вследствие этого с течением времени нарушается балансировка ротора, снижается к.п.д., давление наддува и расход воздуха турбокомпрессором. Повышаются температуры выпускных газов и расход топлива дизелем. Разновес рабочих лопаток турбины в случае замены не более 1 г, а остаточный дисбаланс с газовой и компрессорной стороны не более 3 гр.см;
•двигатели с газотурбинным наддувом наиболее приспособлены к изменению атмосферных условий, так как они обладают свойством саморегулирования, заключающимся в тенденции поддержания абсолютной величины частоты вращения ротора турбокомпрессора, несмотря на понижение воздушного заряда из-зароста температуры воздуха на всасывании или понижения барометрического давления. В первом случае при росте температуры воздуха на всасывании это определяется увеличением температуры отработанных газовиз-зароста общего уровня температур на всех участках рабочего процесса и снижения коэффициента избытка воздуха. Во втором случае (при падении барометрического давления) наблюдается увеличение температуры отработанных газов какиз-заснижения коэффициента избытка воздуха, так и увеличения степени понижения давления в турбине за счет его падения за турбиной. Несмотря на это, при росте температуры окружающей среды происходит неуклонное понижение давления воздуха перед впускными органами двигателя, что ведет к уменьшению коэффициента избытка воздуха;
•согласно теории рабочего процесса на изменение индикаторной мощности в большей мере влияет температура воздуха, нежели давление. В связи с этим, при эксплуатации тепловозов необходимо подавать в цилиндры дизеля воздух из атмосферы, как летом, так и зимой. Проведенные работниками кафедры “Тепловозы” ДВГУПСа теплотехнические испытания тепловоза 2ТЭ10М с дизелем Д49
показали следующее: при ведении поезда с критической массой по расчетному подъему при температуре атмосферного воздуха –15оС,
перевод забора воздуха в турбокомпрессор из дизельного помещения приводит к увеличению температуры отработанных газов на 15 оС и снижению давления наддува на 0,15 кг/см2, что снижает индикаторную мощность дизеля и увеличивает расход топлива.
2.9. Управляемая заслонка
Управляемая заслонка обеспечивает разрежение в картере дизеля в заданных пределах (см. рис. 11).
studfiles.net
Автоматика паротурбинной установки танкеров типа "Крым"
Судовые дизельные установки состоят из двигателя и систем, обеспечивающих его функционирование: топливоподачу, воздухоподачу, смазывание, охлаждение, пуск, реверс, ручное и автоматическое управление...
Организации технического обслуживания и ремонта главного контроллера ЭКГ-8Ж
Главный контроллер ЭКГ-8Ж предназначен для переключения под нагрузкой ступеней вторичной обмотки тягового трансформатора с целью изменения напряжения на тяговых двигателях...
Поршень дизеля Д49: конструкция и ремонт
2.1 Варианты модернизации поршня дизеля Д49 У поршня дизеля Д49 головка поршня изготовлена из жаростойкой стали ЭИ415, а тронк из алюминиевого сплава АК6. Охлаждение этого поршня обеспечивается взбалтыванием масла...
Проект участка сборки и ремонта двигателей авторемонтного предприятия на 1600 автомобилей ГАЗ-53А
Коленчатый вал является высоконагруженной деталью двигателя. В процессе эксплуатации двигатель машины подвержен различным нагрузкам, в том числе и неблагоприятным, это пуск двигателя в холодных условиях, не качественное смазочное масло...
Рабочие процессы рулевого привода автомобиля ГАЗ–3308
Рулевой привод совместно с рулевым механизмом передает управляющее усилие от водителя непосредственно к колесам и обеспечивает этим поворот управляемых колес на задаваемый угол...
Разработка технологии восстановления клапана автомобиля ГАЗ-24
На автомобили «Волга» устанавливаются четырёхцилиндровые четырёхтактные карбюраторные двигатели двух модификаций (24Д и 2401) с рядным расположением цилиндров и жидкостным охлаждением. Эти двигатели отличаются только степенью сжатия...
Разработка технологии капитального ремонта мостового крана
Мостовой кран -- подъемный кран, предназначенный для подъема, опускания и горизонтального перемещения различных грузов. По конструкции моста краны (см. рисунок 7) разделяются на двухбалочные и однобалочные -- кран-балки...
Разработка технологического процесса ремонта поршня дизеля Д49
...
Разработка технологического процесса ремонта поршня дизеля Д49
...
Судовые двигатели внутреннего сгорания
Современный дизель представляет собой сложную тепловую машину, состоящую из определенных групп деталей, механизмов, систем и устройств. Современный двигатель состоит из неподвижных деталей двигателя, которые называются остовом дизеля...
Технологический процесс восстановления вилки включения гидронасоса
Привод гидронасоса предназначен для передачи крутящего момента к гидронасосу, а также для включения и отключения его. Крутящий момент подаётся на зубчатое колесо, находящееся в постоянном зацеплении с шестерней...
Технологический процесс восстановления вилки включения гидронасоса
Вилка включения гидронасоса предназначена для перемещения муфты включения гидронасоса в осевом направлении. Она крепится на оси рычага с помощью болта и фиксирующей втулки. Соединение неподвижное...
Технология ремонта масляного насоса
Для циркуляции смазки под давлением на дизеле установлен шестеренчатый масляный насос. Чугунный корпус насоса имеет два патрубка с фланцами. К одному из них масло подводится из поддизельной рамы, а по другому оно нагнетается в масляную систему...
Технология ремонта полоза токоприёмника П-3 электровоза ВЛ-8 в объёме подъёмочного ремонта ТР-3
Полоз токоприёмника является одной из самых важных частей токоприёмника. Он устанавливается на токоприёмнике электровоза и предназначен для крепления токосъёмных вставок. Токосъёмные вставки являются сменными токопроводящими элементами...
Устройство и ремонт шатунно-поршневой группы дизеля Д100
Шатуны служат для передачи усилий, действующих на поршни, шатунным шейкам коленчатого вала дизеля. Они испытывают большие динамические нагрузки. Шатуны данной марки изготовлены из высококачественной легированной стали методом штамповки...
tran.bobrodobro.ru