Содержание
Что такое хонингование цилиндров двигателя автомобиля и зачем нужно
Хонингование цилиндров двигателя — это окончательная обработка поверхности с помощью специальных инструментов и является финишной операцией при капитальном ремонте мотора. Расскажем что это такое подробно.
Для чего нужно
Хонингование производят для уменьшения шероховатости стенок цилиндров и, чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.
При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Что такое и его плюсы
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — тщательная обработка цилиндров двигателя для последующей работы. В результате цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта.
Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
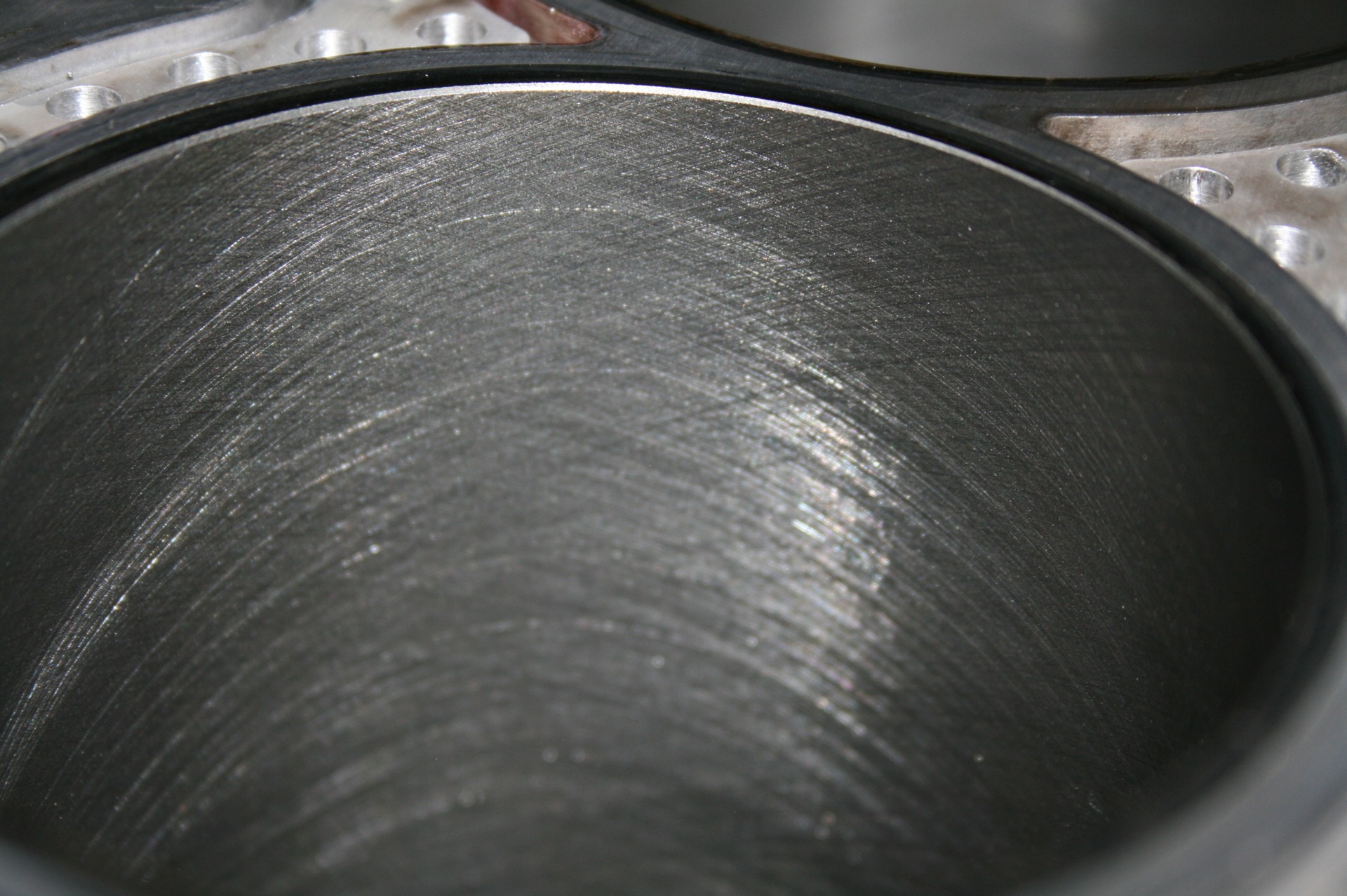
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
Как происходит процесс
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — черновая обработка цилиндров, для которой применяют крупный абразив.
Второй этап — окончательная или финишная обработка. В дело вступает мелкозернистый абразив, который дает высокую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
После процесса нужно вымыть двигатель. Это позволит удалить металлические стружки и остатки полировочных паст.
Некоторые специалисты проделывает еще одну операцию — финишную чистку абразивной пастой. Она удаляет острые углы и впадины, оставшиеся после процесса хонингования. В результате достигается гладкая поверхность цилиндров двигателя.
Хонинговка блока цилиндров — Технический Центр Мотортехнология
Статья
автор
МоторТехнология
Выработка ресурса мотором – неизбежный процесс, и неважно, насколько аккуратно его эксплуатировали. При капитальном ремонте мастер проводящий ремонт, реализует сложнейшие операции, требующие максимальной точности. Одна из таких – хонингование блока цилиндров.
Что такое хонингование
Слово «хонингование» пошло от английского «hone», что в переводе – «точить». Это название технологии абразивной обработки отверстий деталей автомобиля конической и цилиндрической формы посредством специальных насадок (хонов). Цель хонингования – достижение требуемой степени шероховатости поверхностей и максимальной точности их геометрических размеров.
Обычно хонингование требуется полостям разных компонентов двигателей, но нередко проводят и наружную обработку крупных деталей с помощью специализированных или модифицированных шлифовальных и горизонтально-расточных станков. Хонингование актуально для деталей из черных (сталь, чугун) и цветных (алюминий, магний, бронза, латунь и т.п.) металлов.
Хонингование актуально для деталей из черных (сталь, чугун) и цветных (алюминий, магний, бронза, латунь и т.п.) металлов.
Для двигателей внутреннего сгорания (ДВС) автомобилей в первую очередь выполняется хонингование цилиндров. Но также технология применима для обработки постелей коленвала, отверстий в нижней головке шатуна, втулок верхней головки и коромысел привода клапанного механизма.
Зачем выполняется хонингование
Точность обрабатывания хоном рабочей поверхности цилиндров двигателя куда выше, если сравнивать с применением расточных инструментов. Как следствие:
- благодаря обработке в разы сокращается период обкатки двигателя, в особенности если установлены особые компрессионные кольца, которые куда быстрее и точнее прирабатываются к стенкам цилиндров. Это благоприятно сказывается на ресурсе ДВС;
- обеспечивается наилучшая компрессия в цилиндрах. В результате двигатель начинает работать с предельной отдачей. Параллельно с этим увеличивается экономичность, снижается расход масла на угар;
- куда меньше газов прорывается в картер двигателя внутреннего сгорания, а значит моторное масло дольше сохраняет изначальные свойства;
- нивелируется конусность и эллипсность цилиндров мотора, нуждающегося в капремонте.
 Ресурс ДВС от этого только увеличивается.
Ресурс ДВС от этого только увеличивается.
 Ресурс ДВС от этого только увеличивается.
Ресурс ДВС от этого только увеличивается.За счет хонингования блока цилиндров рабочая поверхность последних получает микропрофиль – углубления необходимы для удерживания частиц моторного масла. Особенно выигрывают от этого высокооборотистые двигатели, в которых поршни движутся с большой скоростью, а масляный туман, идущий из картера, не успевает оседать на стенках цилиндров. Хонингование в таком случае создает так называемый «аккумулятор масла», необходимый, чтобы детали цилиндропоршневой группы не работали на сухую, что чревато ускоренным износом.
Когда выполняется операция
Хонингование цилиндров для большей части двигателей выпускаемых сейчас автомобилей выполняют ещё на заводе с целью достичь эффекта «аккумулятора масла». Повторная процедура выполняется при капитальном ремонте, обычно после расточки.
Как часто требуется повторное хонингование сказать сложно, так как многое зависит от условий эксплуатации ДВС, манеры вождения, качества топлива и моторного масла.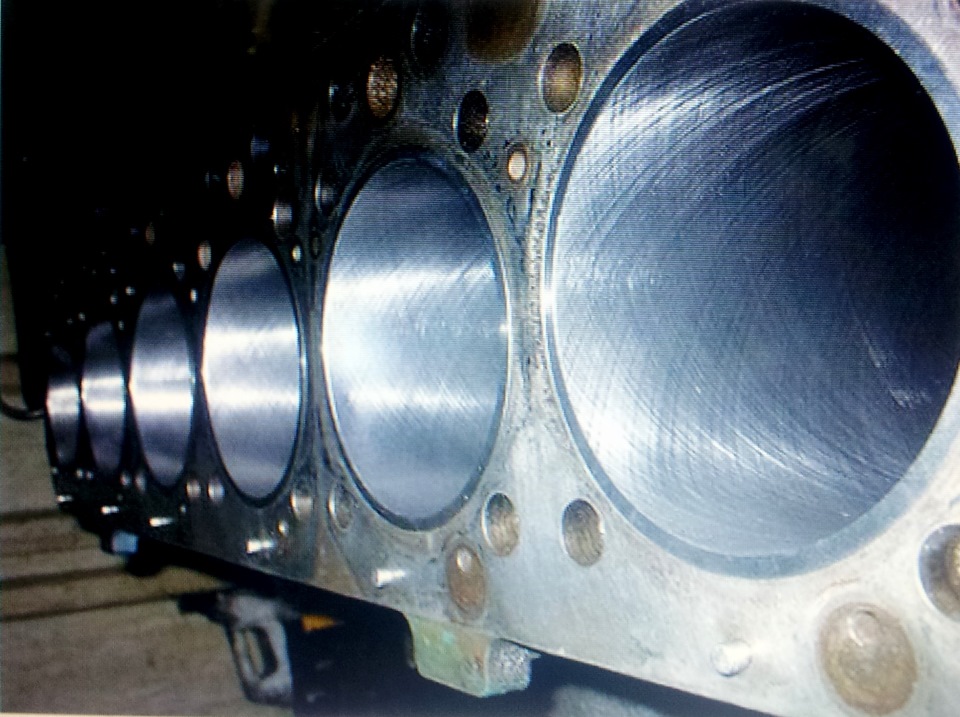 Но, когда пробег превышает 150 тысяч километров, порой проявляются признаки, указывающие, что помимо иных операций по ремонту мотора, пора обновлять образованный микропрофиль цилиндров.
Но, когда пробег превышает 150 тысяч километров, порой проявляются признаки, указывающие, что помимо иных операций по ремонту мотора, пора обновлять образованный микропрофиль цилиндров.
Пора делать хонинговку блока, если:
- заметно упала мощность двигателя;
- на холостом ходу возникают плавающие обороты;
- повысился расход топлива и масла.
Также о многом скажет цвет выхлопа. Если появился сизый оттенок, значит масло сгорает вместе с топливом – так быть не должно.
Особенности хонингования цилиндров двигателя
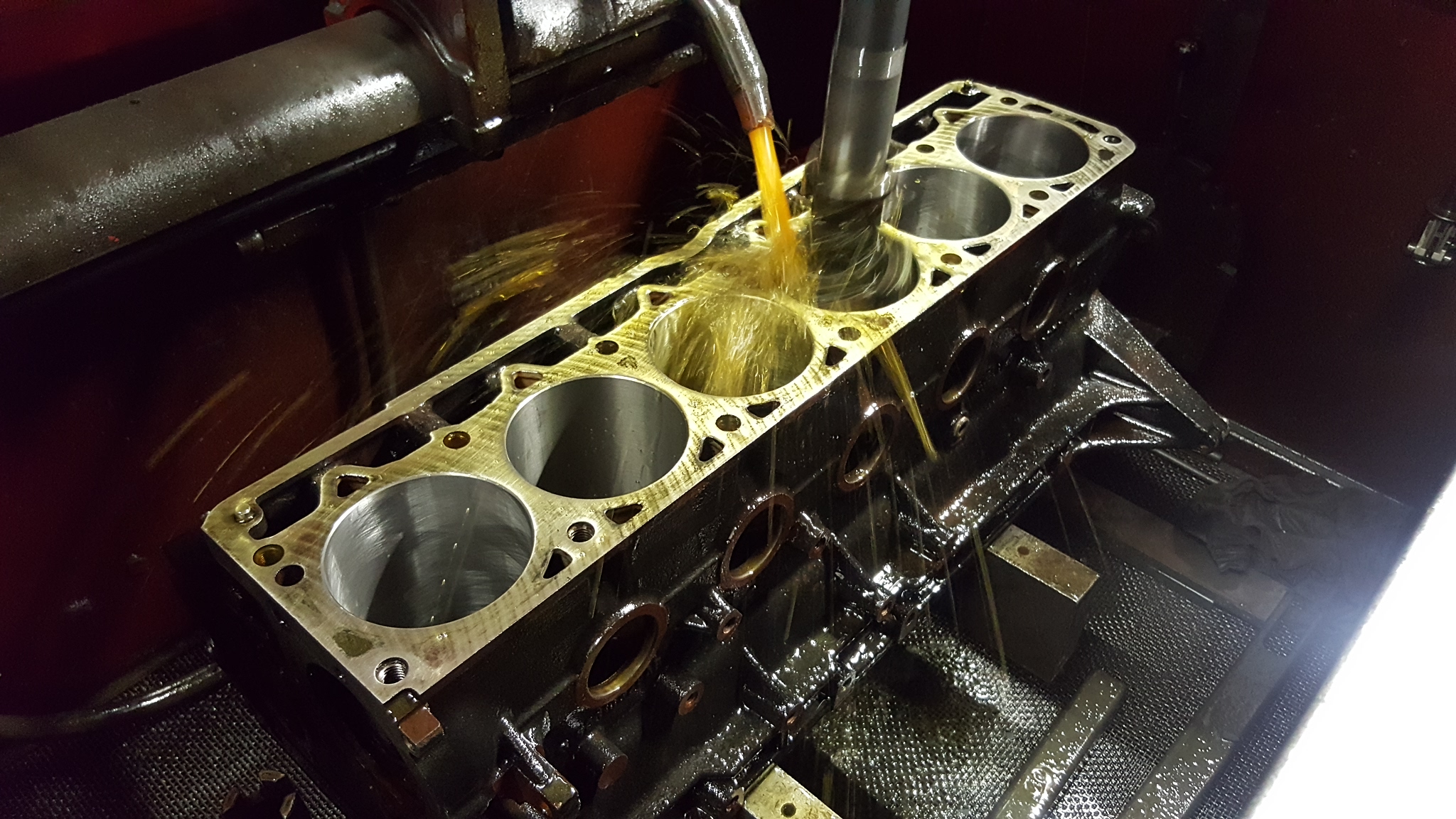
Хонинговка цилиндров выполняется таким образом: бруски-абразивы, закрепленные на хоне, прижимаются к стенкам детали, при этом насадка, шток которой зафиксирован в патроне станка, делает вращательные и возвратно-поступательные движения. При обработке поверхности она обильно смазывается смазочно-охлаждающей жидкостью.
Принцип операции меняется исходя из материала цилиндра:
- двигателям внутреннего сгорания с деталями из чугуна требуется два этапа. На первом этапе используют крупнозернистый абразив, на втором – мелкозернистый, чтобы срезать «верхушки» полученного микропрофиля и не углубить при этом риски. В завершение выполняется крацевание: нейлоновыми щетками с частичками кристаллов кремния удаляются излишки металла и абразива, образованные при хонинговании. Интересный момент – в ходе обработки чугунной детали выступают зерна графита, включенные в структуру металла. Графит сам по себе обеспечивает смазывающий эффект, и тем самым способствует уменьшению износа деталей;
- для двигателей с деталями из сплавов алюминия Alusil, Locasil и Silitec по завершении расточки требуется хонингование в три этапа. На третьем шлифуют детали с сохранением ремонтного размера;
- хонингование – единственно возможный вариант устранения конусности и эллипсности алюминиевых цилиндров, стенки которых покрыты никелем и особо прочным карбидом кремния (Nicasil). Дело в том, что нет таких резцов, которые используются при стандартной расточке.
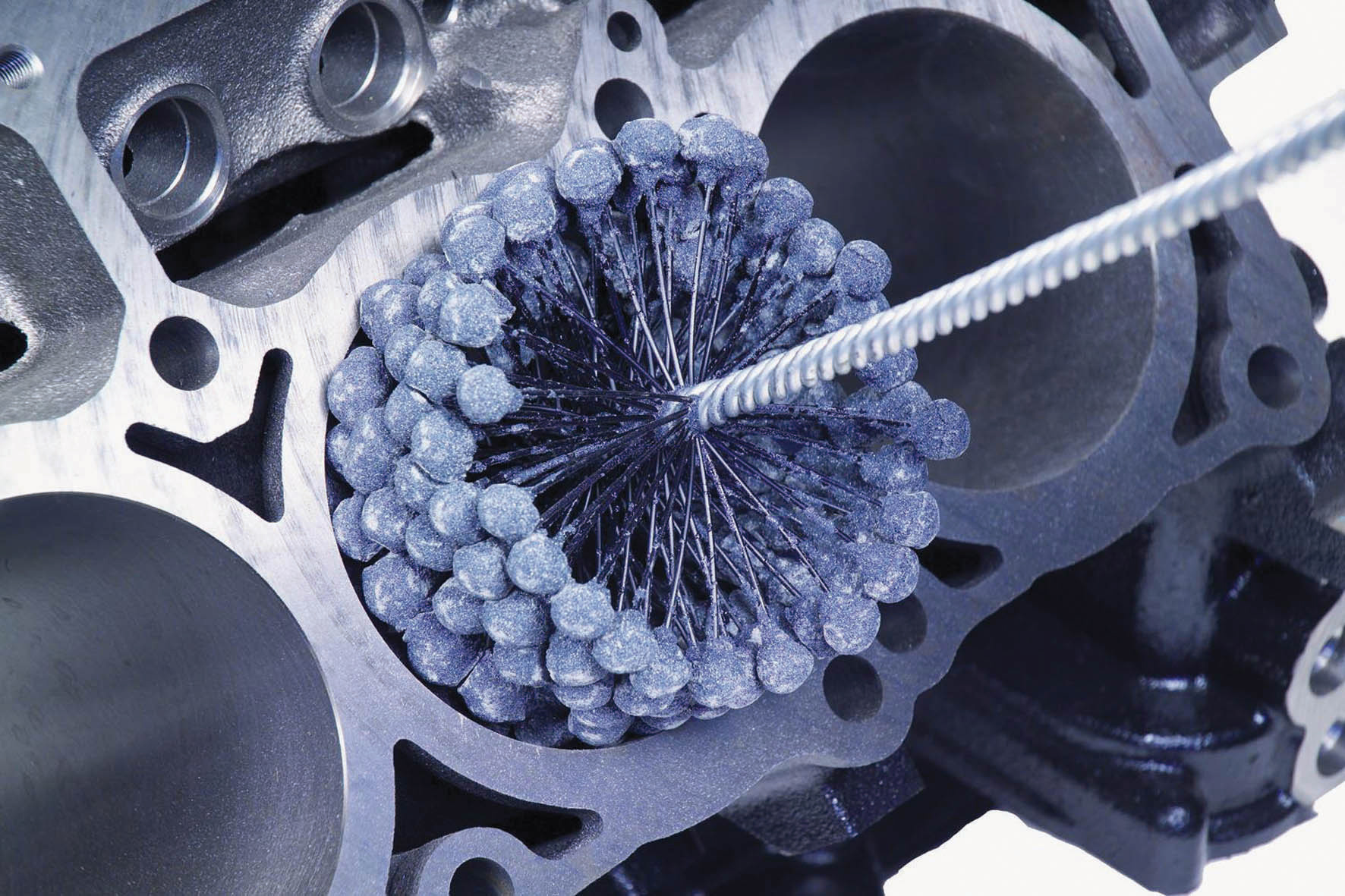 На первом этапе используют крупнозернистый абразив, на втором – мелкозернистый, чтобы срезать «верхушки» полученного микропрофиля и не углубить при этом риски. В завершение выполняется крацевание: нейлоновыми щетками с частичками кристаллов кремния удаляются излишки металла и абразива, образованные при хонинговании. Интересный момент – в ходе обработки чугунной детали выступают зерна графита, включенные в структуру металла. Графит сам по себе обеспечивает смазывающий эффект, и тем самым способствует уменьшению износа деталей;
На первом этапе используют крупнозернистый абразив, на втором – мелкозернистый, чтобы срезать «верхушки» полученного микропрофиля и не углубить при этом риски. В завершение выполняется крацевание: нейлоновыми щетками с частичками кристаллов кремния удаляются излишки металла и абразива, образованные при хонинговании. Интересный момент – в ходе обработки чугунной детали выступают зерна графита, включенные в структуру металла. Графит сам по себе обеспечивает смазывающий эффект, и тем самым способствует уменьшению износа деталей;
Условия качественного выполнения процедуры:
- шлифующая кромка равномерно давит на внутреннюю сторону цилиндра. Для деталей, сделанных из сплавов алюминия (в особенности если речь идет о тех, что с покрытием Nicasil), необходимо умеренное давление. Важно, чтобы точно соответствовали диаметр бруска и поршня, иначе обрабатываемая поверхность перегреется, образуются задиры, а из бруска будут вырваны абразивные зерна;
- правильный выбор абразива хонинговальных брусков с учетом материала цилиндров. Для моторов Alusil, например, используют бруски с «антизасаливающейся» поверхностью. К ним не будут цепляться частицы алюминия, и как следствие, не образуются задиры;
С помощью хонинговки важно достичь оптимальной степени шероховатости детали, чтобы моторное масло хорошо удерживалось. Для каждого сплава свой подход:
- у двигателей с деталями из чугуна для задания микрорельефа используют хонинговальную сетку. Ее риски в верхней части должны быть такими, чтобы при воздействии силы поверхностного натяжения масла образовывался «купол», обеспечивающий оптимальный смазывающий эффект. Угол пересечения рисок по горизонтали также важен. Оптимальное значение – 60°. При отклонениях в любую сторону на 20° смазывающий эффект ухудшается, или же повышается расход масла на угар;
- для двигателей Alusil, Silitec и Locasil уровень шероховатости во многом зависит от размеров зерен кристаллов кремния, содержащихся в сплаве, и глубины их раскрытия.
 Угол пересечения рисок по горизонтали также важен. Оптимальное значение – 60°. При отклонениях в любую сторону на 20° смазывающий эффект ухудшается, или же повышается расход масла на угар;
Угол пересечения рисок по горизонтали также важен. Оптимальное значение – 60°. При отклонениях в любую сторону на 20° смазывающий эффект ухудшается, или же повышается расход масла на угар;При желании расточку и хонинговку реально сделать самому, понадобится только специальная насадка и смазочно-охлаждающая жидкость. Но надо учесть один момент: глубина рисок хонинговальной сетки, угол пересечения и уровень шероховатости для каждой серии ДВС свой, и изготовители этой информацией делиться не торопятся. В техническом центре же такие процедуры выполняются регулярно, то есть мастера, отталкиваясь от статистики, накопили достаточно опыта.
Если выполнять хонинговку самостоятельно, хорошо, если просто не будет никакого эффекта. В худшем же случае расход масла только увеличится, а ресурс ДВС сократится. По этой причине доверить хонингование лучше профессионалам, к тому же в ходе капитального ремонта эта операция идет сразу за расточкой цилиндров.
Смотрите также:
Что такое процесс хонингования и определить, что каждая операция и машина преформирует?
▲
Разработано
- Главная
- Технология
- Что такое хонингование?
/
/
Хонинговальные станки представляют собой инструменты для шлифовки металла и процесс с использованием твердых инструментов и скоропортящихся абразивных камней для исправления диаметра
- Диаметр
- Форма
- Поверхность
- Позиционные допуски отверстий
Процесс хонингования был разработан для улучшения геометрии отверстия, контроля размера, окончательной обработки поверхности и структурирования поверхности. Процесс хонингования обеспечивает окончательный размер и создает желаемый рисунок на внутренней поверхности труб или отверстий цилиндров. Финишная обработка выполняется путем расширения абразивных камней подходящей зернистости и сорта по рабочей поверхности. Камни вращаются и совершают возвратно-поступательные движения в детали с шлифовальным абразивом под контролируемым давлением. Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Камни вращаются и совершают возвратно-поступательные движения в детали с шлифовальным абразивом под контролируемым давлением. Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Зачем хонинговать?
Экономичный метод обработки для:
- Удаление припуска
- Генерация требовательных
- Допуски на отверстия
- Полировка канала ствола
- Финишная обработка отверстий практически любого материала, например: напыляемые покрытия, CGI, керамика и т. д.
Определение хонингования (процесс):
Процесс хонингования обеспечивает окончательную проклейку и создает желаемый финишный рисунок на внутренней поверхности труб или отверстий цилиндров. Финишная обработка выполняется путем расширения абразивных камней подходящей зернистости и сорта по рабочей поверхности. Камни вращаются и совершают возвратно-поступательные движения в детали с шлифовальным абразивом под контролируемым давлением. Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Хонинговальные станки выполняют три операции
Во-первых, это процесс снятия припуска, при котором извлекается разрушенный металл и достигает основного металла.
Во-вторых, создается финишный рисунок, чтобы обеспечить наилучшую возможную поверхность для обеспечения оптимальных условий смазки.
В-третьих, хонингование обеспечивает чрезвычайно точную прямолинейность, округлость и размер цилиндрической поверхности.
Что такое однопроходный хонинговальный станок?
Однопроходное хонингование выполняется с помощью алмазного абразива, хонинговального инструмента типа расточной оправки. Этот тип хонинговального инструмента производит прямое, круглое и неконическое отверстие за один проход инструмента через деталь. Однопроходное хонингование идеально подходит для хонингования коленчатого вала двигателя и распредвала. Поскольку размер достигается за один проход, на готовой детали нет штриховки. Регулируемый однозаходный инструмент расширяет хонинговальные бруски с помощью конуса, аналогичного стандартному инструменту. Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни только расширяются для достижения размера. Другое отличие заключается в том, что хонинговальный инструмент длиннее стандартного инструмента, а суперабразивное покрытие покрывает всю длину инструмента. Однопроходный хонинговальный станок сужается примерно на семь дюймов и имеет конечную секцию размера 2,5 дюйма. См. фотографию на следующей странице. Однопроходный инструмент не имеет расширения хона в процессе обработки, станок должен быть остановлен для регулировки инструмента.
Поскольку размер достигается за один проход, на готовой детали нет штриховки. Регулируемый однозаходный инструмент расширяет хонинговальные бруски с помощью конуса, аналогичного стандартному инструменту. Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни только расширяются для достижения размера. Другое отличие заключается в том, что хонинговальный инструмент длиннее стандартного инструмента, а суперабразивное покрытие покрывает всю длину инструмента. Однопроходный хонинговальный станок сужается примерно на семь дюймов и имеет конечную секцию размера 2,5 дюйма. См. фотографию на следующей странице. Однопроходный инструмент не имеет расширения хона в процессе обработки, станок должен быть остановлен для регулировки инструмента.
Когда следует выбирать однопроходную оснастку?
Однопроходные хонинговальные станки, также называемые чистовой обработкой отверстий, используются для различных применений, требующих особых условий обработки полостей:
- Хонинговальные станки малого диаметра (обычно в пределах 2 дюймов)
- Высокопроизводительные объемы
- Снижение стоимости на деталь
- Сокращение времени простоя при смене инструмента
- Повторяемая точность для допусков на размеры, таких как размер отверстия, круглость, качество поверхности
- Для однопроходной обработки используются только суперабразивные материалы (алмаз и эльбор).
- Для постоянного удаления стружки из зоны хонингования требуется высокая скорость/объем охлаждающей жидкости
- Охлаждающие жидкости на масляной или водной основе могут использоваться для однопроходного хонингования, хотя масло является наиболее распространенным
Однопроходный процесс хонингования ограничен типами и объемами удаляемого материала. В частности, размер и объем удаляемой стружки не должны превышать зазор между суперабразивными зернами на втулке инструмента. Таким образом, процесс однопроходного хонингования лучше всего подходит для операций хонингования, которые производят относительно небольшое количество стружки, например, прерывистые или короткие отверстия. Он наиболее эффективен (но не ограничивается) при хонинговании чугуна и порошковых металлов.
Области применения, в которых используется большая длина хонингуемого материала, небольшие количества и/или требуется удаление большого количества материала, не являются лучшими деталями для однопроходного хонингования. Скорее, их лучше всего обслуживать с помощью обычного хонингования штрихов. Во многих случаях обычное хонингование ходом также может обеспечить превосходную геометрию размеров для таких применений.
Скорее, их лучше всего обслуживать с помощью обычного хонингования штрихов. Во многих случаях обычное хонингование ходом также может обеспечить превосходную геометрию размеров для таких применений.
Почему хонинговальные станки/системы?
Barnes Stroke Honing Machines & Finishing Systems предлагает полную линейку продуктов для всех требований к хонингованию. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для мелкосерийного производства. Мы также предлагаем услуги по реконструкции и модернизации существующих машин. Мы предоставляем нашим клиентам полностью разработанные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков/систем позволяет хонинговать отверстия диаметром от 0,25 до 30 дюймов и длиной до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут управляться вручную или быть полностью автоматизированными.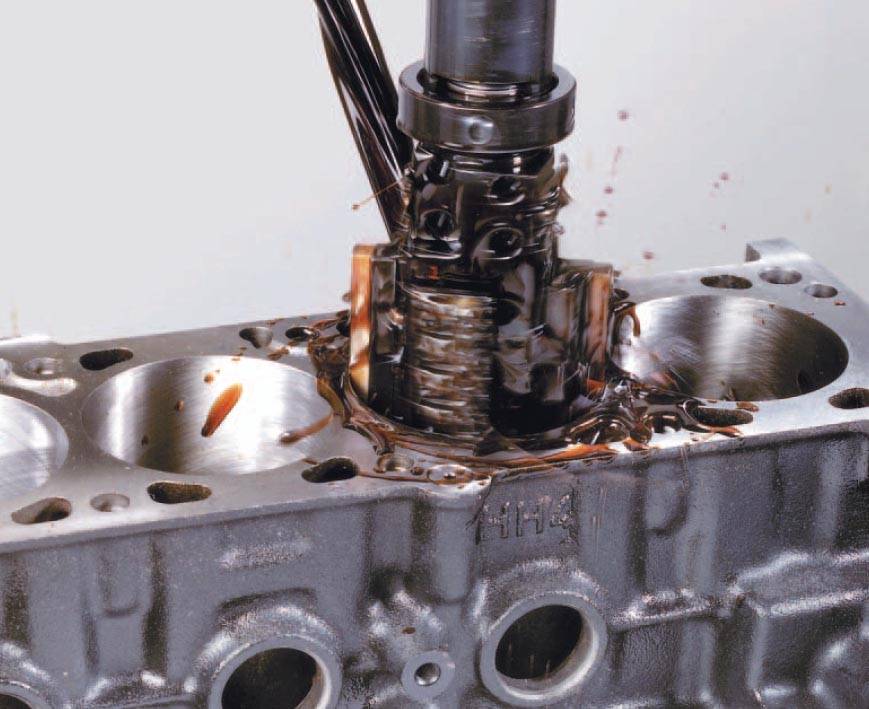 Barnes Stroke Honing & Finishing Systems ставит своей главной целью инновации и обслуживание клиентов, постоянно исследуя и разрабатывая новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что наши клиенты будут обеспечены самым современным производством и контролем.
Barnes Stroke Honing & Finishing Systems ставит своей главной целью инновации и обслуживание клиентов, постоянно исследуя и разрабатывая новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что наши клиенты будут обеспечены самым современным производством и контролем.
Почему однопроходные хонинговальные станки/системы?
Линия однопроходных хонинговальных/чистовых станков Barnes подходит для различных операций однопроходного хонингования. Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для небольших объемов производства в самых маленьких механических цехах. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить требования больших объемов производства для самых требовательных компаний. Наши однопроходные хонинговальные станки спроектированы и изготовлены с минимальными требованиями к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки от детали к детали.
Семейство торговых марок Precision Surfacing Solutions
PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS поддерживает производителей в самых разных отраслях промышленности, в которых обычно используется прецизионное шлифование, притирка, полировка, удаление заусенцев и современное оборудование для обработки материалов. Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.
Посетите сайт
Lapmaster Wolters
Основанная в Чикаго в 1948 году как производитель притирочных и полировальных станков для рынка механических уплотнений, компания Lapmaster выросла до мирового поставщика решений для более чем 20 отраслей, таких как прецизионная оптика и передовые материалы.
Посетите сайт
Barnes Honing
С 1907 года компания Barnes считается мировым лидером в разработке инновационных технологий и процессов хонингования и чистовой обработки отверстий.
Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.Посетите сайт
ISOG
С мая 2020 года бренд ISOG принадлежит всемирно активной группе Precision Surfacing Solutions Group. С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.
Посетите сайт
ELB-Schliff
Компания ELB-Schliff Werkzeugmaschinen GmbH уже более 70 лет производит плоскошлифовальные и профильные шлифовальные станки. Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».
Посетите сайт
aba Шлифование
Компания aba была основана в 1898 году под названием Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg, отсюда и инициалы aba.
Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков.Посетите сайт
REFORM
REFORM Grinding Technology GmbH специализируется на продаже, разработке и производстве шлифовальных станков для различных применений в г. Фульда (Германия).
Посетите сайт
KEHREN
Компания KEHREN, основанная в 1934 году, является хорошо зарекомендовавшим себя разработчиком и производителем высокоточных шлифовальных станков и систем следующих категорий: вертикальные шлифовальные центры, вертикальные шлифовальные центры с портальной конструкцией, плоскошлифовальные станки с поворотными столами и горизонтальные шпиндели и плоскошлифовальные станки с двойным поворотным столом и вертикальным шпинделем.
Посетите сайт
Микрон
Станки MICRON, производимые в Германии с 2009 года, представляют собой компактные и динамически жесткие шлифовальные станки, специально разработанные для глубинного и профильного шлифования.
MICRON является лидером в области шлифования гидравлических компонентов, таких как статоры, роторы и насосы для грузовиков.Посетите сайт
Peter Wolters
Компания Peter Wolters, основанная в 1804 году в Германии г-ном Петером Вольтерсом, производит оборудование для притирки, полировки и тонкого шлифования с 1936 года.
В 2019 годуPrecision Surfacing Solutions приобрела подразделение по производству вафель и сервисное обслуживание фотогальванических и специальных материалов Meyer Burger.Дополнительную информацию можно найти на сайте www.precision-surface.ch
Посетите сайт
 Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.
Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.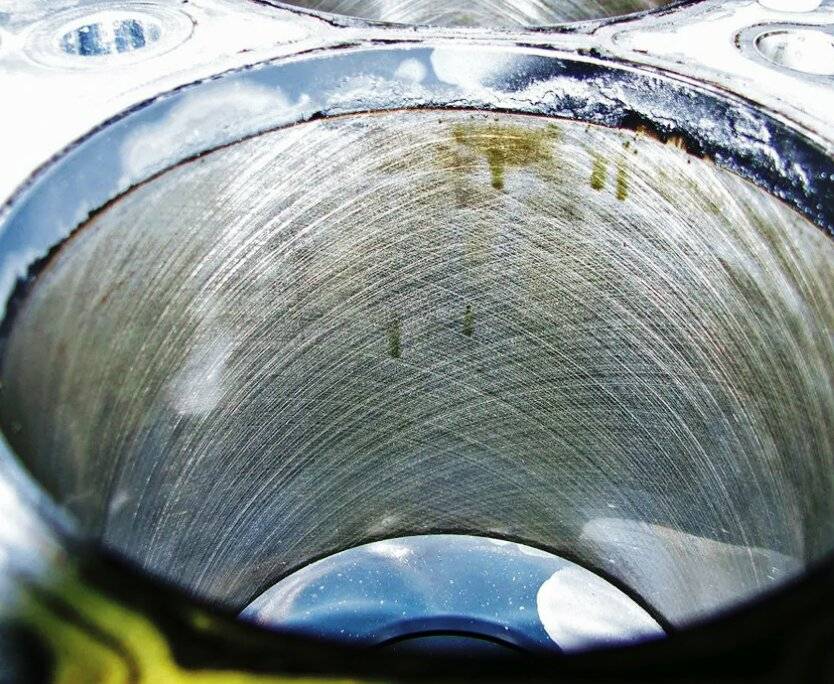 Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков.
Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков. MICRON является лидером в области шлифования гидравлических компонентов, таких как статоры, роторы и насосы для грузовиков.
MICRON является лидером в области шлифования гидравлических компонентов, таких как статоры, роторы и насосы для грузовиков.Описание процесса хонингования – Liberty Machinery
Что он делает? Как я могу его использовать? Почему это поможет мне?
Хонингование — это тип абразивного процесса, обычно используемый для финишной обработки внутренней части цилиндра. Вместо использования абразивного круга, как при шлифовании, при заточке используются несколько плоских камней, расположенных вокруг оправки, которая перемещается в отверстие и выходит из него. При вертикальном или горизонтальном хонинговании инструмент совершает возвратно-поступательное движение через отверстие, в то время как в системе однопроходной чистовой обработки может быть делительный стол с инструментами расширяющейся ширины, каждый из которых проходит через отверстие один раз. В любом случае процесс один и тот же.
Вместо использования абразивного круга, как при шлифовании, при заточке используются несколько плоских камней, расположенных вокруг оправки, которая перемещается в отверстие и выходит из него. При вертикальном или горизонтальном хонинговании инструмент совершает возвратно-поступательное движение через отверстие, в то время как в системе однопроходной чистовой обработки может быть делительный стол с инструментами расширяющейся ширины, каждый из которых проходит через отверстие один раз. В любом случае процесс один и тот же.
Поскольку хонингование является более медленным процессом, чем шлифование, температура и давление ниже. Это означает, что хонингование обеспечивает лучший контроль размера и геометрии. Хонинговщики невероятно точны и могут обрабатывать детали с точностью до 0,2 микрона (ширина бактерии). На самом деле, однопроходные хонинги настолько постоянны и точны, что их обычно не калибруют.
Хотя хонингование может занять больше времени, чем некоторые операции шлифования, его также можно выполнять без присмотра. Однозаходные хоны с алмазной или эльборовой напайкой имеют невероятно долгий срок службы.
Однозаходные хоны с алмазной или эльборовой напайкой имеют невероятно долгий срок службы.
Чтобы получить ответы на свои вопросы или дополнительную информацию о хонинговальных станках, позвоните в Liberty по телефону 847-276-2761 или отправьте нам электронное письмо по адресу [email protected].
Liberty Machinery покупает и продает все виды хонинговальных станков.
Мы являемся вашим надежным поставщиком высококачественных хонинговальных станков и другого подержанного оборудования.
Купить хонинговальный станок Продать хонинговальный станок Посмотреть видео о хонинговании
Описание процесса: Как это работает?
Хонинговальный станок сконструирован таким образом, чтобы хонинговальный станок двигался должным образом. Хонинг может быть ориентирован либо вертикально , либо горизонтально . Сам точильный станок состоит из нескольких абразивных камней из различных материалов, прикрепленных к оправке. Для вертикальных и горизонтальных хонингов эти камни расширяются и сжимаются при движении внутрь и наружу заготовки. Для однопроходных хонингов деталь остается зафиксированной. Хонинг прикреплен к возвратно-поступательному цилиндру, который перемещает точильный станок в заготовку и из нее. Необходимо использовать смазку. Делительно-поворотный стол может быстро переключаться между хонинговальными инструментами разного диаметра и абразивности.
Для вертикальных и горизонтальных хонингов эти камни расширяются и сжимаются при движении внутрь и наружу заготовки. Для однопроходных хонингов деталь остается зафиксированной. Хонинг прикреплен к возвратно-поступательному цилиндру, который перемещает точильный станок в заготовку и из нее. Необходимо использовать смазку. Делительно-поворотный стол может быстро переключаться между хонинговальными инструментами разного диаметра и абразивности.
Общие процессы:
- Клапаны гидравлические
- Картриджные клапаны
- Топливные форсунки
- Шестерни
- Стволы для оружия
- Шатуны
- Блоки двигателя
Общие отрасли промышленности:
- Автомобилестроение
- Аэрокосмическая промышленность
- Клапаны
- Нефть и газ
Основные производители хонинговальных станков
Энгис, Лапмастер, Суннен
Продайте свой хонинговальный станок
Liberty всегда ищет бывшие в употреблении хонинговальные станки, чтобы купить их для инвентаря.