





()() 465695
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Сееетсиие
Социалистические
Республик (61) Дополнительное к авт. свид-ву (22) Заявлено 27.12.72 (21) 1862823/24-7 с присоединением заявки № (23) Приоритет (51) М. Кл. Н 021(15/04
Государственный комитет
Совета Мннистров СССР до делам изобретений и открытий
Опубликовано 30.03.75. Бюллетень № 12 (53) УДК 621.318.44 (088.8) Дата опубликования описания 26.06.75 (72) Авторы изобретения
Э. Д. Кравчик, А. Э. Кравчик, Ф. К. Макаров, В. И. Крюкова и В. М. Крюков (71) Заявитель (54) СПОСОБ УКЛАДКИ ОДНО-ДВУХСЛОЙНОЙ
ОБМОТКИ В ПАЗЪ| СЕРДЕЧНИКА СТАТОРА
АСИНХРОННОГО ДВИ ГАТЕЛЯ С НЕЧЕТНЫМ
ЧИСЛОМ ПАР ПОЛЮСОВ
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электромашиностроении.
Известен способ укладки одно-двухслойной обмотки в пазы сердечника статора, по которому укладку производят в три этапа без подъема шага, при этом большими катушками катушечных групп занимают весь паз, а малыми катушками катушечных групп — часть паза. Однако при такой укладке получается перекрещивание фаз в лобовых частях обмотки, это не позволяет устанавливать межфазные изоляционные прокладки в лобовых частях в процессе работы статорообмоточного станка.
Целью изобретения является исключение перекрещивания фаз в лобовых частях, получение возможности установки изоляционных прокладок в лобовых частях в процессе работы статорообмоточного станка и, как следствие, повышение производительности труда при изготовлении электрических машин.
Поставленная цель достигается тем, что половину катушечных групп первой фазы укладывают таким образом, что малыми катушками занимают нижнюю часть паза, а большими весь паз, затем устанавливают изоляционные прокладки в пазах и лобовых частях, после этого укладывают половину катушечных групп второй фазы, занимая малыми атушками
2 нижнюю часть паза, а большими катушками весь паз, и устанавливают изоляционные прокладки в пазах и лобовых частях. Затем укладывают все катушечные группы третьей
5 фазы, причем все малые катушки катушечных групп укладывают одновременно одной сторороной в нижнюю часть паза, другой в верхнюю часть, а большими катушками катушечных групп занимают весь паз, после чего ycI0 танавливают изоляционные прокладки в пазах и в лобовых частях, затем укладывают вторую половину катушечных групп первой фазы, занимая малыми катушками верхнюю часть паза, а большими весь паз, и устанавли15 вают изоляционные прокладки в лобовых частях, после чего укладывают оставшуюся половину катушечных групп второй фазы, занимая малыми катушками оставшуюся верхнюю часть паза, а большими катушками весь паз.
20 На фиг. 1 показана технологическая схема укладки одно-двухслойной обмотки с нечетным числом пар полюсов в пазы 1 — 24 пакета статора; па фиг. 2 — развернутая схема этой обмотки, где Д1 и Д4 — начало и конец фа2ь зы А; Де и Д5 — начало и конец фазы В;
Дз и Д6 — начало и конец фазы С.
Процесс укладки обмотки осуществляют в пять этапов.
Вначале укладывают половину катушечных
30 групп первой фазы А, при этом большими ка465695
Предмет изобретения ааЗИ 1 Z 5 // С В 7 8 9 10 11 12 75 1// 1В 1В 77 1В 7В 20 21 2Z 25 2// ве х
a a
/стал
Верх
/1 я7/а/?
//св Ю
Ве/?х с с с с
С С
С С с с
///,7/ПаП
1 этап ве//х
У 7М7/?
Ус//аВ//ь/е аааВнайц//// I
1, В, С - //атушп ///ав, в///////7аащ//е Весь йав
i; 8, с //атушк// ///ав, ван///?а/сш,//е час/?/ь тра тушками катушечных групп занимают полностью пазы 3 и 14. Одновременно с ними укладывают малые катушки катушечных групп обеими сторонами в нижнюю часть пазов 4 и
13, 5 и 12. После этого устанавливают изоляционные прокладки в пазы и в лобовые части.
На втором этапе укладывают половину катушечных групп второй фазы В, большими катушками катушечных групп занимают полностью пазы 10 и 23, а малые катушки катушечных групп обеими сторонами укладывают в нижнюю часть пазов 24 и 9, 1 и 8. После этого устанавливают изоляционные прокладки в пазах и лобовых частях.
На третьем этапе укладывают все катушечные группы третьей фазы С, причем все малые катушки катушечных групп одновременно размещают одной стороной нижней части пазов 16, 17, 20, 21, а другой стороной в верхней части пазов 8, 5, 4. Большими катушками групп занимают полностью пазы 19 и 6, 7 и
18. После этого устанавливаются изоляционные прокладки в пазах и лобовых частях.
На четвертом этапе укладывают оставшуюся половину катушечных групп первой фазы
А, из которых большие катушки катушечных групп занимают полностью пазы 15 и 2, а малые катушки обеими сторонами укладывают в верхнюю часть пазов 16, и 1, 17 и 24.
Затем устанавливаются изоляционные прокладки в лобовых частях.
На пятом этапе укладывается оставшаяся половина катушечных групп второй фазы В.
Большие катушки катушечных групп занимают полностью пазы 11 и 22, а малые катушки катушечных групп обоими сторонами укладывают в верхнюю часть пазов 12 и 21, 13 и 20.
Способ укладки одно-двухслойной обмотки в пазы сердечника статора асинхронного дви5 гателя с нечетным числом пар полюсов путем укладки больших катушек катушечных групп в весь паз, а малых катушек катушечных групп в часть паза, отличающийся тем, что, с целью ликвидации перекрещивания
10 фаз в лобовых частях обмотки и обеспечения установки межфазных изоляционных прокладок в лобовых частях в процессе работы статорообмоточного станка, половину катушечных групп первой фазы укладывают таким
15 образом, что малыми катушками занимают нижнюю часть паза, а большими весь паз, затем устанавливают изоляционные прокладки в пазах и лобовых частях, после этого укладывают половину катушечных групп второй
20 фазы, занимая малыми катушками нижнюю часть паза, а большими катушками весь паз и устанавливают изоляционные прокладки в пазах и лобовых частях, затем укладывают все катушечные группы третьей фазы, причем
25 все малые катушки катушечных групп укладывают одновременно одной стороной в нижнюю часть паза, другой — в верхнюю часть, а большими катушками катушечных групп занимают весь паз, после чего устанавливают зО изоляционные прокладки в пазах и в лобовых частях, затем укладывают вторую половину катушечных групп первой фазы, занимая малыми катушками верхнюю часть паза, а большими весь паз, и устанавливают изоляцион35 ные прокладки в лобовых частях, после чего укладывают оставшуюся половину катушечных групп второй фазы, занимая малыми катушками оставшуюся верхнюю часть паза, а большими катушками весь паз.
465696
10 11 12 Я 14 15 1б 1
22 25 24
7 18 19 20 21
Уж&вы обозначения е ра3а А кап7 ушки, Занимающие верх na3a и 8ecb йпаь катушки,3анилающце ни3 па3а
gamgac7lu sawnae
Фиг. Z
7Pd3Q Ю
4а3а С
Заказ 1390/ll Изд. Хе l329 Тираж 782 Подписное
ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий
Москва, Ж-35, Раушская наб., д. 4/5
Типография, пр. Сапунова, 2
Составитель Г. Александрова
Редактор В. Левятов Техред Т. Миронова Корректор И. Позняковская



www.findpatent.ru
Необходимое оборудование и инструменты:
подставка для укладки. набор инструмента обмотчика: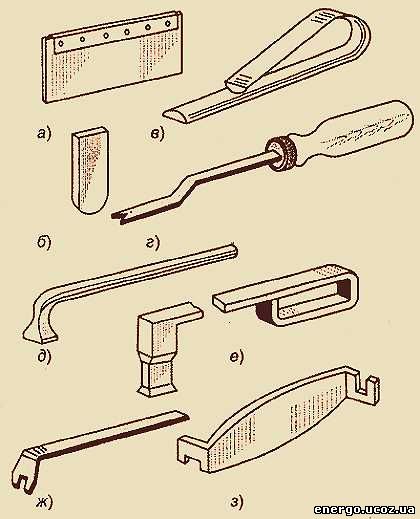
а - фибровая пластинка; б - фибровый язык; в - обратный клин; г - угловой нож; д - выколотка; е - топорик; ж и з - ключи для гибки роторных стержней.
плоскогубцы. молоток. молоток резиновый. ножницы портняжные. пресс гидравлический ПГ-1. паяльник. игла специальная для бандажировки. приспособление-шаблон для правки лобовых частей. аппарат ЕЛ-1. пинцет. сварочный трансформатор 0,5 кВт, 13 В. мегомметр.
ПОДГОТОВКА СТАТОРА ЭЛЕКТРОДВИГАТЕЛЯ. Продуть статор сжатым воздухом. Тщательно проверить состояние пазов; при обнаружении заусениц произвести их опиловку. Заложить в пазы электродвигателя пазовые коробочки, обеспечив их одинаковые вылеты. Оправить заложенные пазовые коробочки оправкой и установить статор на специальную подставку.УКЛАДКА КАТУШЕК СТАТОРА.Взять комплект секций на электродвигатель и положить слева от подставки. Взять одну группу фазы и развязать нитки, связывающие группу. Первую секцию согнуть. Секцию сгибать так, чтобы части секции, вкладываемые в пазы» были параллельны. Вязки сдвинуть на лобовые части. В первый паз вставить одну сторону секции, заправляя проводники ножом, оправкой, изготовленным из твердых пород дерева или текстолита, эбонита и т. д. Первым пазом считается паз (если смотреть слева), лежащий напротив кармана или места выхода из статора выводных концов. Укладку производят по часовой стрелке. Закрепить секции пазовой крышкой. Обжать секцию в пазу гладилкой и заклинить клином. В зависимости от шага по пазам отсчитать необходимый паз и вставить в него вторую сторону секции, повторяя операции по укладке первой стороны. Уложить в том же порядке остальные катушки секции. Согласно схеме обмотки уложить остальные секции. Установить шаблон для формовки лобовых частей в расточку статора и оправкой отформовать лобовую часть. Вставить лобовые межфазные прокладки.
Повернуть электродвигатель другой стороной, повторить процесс формовки лобовой части. Вставить лобовые межфазные прокладки. Статор установить вертикально, расправить концы секций и надеть на них поливинилхлоридные или линоксиновые трубки. На концы секций в местах межкатушечных соединений надеть поливинилхлоридные или линоксиновые трубки по одной на каждое. Зачистить места сварки от изоляции и соединить катушки.
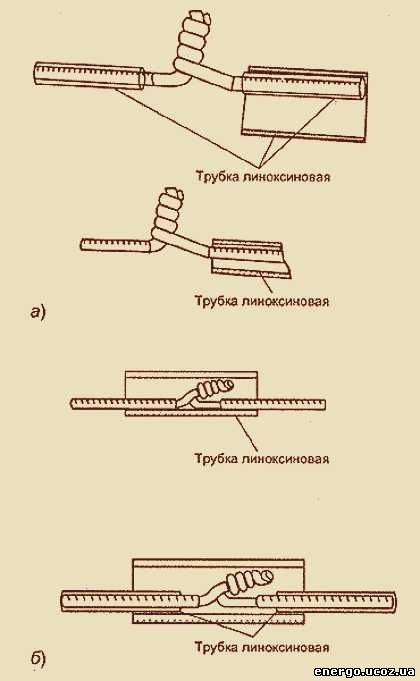
Соединение проводов: а - скрутка; б - изолировка.
ПРИСОЕДИНЕНИЕ ВЫВОДОВ ЭЛЕКТРОДВИГАТЕЛЯ. Места соединений сварить при помощи сварочного трансформатора. Концы обмотки свариваются на стыковом аппарате. Для этого к зачищенным и скрученным вместе проводам прикладывают металлический электрод. В данном случае используют плоскогубцы, к которым присоединен один провод от сварочного трансформатора. Ручки плоскогубцев изолированы. К концу скрутки прикладывают угольный электрод. Возникшая дуга оплавляет провода и сваривает, их.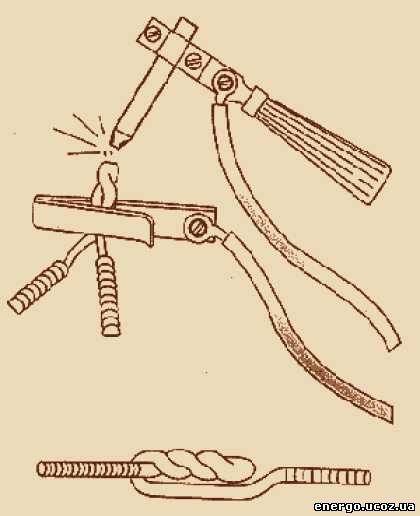 Рис. Сварка проводов
Рис. Сварка проводовЗачистить место сварки, отогнуть скрутку и надвинуть трубку. Надвинуть линоксиновую (поливинилхлоридную) трубку большего диаметра на отогнутую скрутку с выводным концом так, чтобы каждый ее конец находил на трубку меньшего диаметра не меньше чем на 10 мм. Уложить выводные концы, направив их к карману или месту вывода, а затем связать в пучок.
БАНДАЖИРОВКА ОБМОТОК ЭЛЕКТРОДВИГАТЕЛЯ.Забандажировать лобовую часть хлопчатобумажным шнур-чулком или стеклошнур-чулком, прошивая обмотку возле каждого паза. Шнур завязать узлом у первого паза. Повернуть статор и забандажировать вторую лобовую часть. Установить статор в приспособление для опрессовки. Выводные концы заправить в соответствующую прорезь. Опрессовать лобовую часть. Повернуть статор и опрессовать вторую лобовую часть. После опрессовки произвести перетяжку бандажа. Развязать крепление шнур-чулка, выбрать слабину, образовавшуюся при опрессовке и завязать узлом заново. При изготовлении приспособления для опрессовки лобовых частей статор; необходимо учитывать, что после опрессовки обмотки лобовых частей немного пружинят, увеличивая размер на 2...3 мм. Кроме того, необходимо также учитывать увеличение размера лобовых частей обмотки на 2...3 мм после пропитки и сушки. Установить шаблон для оправки лобовых частей и оправить последние с обеих сторон статора. Произвести контроль обмотки на контрольном стенде. Отправить статор на пропитку и сушку.
Источник:
energo.ucoz.ua

Обмотки статоров различных типов и видов электрических машин переменного тока разнообразны по конструкции, технологии их изготовления и укладки в пазы.
Для того чтобы яснее представить себе существующие конст
рукции катушек обмоток статоров машин переменного тока, а так
же в связи с тем, что от вида и типа катушек зависят технологиче
ские операции, выполняемые при ремонте обмоток, следует при
вести условную классификацию катушек обмоток статоров электри
ческих машин переменного тока по ряду конструктивных и техноло
гических признаков.
Номинальное напряжение до 660 В, 3 кВ и вышы имеет широкое распространение в классе напряжении до 660
В
имеют
также и по периметру каждого витка (витковая изоляция). Соотношение площади проводниковых и изоляционных материалов сечении площади паза для обмоток низкого и высокого напряжен можно оценить по рис. 3. Кроме того, при изготовлении катушек напряжение машины 10 кВ и выше применяются так называем противокоронные меры, которые заключаются либо в устанавливаются в
16 специальных конструктивных элементов внутри катушек, либо в нанесении дополнительного покрытия наружной поверхности изоляций катушек полупроводящими лаками.
Вид обмоточного провода, из которого изготовляются катушки. Катушки из круглого обмоточного провода — мягкие катушки, окончательная формовка лобовых частей которых производится в процессе их укладки в пазы статора, применяются для асинхронных двигателей низкого напряжения мощностью до 100 кВт. Катушки из обмоточного провода прямоугольного сечения — жесткие катушки, которые укладываются в пазы статора в окончательно отформованном при их изготовлении виде, применяются в электрических машинах высокого напряжения. Следует отметить, что имеется целый ряд типоразмеров электрических машин низкого напряжения, где также применяются жесткие катушки, — это» асинхронные и синхронные двигатели в диапазоне мощностей 100—400 кВт.

Класс нагревостойкости. В зависимости от расчетных электромагнитных нагрузок в пусковом и номинальном режимах и связанных с этим температурных факторов, а также от эксплуатационных условий обмотки электрических машин по ГОСТ 183—74 могут быть изготовлены по классам нагревостойкости А, Е, В, F и Н. Технологически это означает применение для обмотки каждого класса нагревостойкости соответствующих марок обмоточных проводов и изоляционных материалов, способных нормально работать при температурах, характеризующих данный класс.
Характеристики основных групп изоляционных материалов и обмоточных проводов, относящихся к тем или иным классам нагревостойкости, будут даны ниже при непосредственном рассмотрении технологических процессов изготовления катушек.
Число сторон катушек в пазу.
Различие обмоток по этому признаку заключается в том, что в однослойной обмотке сторона катушки занимает повысоте весь паз статора, а в двухслойной — только половину паза. По конструкции и технологии изготовления катушки однослойных и двухслойных обмоток, изготовляемых из круглого провода (для двигателей до 100 кВт), не имеют между собой принципиальных отличий. Катушки однослойных и двухслойных обморок, изготовляемые из обмоточных проводов прямоугольного сечения, принципиально отличаются между собой и по конструкции, по технологии изготовления, а также по технологии их укладки и монтажа в статоре.
Вид элементов обмотки.
Различие элементов обмотки по данному признаку заключается в том, что катушка может быть технологически изгоготовлена замкнутой с последовательным соединением в oт этом случае обмотку называют катушечной) или элемен, обмотки изготовляются в виде стержней, а соединение витков стержней в катушку производится в процессе монтажа обмотки
тор; такие обмотки называют стержневыми.
Каждый из видов катушек обмоток электрических машин переменного тока приведениои условной классификации в силу различныз технологических и эксплуатационных факторов имеют и
внутри данного вида различия по конструкции и применяемы материалам.
К обмоткам высокого напряжения статоров, которые наиболее широко применяются в настоящее время, по приведенной выц классификации, относят: двухслойные катушечные обмотки из обм. точных проводов прямоугольного сечения, на номинальное напря. жение 3, 6 и 10 кВ с изоляцией классов нагревостойкости В, F и Н Такие обмотки применяются в подавляющем большинстве синхронных и асинхронных электрических машинах мощностью 100— 6000 кВт, составляющих основной парк электрических машин высокого напряжения в стране. В связи с выбранным видом обмоток следует ознакомиться с построением схем обмоток статоров электрических машин, в которых применяются эти виды обмоток.
pue8.ru









