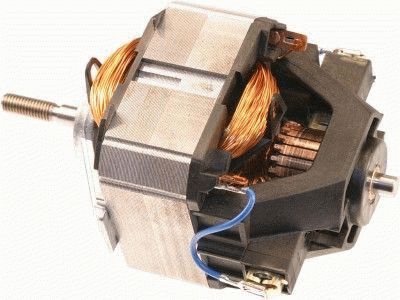
Двигатель Кентавр ДВЗ-300Д –это аналог мотора ДВС-300Д, разница лишь в измененных буквах, в остальном они идентичны. Мы имеем, дизельный двигатель Кентавр 6 л.с. Рабочий объем цилиндра составляет 296 см3. Конструкцией цилиндра предусмотрена гильза, что существенно увеличивает срок эксплуатации и по истечению моторесурса, позволит вам произвести необходимый ремонт, установив поршень большего диаметра. Мы видим большие ребра на цилиндре, которые в сочетание с алюминиевым сплавом, способствуют стремительному охлаждению, которое происходит принудительно, благодаря интенсивной работе крыльчатки.
Одна из особенностей этого агрегата – это модернизированная система очистки воздуха, где воздушный фильтр нового образца, располагается на масляной ванне. Воздух поступает через верхний гребок, проходит через поролоновый элемент грубой очистки и попадает на емкость с машинным маслом, где даже мельчайшие частицы пыли оседают. После циклонной фильтрации, воздух, уже полностью стерильный, поступает в движок.
С двух сторон имеется доступ к смазочной системе. Дублирование горловин, упрощает доступ оператору, независимо под каким углом установлен мотор. Механизм картера смазывается под давлением, которое создает масляный насос. В системе установлен масляный фильтр, его распознаете по черной крышке, которая находится под регулировкой оборотов, рядом с болтом, слива масла. Рекомендуется протирать этот важный элемент, при каждой замени смазки. Емкость картера 1.1 л. Необходимое для смазки масло SAE10W40.
Положительно и то, что на данную модель, вы сможете установить датчик давления масла. Для этого на любом качественном дизельном двигателе, имеется заглушка. Место ее расположения, можно увидеть на коротком видео, сравнение двигателя Weima 178F и Кентавр ДВЗ-300Д Просматривая видео ролик, или находясь в живую возле мотора, бросается в глаза некоторое отличие. На двигателе дизельном Кентавр 6 л.с., видно выхлопную трубу, защищенную дополнительным кожухом, сам выброс газов происходит вниз, а не в сторону, что по достоинству будет оценено оператором. Слегка измененный, увеличенный корпус, измененная система глушителя, все это снизило звуковое давление. Поэтому работать с более тихой техникой, намного комфортней.
Запуск двигателя 6л.с. выполняется с вручную. Более легкому пуску способствует декомпрессор. Для потребителей которым необходим мотор с эл.стартером, рекомендуем обратить внимание на модель ДВЗ-300ДЕ. Ознакомится с ней, а также с разнообразием модельного ряда этой компании, можно у нас на странички Двигатели Кентавр.
Вращение вала против часовой стрелки, если вы стоите напротив вала. Вал выполнен с креплением под шпонку, диаметр 25 мм. Обратите внимание, имеются другие варианты – это шлицевое крепление, как на модели ДВЗ-300ДШЛ, которая также имеется в ассортименте нашего интернет магазина.
Широкое применение этого мотора, делает его довольно популярным среди потребителей. Его можно встретить на мотопомпах, генераторах, трамбовках. Различные деревообрабатывающие станки, где необходима автономия и мощность, прибегают к помощи этого мотора. Двигатель на дровокол, щебкоруб, пилораму и т.д. Конечное основное назначение – это сельское хозяйство, здесь его можно увидеть, как двигатель на мотоблок, минитрактор.
Купить дизельный двигатель 6 л.с. Кентавр ДВЗ-300Д, можно у нас. При приобретение вы получаете официальную гарантию 12 месяцев. Мы обеспечиваем вам быструю доставку мотора в любой уголок Украины. Ответим на любые ваши вопросы, как перед покупкой, так и после нее.
www.nado-brat.com.ua
Содержание статьи:
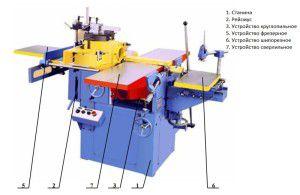
Деревообрабатывающий комбинированный станок серии Д300 предназначен для выполнения широкого спектра операций. Он предназначен для комплектации мелкосерийных производственных линий. Использование этого оборудования в бытовых условиях нецелесообразно, так как его характеристики рассчитаны для массового производства.

Внешний вид
Перед началом эксплуатации следует детально ознакомиться с компоновкой станка, оценить его технические и эксплуатационные возможности. Для этого лучше всего изучить технический паспорт, который прилагается вместе с оборудованием.
Этот тип деревообрабатывающего станка рассчитан для комплексного выполнения основных технологических функций. Его применяют в производственных линиях, монтируют в качестве вспомогательного оборудования в специализированных ремонтных мастерских. Компоновка установки классическая – для каждой функции отводится определенная часть.
Перечень операций, выполняемых на комбинированном станке серии Д300:
К особенностям конструкции станка можно отнести его жесткость, которая достигается массивной станиной, изготовленной из чугуна. Поверхности рабочих столов отшлифованы, дополнительно они имеют достаточно большую массу для обеспечения жесткости при обработке массивных конструкций из дерева.
Для обеспечения высокой точности обработки и настроек в конструкции есть несколько эксцентриковых прижимов и линеек. Дополнительно движущиеся узлы оборудованы системами смазки, которая выполняется методом спринцевания.
Компоненты оборудования
Детальный анализ функциональных возможностей станка рекомендуется выполнять отдельно по каждой операции. Это позволит составить объективное мнение о функционале оборудования и выбрать оптимальный режим деревообработки.
Общая масса комбинированного оборудования в собранном состоянии составляет 750 кг. Это означает, что для нормальной эксплуатации перед установкой станка необходимо подготовить место. В качестве основы можно обустроить ж/б платформу или смонтировать агрегат на специальные регулируемые стойки. При этом следует учитывать его габариты, которые равны 195*152*145 см. Т.е. для нормальной эксплуатации не нужно устанавливать дополнительный верстак.
Характеристики процесса пиления:
Параметры узла для рейсмусовой деревообработки:
Характеристики операции фрезерования и сверления:
Для выполнения каждой операции деревообработки в комбинированной конструкции предусмотрен отдельный электродвигатель. Мощность силовой установки для круглопильного диска равна 3 кВт. Такой же характеристикой обладает электродвигатель для фрезерного узла. Для рейсмусования предусмотрена силовая установка 2,2 кВт. Для подключения оборудования необходима трехфазная электросеть 380 В.
С целью экономии и оптимизации рабочего места производитель предлагает другие модели станков Д300, в которые не входит ряд функций. Это дает возможность выбрать узкоспециализированное оборудование хорошего качества.

Упрощенная модель станка
Для лучшего понимания функциональных возможностей необходимо изучить каждый из блоков. Так как станок Д300 является профессиональным оборудованием – его составные элементы рассчитаны на интенсивную эксплуатацию, которая не должна отразиться на качестве деревообработки.
Прежде всего следует ознакомиться с правилами безопасности работы на комбинированном станке. В обязательном порядке необходимо надевать специальную рабочую одежду, использовать средства индивидуальной защитные – очки и респиратор. Агрегат необходимо подключать к стружкопылесосу для удаления древесной пыли. В противном случае узлы могут засориться, что приведет к поломке.
Операция резки:
Рейсмусование:
Сверление:
Фрезерование:
Перед началом работы персонал проходит инструктаж по технике безопасности. Если включение оборудования происходит после длительного простоя – необходимо проверить узлы и агрегаты на наличие дефектов. Также контролируется надежность заземления.
В случае возникновения аварийной ситуации станок выключается с помощью соответствующей кнопки. Затем происходит его обесточивание. Ремонтные работы могут проводить только квалифицированные сотрудники.
Подробное видео описание деревообрабатывающего станка Д300:
stanokgid.ru
| | ||||||
| ||||||
| |
d300engine.narod.ru
Производителем деревообрабатывающего комбинированного станка Д300 является компания Техснаб, ООО, г. Иваново. Адрес сайта: http://tehsnabstanki.ru
Компания "Техснаб" занимается разработкой и выпуском деревообрабатывающих станков с 1992 года.
Станок Д300(К) - выпускал Кировский станкостроительный завод, основанный в 1880 году. Адрес сайта: http://ksz.kirov.ru
Деревообрабатывающий комбинированный станок предназначен для комплексной обработки столярных изделий и несложной мебели пилением, строганием (фугованием), фрезерованием с ручной подачей заготовки на предприятиях средней мощности.
При соответствующей наладке на станке можно выполнять следующие виды обработки:
Условия эксплуатации – на открытых площадках, под навесом, в закрытых помещениях, кроме жилых помещений.
Станки должны эксплуатироваться в следующих условиях:
Станок в сборе
Ящик Д300.052
Комплектность:




Кинематическая схема комбинированного станка Д300. Смотреть в увеличенном масштабе
Станина представляет собой сварную конструкцию, являющуюся базой для установки круглопильного, рейсмусового, строгального, фрезерного и сверлильного устройств. Станина монтируется на ровной жесткой плоскости и не требует специального фундамента. Выставка станины осуществляется по уровню в продольном и поперечном направлениях регулировкой опор. Конструкция станины предусматривает возможность установки станка на виброопоры.
В сборочную группу «Рейсмус» входят:
Устройство рейсмусовое состоит из ножевого вала, механизма подачи, которые монтируются на двух чугунных щеках, установленных на станину, подъемный стол монтируется непосредственно на станине. На щеках также устанавливается устройство, препятствующее выбросу обрабатываемой заготовки в сторону работающего.
Ножевой вал является режущим органом устройства и представляет собой стальной цилиндр с укрепленными в его пазах тремя строгальными ножами. Закрепление ножей осуществляется посредством зажимных болтов и клиньев, прижимающих ножи к опорным плоскостям вала. Нижняя кромка ножей опирается на пружины, что облегчает их выставку и регулировку. Ножевой вал вращается в двух шарикоподшипниках. Крутящий момент на ножевой вал передается от электродвигателя, установленного в пазах боковой стенки станины, посредством клиноременной передачи.
Натяжение ремня осуществляется вертикальным перемещением электродвигателя в пазах.
Подъемный стол монтируется в корпусе и устанавливается непосредственно на станине. Подъем осуществляется с помощью штурвала.
Механизм подачи заготовки состоит из двух валов (подающего рифленого и принимающего гладкого), которые приводятся во вращение с помощью понижающей зубчато-цепной передачи. Отбор мощности на механическую подачу производится от ножевого вала с помощью фрикциона (подпружиненное обрезиненное колесо), установленного на одном из валов зубчато-цепной передачи. Натяжение цепи осуществляется подпружиненной звездочкой.
Противовыбрасывающее устройство (упоры) смонтировано на одной из связей чугунных щек. Для установки подъемного стола по высоте на нужный размер обработки служит линейка с указателем.
Во время работы на строгальном устройстве механизм подачи заготовки должен быть отключен с помощью фиксируемого рычага.
Ножи необходимо устанавливать так, чтобы они выступали на 1,5 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе, правильном направлении вращения. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо демонтировать подшипники, промыть и заменить смазку.
Регулярно следить за натяжением цепи механизма подачи заготовки и состоянием резинового покрытия приводного колеса фрикциона.
Примечание: при работе на рейсмусовом устройстве фуговальные столы могут быть повернуты на кронштейнах при наличии защитного кожуха ножевого вала.
Устройство строгальное состоит из ножевого вала, подающего (переднего) и приемного (заднего) фуговальных столов, направляющей линейки и защиты ножевого вала. Столы смонтированы на верхних гранях щек рейсмусового устройства. Столы имеют регулировку по высоте, что обеспечивает снятие с обрабатываемого материала стружки различной толщины. Задний стол выставляется заподлицо с верхней точкой траектории движения ножей ножевого вала с помощью линейки и в процессе работы регулировке не подлежит.
Передний стол переставляется в зависимости от требуемой толщины снятия стружки. Подъем столов осуществляется за счет перемещения по резьбе осей, жестко связанных со столами.
Направляющая линейка служит для направления обрабатываемого материала и для строгания кромок под определенным углом (максимальный угол 45°). Линейка фиксируется зажимом. Ограждение ножевого вала регулируемое на ширину обрабатываемого материала. Электропривод единый для рейсмусового ,и строгальных устройств.
Следить за состоянием поверхностей столов. Задиры, выбоины необходимо устранить. Следить за надежностью крепежных элементов направляющей линейки. Остальные требования по регулировке и наладке строгального устройства аналогично п. 6.2.3. «Регулировка и наладка рейсмусового устройства».
Устройство круглопильное применяется для продольной, поперечной и распиловки материала «под углом».
Приспособление состоит из рабочего стола, направляющей линейки, вращающегося шпинделя с дисковой пилой.
Корпус шпинделя имеет возможность перемещаться по направляющим литого кронштейна, на котором жестко закреплен стол, а сам кронштейн крепится к станине.
На шпинделе с одного конца установлена дисковая пила, которая закреплена между фланцев с помощью гайки, на другом конце шпинделя установлен шкив, на который с помощью клинового ремня передается крутящий момент с электродвигателя.
Электродвигатель закреплен на маятниковой опоре, которая смонтирована на боковой стенке станины. Натяжение ремня производится с помощью перемещения маятниковой опоры.
Высота пропила регулируется с помощью рычага путем перемещения корпуса шпинделя по направляющим кронштейна и фиксации в нужном положении.
Направляющая линейка, установленная на столе, имеет возможность, перемещаться для регулирования ширины отпила. Для отсчета ширины отпила на торце стола, установлена линейка.
Для поперечной распиловки и распиловки под углом используется шипорезная каретка, перемещающаяся по направляющим параллельно плоскости пилы. На каретке установлен упорный уголок для базирования заготовки. Для распиловки под углом уголок разворачивается и фиксируется в нужном положении.
Направление вращения пилы - на работающего.
Дисковая пила закрыта сварным стальным ограждением с устройством, препятствующим выбросу обрабатываемой заготовки в сторону работающего.
Сзади дисковой пилы установлен расклинивающий нож.
В нижней части кожуха имеется патрубок для подсоединения отсасывающего устройства удаления стружки.
Дисковую пилу установить на вал и надежно поджать гайкой через фланец. Проверить на холостом ходу направление вращения пилы. Направление вращения на оператора. Проверить надежность крепления расклинивающего ножа, наличие защитного ограждения и его крепление. Зазор между ножом по всей его длине и пилой не должен превышать 10 мм.
Устройство фрезерное (шипорезное) состоит из корпуса, прифланцованного к нижней поверхности стола круглопильного устройства. Внутри корпуса перемещается пиноль, в подшипниках которой установлен фрезерный шпиндель. На конце шпинделя устанавливаются фрезы различной толщины и профиля. Для установки фрез имеется комплект проставных втулок. Крепление инструмента на шпинделе производится с помощью гайки. Выдвижение шпинделя в рабочую позицию и регулировка по высоте осуществляется ручным приводом, состоящим из зубчатой пары и винта. В рабочем положении шпиндель фиксируется стопором.
Электродвигатель привода установлен на подмоторной плите. Натяжение ремня осуществляется перемещением плиты на двух скалках, которые после регулировки фиксируются.
Изменение скорости вращения шпинделя производится перекидыванием ремня на двухручьевых шкивах.
Шпиндель с установленными фрезами закрыт кожухом.
В задней части кожуха имеется патрубок для подсоединения отсасывающего устройства удаления стружки. Глубина фрезерования регулируется перемещением кожуха в направляющих пазах (показанное на рис 1.1. приспособление фрезерное не входит в комплект станка и поставляется за дополнительную плату).
Для нарезания шипов используется каретка со столом. На столе установлен упорный уголок с зажимом, позволяющий базировать и зажимать заготовку.
Уголок имеет возможность разворачиваться, что позволяет осуществлять нарезку шипов под различными углами.
При работе на круглопильном устройстве шпиндель фрезерного (шипорезного) устройства устанавливается в крайнее нижнее положение, а отверстие в столе закрывается специальной заглушкой.
При работе на фрезерном (шипорезном) устройстве дисковая пила круглопильного устройства должна быть установлена в крайнее нижнее положение и надежно зафиксирована, а ее защитный кожух должен быть снят.
Опустить дисковую пилу круглопильного устройства в крайнее нижнее положение и надежно зафиксировать.
Снять заглушку на столе и выдвинуть шпиндель в рабочую позицию. Установить с помощью втулок фрезу (набор фрез) на шпиндель и надежно поджать гайкой.
Установить ограждение с направляющей планкой (при фрезеровании) или без нее (при нарезании шипов) и отрегулировать на необходимый размер. Надежно закрепить ограждение. Фрезу (набор фрез) путем перемещения шпинделя установить на необходимый размер по высоте, пиноль зафиксировать.
Проверить на холостом ходу направление вращения фрезы.
Направление вращения на оператора.
Устройство сверлильное применяется для сверления отверстий и фрезерования пазов, выборок.
Устройство сверлильное состоит из стола, смонтированного на кронштейне, жестко закрепленном на щеке рейсмусового устройства.
Стол имеет возможность перемещаться: вертикально «вверх — вниз», горизонтально вдоль оси и перпендикулярно оси режущего инструмента. Перемещение стола осуществляется: по высоте винтом с маховиком и ручкой, в горизонтальной плоскости с помощью рычага.
На столе имеется базовый упор для заготовки и устройство крепления заготовки.
Сверлильный патрон (в комплект поставки не входит) установить на конический конец ножевого вала, рейсмусового устройства, и закрепить винтом.
Проверить на холостом ходу направление вращения патрона.
Установить режущий инструмент в патрон и зажать.
Проверить радиальное биение инструмента. Если биение больше 0,1 мм, заменить инструмент.
Убедиться в надежности работы зажима заготовки.
По окончании работы инструмент из патрона удалить.

Электрическая схема комбинированного станка Д300. Смотреть в увеличенном масштабе

Электрическая схема комбинированного станка Д300. Смотреть в увеличенном масштабе
Станок Д300 в работе
| Фугование (строгание) | |||
| Наибольшая ширина фугования (строгания), мм | 250 | 320 | 410 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 5 | 4,3 | 4,3 |
| Диаметр режущей части ножевого вала, мм | 75 | 70 | 70 |
| Частота вращения ножевого вала на холостом ходу, об/мин | 4000 | 5600 | 5600 |
| Размеры строгального ножа, мм | |||
| Количество строгальных ножей | 3 | 3 | 3 |
| Ширина строгальных столов, мм | 250 | 320 | 410 |
| Общая длина строгальных столов, мм | 1100 | 1420 | 1420 |
| Рейсмус | |||
| Максимальная и минимальная толщина заготовки при рейсмусовании, мм | 190..5 | 180..5 | 180..5 |
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | 300 | 300 | 300 |
| Скорость подачи заготовки в режиме рейсмуса, м/мин | 6 | 10 | 10 |
| Размеры рабочей поверхности рейсмусового стола, мм | 252 х 600 | 320 х 550 | 400 х 650 |
| Максимальная ширина рейсмусования, мм | 248 | ||
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | 2,5 | ||
| Высота подъема рейсмусового стола (максимальная высота заготовки), мм | 195 | 180 | 180 |
| Пиление. Устройство круглопильное | |||
| Диапазон глубины пропила, мм | 1..70 | 1..80 | 1..80 |
| Наибольший диаметр пильного диска, мм | Ø250 х 33 х 3 | Ø250..Ø315 | Ø250..Ø315 |
| Посадочный диаметр пилы, мм | 32 | 32, 50 | 32, 50 |
| Толщина пилы, мм | 3 | 2 | 2 |
| Частота вращения пилы, об/мин | 4500 | 3500 | 3500 |
| Размеры рабочей поверхности пильного стола, мм | 980 х 470 | 750 х 500 | 750 х 500 |
| Размеры торцевой каретки, мм | 400 х 250 | Ход торцевой каретки, мм | 1080 |
| Вертикальное фрезерование. Устройство фрезерное | |||
| Вертикальное перемещение шпинделя (наибольшая толщина обрабатываемого материала), мм | 80 | 80 | 80 |
| Посадочный диаметр фрезерного шпинделя, мм | 32 | 32 | 32 |
| Наибольший диаметр фрезы, мм | 144 | 180 | 180 |
| Частота вращения фрезерного шпинделя, об/мин | 4500 / 6500 | 6000 / 8000 | 6000 / 8000 |
| Размеры рабочей поверхности стола, мм | 980 х 470 | 750 х 500 | 750 х 500 |
| Размеры рабочей поверхности шипорезной каретки, мм | 250 х 400 | 335 х 450 | 335 х 450 |
| Наибольший ход каретки, мм | 1080 | 900 | 900 |
| Сверление. Фрезерование концевой фрезой | |||
| Наибольший диаметр сверла, фрезы, мм | 16 | 16 | 16 |
| Частота вращения сверла, фрезы, мин | 4500 | 5600 | 5600 |
| Размеры рабочей поверхности стола, мм | 365 х 150 | 450 х 250 | 450 х 250 |
| Глубина сверления, мм | 100 | 150 | 150 |
| Продольный ход стола, мм | 150 | 150 | 150 |
| Электрооборудование станка | |||
| Род тока питающей сети | 220В / 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 3 | 3 | 3 |
| Электродвигатель строгального, рейсмусового, сверлильного устройства, кВт | 1,5 | 2,2 | 2,2 |
| Электродвигатель круглопильного устройства, кВт | 1,5 | 3,0 | 3,0 |
| Электродвигатель вертикального фрезерного устройства, кВт | 1,4 | 3,0 | 3,0 |
| Суммарная мощность электродвигателей, кВт | 4,4 | 8,2 | 8,2 |
| Габарит и масса станка | |||
| Габарит станка (длна х ширина х высота), мм | 1260 х 1140 х 970 | 1660 х 1500 х 1100 | 2050 х 1560 х 1100 |
| Масса станка, кг | 304/355 | 650 | 750 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
 Россия
Россия | Кол-во операций | 5 | |
| Кол-во двигателей, шт. | 3 | |
| Габариты, мм | 1950х1520х1450 | |
| Наиб. ширина строгания | 310 | |
| Мощность, кВт | 8.2 | |
| Вес, кг | 750 | |
| Преимущества На станке выполняются следующие операции: | |
Дополнительно на станок рекомендуется установка автоматического подающего устройства (автоподатчика) модели M3 BABY. Данная модель наиболее удобна и эффективна при работе на комбинированных станках. Преимущества установки автоподатчика
Технические характеристики комбинированного оборудования Д 300
| |||||||||||||||||||||||||||||||||

Система предназначена для подачи и приемки заготовок на высокоскоростных четырехсторонних станках (необходима при скорости подачи от 60 м/мин)

Устройство поштучной выдачи доски имеет раму из сварного швеллера.

Приемное устройство обеспечивает прием и удержание доски, срощенной ламели или склеенной по пласти заготовки. Сортировочный транспортер обеспечивает последующий её сброс на линию сортировки.

Устройство сортировки имеет раму из сварного толстостенного швеллера. В приводе подъемников используются карданные валы, цепные передачи. Устройство формирования пакета имеет приспособление для фиксирования установки толщины доски. Устройство поштучной выдачи доски (элеватора). Ленточный транспортер либо бункер для сбора шпаций



Промышленные аспирационные установки компании High Class Machinery разработаны с учетом мировых стандартов и требований, с учетом высокой производительности в сочетании с низким потреблением электроэнергии. Так, например аспирационная система модели HCM 2500 имеет производительность 2500м³/час, а мощность двигателя составляет всего 1,5кВт, что на 1,0 кВт меньше чем у аналогичных моделей. А модель HCM 11000-6U оснащенная двигателем мощностью 3,75кВт имеет производительность 11 000м3ч и скорость потока воздуха 43м/с.


Рециркуляционные пылеулавливающие аппараты ПФЦ предназначены для от- соса и очистки воздуха от сухой неслипающейся пыли и стружки.
Рециркуляционные пылеулавливающие аппараты ФЦ-4000, ФЦ-8000, ФЦ-12000предназначены для очистки воздуха от сухой неслипающейся пыли и стружки.

Установки предназначены для удаления стружки, пыли. Также используется для удаления стружки при производстве пластиковых, алюминиевых дверей и для окон.

Пилы дисковые предназначены для продольного раскроя древесины, оснащены напайками из специальных сортов твердого сплава, также могут оснащаться подчищающими ножами, собирающими на себя грязь и смолу, с одновременным охлаждением пропила.






Пилы дисковые для поперечного раскроя предназначены для нарезки по длине и торцевания древесины мягких и твердых пород, оснащаются напайками из разных сортов твердого сплава.



Забор/доставка инструмента – БЕСПЛАТНО при заказе от 15000 р. ● Есть маршруты бесплатного забора/доставки инструмента для заказов на сумму до 15000 р. ● Услуги проводятся на современном передовом оборудовании при соблюдении необходимых технологий. ● Заточку инструмента проводит высококвалифицированный персонал. ● Индивидуальные условия сотрудничества при постоянных заказах. ● Консультации и советы по эксплуатации и обслуживанию инструмента проводятся бесплатно опытным специалистом

Ножи строгальные с напайкой из твердого сплава (НМ) наилучшим образом подходят для индустриальной обработки массива древесины твердых и экзотических пород.
Продажа комбинированного оборудования – пожалуйста, уточняйте наличие товара на складе. Информация о комбинированном станке размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор - ИНТЕРВЕСП, дата публикации 21.11.2012 15:36, дата последнего изменения 13.11.2013 10:13. intervesp-stanki.ru © 2002-2018 Все права защищены. Публикация разрешена с письменного разрешения автора.
Задать вопрос менеджеруwww.intervesp-stanki.ru