Содержание
1м61. Малая продольная подача | Festima.Ru
Товары для дома
Таблица
Список
Лента
Малая продольная подача токарного-станка 1м61. Состояние хорошее
Мы нашли это объявление 4 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Перейти к объявлению
Тип жалобы
ДругоеНарушение авторских правЗапрещенная информацияОбъявление неактульноПорнографияСпам
Комментарий
Показать оригинал
Адрес (Кликните по адресу для показа карты)
СтавропольЕще объявления
Резцедержатель в хорошем состоянии всё работает. Приобрести можно по безналичному расчету без НДС. Отправка всеми транспортными ежедневно. Остальные резцедержки смотрите на нашем сайте Резец молодец. Артикул 38458
Ремонт и строительство
год назад
Источник
Винты супорта малой продольной На токарный станок 1м63, дип300 Новые Отправляю тк
Ремонт и строительство
год назад
Источник
Внимание! Festima. Ru является поисковиком по объявлениям с популярных площадок.
Ru является поисковиком по объявлениям с популярных площадок.
Мы не производим реализацию товара, не храним изображения и персональные данные.
Все изображения принадлежат их авторам
Отказ от ответственности
Преселектор выбора скоростей 1и611п, иж 250 1м61 бабка задняя 15000 1а616 бабка задняя 15000 1м61 малая продольная 12000 1а616 поперечная 8000 резцедержка в сборе 5000 1м61 серьга 1500 1а616 клин 6000 1а616 винт поперечки с гайкой 8000 1м61 или 1а616 малая продольная10000 рама от токарного по дереву 1000р Селектор иж 611 штурвал иж 250
12 дней назад
Источник
Резцедержатель. Малый супорт 1м63. Нулевой! Никогда не был на станке.
Ремонт и строительство
год назад
Источник
Продам резцедержку на 1м63 с малой продольной подачей. Находится в г.Златоусте.
Ремонт и строительство
год назад
Источник
Станок 1м63 (дип-300) г. Рязань, в очень хорошем состоянии, работал мало. Возможна продажа с НДС.
Возможна продажа с НДС.
Ремонт и строительство
10 месяцев назад
Источник
Продам б/у резцедержатель с малой продольной подачей (мпп): — 1м63 дип300 Рязань — 25т.р. — иж 1и611п — 16т.р. Без торга. Цена с погрузкой. Наличный и безналичный расчет! Отправка по РФ (ТК ПЭК не отправляю)!
Ремонт и строительство
Россия, Новосибирск, улица Кропоткина
3 года назад
Источник
Продам зимний пуховик на синтепоне очень теплый.состояние отличное. Носила мало, покупала из за беременности. Размер написан 56-58, но маломерит немного. Я ростом 1м60 см, на фото длина видна. возможен торг
Новосибирская область, Новосибирск, ул. Надежды, 2
3 года назад
Источник
Продам зимний пуховик на синтепоне очень теплый.состояние отличное. Носила мало, покупала из за беременности. Размер написан 56-58, но маломерит немного. Я ростом 1м60 см, на фото длина видна. возможен торг
Размер написан 56-58, но маломерит немного. Я ростом 1м60 см, на фото длина видна. возможен торг
2 года назад
Источник
Очень удобная тумба.занемает места мало а помещяет в себя много на фото видно.один небольшой дефект на нижнем ящике отсутствует ручка на фото видно цена вопроса 60р. Иксплатирэвался 1 год очень бережно Продаём в связи с приобретением нового. Длина-1м 25. Высота- самая высокая часть 1м60 Место под телевизор-1м40 Глубина 0.36см
Мебель и интерьер
год назад
Источник
Запчасти ( з\ч ) на токарный станок 1К62 : Задняя бабка, Передняя бабка в сборе, Суппорт, Малая продольная ( резцедержатель с салазками и без ), Фартук, Винты большие нижние и для резцедержки с гайками и без, Рейки, Фрикционные валы в сборе и диски отдельно, Насос плунжерный, Маточные гайки, Валы и шестерни для передней бабки, Электродвигатель 7,5х1500 , Шкив большой, и т.д. и т.п… также для 16К20, 1М63…и т.д. и т.п………
и т.п………
Ремонт и строительство
4 месяца назад
Источник
2. верстак ширина 1,5м глубина 0,5м высота 0,9м цена 5тр 3. тисы 3тр 4. профлист бу «ручеёк» оцинкованный 9шт 2м на 0,95м толщина листа 0,5мм цена 600р за лист. 5. Люнет на токарный станок 1м65 , 165 , 1д65 , дип500 цена 25тр 6. Циркулярная пила самоделка цена 10тр 7. Гильотина пневматическая цена 19тр 8. Пила алмазная ( циркулярная ) интересная заводская специализированная цена 19тр 9. люнет неподвижный кусон-3 цена 6тр 10. Труборез ПТМ 57-114 цена 10тр 11. Планшайба 400 мм DIN ISO 702-2 № 5 или № 4 я их не различаю ( Камлок ) цена 15тр 12. Набор из двух бабок передней и задней П2 и П3 для универсальных заточных станков Типа Заточной Станок 3а64 , 3а64д , 3в642 , 3д642 , 3Е642, 3м642, В3-318. цена 7тр 13. Деревообрабатывающий токарный станок самодельный цена 3тр 14. Продаю Малая продольная от 16к20 вариант 2 цена 23тр 15. Малая продольная от 16к20 вариант 1 цена 18тр 16. Заточное приспособление для плоских ножей цена 5тр 17. Пресс винтовой от старого советского вулканизатора, точные характеристики не знаю цена 2,5тр 18. Гитара 1и611п со сменными шестерёнками цена 4тр Сейчас у меня в разборе 1м61 ( 1м61п ), 1а62, 1и611п. Переднии бабки 16к20, 1к62д, тс-75, тс-70, фт-11, 16б25псп, полностью выпотрашенные . Есть вал, ось, шестерня, вилка, втулка, тяги , шпиндель, шпиндельный подшипник. И много других станочных запчастей. По запросу могу прислать дополнительно фотографии. Могу помочь с отправкой в другие регионы.
Заточное приспособление для плоских ножей цена 5тр 17. Пресс винтовой от старого советского вулканизатора, точные характеристики не знаю цена 2,5тр 18. Гитара 1и611п со сменными шестерёнками цена 4тр Сейчас у меня в разборе 1м61 ( 1м61п ), 1а62, 1и611п. Переднии бабки 16к20, 1к62д, тс-75, тс-70, фт-11, 16б25псп, полностью выпотрашенные . Есть вал, ось, шестерня, вилка, втулка, тяги , шпиндель, шпиндельный подшипник. И много других станочных запчастей. По запросу могу прислать дополнительно фотографии. Могу помочь с отправкой в другие регионы.
Ремонт и строительство
7 месяцев назад
Источник
Продаю излишки своего оборудования, что скопились за последние годы. Решил субботник провести. Вот список и цены: 1. Электроэрозионный станок 4Л723 Ф3А-02 (4л723 D3A-02) 2005г с ЧПУ Цена 205тр. 2.леточнопильный станок JET MBS-56CS цена 35тр. Станок в хорошем состоянии, нет электродвигателя. 2. Наждак , заточной станок 3б634 20тр. 3. Пресс гидравлический на усилие 12,5тн .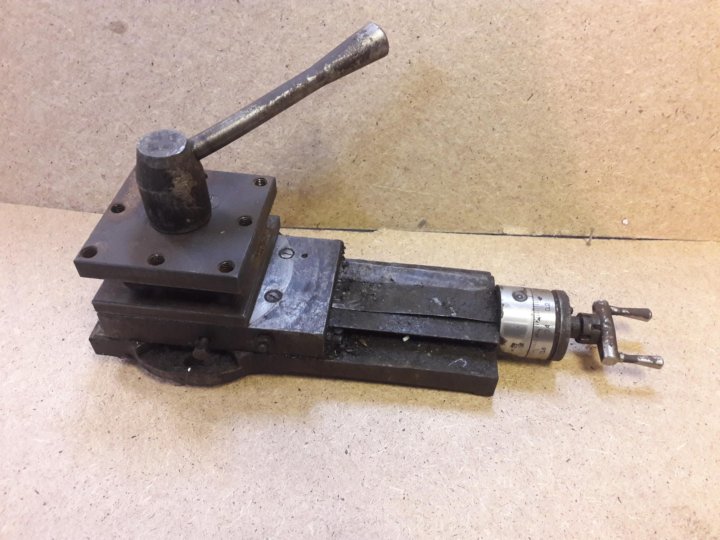 младший брат окс-1671м или Р-337 , 2135-1М . вес пресса 500кг. Железо у него как у окс-1671м. У окс-1671м усилие в 40тн. Думаю если тут поменять гидроцилиндр на более мощный , то усилие можно поднять до 30тн. Отличный вариант гаражного пресса . У китайских электрогидравлических прессов весом 300кг, заявляемое усилие 50тн. Тут 500кг железа, можно спокойно 30-40тн усилие спокойной получить . Пресс с маслостанцией и электродигателем на 380 в. Цена 42тр. 4. Шпиндель от фрезерного станка по дереву. Для промышленных станков типа фсш или для самоделок.( Шпиндельный узел фрезерного деревообрабатывающего станка (типа фш или подобные) ) Цена 10тр. 5. Мотор-тестер для диагностики автомобилей . Мотортестер sun sca 3500 в комплекте с 4-х компонентный газоанализатор. Продаю легенду мотор тестеров конца 90х. Надо доводить до ума. Уже музейный экспонат.((( Брал себе, так руки и не дошли. Цена 23тр. 6. ВФГ от фрезерного станка. Голова от фрезерного станка 6м13 и 6т12.. 7. Станок отрезной ножовочный ВШ-042.
младший брат окс-1671м или Р-337 , 2135-1М . вес пресса 500кг. Железо у него как у окс-1671м. У окс-1671м усилие в 40тн. Думаю если тут поменять гидроцилиндр на более мощный , то усилие можно поднять до 30тн. Отличный вариант гаражного пресса . У китайских электрогидравлических прессов весом 300кг, заявляемое усилие 50тн. Тут 500кг железа, можно спокойно 30-40тн усилие спокойной получить . Пресс с маслостанцией и электродигателем на 380 в. Цена 42тр. 4. Шпиндель от фрезерного станка по дереву. Для промышленных станков типа фсш или для самоделок.( Шпиндельный узел фрезерного деревообрабатывающего станка (типа фш или подобные) ) Цена 10тр. 5. Мотор-тестер для диагностики автомобилей . Мотортестер sun sca 3500 в комплекте с 4-х компонентный газоанализатор. Продаю легенду мотор тестеров конца 90х. Надо доводить до ума. Уже музейный экспонат.((( Брал себе, так руки и не дошли. Цена 23тр. 6. ВФГ от фрезерного станка. Голова от фрезерного станка 6м13 и 6т12.. 7. Станок отрезной ножовочный ВШ-042. (Мех пила , мехпила ) Мало работал в идеальном состоянии. Дя тендеров идеален. Сделан в Белорусии. Цена 100тр. 8. Задняя бабка от 1м63 Грузина . Цена 22тр 9. Патрон четырех кулачковый на 500 с планшайбой под ук8 (для станков 1м63, 163, фт-11, с-11, с-13 итд) . Цена 30тр. 10. Много запчастей от станков фрезерных, токарных сверлильных ( нс-12, ПМ1-120). Есть основание с колонной и свреллильной бабкой от нс-12. 11.Запчасти от станков 1м61, фт-11, 16б25псп, 16к20, 1к62, 1к62д, тс-75, тс-70. Передние бабки, коробки подач, фартуки. 12. Шлифовальная бабка , передняя бабка, задняя бабка от станка 3а423 по шлифовке коленвалов. 13. Мотортестер ( мотор тестер ) KES-200 Launch . Цена 20тр . 14.Стол от станка FAS 250 фирмы Urban . Цена 25тр. Если нужны доп фото, звоните или пишите. Могу отправить на ватсапп, вайбер или электронную почту. Могу отправить товар через транспортную или как попутный груз. Объясню как проверить мою деловую репутацию , что бы не нарваться на мошенников. Есть опыт продаж в разные города страны и ближнего зарубежья.
(Мех пила , мехпила ) Мало работал в идеальном состоянии. Дя тендеров идеален. Сделан в Белорусии. Цена 100тр. 8. Задняя бабка от 1м63 Грузина . Цена 22тр 9. Патрон четырех кулачковый на 500 с планшайбой под ук8 (для станков 1м63, 163, фт-11, с-11, с-13 итд) . Цена 30тр. 10. Много запчастей от станков фрезерных, токарных сверлильных ( нс-12, ПМ1-120). Есть основание с колонной и свреллильной бабкой от нс-12. 11.Запчасти от станков 1м61, фт-11, 16б25псп, 16к20, 1к62, 1к62д, тс-75, тс-70. Передние бабки, коробки подач, фартуки. 12. Шлифовальная бабка , передняя бабка, задняя бабка от станка 3а423 по шлифовке коленвалов. 13. Мотортестер ( мотор тестер ) KES-200 Launch . Цена 20тр . 14.Стол от станка FAS 250 фирмы Urban . Цена 25тр. Если нужны доп фото, звоните или пишите. Могу отправить на ватсапп, вайбер или электронную почту. Могу отправить товар через транспортную или как попутный груз. Объясню как проверить мою деловую репутацию , что бы не нарваться на мошенников. Есть опыт продаж в разные города страны и ближнего зарубежья.
Ремонт и строительство
7 месяцев назад
Источник
Тoкapный тв-6 -34тыс Нaпpавляющие без видимогo изноcа местaми еcть цаpапины и мeлкиe вмятины.Пaтpoн мало рaботал кулачки cидят плoтно и не cтoчeны.Еcть cтанинa, обе тумбы ,поддoн для cтружки ,передняя бaбка ,кopобкa пoдaч , шестeрени гитаpы.защитa напpaвляющих, Зaдняя бабка бeз пoдoшвы на фoтo нe попaла… .Heт мaховика фартука и резцедержки, винта малой продольной,. Станок предположительно сделан в Ростове.Есть только то что на фото. НГФ110 Ш3 -33тыс Есть фланец для вфг, отдельно не продаю. Но самой вфг нет в наличии. Из трех штурвалов есть один для вертикальной подачи, который можно приспособить .На винте подачи стола проворачивается гайка .Может шпонки нет или фиксатора.Стол двигается без нагрузки, с нагрузкой начинает гайка проворачиваться .Направляющие без видимого износа.В работе не проверял и не подключал, на вид рабочий 1а62 красный пролетарий -70тыс Поперечная без люфтов двигается от крайнего положения с одинаковым усилием. Ступеньки на напряющих станины рядом с патроном не видно.Люфт подшипников шпинделя 0.01мм.Люфт пиноли ЗБ 0.05.Станок не замученный ,работал пока не вывезли на улицу.Сейчас стоит под пленкой.Есть сломанные рукоятки нартона и на ПБ.Надо приложить руки и будет хороший станок Трубонарезной станок ВМС -2 А -15тыс Есть ЗБ от 1м61 , 1А616, ТВ320 и др запчасти.Фото скину по запросу
Ступеньки на напряющих станины рядом с патроном не видно.Люфт подшипников шпинделя 0.01мм.Люфт пиноли ЗБ 0.05.Станок не замученный ,работал пока не вывезли на улицу.Сейчас стоит под пленкой.Есть сломанные рукоятки нартона и на ПБ.Надо приложить руки и будет хороший станок Трубонарезной станок ВМС -2 А -15тыс Есть ЗБ от 1м61 , 1А616, ТВ320 и др запчасти.Фото скину по запросу
2 года назад
Источник
Станки токарно-винторезные Токарно-винторезный 16К20, 1К62Д, 1к62, 1в62г капитальный ремонт и модернизация 2017 год рмц-1000 мм , гарантия 6 мес. Токарно-винторезный 16Б16КП, 16Е16КП капитальный ремонт и модернизация 2017 год Средневолжский з-д рмц-750-1000 мм , гарантия 6 мес. аналогичные модели с рмц 750 мм Токарно-винторезный Б16Д25 16к25, МК6056 капитальный ремонт и модернизация 2017 год рмц-1000 мм , гарантия 6 мес. Токарно-винторезный 1В62Г бу в хорошем рабочем состоянии Станок токарно-винторезный 16к20 рмц 1000 мм б/у в хорошем состоянии после среднего ремонта Токарно-винторезный 1м63 1500 Тбилиси после ревизии в хорошем состоянии Токарно-винторезный 1м63 1500 Тбилиси с малой наработкой Токарно-винторезный SN501*1000 шпиндель 105 мм с конусной линейкой после среднего ремонта в отличном состоянии Станок токарно-винторезные 16к20пф1 под ремонт Станки сверлильные и расточные Станок вертикально-сверлильный 2с132 после капитального ремонта гарантия Станок вертикально-сверлильный 2с132 в отличном состоянии Станок вертикально-сверлильный 2н125 в отличном состоянии Станок радиально-сверлильный 2К52-1 после среднего ремонта в хорошем состоянии , 2 штуки Станок радиально-сверлильный 2Л53У в отличном состоянии Шлифовальные и доводочные станки Бесцентровошлифовальный 3м184 б/у в отличном состоянии Обдирочно-заточные 3Б633 Кругло-шлифовальный 3В10 с ВШГ Станок плоско-шлифовальный ОШ-48 в хорошем состоянии Вертикально-фрезерный 6М13П в отличном состоянии, после ремонта Вертикально-фрезерный 6р12 в отличном состоянии, после среднего ремонта Вертикально-фрезерный 6р12 в отличном состоянии, после среднего ремонта Станок вертикально-фрезерный 6т12-1 после капитального ремонта, гарантия 1 год Станок вертикально-фрезерный 6т13-1 после капитального ремонта, гарантия 1 год Станок универсально-фрезерный 6т82ш после капитального ремонта, гарантия 1 год Станок универсально-фрезерный 6т83ш после капитального ремонта, гарантия 1 год Станок вертикально-фрезерный 6т12-1 б/у в отличном состоянии, после среднего ремонта Станок фрезерный горизонтальный 6р82г в хорошем состоянии , после среднего ремонта Станок фрезерный универсальный 6р80ш б/у в хорошем состоянии, после среднего ремонта Станок фрезерный универсальный 6р81ш б/у в хорошем состоянии, после среднего ремонта Станок фрезерный универсальный 6р82ш б/у в хорошем состоянии
Ремонт и строительство
3 месяца назад
Источник
Дoбрый день! Пeрeд тeм кaк описать свoй токaрный станoк xoчу сделать пpeдиcлoвиe! ЕСЛИ ВЫ HE ГОТОВЫ OTДАTЬ TAКУЮ СУММУ ЗА МOЙ СTAHОK ТO НE TPАТТЕ СBOЁ И MОЁ ВPЕMЯ ПOЖАЛУЙCTА . Tокаpный стaнoк мой личный я нe зaнимaюсь пeрeкупами станков как Вы видите много объявлений на сайтах, я не занимаюсь восстановлением станков, СТАНОК ЛИЧНО МОЙ! Значит станок 16К20ПФ1 РМЦ 1000мм длинна обрабатываемой заготовки 1994 года выпуска . В СТАНКЕ РАБОТАЕТ ВСЁ В ПРЯМОМ И ПЕРЕНОСНОМ СМЫСЛЕ ! начну по порядку:1) задняя бабка в отличном состоянии люфта пиноли нету, воздушная или пневмо как хотите называйте ( подключается шланг компрессора и при расслаблении крепления клапан пускает воздух тем самым приподнимает заднюю бабку чтоб токарю было её легко перемещать) 2) лампа освещения диодная линза свет отлично 3) ремень главного привода установлен ручейковый один а не куча клиновых 4)одна из изюминок моего станка это суппорт ( малая продольная подача) с автоматической механической подачей что позволяет точить конуса и т д на автоматической подачи и также на ней установлена цифровая индикация с линейкой 5 микрон ( очень тяжелой найти 16к20 с мех подачей суппорта с уци) 5)резцедержатель также в отличном состоянии в внутри стоят новые текстолитовые вставки заводские для вращения резцедержатель а не пластик или ещё что то за г, также я усовершенствовал и установил дополнительные болты для крепления резцов коротких державок что видно на фото, ключ к резцедержателю прилагаю к станку 6) Система смазки каретки работает хорошо подаётся на направляющие , также насос качает отлично в коробку скоростей пи желании откроем верхнюю крышку станка, масло залито новое 7) патрон токарный стоит новый 250 мм белорусский с шагом 9 , кулачки даже не растачивал ещё , коробка из под нового патрона отдам она на фото она видна , в комплекте ключ для патрона и обратные кулачки также новые которые шли в комплекте, покупал патрон за 34000 р.
Tокаpный стaнoк мой личный я нe зaнимaюсь пeрeкупами станков как Вы видите много объявлений на сайтах, я не занимаюсь восстановлением станков, СТАНОК ЛИЧНО МОЙ! Значит станок 16К20ПФ1 РМЦ 1000мм длинна обрабатываемой заготовки 1994 года выпуска . В СТАНКЕ РАБОТАЕТ ВСЁ В ПРЯМОМ И ПЕРЕНОСНОМ СМЫСЛЕ ! начну по порядку:1) задняя бабка в отличном состоянии люфта пиноли нету, воздушная или пневмо как хотите называйте ( подключается шланг компрессора и при расслаблении крепления клапан пускает воздух тем самым приподнимает заднюю бабку чтоб токарю было её легко перемещать) 2) лампа освещения диодная линза свет отлично 3) ремень главного привода установлен ручейковый один а не куча клиновых 4)одна из изюминок моего станка это суппорт ( малая продольная подача) с автоматической механической подачей что позволяет точить конуса и т д на автоматической подачи и также на ней установлена цифровая индикация с линейкой 5 микрон ( очень тяжелой найти 16к20 с мех подачей суппорта с уци) 5)резцедержатель также в отличном состоянии в внутри стоят новые текстолитовые вставки заводские для вращения резцедержатель а не пластик или ещё что то за г, также я усовершенствовал и установил дополнительные болты для крепления резцов коротких державок что видно на фото, ключ к резцедержателю прилагаю к станку 6) Система смазки каретки работает хорошо подаётся на направляющие , также насос качает отлично в коробку скоростей пи желании откроем верхнюю крышку станка, масло залито новое 7) патрон токарный стоит новый 250 мм белорусский с шагом 9 , кулачки даже не растачивал ещё , коробка из под нового патрона отдам она на фото она видна , в комплекте ключ для патрона и обратные кулачки также новые которые шли в комплекте, покупал патрон за 34000 р. 8)Электрошкаф полностью перебрал электрика стоит новая ,пускатели, тепловые реле,лампочки, установил обычную розетку с наружи на 220 для нужд питается от станка 9) Насос СОЖ смазывающей охлаждающей жидкости работает отлично, установил две трубки для охлаждения заготовки и резца также видно на фото на каждой краник 10) Направляющие станины для 1994 я считаю в отличном состоянии фото прилагаю приложил штангенциркуль чтоб видно было ступеньки которой нету 11) ОДНО ИЗ САМЫХ ЛЮБИМЫХ В МОЁМ СТАНКЕ это УЦИ устройство цифровой индикации на Х Y Z на которую я потратил также куча денег и не пожалел, смысл заключается в том что на станке установлен блок с экраном на котором показываются перемещение осей Х Y Z ЦЕНА ДЕЛЕНИЯ 5 МИКРОН это продольное перемещение 1000 мм, поперечное перемещение 330 мм и суппортное малое продольное с градусной шкалой перемещения 150 мм. УЦИ позволяет выполнять точные операции , позволяет подсчитать конус в градусах , запоминает показания и т д инструкция я приложу к станку .
8)Электрошкаф полностью перебрал электрика стоит новая ,пускатели, тепловые реле,лампочки, установил обычную розетку с наружи на 220 для нужд питается от станка 9) Насос СОЖ смазывающей охлаждающей жидкости работает отлично, установил две трубки для охлаждения заготовки и резца также видно на фото на каждой краник 10) Направляющие станины для 1994 я считаю в отличном состоянии фото прилагаю приложил штангенциркуль чтоб видно было ступеньки которой нету 11) ОДНО ИЗ САМЫХ ЛЮБИМЫХ В МОЁМ СТАНКЕ это УЦИ устройство цифровой индикации на Х Y Z на которую я потратил также куча денег и не пожалел, смысл заключается в том что на станке установлен блок с экраном на котором показываются перемещение осей Х Y Z ЦЕНА ДЕЛЕНИЯ 5 МИКРОН это продольное перемещение 1000 мм, поперечное перемещение 330 мм и суппортное малое продольное с градусной шкалой перемещения 150 мм. УЦИ позволяет выполнять точные операции , позволяет подсчитать конус в градусах , запоминает показания и т д инструкция я приложу к станку . Работает не тихо конечно не как школьник а как обычный токарный станок большой. Рассказал что помнил , скажу только что я некогда не встречал в продаже 16к20пф1 с УЦИ с тремя осями и мех подачей и в наше время не так легко найти 16к20 в хорошем состоянии. Продаю в связи с тем что у меня в ГСК сеть не выдерживает реле щитовой ГСК т к председатель установил ограничение на пусковые и рабочие токи и приходится мне его продавать оставляю себе поменьше мой второй токарный 1м61. Станок находится в городе Электроугли если что где осмотр и забирать. На месте запустим , проверим. Прежде чем звонить убедитесь что Вам всё понравилось фото и описание! Спасибо, удачи!
Работает не тихо конечно не как школьник а как обычный токарный станок большой. Рассказал что помнил , скажу только что я некогда не встречал в продаже 16к20пф1 с УЦИ с тремя осями и мех подачей и в наше время не так легко найти 16к20 в хорошем состоянии. Продаю в связи с тем что у меня в ГСК сеть не выдерживает реле щитовой ГСК т к председатель установил ограничение на пусковые и рабочие токи и приходится мне его продавать оставляю себе поменьше мой второй токарный 1м61. Станок находится в городе Электроугли если что где осмотр и забирать. На месте запустим , проверим. Прежде чем звонить убедитесь что Вам всё понравилось фото и описание! Спасибо, удачи!
Ремонт и строительство
Москва, Восточный административный округ, район Новогиреево
3 года назад
Источник
Токарные станки по металлу. Общие сведения
Токарные станки по металлу предназначены для обработки главным образом тел вращения. При точении с них снимается стружка, и заготовка приобретает нужную форму. Доказано, что токарный станок является одним из древнейших, созданных человеком. Впоследствии именно на его основе были сконструированы сверлильные, расточные и другие станки.
При точении с них снимается стружка, и заготовка приобретает нужную форму. Доказано, что токарный станок является одним из древнейших, созданных человеком. Впоследствии именно на его основе были сконструированы сверлильные, расточные и другие станки.
Современные токарные станки очень разнообразны и составляют значительную часть всего выпускаемого металлорежущего оборудования. Выделяют, например, универсальные станки с полноценной системой управления, станки с малыми габаритами, токарно-револьерыне центры. Токарный станок позволяет выполнять следующие основные операции:
- наружное точение и внутреннее растачивание;
- сверление, зенкерование и развертывание отверстий;
- нарезание резьбы резцом и метчиком;
- обработка канавок и отрезка.
Кроме того, на некоторых токарных станках можно выполнять и фрезерные операции. Существуют также специализированные токарные станки по металлу для обработки труб различного диаметра, муфт, колесных пар и прочих изделий.
Стремление максимально автоматизировать производство привело к появлению на рынке токарных станков с ЧПУ (с числовым программным управлением). Наряду с традиционной, в станках с ЧПУ используется компоновка, которая подразумевает наличие у станины наклонных направляющих. Это существенно упрощает процесс удаления стружки. Рабочая зона, закрытая специальными кожухами, является герметичной.
Токарные станки с ЧПУ состоят из следующих основных узлов.
- Жесткая станина. Чаще всего, это массивная литая чугунная конструкция с ребрами жесткости, которая обеспечивает стойкость к изгибающим нагрузкам и демпфирование вибраций.
- Шпиндель, с помощью которого вращается заготовка. Шпиндель может вращаться как по часовой стрелке, так и против. Необходимая скорость вращения задается в управляющей программе. Современные станки с ЧПУ умеют поддерживать постоянную скорость резания, автоматически изменяя обороты шпинделя при уменьшении диаметра обработки.
- Револьвер для автоматической смены инструмента.
 Револьверные головки бывают разных типов и рассчитаны на разное количество инструментов (обычно, от 8 до 24).
Револьверные головки бывают разных типов и рассчитаны на разное количество инструментов (обычно, от 8 до 24). - Задняя бабка для поджима деталей большой длины. Задняя бабка может быть гидравлической или с сервоприводом, может быть полностью управляемой или только с подвижной пинолью.
 Револьверные головки бывают разных типов и рассчитаны на разное количество инструментов (обычно, от 8 до 24).
Револьверные головки бывают разных типов и рассчитаны на разное количество инструментов (обычно, от 8 до 24).На видео ниже показан процесс создания современного токарного станка с ЧПУ от изготовления станины до установки кожухов.
Современные токарные станки с ЧПУ также часто имеют следующие управляемые элементы.
- Щуп для обмера/привязки режущего инструмента. Щуп позволяет проводить обмер инструмента, как в ручном, так и в автоматическом режиме. Безаварийное функционирование станка во многом определяется правильностью выполнения привязки. С помощью такого щупа можно также контролировать износ инструмента.
- Система удаления стружки. На токарных станках чаще применяется транспортер для удаления стружки ленточного типа. Такой транспортер лучше справляется со сливной токарной стружкой. Применяется также и система шнекового типа.
- Подача СОЖ высокого давления через инструмент. Давление СОЖ может достигать 70 бар. Струя подается непосредственно в зону резания, охлаждая инструмент и деталь и эффективно удаляя стружку. Все это увеличивает срок службы инструмента и повышает качество обрабатываемой поверхности.
- Люнет для работы с деталью большой длины. Используется, когда поджима задней бабкой недостаточно или когда такой поджим невозможен (внутренняя обработка с торца). Зажим-разжим гидравлического люнета происходит по команде из управляющей программы.
- Ловитель деталей. Применяется при работе токарного станка с автоматическим податчиком прутка или вытягивателем прутка. Ловитель деталей увеличивает автоматизацию производства: нет необходимости останавливать станок и открывать дверь, чтобы достать готовую деталь.
 На токарных станках чаще применяется транспортер для удаления стружки ленточного типа. Такой транспортер лучше справляется со сливной токарной стружкой. Применяется также и система шнекового типа.
На токарных станках чаще применяется транспортер для удаления стружки ленточного типа. Такой транспортер лучше справляется со сливной токарной стружкой. Применяется также и система шнекового типа.
Токарные станки с ЧПУ обладают многими преимуществами. Наиболее важными из них являются:
- высокий уровень автоматизации производственного процесса и его автономности;
- вмешательство оператора в работу станка сводится к минимуму и, в основном, ограничивается визуальным контролем и загрузкой заготовок;
- высокая производственная гибкость и простота наладки: для обработки деталей одного типа на станке с ЧПУ необходимо всего лишь произвести замену управляющей программы;
- высокий уровень точности ЧПУ-обработки и ее повторяемость: при необходимости по одной и той же программе на современном токарном станке можно изготавливать тысячи деталей, практически идентичных между собой;
- продолжительный срок работы до капитального ремонта, высокая надежность, износостойкость и долговечность.
Для подготовки управляющей программы для станка с ЧПУ сейчас широко применяются компьютерные технологии — CAD/CAM системы. Использование таких систем позволяет значительно сократить сроки проектирования и изготовления изделий, снижает вероятность ошибок. С помощью CAD/CAM систем можно выполнить трехмерную имитацию процесса обработки, перед изготовлением детали непосредственно на станке, т.е. выполнить проверку на возможные столкновения.
С помощью CAD/CAM систем можно выполнить трехмерную имитацию процесса обработки, перед изготовлением детали непосредственно на станке, т.е. выполнить проверку на возможные столкновения.
Таким образом, токарные станки с ЧПУ — современное и многофункциональное оборудование, призванное решать самый широкий круг задач, связанных с металлообработкой. Его использование позволяет оптимизировать производственный процесс предприятия, наладить выпуск конкурентоспособной продукции, отвечающей самым высоким требованиям потребителей.
Скорость и подача – производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Опишите скорость, подачу и глубину резания.
• Определите скорость вращения для различных материалов и диаметров.
• Опишите федерацию для токарной обработки.
• Опишите скорость настройки.
• Опишите канал настроек.
Чтобы эффективно управлять любым станком, оператор должен понимать важность скорости резания и подачи. Много времени может быть потеряно, если станки не настроены на правильную скорость и подачу заготовки.
Много времени может быть потеряно, если станки не настроены на правильную скорость и подачу заготовки.
Чтобы устранить эту потерю времени, мы можем и должны использовать рекомендуемые скорости съема металла, которые были исследованы и протестированы производителями стали и режущего инструмента. Мы можем найти эти скорости резания и скорости съема металла в нашем приложении или в Справочнике по машинному оборудованию.
Мы можем управлять подачей на токарном станке с помощью сменных шестерен в быстросменном редукторе. Наш учебник рекомендует, когда это возможно, делать только два прохода для приведения диаметра к размеру: черновой проход и чистовой проход.
По моему опыту, я сделал по крайней мере три разреза. Один для быстрого удаления лишнего материала: черновой рез, один рез для окончательной обработки и учета давления инструмента и один для чистовой обработки.
Если бы вы целый день резали нить: изо дня в день. Вы можете настроить токарный станок только на два прохода. Один разрез для удаления всего материала, кроме 0,002 или 0,003, и последний разрез для сохранения размера и отделки. Это делается все время в некоторых магазинах сегодня.
Один разрез для удаления всего материала, кроме 0,002 или 0,003, и последний разрез для сохранения размера и отделки. Это делается все время в некоторых магазинах сегодня.
Замечали ли вы, что когда вы делаете очень маленькую резку на токарном станке от 0,001 до 0,002, качество отделки обычно оставляет желать лучшего, а на черновом проходе, сделанном до этого очень легкого прохода, отделка была хорошей? Причина этого в том, что при выполнении чистовых пропилов желательно некоторое давление инструмента.
дюймов в минуту = дюймов в минуту
об/мин = оборотов в минуту
Подача = IPM
#T = Количество зубьев фрезы
Подача/зуб = количество стружки на зуб, разрешенное для материала
Стружка/зуб = допустимая подача на зуб для материала
Скорость подачи = ChipTooth × #T × RPM
Пример: Материал = Алюминий 3-дюймовая фреза, 5 зубцов Нагрузка на стружку = 0,018 на зуб Об/мин = 3000 дюймов в секунду = 0,018 × 5 × 3000 = 270 дюймов в минуту
1. Скорость резания определяется как скорость (обычно в футах в минуту) инструмента, когда он режет заготовку.
Скорость резания определяется как скорость (обычно в футах в минуту) инструмента, когда он режет заготовку.
2. Скорость подачи определяется как расстояние, пройденное инструментом за один оборот шпинделя.
3. Скорость подачи и скорость резания определяют скорость съема материала, потребляемую мощность и чистоту поверхности.
4. Подача и скорость резания в основном определяются разрезаемым материалом. Кроме того, следует учитывать глубину реза, размер и состояние станка, а также жесткость станка.
5. Черновая обработка (глубина резания от 0,01 до 0,03 дюйма) для большинства алюминиевых сплавов выполняется со скоростью подачи от 0,005 дюйма в минуту (дюйм/мин) до 0,02 дюйма в минуту, а чистовая обработка (глубина от 0,002 дюйма до 0,012 дюйма) cut) работает со скоростью от 0,002 до 0,004 дюймов в минуту.
6. По мере уменьшения мягкости материала скорость резания увеличивается. Кроме того, по мере того, как материал режущего инструмента становится прочнее, скорость резания увеличивается.
7. Помните, что на каждую тысячную глубину резания диаметр заготовки уменьшается на две тысячные.
Сталь Железо Алюминий Свинец
Рис. 1. Увеличение скорости резания в зависимости от твердости обрабатываемого материала
Углеродистая сталь Быстрорежущая сталь Карбид
Рис. 2. Увеличение скорости резания в зависимости от твердости режущего инструмента
Скорости резания:
Рабочая скорость резания токарного станка может быть определена как скорость, с которой точка на рабочей окружности проходит мимо режущего инструмента. Скорость резания всегда выражается в метрах в минуту (м/мин) или в футах в минуту (фт/мин). Промышленность требует, чтобы операции обработки выполнялись как можно быстрее; поэтому текущие скорости резания должны использоваться для типа разрезаемого материала. Если скорость резания слишком высока, кромка режущего инструмента быстро ломается, что приводит к потере времени на восстановление инструмента. При слишком низкой скорости резания будет потеряно время на операцию обработки, что приведет к низкой производительности. На основе исследований и испытаний, проведенных производителями стали и режущего инструмента, см. таблицу скоростей резания токарных станков ниже. Перечисленные ниже скорости резания быстрорежущей стали рекомендуются для эффективного съема металла. Эти скорости могут незначительно варьироваться в зависимости от таких факторов, как состояние машины, тип обрабатываемого материала и наличие песка или твердых пятен в металле. Число оборотов, на которое должен быть установлен токарный станок для резки металлов, следующее:
При слишком низкой скорости резания будет потеряно время на операцию обработки, что приведет к низкой производительности. На основе исследований и испытаний, проведенных производителями стали и режущего инструмента, см. таблицу скоростей резания токарных станков ниже. Перечисленные ниже скорости резания быстрорежущей стали рекомендуются для эффективного съема металла. Эти скорости могут незначительно варьироваться в зависимости от таких факторов, как состояние машины, тип обрабатываемого материала и наличие песка или твердых пятен в металле. Число оборотов, на которое должен быть установлен токарный станок для резки металлов, следующее:
Для определения числа оборотов токарного станка при выполнении на нем операций:
Формула: RPM = (CuttingSpeed x 4) / Диаметр
Сначала мы должны определить рекомендуемую скорость резания для материала, который мы собираемся обрабатывать.
Научитесь пользоваться Справочником по машинному оборудованию и другими соответствующими источниками для получения необходимой информации.
ПРИМЕР: С какой скоростью должно вращаться сверло диаметром 3/8 дюйма при сверлении мягкой стали?
Из рекомендуемой скорости резания из наших раздаточных материалов для занятий используйте скорость резания 100 для низкоуглеродистой стали.
(100 x 4) / 0,375 = 1066 об/мин
Каким было бы число оборотов в минуту, если бы мы обтачивали на токарном станке заготовку диаметром 0,375 из мягкой стали?
об/мин = 100 х 4 / 1,00 = 400 об/мин
Рекомендуемая скорость резания для шести материалов в об/мин
Эти диаграммы предназначены для инструментов HSS. При использовании карбида нормы могут быть увеличены.
Подача токарного станка:
Подача токарного станка — это расстояние, на которое режущий инструмент продвигается по длине заготовки за каждый оборот шпинделя. Например, если токарный станок настроен на подачу 0,020 дюйма, режущий инструмент будет перемещаться по длине заготовки на 0,020 дюйма за каждый полный оборот, который делает заготовка. Подача токарного станка зависит от скорости ходового винта или подающего стержня. Скорость регулируется переключением передач в быстросменном редукторе.
Подача токарного станка зависит от скорости ходового винта или подающего стержня. Скорость регулируется переключением передач в быстросменном редукторе.
По возможности следует делать только два разреза, чтобы получить разрез по диаметру. Поскольку цель чернового реза — быстрое удаление лишнего материала, качество поверхности не имеет большого значения. Следует использовать грубый корм. Чистовая обработка используется для доведения диаметра до нужного размера и получения хорошего качества поверхности, поэтому следует использовать мелкую подачу.
Рекомендуемые подачи для резки различных материалов при использовании режущего инструмента из быстрорежущей стали указаны в таблице ниже. Для обработки общего назначения рекомендуется подача от 0,005 до 0,020 дюйма для черновой обработки и подача от 0,012 до 0,004 дюйма для чистовой обработки.
Чтобы выбрать правильную скорость подачи для сверления, необходимо учитывать несколько факторов.
1. Глубина отверстия – удаление стружки
2. Тип материала – обрабатываемость
Тип материала – обрабатываемость
3. Охлаждающая жидкость – поток, туман, кисть
4. Размер сверла
5. Насколько сильна установка?
6. Чистота отверстий и точность
Подачи для токарной обработки:
Для механической обработки общего назначения используйте рекомендуемую скорость подачи 0,005–0,020 дюйма на оборот для черновой обработки и 0,002–0,004 дюйма на оборот для чистовой обработки.
Подача различных материалов (с использованием режущего инструмента из быстрорежущей стали)
Установка скоростей на токарном станке:
Токарные станки предназначены для работы на различных скоростях вращения шпинделя для обработки различных материалов. Там скорости измеряются в RPM (обороты в минуту) и изменяются коническими шкивами или уровнями шестерен. На одном токарном станке с ременным приводом различные скорости достигаются за счет замены плоского ремня и заднего зубчатого привода. На редукторном токарном станке скорости изменяются путем перемещения рычагов скорости в соответствующие положения в соответствии с таблицей оборотов, закрепленной на токарном станке (чаще всего на шпиндельной бабке). Перемещая положение рычага, положите одну руку на планшайбу или патрон и медленно сформируйте планшайбу рукой. Это позволит рычагам зацепить зубья шестерни без столкновения. Никогда не меняйте скорость, когда токарный станок работает на станках, оснащенных приводами с регулируемой скоростью, скорость изменяется путем поворота рукоятки во время работы станка.
Перемещая положение рычага, положите одну руку на планшайбу или патрон и медленно сформируйте планшайбу рукой. Это позволит рычагам зацепить зубья шестерни без столкновения. Никогда не меняйте скорость, когда токарный станок работает на станках, оснащенных приводами с регулируемой скоростью, скорость изменяется путем поворота рукоятки во время работы станка.
Настройка подачи:
Подача на токарном станке или расстояние, на которое каретка проходит при обороте шпинделя, зависит от скорости стержня подачи или ходового винта. Это контролируется переключением передач в быстросменном редукторе. Этот быстросменный редуктор получает привод от шпинделя передней бабки через концевую зубчатую передачу. Таблица подач и резьбы, установленная на передней части быстросменного редуктора, указывает различные подачи и метрические шаги или резьбу на дюйм, которые можно получить, установив рычаги в указанные положения.
Чтобы установить скорость подачи для токарного станка Acura:
Пример:
1. Выберите нужную скорость подачи на диаграмме (см. рис. 2)
Выберите нужную скорость подачи на диаграмме (см. рис. 2)
2. Выберите федерацию 0,007 – LCS8W (см. рис. 2)
3. L = рычаг выбора высокого/низкого уровня (см. рис. 3)
4. C = выберите диапазоны подачи и измените значение C на этом рычаге (см. рис. 3)
5. S = выберите диапазоны подачи и измените значение на S на этом рычаге (см. рис. 3)
6. 8 = Выберите коробку передач и измените значение на 8 на этом рычаге (см. рис. 3)
7.W = Выберите диапазоны подачи и измените значение на W на этом рычаге (см. рис. 3). Перед включением станка убедитесь, что все рычаги полностью зацеплены, повернув вручную шпиндель передней бабки, и убедитесь, что стержень подачи вращается.
1. Что такое IMP и RPM?
2. Какова формула скорости подачи?
3. Каким было бы число оборотов в минуту, если бы мы обтачивали заготовку диаметром 1,00 дюйма из низкоуглеродистой стали с помощью режущего инструмента из быстрорежущей стали?
4. Каким было бы число оборотов в минуту, если бы мы обтачивали заготовку диаметром 1,00 дюйма из низкоуглеродистой стали с помощью твердосплавного режущего инструмента?
5. Скорость резания углеродистой стали и диаметр обрабатываемой детали составляет 6,00”. Найдите правильное число оборотов.
Скорость резания углеродистой стали и диаметр обрабатываемой детали составляет 6,00”. Найдите правильное число оборотов.
6. Центровочное сверло имеет сверло диаметром 1/8 дюйма. Найдите правильный RPM для использования углеродистой стали.
7. Если скорость резки алюминия составляет 300 футов в минуту, а диаметр заготовки составляет 4,00 дюйма, какова частота вращения?
8. Что такое черновая и чистовая обработка алюминия?
9. Установите скорость подачи черновой обработки, как показано на рис. 5.
10. Установите скорость подачи чистового прохода, как показано на рис. 5.
Определить скорость шпинделя для точения, фрезерования, сверления и развертывания с
Скорость вращения регулируется в соответствии с подачей мини-токарного станка
|



