Содержание
Головка блока цилиндров Subaru B9 Tribeca
3. Головка блока цилиндров
1. Снять шкив коленчатого вала.
2. Снять переднюю крышку цепи привода газораспределительного механизма (ГРМ).
3. Снять цепь привода ГРМ в сборе.
4. Снять шестерню привода распределительных валов. Используя специальное приспособление (ST 499977500, ST 18231AA020), зафиксировать положение распредвала.
1. Установить шестерню привода распределительных валов. Используя специальное приспособление, зафиксировать положение распредвал. Момент затяжки болта крепления шестерни распредвала: 29.5 Н•м.
2. Довернуть болты крепления на угол 45°±5° (впускной) и 25°±5° (выпускной), используя специальный ключ (ST 499977500).
3. Установить цепь привода ГРМ в сборе.
4. Установить переднюю крышку цепи привода ГРМ.
5. Установить шкив коленчатого вала.
1. Проверить зубья шестерни привода распредвалов на наличие повышенного износа и царапин. При необходимости заменить шестерню привода распределительного вала.
2. Убедиться в отсутствии биения между шестерней и замком.
2. Снять переднюю крышку цепи привода ГРМ.
4. Снять шестерню привода распредвала.
5. Снять шестерню коленчатого вала.
6. Снять заднюю крышку цепи привода ГРМ.
7. Снять распределительный вал (см. ниже).
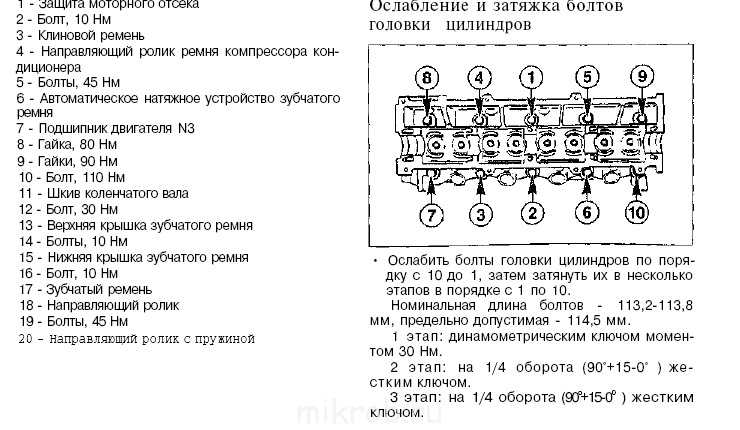
8. Отвернуть болты крепления головки блока цилиндров в последовательности указанной на рисунке. Болты (2) и (4) отвернуть на три или четыре витка резьбы, чтобы предотвратить падение головки блока цилиндра.
9. Простучав по головке блока цилиндров пластиковым молотком, отсоединить ее от блока цилиндров.
10. Отвернуть болты (2) и (4), затем снять головку блока цилиндров.
11. Снять прокладку головки блока цилиндров.
ВНИМАНИЕ
Быть осторожным, чтобы не поцарапать поверхности разъема головки блока и блока цилиндров.
1. Установить головку блока цилиндров вместе с прокладкой на блок цилиндров.
ВНИМАНИЕ
Использовать только новую прокладку головки блока цилиндров. Быть осторожным, чтобы не поцарапать поверхности разъема головки блока и блока цилиндров.
Быть осторожным, чтобы не поцарапать поверхности разъема головки блока и блока цилиндров.
2. Затянуть болты крепления головки блока цилиндров.
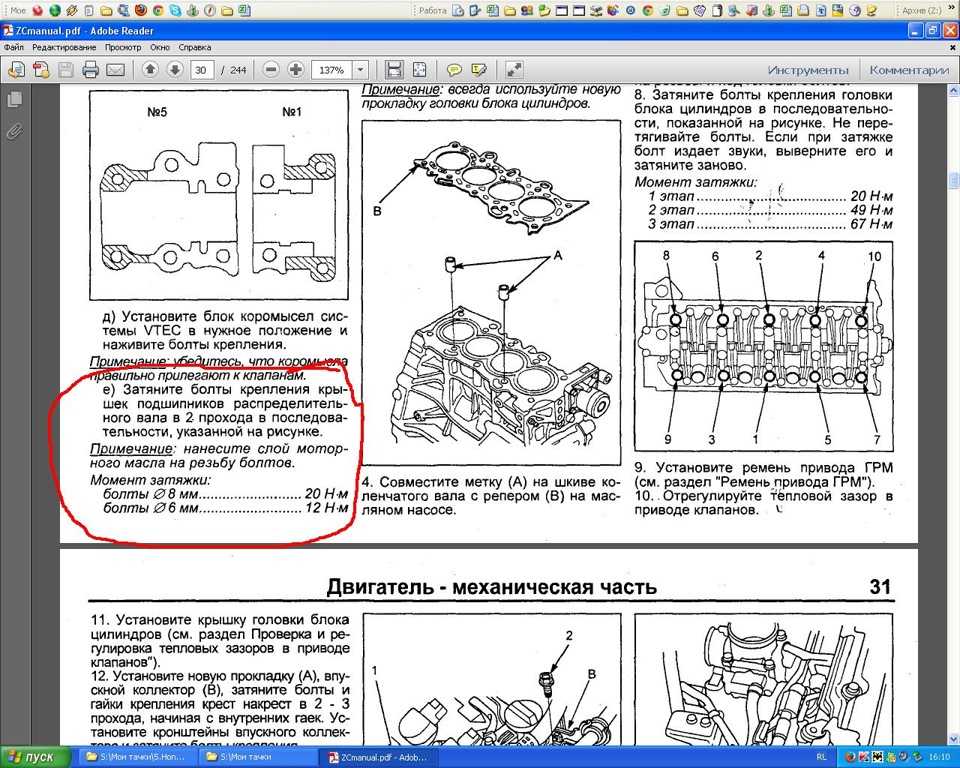
— Нанести тонкий слой моторного масла на шайбы и на резьбовые части болтов крепления.
— Установить головку блока на блок и затянуть болты крепления моментом затяжки 20 Н•м, в последовательности указанной на рисунке.
— Затянуть болты крепления головки блока с моментом затяжки 50 Н•м, в последовательности указанной на рисунке.
— Отпустить все болты крепления на 180° в последовательности обратной при затягивании, затем снова затянуть на 180°.
— Затянуть болты крепления с моментом затяжки 20 Н•м, в последовательности указанной на рисунке.
— Затянуть болты от (1) по (4) моментом затяжки 48 Н•м, в указанной последовательности.
— Затянуть болты от (5) по (8) с моментом затяжки 44 Н•м, в указанной последовательности.
— Довернуть, затягивая, все болты на 90°, в указанной ниже последовательности. Издательство «Монолит»
Издательство «Монолит»
— Довернуть болты с (1) по (4) на угол 45°, в указанной ниже последовательности.
3. Установить распределительный вал.
4. установить заднюю крышку цепи привода ГРМ.
5. Установить шестерню коленчатого вала.
6. Установить шестерню привода рас- пределительного вала.
7. Установить цепь привода ГРМ в сборе.
8. Установить переднюю крышку цепи привода ГРМ.
9. Установить шкив коленчатого вала.
1. Установить головку блока цилиндров на специальный стенд (ST 18250AA010).
2. Извлечь толкатель клапана.
3. Установить специальное приспособление (ST 499718000), на фиксатор пружины клапана (сухари). Надавить на специальное приспособление и извлечь сухари. Извлечь каждый клапан и клапанную пружину.
Примечание
Все детали газораспределительного механизма необходимо выложить таким образом, чтобы при установке сохранить их оригинальное расположение. ВНИМАНИЕ
Быть осторожным и внимательным, чтобы не перепутать местами клапана.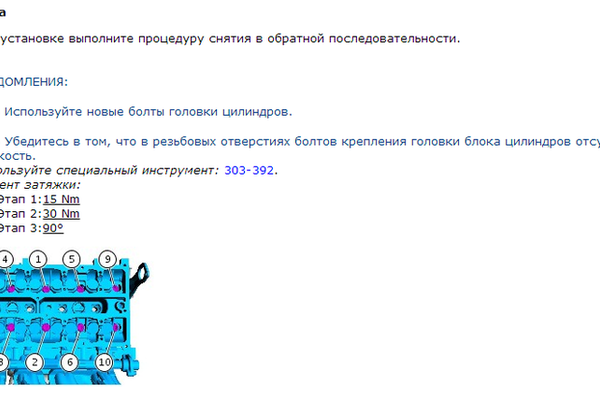 Быть осторожным, чтобы не повредить маслосъемные колпачки втулок впускных и выпускных клапанов.
Быть осторожным, чтобы не повредить маслосъемные колпачки втулок впускных и выпускных клапанов.
1. Установка пружин и клапанов:
— Установить головку блока цилиндров на специальный стенд (ST 18250AA010).
— Нанести на стержни клапанов тонкий слой моторного масла и установить их в направляющие втулки.
Примечание
При установке клапанов в направляющие, быть предельно осторожным, чтобы не повредить маслосъемные колпачки.
— Установить пружину клапана и опорные тарелки пружины.
Примечание
Убедиться в правильности установки пружины на посадочные поверхности головки блока цилиндров. Пружины впускных клапанов устанавливаются по две (внутренняя и наружная). Пружину следует устанавливать стороной с нанесенной на нее краской к сухарям.
— Установить специальное приспособление (ST 499718000) на пружину клапана, как показано на рисунке.
— Сжать пружину приспособлением и установить сухари.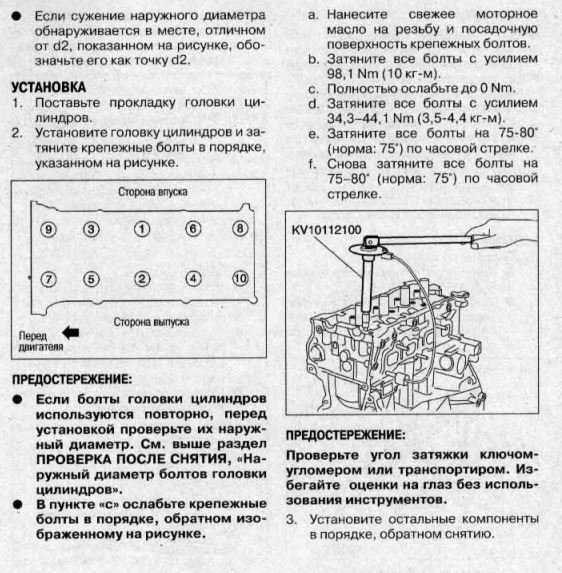
— После установки сухарей, необходимо слегка простучать по тарелке деревянным молотком, для того чтобы пружина лучше села.
2. Нанести слой моторного масла на толкатель клапана и на регулировочные шайбы.
3. Установить толкатель и шайбы.
Головка блока цилиндров в сборе
1. Убедиться в отсутствии повреждений или дефектов головки блока цилиндров. Для визуальной проверки технического состояния необходимо использовать проникающий метод (используя жидкость высокой текучестью, например керосин). Проверить головку блока на наличие мест утечек отработавших газов или охлаждающей жидкости.
2. Установить головку блока на специальный стенд (ST 18250AA010).
3. Измерить неплоскостность поверхности разъема головки блока с блоком цилиндра. Используя специальную линейку (А) и щуп (В). стандартная величина неплоскостности поверхности: 0.02 мм. стандартная величина высоты головки блока: 124±0.05 мм.
Примечание
При затягивании неравным моментом затяжки гаек крепления головки блока цилиндров, возможно коробление головки.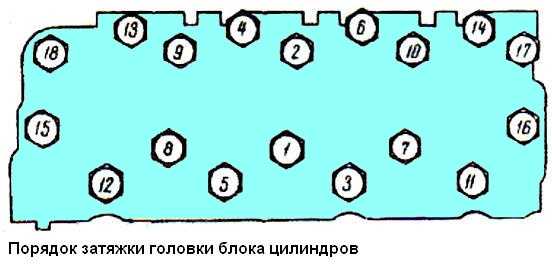 При установке головки блока цилиндров необходимо соблюдать последовательность затяжки и приложенный момент.
При установке головки блока цилиндров необходимо соблюдать последовательность затяжки и приложенный момент.
Седла клапанов
Проверить техническое состояние седел клапанов и произвести замеры основных размеров, указанных на рисунке. Высота рабочей поверхности W: 1.0 мм (впускные), 1.5 мм (выпускные).
Направляющие клапанов
1. Проверить зазор между направляющей втулкой и стержнем клапана. Зазор проверяется путем измерения наружного диаметра стержня клапана и внутреннего диаметра направляющей втулки; разность полученных величин есть зазор между направляющей и клапаном. Измерения проводятся нутромером и микрометром. Стандартная величина зазора: 0.030 — 0.057 мм (впускной) и 0.040 — 0.067 (выпускной).
2. Если зазор между направляющей втулкой и клапаном превышает стандартные величины, необходимо заменить направляющую и/или клапан, если он поврежден или имеет дефекты. Внутренний диаметр направляющей втулки: 5.500 — 5.512 мм. Наружный диаметр стержней клапанов: 5.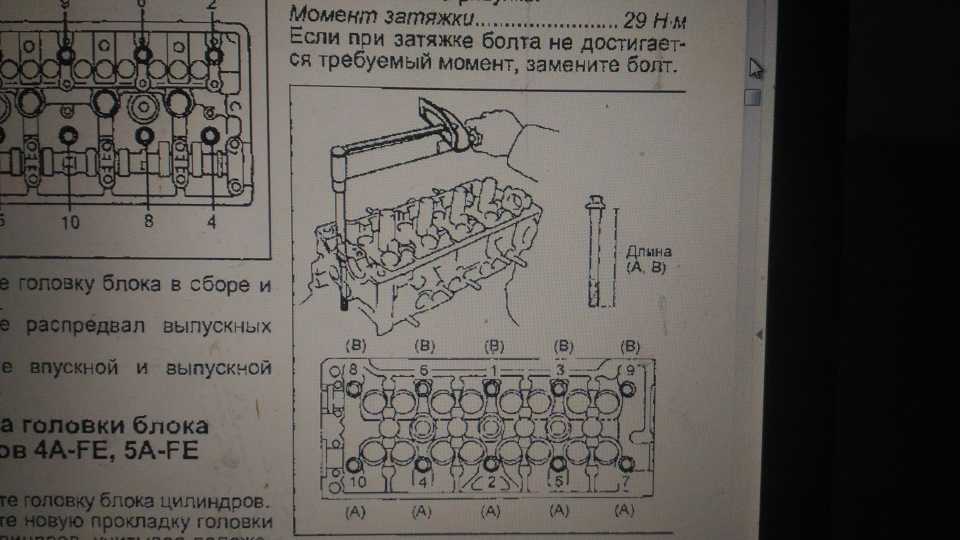 455 — 5.470 мм (впускной) и 5.445 — 5.460 мм (выпускной).
455 — 5.470 мм (впускной) и 5.445 — 5.460 мм (выпускной).
Примечание
Ниже приведены операции по замене направляющей втулки клапанов.
— Установить головку блока цилиндров на специальный стенд (ST1 18250AA010), камерами сгорания вверх.
— Используя специальную направляющую (ST2 499765700), выпрессовать направляющую втулку из головки блока цилиндров, как показано на рисунке.
— Перевернуть головку блока цилиндров и установить специальное приспособление (ST 18251AA040) так, как показано на рисунке.
— Перед установкой новой направляющей втулки, убедиться в отсутствии повреждений, царапин и других дефектов в отверстии под втулку в головке блока цилиндров.
— Установить новую направляющую втулку, нанести на наружную поверхность втулки слой моторного масла, затем установить специальную оправку (ST1 499765700) на втулку. После чего, используя направляющую (ST2 18251AA040), запрессовать втулку в головку блока цилиндров.
— Измерить выступание направляющей втулки над поверхностью головки блока цилиндров. Стандартная величина выступа: 11.4 – 11.8 мм.
— Используя развертку (ST 499765900), развернуть внутренний диаметр направляющей втулки. Установить развертку в направляющую втулку, затем медленно и аккуратно, проворачивая ее по часовой стрелке развернуть отверстие. Извлечь развертку, медленно проворачивая по часовой стрелке. После развертывания, очистить внутреннюю поверхность направляющей втулки от стружки.
Примечание
При развертывании необходимо нанести на развертку моторное масло. Если внутренняя поверхность направляющей втулки повреждена, необходимо прошлифовать край развертки.
— Повторить измерения зазора между клапаном и направляющей втулкой.
Впускные и выпускные клапана
1. Проверить на наличие повреждений, сколов и других дефектов стержни клапанов и их головки. При необходимости произвести замену клапана. Также клапан необходимо заменить если размер «Н» не соответствует стандартной величине.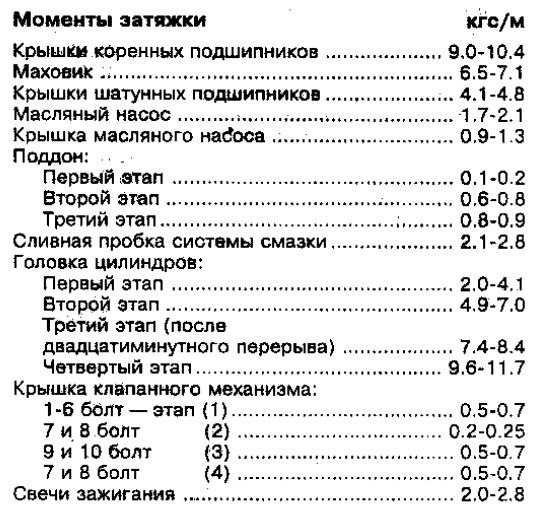 Стандартная величина размера «Н»: 1.0 мм (впускной (А)) и 1.2 мм (выпускной (В)). Длина клапана: 99.7 мм (впускной (А)) и 105.2 мм (выпускной (В)).
Стандартная величина размера «Н»: 1.0 мм (впускной (А)) и 1.2 мм (выпускной (В)). Длина клапана: 99.7 мм (впускной (А)) и 105.2 мм (выпускной (В)).
2. Нанести на поверхности контакта седла клапана с клапаном, затем притереть клапан. После притирки, заменить маслосъемные колпачки клапанов.
Пружины клапанов
1. Проверить пружины клапанов на наличие повреждений, измерить их высоту в свободном состоянии. Заменить пружину, если ее размеры не соответствуют стандартным величинам, приведенным в таблице ниже.
| Высота пружины в свободном состоянии. мм | Впускные | Внутренняя | 39.55 |
| Наружная | 41.18 | ||
| Выпускные | 46.32 | ||
| Отклонение от вертикальной оси | Впускные | Внутренняя | 2.5°1.7 мм |
| Наружная | 2.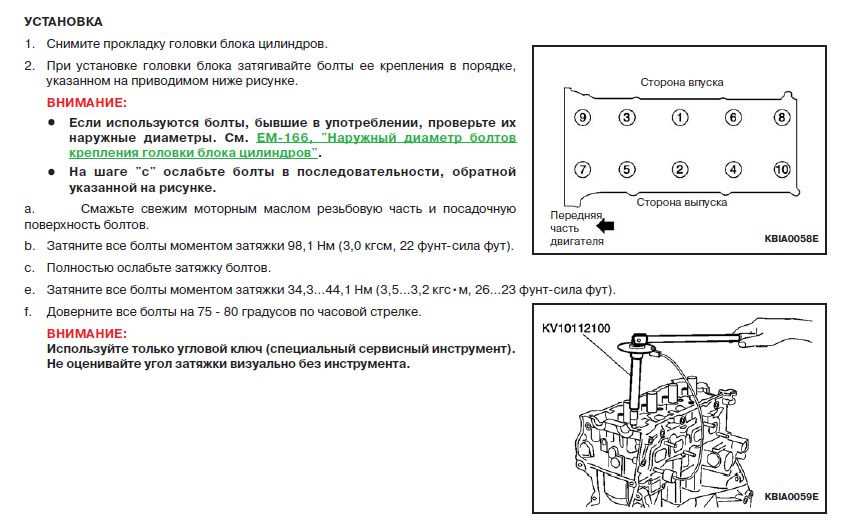 5°1.8 мм 5°1.8 мм | ||
| Выпускные | 2.5°2.0 мм | ||
2. Измерить отклонение оси пружины от вертикальной оси. Для этого необходимо установить пружину на плиту и, используя угольник, линейку или транспортир измерить отклонение в верхней точке, как показано на рисунке.
Маслосъемные колпачки
При снятии маслосъемных колпачков с направляющих втулок, используя плоскогубцы, необходимо проверить их техническое состояние и заменить новыми если:
— повреждены поверхности контакта с клапаном;
— если пружина расположена не на своем месте;
— при покрытии слоем нагара;
— при замене направляющей клапана.
1. Установить головку блока цилиндров на специальный стенд (ST1 18250AA010).
2. Используя спе5циальный инструмент (ST2 499585500), напрессовать маслосъемный колпачок, как показано на рисунке.
Примечание
Перед установкой, необходимо нанести слой моторного масла на маслосъемный колпачок.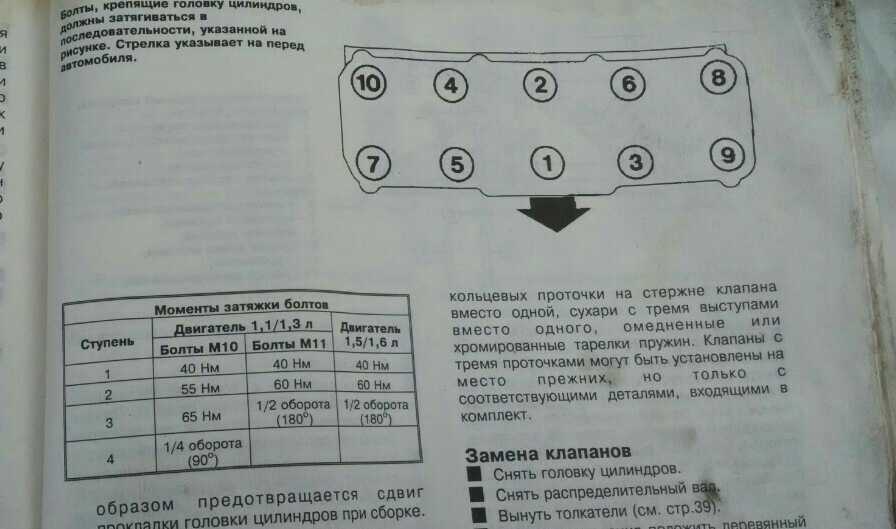 При напрессовке, не использовать молоток.
При напрессовке, не использовать молоток.
Толкатель клапана
1. Проверить техническое состояние толкателя клапана визуально.
2. Измерить наружный диаметр толкателя. Стандартная величина диаметра: 32.959 — 32.975 мм.
3. Измерить внутренний диаметр толка теля клапана. Стандартная величина внутреннего диаметра: 32.994 — 33.016 мм.
Примечание
Если разность между наружным диаметром толкателя клапана и внутренним диаметром отверстия под толкатель в головке блока не соответствует стандартной величине, необходимо заменить головку блока цилиндров в сборе. Стандартная величина разности величин: 0.019 – 0.057 мм.
Примечание
Проверка и рег улировка тепловых зазоров клапанов, необходимо проводить на холодном двигателе.
1. Установить автомобиль на подъемник.
2. Снять крышку коллектора.
3. Отсоединить отрицательную клемму от аккумуляторной батареи.
4. Поднять автомобиль.
5. Снять нижнюю защиту двигателя.
6. Опустить автомобиль.
7. При проверке на правом ряду цилиндров:
— Снять впускной воздуховод и корпус воздушного фильтра.
— Снять защиту топливного бака (прав.).
— Отсоединить разъем от датчика давления масла.
— Снять катушку зажигания.
— Снять крышку головки блока цилиндров. 8. При проверке на левом ряду цилиндров:
— Отсоединить провод аккумуляторной батареи, затем извлечь аккумулятор и его держатель.
— Отсоединить шланг PCV (вентиляции картерных газов) и перепускной шланг от крышки головки блока цилиндров.
— Отсоединить защиту топливного патрубка (лев.).
— Снять катушку зажигания.
— Снять крышку головки блока цилиндров.
9. Провернуть коленчатый вал по часовой стрелке пока кулачки распределительного вала не установятся в положение, указанное на рисунке ниже.
10. Используя специальный щуп, измерить тепловые зазоры (А) во впускных и выпускных клапанах. Зазор в клапанах: 0.20 +0.04 –0.06 мм (впускные) и 0.35±0.05 мм (выпускные).
Зазор в клапанах: 0.20 +0.04 –0.06 мм (впускные) и 0.35±0.05 мм (выпускные).
Примечание
Измерение производить в пределах ±30° от положения, показанного на рисунке.
— Измерения производить, когда клапаны полностью закрыты.
— Щуп необходимо вставлять так, как показано на рисунке – с наименьшим изгибом.
— Если тепловой зазор клапанов не соответствует стандартному значению, необходимо произвести регулировку (см. ниже).
11. При необходимости, отрегулировать зазор в клапанах.
12. Провернуть коленчатый вал по часовой стрелке и затем измерить тепловой зазор снова.
13. После проверки тепловых зазоров в клапанах, установить все снятые ранее части в последовательности обратной снятию.
ВНИМАНИЕ
Регулировку производить только на холодном двигателе. Не надевать резиновые перчатки при снятии или установке толкателей клапанов. Не использовать толкатель клапана, который падал или имеет поврежденную рабочую поверхность. При установке толкателя клапана, необходимо совместить наплыв на толкателе для предотвращения его проворачивания с выборкой в головке блока цилиндров.
При установке толкателя клапана, необходимо совместить наплыв на толкателе для предотвращения его проворачивания с выборкой в головке блока цилиндров.
Впускные клапаны
1. Измерить зазоры на всех клапанах.
Примечание
Записать показания замеров по всем клапанам.
2. Снять распределительный вал.
3. Извлечь толкатель клапана.
4. Извлечь из толкателя регулировочную шайбу.
5. Проверить толщину регулировочной шайбы.
6. Подобрать необходимую регулировочную шайбу по приведенной ниже формуле из представленной таблицы. S = (V + T) – 0.20, мм где, S – Необходимая толщина регулировочной шайбы; V – Измеренный тепловой зазор клапана; T – Толщина используемой регулировочной шайбы.
Регулировочные шайбы
| Маркировка | Толщина, мм |
| 13218АК890 | 1.92 |
| 13218АК900 | 1.94 |
| 13218АК910 | 1. 96 96 |
| 13218АК920 | 1.98 |
| 13218АК930 | 2.00 |
| 13218АК940 | 2.02 |
| 13218АК950 | 2.04 |
| 13218АК960 | 2.06 |
| 13218АК970 | 2.07 |
| 13218АК980 | 2.08 |
| 13218АК990 | 2.09 |
| 13218АL000 | 2.10 |
| 13218АL010 | 2.11 |
| 13218АL020 | 2.12 |
| 13218АL030 | 2.13 |
| 13218АL040 | 2.14 |
| 13218АL050 | 2.15 |
| 13218АL060 | 2.16 |
| 13218АL070 | 2.17 |
| 13218АL080 | 2.18 |
| 13218АL090 | 2.19 |
| 13218АL100 | 2.20 |
| 13218АL110 | 2.21 |
| 13218АL120 | 2. 22 22 |
| 13218АL130 | 2.23 |
| 13218АL140 | 2.24 |
| 13218АL150 | 2.25 |
| 13218АL160 | 2.26 |
| 13218АL170 | 2.27 |
| 13218АL180 | 2.28 |
| 13218АL190 | 2.29 |
| 13218АL200 | 2.30 |
| 13218АL210 | 2.31 |
| 13218АL220 | 2.32 |
| 13218АL230 | 2.33 |
| 13218АL240 | 2.34 |
| 13218АL250 | 2.35 |
| 13218АL260 | 2.36 |
| 13218АL270 | 2.37 |
| 13218АL280 | 2.38 |
| 13218АL290 | 2.39 |
| 13218АL300 | 2.40 |
| 13218АL310 | 2.41 |
| 13218АL320 | 2.42 |
| 13218АL330 | 2. 43 43 |
| 13218АL340 | 2.44 |
| 13218АL350 | 2.45 |
| 13218АL360 | 2.46 |
| 13218АL370 | 2.47 |
| 13218АL380 | 2.48 |
| 13218АL390 | 2.49 |
| 13218АL400 | 2.50 |
| 13218АL410 | 2.51 |
| 13218АL420 | 2.52 |
| 13218АL430 | 2.53 |
| 13218АL440 | 2.54 |
| 13218АL450 | 2.55 |
| 13218АL460 | 2.56 |
| 13218АL470 | 2.57 |
| 13218АL480 | 2.58 |
| 13218АL490 | 2.59 |
| 13218АL500 | 2.60 |
| 13218АL510 | 2.61 |
| 13218АL520 | 2.62 |
| 13218АL530 | 2.64 |
| 13218АL540 | 2.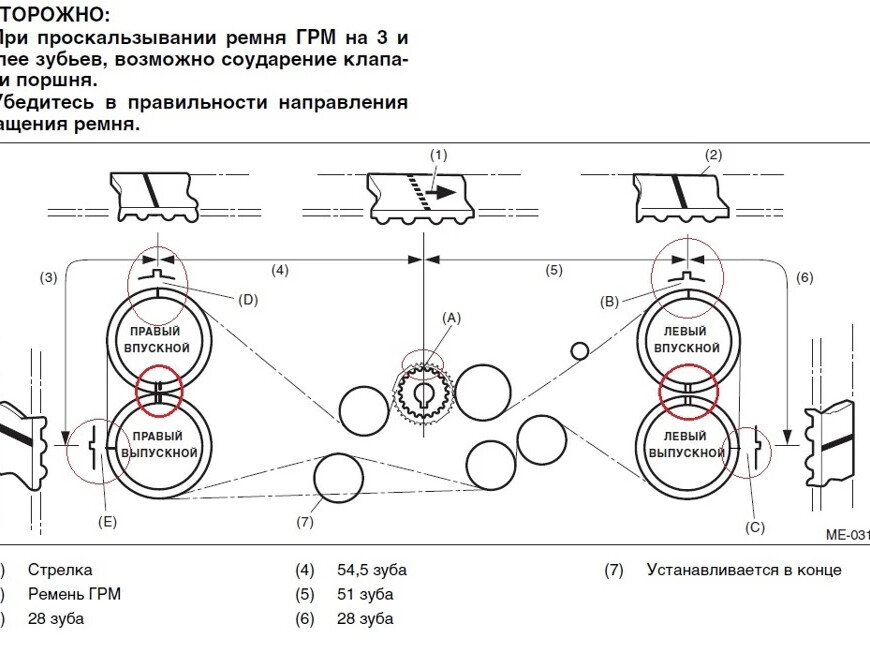 66 66 |
| 13218АL550 | 2.68 |
| 13218АL560 | 2.70 |
| 13218АL570 | 2.72 |
| 13218АL580 | 2.74 |
| 13218АL590 | 2.76 |
Выпускные клапаны
1. Измерить тепловой зазор всех клапанов.
2. Снять распределительный вал.
3. Извлечь толкатели клапанов.
4. Используя микрометр, измерить толщину толкателя клапана, как показано на рисунке.
5. Подобрать толкатель клапана с необходимой толщиной, используя формулу и данные приведенные в таблице ниже.
S = (V + T) – 0.35, мм где, S – Необходимая толщина толкателя клапана; V – Измеренный тепловой зазор клапана; T – Толщина используемого толкателя.
Размеры толкателей клапанов
| Маркировка | Толщина толкателя, мм |
| 13228AD180 | 4.32 |
| 13228AD190 | 4. 34 34 |
| 13228AD200 | 4.36 |
| 13228AD210 | 4.38 |
| 13228AD220 | 4.40 |
| 13228AD230 | 4.42 |
| 13228AD240 | 4.44 |
| 13228AD250 | 4.46 |
| 13228AD260 | 4.48 |
| 13228AD270 | 4.50 |
| 13228AD280 | 4.52 |
| 13228AD290 | 4.54 |
| 13228AD300 | 4.56 |
| 13228AD310 | 4.58 |
| 13228AD320 | 4.60 |
| 13228AC580 | 4.62 |
| 13228AC590 | 4.63 |
| 13228AC600 | 4.64 |
| 13228AC610 | 4.65 |
| 13228AC620 | 4.66 |
| 13228AC630 | 4.67 |
| 13228AC640 | 4.68 |
| 13228AC650 | 4. 69 69 |
| 13228AC660 | 4.70 |
| 13228AC670 | 4.71 |
| 13228AC680 | 4.72 |
| 13228AC690 | 4.73 |
| 13228AC700 | 4.74 |
| 13228AC710 | 4.75 |
| 13228AC720 | 4.76 |
| 13228AC730 | 4.77 |
| 13228AC740 | 4.78 |
| 13228AC750 | 4.79 |
| 13228AC760 | 4.80 |
| 13228AC770 | 4.81 |
| 13228AC780 | 4.82 |
| 13228AC790 | 4.83 |
| 13228AC800 | 4.84 |
| 13228AC810 | 4.85 |
| 13228AC820 | 4.86 |
| 13228AC830 | 4.87 |
| 13228AC840 | 4.88 |
| 13228AC850 | 4.89 |
| 13228AC860 | 4.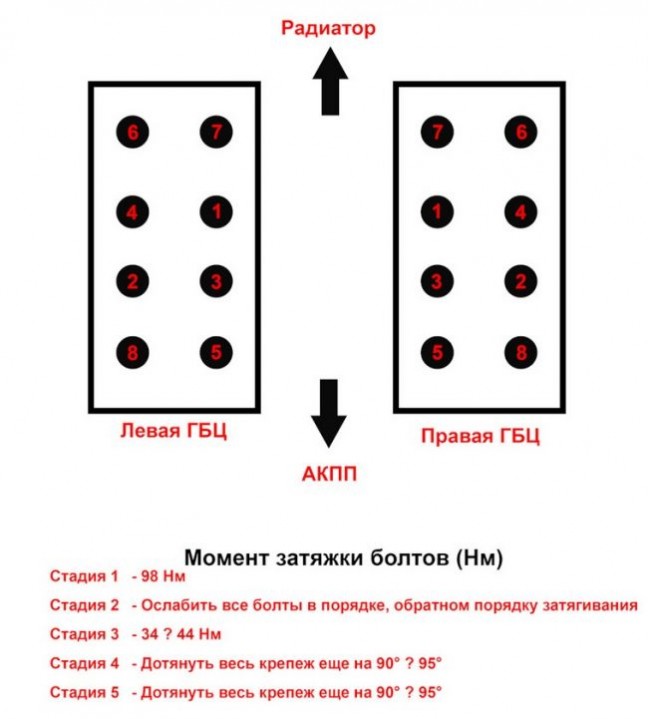 90 90 |
| 13228AC870 | 4.91 |
| 13228AC880 | 4.92 |
| 13228AC890 | 4.93 |
| 13228AC900 | 4.94 |
| 13228AC910 | 4.95 |
| 13228AC920 | 4.96 |
| 13228AC930 | 4.97 |
| 13228AC940 | 4.98 |
| 13228AC950 | 4.99 |
| 13228AC960 | 5.00 |
| 13228AC970 | 5.01 |
| 13228AC980 | 5.02 |
| 13228AC990 | 5.03 |
| 13228AD000 | 5.04 |
| 13228AD010 | 5.05 |
| 13228AD020 | 5.06 |
| 13228AD030 | 5.07 |
| 13228AD040 | 5.08 |
| 13228AD050 | 5.09 |
| 13228AD060 | 5.10 |
| 13228AD070 | 5. 11 11 |
| 13228AD080 | 5.12 |
| 13228AD090 | 5.13 |
| 13228AD100 | 5.14 |
| 13228AD110 | 5.15 |
| 13228AD120 | 5.16 |
| 13228AD130 | 5.17 |
| 13228AD140 | 5.18 |
| 13228AD150 | 5.19 |
| 13228AD160 | 5.20 |
| 13228AD170 | 5.21 |
| 13228AD180 | 5.23 |
| 13228AD190 | 5.25 |
| 13228AD200 | 5.27 |
| 13228AD210 | 5.29 |
| 13228AD220 | 5.31 |
| 13228AD230 | 5.33 |
| 13228AD240 | 5.35 |
| 13228AD250 | 5.37 |
| 13228AD260 | 5.39 |
| 13228AD270 | 5.41 |
| 13228AD280 | 5. 43 43 |
| 13228AD290 | 5.45 |
| 13228AD300 | 5.47 |
| 13228AD310 | 5.49 |
| 13228AD320 | 5.51 |
| 13228AD330 | 5.53 |
| 13228AD340 | 5.55 |
| 13228AD350 | 5.57 |
| 13228AD360 | 5.59 |
2. Отвернуть болты крепления и снять переднюю крышку цепи привода ГРМ.
Примечание
Болты крепления крышки приводной цепи имеют три разных размера. Для предотвращения неправильной установки болтов, их необходимо складывать в отдельные емкости.
1. Удалить с поверхности разъема старый герметик.
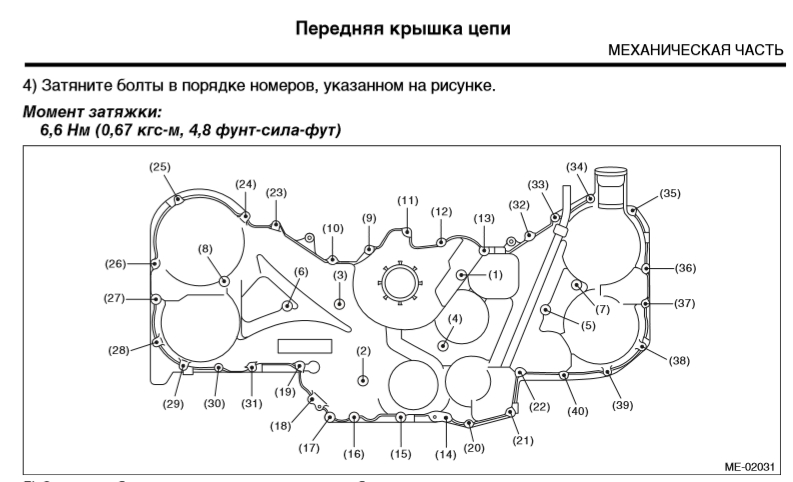
2. Нанести на поверхность разъема передней крышки цепи привода ГРМ, валиком диаметром приблизительно 2.5±0.5 мм, герметик (THREE BOND 1280B (Part No. K0877YA018)).
3. Установить крышку цепи на двигатель. Завернуть, не затягивая болты крепления.
Завернуть, не затягивая болты крепления.
4. Затянуть болты крепления в последовательности указанной на рисунке ниже. Момент затяжки болтов крепления: 6.6 Н•м.
|
Деталь
|
Резьба
|
Момент затяжки, Н·м (кгс·м)
|
|
Двигатель
| ||
| Болты крепления головки блока цилиндров |
М12х1,25
|
1-й прием: 20,0 (2,0)
|
| Гайка шпильки крепления впускной трубы и выпускного коллектора |
М8
|
21,0–26,0 (2,1–2,6)
|
| Гайка крепления натяжного ролика |
М10х1,25
|
34,0–42,0 (3,4–4,2)
|
| Гайка шпильки крепления корпуса подшипников распределительного
вала |
М8
|
18,7–23,0 (1,87–2,30)
|
| Болт крепления шкива распределительного вала |
М10
|
68,0–85,0 (6,8–8,5)
|
| Болт крепления корпуса вспомогательных агрегатов |
М6
|
6,8–8,4 (0,68–0,84)
|
| Гайки шпилек крепления выпускного патрубка рубашки охлаждения |
М8
|
16,0–23,0 (1,6–2,3)
|
| Болт крепления крышек коренных подшипников |
М10х1,25
|
69,0–84,0 (6,9–8,4)
|
| Болт крепления масляного картера |
М6
|
5,0–8,0 (0,5–0,8)
|
| Гайки болта крышки шатуна |
М9х1,0
|
44,0–54,0 (4,4–5,4)
|
| Болт крепления маховика |
М10х1,25
|
62,0–87,0 (6,2–8,9)
|
| Болт крепления насоса охлаждающей жидкости |
М6
|
78,0–80,0 (0,78–0,80)
|
| Болт крепления шкива коленчатого вала |
М12х1,25
|
99,0–110,0 (9,90–11,0)
|
| Болт крепления подводящей трубы насоса охлаждающей жидкости |
М6
|
4,1–5,1 (0,41–0,51)
|
| Гайка крепления приемной трубы глушителя |
М8х1,25
|
21,0–26,0 (2,1–2,6)
|
| Гайка крепления фланца дополнительного глушителя |
М8х1,25
|
16,0–23,0 (1,6–2,3)
|
| Гайка болта крепления передней подвески двигателя |
М10
|
42,0–51,0 (4,2–5,1)
|
| Гайка болта крепления левой подвески двигателя |
М10
|
42,0–51,0 (4,2–5,1)
|
| Гайка болта крепления кронштейна левой подвески к двигателю |
М10
|
32,0–51,0 (3,2–5,1)
|
| Гайка болта крепления задней подвески двигателя |
М10
|
28,0–34,0 (2,8–3,4)
|
| Гайка болта крепления кронштейна задней подвески к двигателю |
М12
|
62,0–98,0 (6,2–9,8)
|
| Болт крепления маслоприемника к крышке коренного подшипника |
М6
|
8,0–10,0 (0,8–1,0)
|
| Болт крепления маслоприемника к насосу |
М6
|
7,0–8,0 (0,7–0,8)
|
| Болт крепления масляного насоса |
М6
|
8,5–10,0 (0,85–1,0)
|
| Болт крепления корпуса масляного насоса |
М6
|
7,2–9,2 (0,72–0,92)
|
| Пробка редукционного клапана масляного насоса |
М16х1,5
|
46,0–73,0 (4,6–7,3)
|
| Штуцер масляного фильтра |
М20х1,5
|
38,0–87,0 (3,8–8,7)
|
| Датчик контрольной лампы давления масла |
М14х1,5
|
24,0–27,0 (2,4–2,7)
|
| Гайки крепления карбюратора |
М8
|
13,0–16,0 (1,3–1,6)
|
| Гайка крепления крышки головки блока цилиндров |
М6
|
2,0–4,7 (0,2–0,47)
|
|
Сцепление
| ||
| Гайка крепления картера сцепления к блоку двигателя |
М12х1,25
|
55,0–88,0 (5,5–8,8)
|
| Болт крепления картера сцепления к блоку двигателя |
М12х1,25
|
55,0–88,0 (5,5–8,8)
|
| Болт крепления фланца направляющей втулки муфты подшипника
выключения сцепления |
М6
|
5,0–6,5 (0,5–0,65)
|
| Болт крепления кожуха сцепления к маховику |
М8
|
19,0–31,0 (1,9–3,1)
|
| Гайка крепления картера сцепления к коробке передач |
М8
|
16,0–26,0 (1,6–2,6)
|
| Болт крепления нижней крышки к картеру сцепления |
М6
|
4,9–7,8 (0,49–0,78)
|
|
Коробка передач
| ||
| Конический винт крепления шарнира тяги привода |
М8
|
16,6–20,0 (1,66–2,0)
|
| Болт крепления механизма выбора передач |
М6
|
5,1–8,2 (0,51–0,82)
|
| Болт крепления корпуса рычага переключения передач |
М8
|
16,0–26,0 (1,6–2,6)
|
| Гайка крепления хомута тяги привода |
М8
|
16,0–26,0 (1,6–2,6)
|
| Гайка заднего конца первичного и вторичного валов |
М20х1,5
|
123,0–149,0 (12,3–14,9)
|
| Выключатель света фонарей заднего хода |
М14х1,5
|
29,0–45,0 (2,9–4,5)
|
| Болт крепления вилок к штоку |
М6
|
12,0–19,0 (1,2–1,9)
|
| Болт крепления крышки фиксаторов |
М8
|
16,0–26,0 (1,6–2,6)
|
| Болт крепления ведомой шестерни дифференциала |
М10х1,25
|
65,0–83,0 (6,5–8,3)
|
| Гайка крепления корпуса привода спидометра |
М6
|
4,5–7,2 (0,45–0,72)
|
| Гайка крепления оси рычага выбора передач |
М8
|
16,0–26,0 (1,6–2,6)
|
| Гайка крепления задней крышки к картеру коробки передач |
М8
|
16,0–26,0 (1,6–2,6)
|
| Пробка фиксатора вилки включения заднего хода |
М16х1,5
|
28,0–45,0 (2,8–4,5)
|
| Конический винт крепления рычага штока выбора передач |
М8
|
28,0–35,0 (2,8–3,5)
|
| Болт крепления картеров сцепления и коробки передач |
М8
|
16,0–26,0 (1,6–2,6)
|
| Пробки заливного и сливного отверстий |
М22х1,5
|
29,0–46,0 (2,9–4,6)
|
|
Передняя подвеска
| ||
| Гайка крепления верхней опоры телескопической стойки к кузову |
М8
|
20,0–24,0 (2,0–2,4)
|
| Гайка крепления шарового пальца к рычагу |
М12х1,25
|
80,0–96,0 (8,0–9,6)
|
| Гайка эксцентрикового болта крепления телескопической стойки
к поворотному кулаку |
М12х1,25
|
79,0–96,0 (7,9–9,6)
|
| Болт крепления телескопической стойки к поворотному кулаку |
М12х1,25
|
79,0–96,0 (7,9–9,6)
|
| Болт и гайка крепления рычага подвески к кузову |
М12х1,25
|
79,0–96,0 (7,9–9,6)
|
| Гайка крепления растяжки |
М16х1,25
|
160,0–180,0 (16,0–18,0)
|
| Болт и гайка крепления стойки стабилизатора поперечной устойчивости к
рычагу |
М10х1,25
|
43,0–53,0 (4,3–5,3)
|
| Гайка крепления штанги стабилизатора к кузову |
М8
|
13,0–16,0 (1,3–1,6)
|
| Болт крепления кронштейна растяжки к кузову |
М10х1,25
|
43,0–53,0 (4,3–5,3)
|
| Гайка крепления штока телескопической стойки к верхней опоре |
М14х1,5
|
67,0–82,0 (6,7–8,2)
|
| Болт крепления шаровой опоры к поворотному кулаку |
М10х1,25
|
50,0–63,0 (5,0–6,3)
|
| Гайка крепления ступиц передних колес |
М20х1,5
|
225,0–250,0 (22,5–25,0)
|
| Болт крепления колеса |
М12х1,25
|
65,0–95,0 (6,5–9,5)
|
|
Задняя подвеска
| ||
| Гайка нижнего крепления амортизатора |
М12х1,25
|
68,0–84,0 (6,8–8,4)
|
| Гайка крепления рычага задней подвески |
М12х1,25
|
68,0–84,0 (6,8–8,4)
|
| Гайка крепления кронштейнов рычагов подвески |
М10х1,25
|
28,0–34,0 (2,8–3,4)
|
| Гайка верхнего крепления амортизатора |
М10х1,25
|
51,0–63,0 (5,1–6,3)
|
| Гайка подшипников ступиц задних колес |
М20х1,5
|
190,0–225,0 (19,0–22,5)
|
|
Тормоза
| ||
| Болт крепления цилиндра тормоза к суппорту |
М12х1,25
|
117,0–150,0 (11,7–15,0)
|
| Болт крепления направляющего пальца к цилиндру |
М8
|
31,0–38,0 (3,1–3,8)
|
| Болт крепления тормозной скобы к поворотному кулаку |
М10х1,25
|
29,0–36,0 (2,9–3,6)
|
| Болт крепления заднего тормозного щита к балке |
М10х1,25
|
35,0–43,0 (3,5–4,3)
|
| Гайка крепления кронштейна вакуумного усилителя к усилителю
кронштейна |
М8
|
10,0–16,0 (1,0–1,6)
|
| Гайка крепления главного цилиндра к вакуумному усилителю |
М10
|
27,0–32,0 (2,7–3,2)
|
| Гайка крепления вакуумного усилителя к усилителю кронштейна |
М10
|
27,0–32,0 (2,7–3,2)
|
| Штуцеры соединений тормозных трубопроводов |
М10
|
15,0–18,0 (1,5–1,8)
|
| Наконечник гибкого шланга переднего тормоза |
М10х1,25
|
30,0–33,0 (3,0–3,3)
|
|
Рулевое управление
| ||
| Гайка крепления картера рулевого механизма |
М8
|
15,0–19,0 (1,5–1,9)
|
| Гайка крепления кронштейна вала рулевого управления |
М8
|
15,0–19,0 (1,5–1,9)
|
| Болт крепления кронштейна вала рулевого управления |
М6
|
Завернуть до отрыва головки
|
| Болт крепления вала рулевого управления к шестерне |
М8
|
23,0–27,0 (2,3–2,7)
|
| Гайка крепления рулевого колеса |
М16х1,5
|
32,0–51,0 (3,2–5,1)
|
| Контргайка рулевой тяги |
М18х1,5
|
123,0–150,0 (12,3–15,0)
|
| Гайка крепления шарового пальца тяги |
М12х1,25
|
28,0–33,0 (2,8–3,3)
|
| Болт крепления рулевой тяги к рейке |
М10х1,0
|
70,0–86,0 (7,0–8,6)
|
| Гайка подшипника шестерни рулевого механизма |
М38х1,5
|
46,0–55,0 (4,6–5,5)
|
|
Электрооборудование
| ||
| Свеча зажигания |
М14х1,25
|
31,0–39,0 (3,1–3,9)
|
| Гайка болта крепления генератора |
М12х1,25
|
59,0–73,0 (5,9–7,3)
|
|
Гайка шпильки крепления генератора
|
М10х1,25
|
28,6–46,0 (2,86–4,6)
|
Момент затяжки болта с головкой
и последовательность
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
кто-нибудь может помочь? Я завтра меняю прокладки ГБЦ (да, для меня) и надеялся, что кто-нибудь может сказать мне, как сильно их затягивать и в какой последовательности. Это Outback 98 2.5, что можно и чего нельзя делать?
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
1 — 4 из 4 Сообщений
Это оригинальные прокладки ГБЦ? Последовательность затяжки и моменты затяжки несколько раз менялись по мере изменения конструкции прокладок головок. endwrench.com может иметь некоторую информацию. Также может быть сложно выяснить, есть ли у вас последние спецификации и прокладки. Для долговечности обычно служат только оригинальные прокладки, и поверхность сопряжения блока должна быть должным образом очищена (этой проблемы было достаточно, чтобы Subaru выпустила TSB по этому поводу), а головки должны быть как минимум проверены на плоскостность или фрезерованы.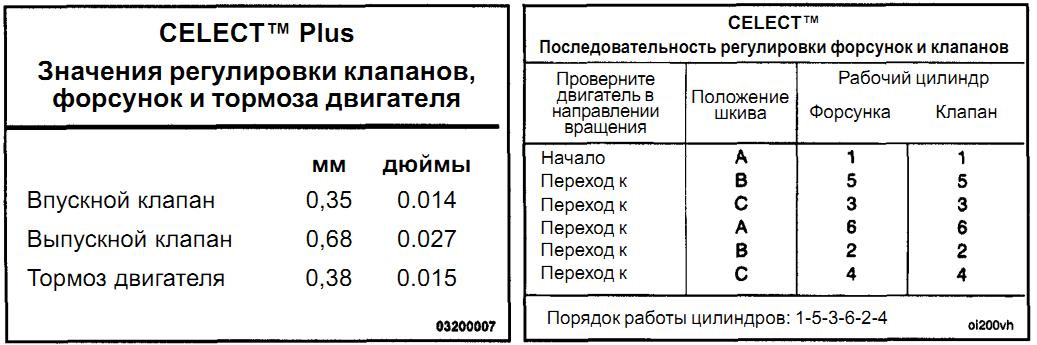 Обработка поверхности должна быть правильной, если она также фрезерована. Пропуск любого из этих шагов часто приводит к повторным сбоям в будущем.
Обработка поверхности должна быть правильной, если она также фрезерована. Пропуск любого из этих шагов часто приводит к повторным сбоям в будущем.
Да, еще этот двигатель взаимодействует между клапанами, поэтому нужно быть немного осторожным, чтобы впускной и выпускной клапаны не столкнулись при снятии ремня ГРМ. И, конечно же, используйте новый ремень ГРМ при сборке. Есть куча других вещей, которые тоже можно сделать в зависимости.
Увидеть меньше
Узнать больше
Ответить
Сохранить
Вроде
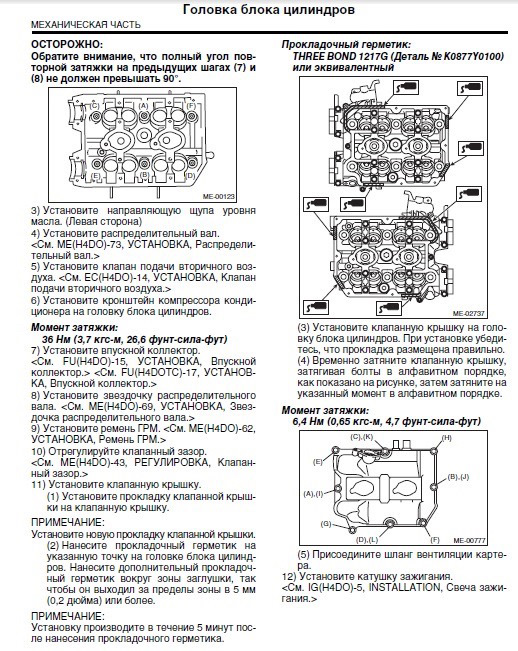
Прикрепленное изображение — SOHC, но последовательность та же.
Примечание — резьба болта с головкой смазочного материала и шайба
1) Затяните все болты моментом 29 Н·м (3,0 кгс·м, 22 фут-фунта) в алфавитной последовательности.
2) Затем затяните все болты моментом 69 Н·м (7,0 кгс-м, 51 фут-фунт) в алфавитной последовательности.
3) Сначала отвинтите все болты на 180 дюймов, затем снова отверните их на 180 дюймов.
4) Затяните болты (a) и (b) моментом 34 Н·м (3,5 кгс·м, 25 футо-фунтов).
5) Затяните болты (c), (d), (e) и (f) моментом 15 Н·м (1,5 кгс-м, 11 фут-фунт).
6) Затяните все болты на 80–90 дюймов в алфавитном порядке.
ВНИМАНИЕ: Не затягивайте болты более чем на 90″.
7) Далее затяните все болты на 80-90 дюймов в алфавитной последовательности.
ВНИМАНИЕ: Убедитесь, что общий «угол повторной затяжки» [на первых двух шагах] не превышает 180°.
Веселись
Увидеть меньше
Узнать больше
Ответить
Сохранить
Вроде
Вот прямо из журнала ремонта субарус/защелка говорит то же самое. Я надеюсь, что это поможет всем вам, любителям Subaru, и помните, что болты головки для середины головки имеют другой номер детали, следовательно, другую прочность, чем внешние болты, будьте осторожны, заказывая онлайн, я понял это на собственном горьком опыте!
20220924_161219.jpg
987,2 КБ
Просмотров: 49
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
1 — 4 из 4 Сообщений
- Это старая тема, вы можете не получить ответ и могли
возродить старую ветку. Пожалуйста, рассмотрите возможность создания новой темы.
Пожалуйста, рассмотрите возможность создания новой темы.
 Пожалуйста, рассмотрите возможность создания новой темы.
Пожалуйста, рассмотрите возможность создания новой темы.Верх
(’01-’02) — 2002 — Помогите пожалуйста с моментом затяжки ГБЦ?
Привет. Форестер 2002 года без турбины. Я купил OEM-прокладки Subaru MLS для установки на свой EJ25 без турбонаддува. Головки обработаны, а поверхности чистые и красивые. Я использую новые OEM болты с головкой. Я искал статьи, форумы, видео на YouTube и не могу найти ничего последовательного, когда речь идет о процедурах Torque. Я вижу много сообщений, в которых пользователь повторно использует болты и, кажется, пропускает некоторые шаги, которые, как я полагаю, необходимы для растяжения новых болтов? Мне нужны значения, которые были бы правильными для использования новых болтов, которые еще не были растянуты. Может ли кто-нибудь привести меня к сообщению или видео, которому этот форум доверяет как к правильной спецификации и процедуре затяжки головных болтов? (Я действительно осмотрелся, но я точно не хочу испортить эту часть). Очень ценю!
Очень ценю!
Спасибо
Дэйв
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
1 — 13 из 13 Сообщений
У вас нет инструкции по эксплуатации? Дешевая страховка и намного лучше, чем «Друг моего зятя всегда использует три щелчка рукой плюс 35 градусов»
Ответить
Сохранить
Как
@Desertflier В соответствии с официальным руководством по ремонту Subaru для 2.0/2.5 Non Turbo для 2003+ (я ожидаю, что 2002 год тоже применим)
УСТАНОВКА
1) Установите головку блока цилиндров и прокладки на блок цилиндров.
ВНИМАНИЕ:
• Используйте новые прокладки головки блока цилиндров.
• Будьте осторожны, чтобы не поцарапать сопрягаемые поверхности блока цилиндров и головки цилиндров.
2) Затяните болты крепления головки блока цилиндров.
(1) Нанесите слой моторного масла на шайбы и резьбу болтов.
(2) Затяните все болты моментом 29 Н⋅м (3,0 кгс-м, 22 ftlb) в алфавитной последовательности.
Затем затяните все болты моментом 69 Н⋅м (7,0 кгс-м, 51 фут-фунт) в алфавитной последовательности.
(3) Отверните все болты на 180° в порядке, обратном порядку установки, и снова отверните их на 180°.
(4) Затяните все болты моментом 42 Н⋅м (3,9 кгс-м, 31 фут-фунт) в алфавитной последовательности.
(5) Затяните все болты на 80° — 90° в алфавитном порядке.
(6) Затяните все болты на 40° — 45° в алфавитном порядке.
ПРИМЕЧАНИЕ:
Не затягивайте болты более чем на 45°.
(7) Далее затяните болты (a) и (b) на 40° — 45°.
ПРИМЕЧАНИЕ:
Убедитесь, что общий «угол повторной затяжки» в [прежнее
два шага], не превышайте 90°.
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
Реакции:
2
ржавый фермер сказал:
У вас нет руководства по ремонту? Дешевая страховка и намного лучше, чем «Друг моего зятя всегда использует три щелчка рукой плюс 35 градусов»
Нажмите, чтобы развернуть.
 ..
..Абсолютно согласен. Это был мой следующий шаг. Я работаю с авиационными двигателями, и меня бы не застали врасплох без актуального руководства. Я не был уверен в моей конкретной ситуации с использованием новых болтов с турбопрокладкой OEM MLS, которая не совпадает с оригинальной прокладкой OEM без MLS (которую Subaru все равно с радостью продаст вам), если процедура будет такой же. Много плохой информации, но также много информации от людей, которые выполнили десятки, если не сотни головных работ, у которых есть свои собственные процедуры, которым они клянутся. Сбивает с толку новичка.
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
ТМХ сказал:
@Desertflier Согласно официальному руководству по ремонту Subaru для двигателей 2.0/2.5 Non Turbo для автомобилей 2003+ (я ожидаю, что 2002 год также применим)
УСТАНОВКА
1) Установите головку блока цилиндров и прокладки на блок цилиндров.
ВНИМАНИЕ:
• Используйте новые прокладки головки блока цилиндров.
• Будьте осторожны, чтобы не поцарапать сопрягаемые поверхности блока цилиндров и головки цилиндров.
2) Затяните болты крепления головки блока цилиндров.
(1) Нанесите слой моторного масла на шайбы и резьбу болтов.
(2) Затяните все болты моментом 29 Н⋅м (3,0 кгс-м, 22 ftlb) в алфавитной последовательности.
Затем затяните все болты моментом 69 Н⋅м (7,0 кгс-м, 51 фут-фунт) в алфавитной последовательности.
(3) Отверните все болты на 180° в порядке, обратном установке, и снова отверните их на 180°.
(4) Затяните все болты моментом 42 Н⋅м (3,9 кгс-м, 31 фут-фунт) в алфавитной последовательности.
(5) Затяните все болты на 80° — 90° в алфавитном порядке.
(6) Затяните все болты на 40° — 45° в алфавитном порядке.
ПРИМЕЧАНИЕ:
Не затягивайте болты более чем на 45°.
(7) Далее затяните болты (a) и (b) на 40° — 45°.
ПРИМЕЧАНИЕ:
Убедитесь, что общий «угол повторной затяжки» в [прежних двух шагах
] не превышает 90°.
Посмотреть вложение 564703Нажмите, чтобы развернуть…

Спасибо за это. Та же процедура, но обычно более низкие значения крутящего момента, чем то, что я читал в другом месте. Трудно спорить с руководством Subaru. Я думаю, что в руководстве также указано повторное использование болтов, возможно, поэтому мои номера отличаются.
Увидеть меньше
Узнать больше
Ответить
Сохранить
Как
@Desertflier В руководстве не указано повторное использование болтов.
Люди, которые повторно используют болты с головкой, просто скупы и пытаются сэкономить 50 долларов в обмен на риск того, что через пару лет придется делать всю работу снова — что случалось много раз на этом форуме.
Игра с авиационными двигателями Я полагаю, вы знаете, что такое крутящий момент до текучести и что повторное использование таких болтов, когда вы достигли пластиковой области, вероятно, не самая мудрая идея
Единственные многоразовые «болты» головки блока цилиндров, которые я знаю, — это шпильки головки ARP
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
Реакции:
1
@TMX,
ЛОЖЬ ЛОЖЬ ЛОЖЬ ЛОЖЬ ЛОЖЬ.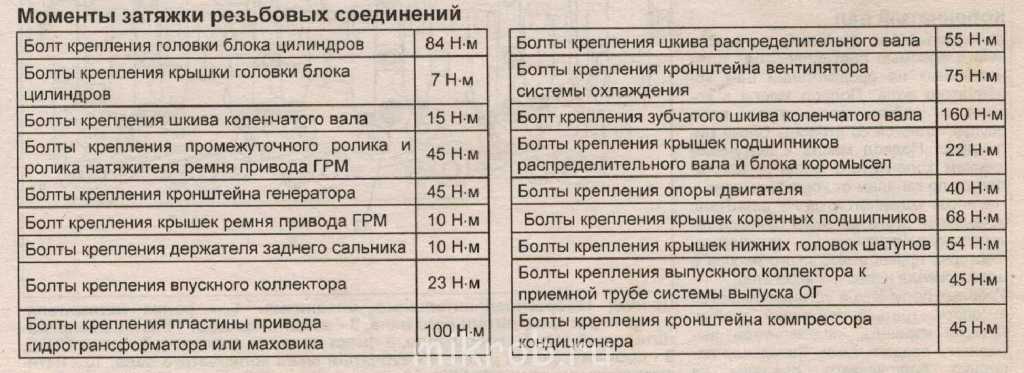
Головные болты Subaru на 100 % пригодны для повторного использования, ЕСЛИ НЕ ПОВРЕЖДЕНЫ ИЛИ КОРРОЗИРОВАНЫ. Это НЕ болты с пределом текучести (TTY), и их можно использовать повторно неограниченное количество раз, если они находятся в хорошем состоянии. Значения крутящего момента, указанные Subaru, ниже пределов текучести болтов, поэтому они никогда не растягиваются.
Людям приходится повторно выполнять ремонт HG, потому что они используют неправильный, замененный номер детали HG, которую продает SoA. Оригинальная прокладка И замененный артикул имеют графитовый слой, который изнашивается, вызывая ту же первоначальную утечку. Истинное решение для отказов HG EJ25 состоит в том, чтобы использовать HG без покрытия от турбо EJ25.
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
Реакции:
2
@TMX,
Болты с головкой Subaru не затянуты до предела текучести.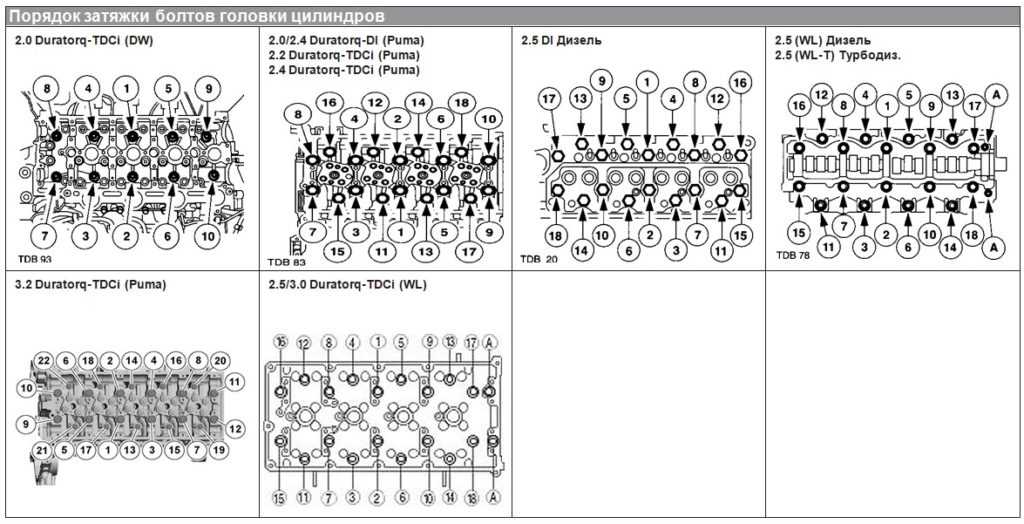 Их можно и нужно использовать повторно, если на них нет ржавчины, коррозии или каких-либо видимых повреждений. Мой Forester 2001 года с пробегом 226 000 миль все еще использует заводские болты с головкой после 2 работ HG и работает нормально.
Их можно и нужно использовать повторно, если на них нет ржавчины, коррозии или каких-либо видимых повреждений. Мой Forester 2001 года с пробегом 226 000 миль все еще использует заводские болты с головкой после 2 работ HG и работает нормально.
Да, я выполнил 2 операции HG, и не из-за повторного использования головных болтов. В первый раз HG был сделан дилером, и они не использовали MLS HG !!!!!
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
soobcrazy сказал:
ЛОЖЬ ЛОЖЬ ЛОЖЬ ЛОЖЬ ЛОЖЬ ЛОЖЬ.
Головные болты Subaru на 100 % пригодны для повторного использования, ЕСЛИ НЕ ПОВРЕЖДЕНЫ ИЛИ КОРРОЗИРОВАНЫ. Это НЕ болты с пределом текучести (TTY), и их можно использовать повторно неограниченное количество раз, если они находятся в хорошем состоянии. Значения крутящего момента, указанные Subaru, ниже пределов текучести болтов, поэтому они никогда не растягиваются.
Людям приходится повторно выполнять ремонт HG, потому что они используют неправильный, замененный номер детали HG, которую продает SoA. Оригинальная прокладка И замененный артикул имеют графитовый слой, который изнашивается, вызывая ту же первоначальную утечку. Истинное решение для отказов HG EJ25 состоит в том, чтобы использовать HG без покрытия от турбо EJ25.
Нажмите, чтобы развернуть…
ЕСЛИ это было правдой, то почему двигатели 2.5 XT/FSTI также продувают прокладки ГБЦ?
Не могли бы вы указать, где/почему вы считаете, что эти болты не имеют предела текучести, так как многие производители двигателей на форумах, таких как NASIOC, заявляют, что повторно не использовать болты головки блока цилиндров.
Вы бы рискнули переделывать прокладку головки блока цилиндров снова и снова ради стоимости новых болтов головки блока цилиндров?
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
Эммм. .. потому что двигатели EJ с турбонаддувом не известны продувкой прокладок головок. У них есть хорошо задокументированные проблемы с шатунным подшипником и кольцом, но HG не определены как слабое место.
.. потому что двигатели EJ с турбонаддувом не известны продувкой прокладок головок. У них есть хорошо задокументированные проблемы с шатунным подшипником и кольцом, но HG не определены как слабое место.
Перечитайте приведенный выше отрывок из Руководства по обслуживанию SoA: «ВНИМАНИЕ: Используйте новые прокладки головки блока цилиндров». — Вот и все. Это единственное, о чем нужно знать, согласно инструкции.
Если бы болты нуждались в замене, они бы включали предостережение о том, что болты с головкой пригодны только для одноразового использования, а также включали бы процедуру определения деформации болта. Ни один из них не включен в процедуру затяжки.
Позвоните в местный дилерский центр Subaru и узнайте, заменяют ли они болты головки блока цилиндров при замене N/A EJ25 HG. В то время, когда эти автомобили продавались новыми, СОП предусматривала их повторное использование. Итак, это идет прямо от Subaru Corporate.
Я достаточно уверен в повторном использовании болтов, поэтому заменил только один болт, который проржавел через антипригарное покрытие. Я прорезал резьбу старого болта и использовал его как метчик для очистки резьбы, предварительно смазал старый болт резьбой блока, а затем установил старые болты, используя описанную выше процедуру. Два года и, вероятно, 30 тысяч миль спустя, и никаких проблем, вызванных ПРАВИЛЬНЫМ повторным использованием головных болтов.
Я прорезал резьбу старого болта и использовал его как метчик для очистки резьбы, предварительно смазал старый болт резьбой блока, а затем установил старые болты, используя описанную выше процедуру. Два года и, вероятно, 30 тысяч миль спустя, и никаких проблем, вызванных ПРАВИЛЬНЫМ повторным использованием головных болтов.
То, что другие производители используют болты TTY, не означает, что они все так делают.
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
soobcrazy сказал:
Эммм… потому что двигатели с турбонаддувом EJ не известны продувкой прокладок ГБЦ. У них есть хорошо задокументированные проблемы с шатунным подшипником и кольцом, но HG не определены как слабое место.
Нажмите, чтобы развернуть…
Я видел на этом форуме творческое мышление, но вы, сэр, берете пряник — Хорошая работа
Двигатели EJ255 и EJ257 широко известны неисправностью прокладки головки блока цилиндров. Не так часто, как версии EJ25 без турбонаддува, но все же встречается. Если вы считаете иначе, взгляните на функцию поиска.
Не так часто, как версии EJ25 без турбонаддува, но все же встречается. Если вы считаете иначе, взгляните на функцию поиска.
Я лично столкнулся с 3 EJ255, и 2 из 3 испытали отказ прокладки головки блока цилиндров, а третий неизвестен. 2 EJ255, которые столкнулись с проблемой, столкнулись с проблемой дважды. Местный специалист в среднем делает 2-3 прокладки ГБЦ в месяц на 2.5 Turbo Subaru, и это в районе, где Subaru крайне редки.
Если бы вы посмотрели на разделы форума, где преобладают владельцы турбо, вы бы сами увидели проблему. Это не аномалия и очень часто встречается на других форумах, таких как NASIOC, SIDC и т. д.
У меня нет местного дилера Subaru. Они никогда не продавали EJ253 там, где я нахожусь, во всяком случае, не в Forester — они продавали в Legacy, и когда работа по прокладке головки выполняется специалистом, она всегда включает замену болтов головки, будь то OEM или Aftermarket. Парни, которые не утруждают себя и выбирают более короткий путь за 50/50 фунтов стерлингов, обычно разъезжают на лошадях со звякающими металлическими деталями на задней части их ботинок.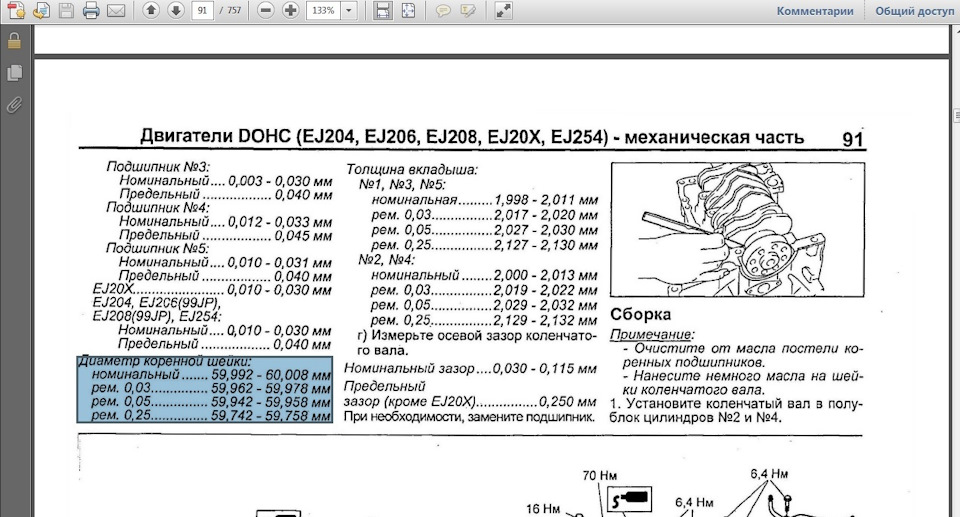 0004
0004
Если вы прочитали руководство. В нем не говорится о замене ремня ГРМ или натяжителя ремня ГРМ во время работы по прокладке головки блока цилиндров. На самом деле, если вы попросите дилера Subaru рассчитать стоимость замены ремня ГРМ, готов поспорить на пиво, они не будут включать замену натяжителя, натяжителей и т. д., если только вы специально не попросите об этом. Это плохая практика и снова сокращение расходов. Вы бы рискнули выполнить работу с ремнем ГРМ и не заменить натяжитель / натяжные ролики ради экономии 30 фунтов стерлингов с риском отказа компонента и катастрофического отказа двигателя?
Когда вы делаете работу по прокладке головки блока цилиндров, говорите ли вы людям, что они должны повторно использовать свой ремень ГРМ, потому что Subaru не указывает в своем руководстве использовать новый, как насчет впускных прокладок, моторного масла, охлаждающей жидкости …. или разветвления / шплинты!?
То, что что-то работает для вас, не означает, что это будет работать для большинства. В конце концов, меньшинство населения выигрывает в лотерею крупные суммы денег, тогда как большинство играет и не выигрывает.
В конце концов, меньшинство населения выигрывает в лотерею крупные суммы денег, тогда как большинство играет и не выигрывает.
Если вы напечатаете что-то заглавными буквами или повторите это, это не сделает вас правым — Вопреки тому, что могут думать политики
Увидеть меньше
Узнать больше
Ответить
Сохранить
Вроде
Итак, у нас обоих есть опыт работы с EJ. Или семейный парк включает в себя как USDM 2002 2.0 WRX, так и USDM 2007 2.5 STI. Оба автомобиля имеют двойной привод autoX, каждый с несколькими местными подиумами, оба автомобиля принадлежат новым автомобилям. Пробег на данный момент 150к+ и 70к+ миль. В 2.0 шатунные подшипники вращались, но проблем с HG не было.
Я упоминаю USDM, потому что одинаковые автомобили, используемые в разных рабочих циклах, могут иметь разные пороговые значения производительности/долговечности. США известны недорогим, но ужасным топливом.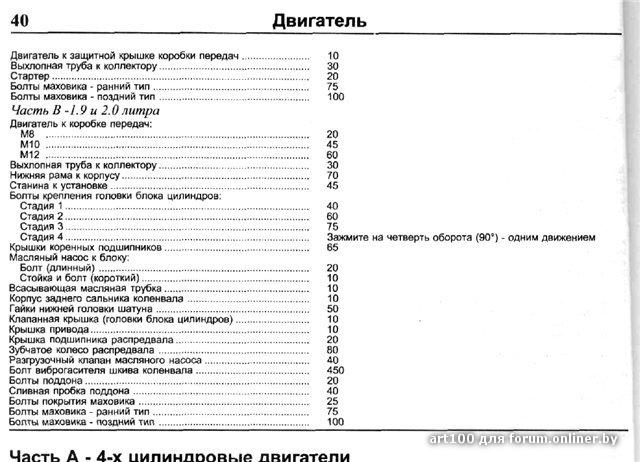 Настройка отличается в зависимости от региона. Выбор компонентов OEM отличается. Это не яблоки к яблокам, и на этом я закончу.
Настройка отличается в зависимости от региона. Выбор компонентов OEM отличается. Это не яблоки к яблокам, и на этом я закончу.
Я также статистически ожидаю, что независимый специалист по Subaru в, казалось бы, отдаленном районе, без поддержки местного дилера, увидит большее число всех механических поломок Subaru. Мне это кажется нормальным, и я думаю, что мы оба здесь частично правы.
ТМХ сказал:
Если прочитать инструкцию. В нем не говорится о замене ремня ГРМ или натяжителя ремня ГРМ ни во время работы по прокладке головки … Рискнули бы вы выполнить работу с ремнем ГРМ и не заменить натяжитель / натяжители ради экономии 30 фунтов стерлингов с риском компонент отказа и причиной катастрофического отказа двигателя?
Когда вы делаете работу по прокладке головки блока цилиндров, говорите ли вы людям, что они должны повторно использовать свой ремень ГРМ, потому что Subaru не указывает в своем руководстве использовать новый, как насчет впускных прокладок, моторного масла, охлаждающей жидкости .
Нажмите, чтобы развернуть…
 … или разветвления / шплинты!?
… или разветвления / шплинты!?Загрузите руководство по обслуживанию двигателя, если вы еще этого не сделали. Для USDM 2002 WRX вы увидите страницу 18 файла «DOHC TURBO» для установки впускного коллектора.
B: УСТАНОВКА
1) Установите впускной коллектор на головки цилиндров.
ПРИМЕЧАНИЕ:
Всегда используйте новые прокладки.
Момент затяжки:
25 Н·м (2,5 кгс·м, 18,1 фут-16)
Процедура проверки ремня ГРМ на стр. 55 не требует замены (если он не загрязнен или не поврежден), но мы все знать, что есть опубликованный интервал обслуживания.
Проверка регулятора натяжения ремня, промежуточных шкивов и шкивов натяжения ремня на стр. 56 требует замены, если они изношены, повреждены, имеют чрезмерный люфт или неравномерное вращение.
2. АВТОМАТИЧЕСКИЙ РЕГУЛЯТОР НАТЯЖЕНИЯ РЕМНЯ
1) Визуально проверьте сальники на наличие утечек и концы штока
на наличие ненормального износа или царапин. При необходимости
При необходимости
замените узел автоматического регулятора натяжения ремня.
3. НАТЯЖНОЙ ШКИВ РЕМНЯ
1) Проверьте сопрягаемые поверхности зубчатого ремня и
контактную точку регулировочного штока на наличие ненормального износа или
царапин. Замените ролик натяжения ремня, если он неисправен.
2) Проверьте плавность вращения натяжного ролика ремня.
Замените, если заметите шум или чрезмерный люфт.
3) Проверьте шкив натяжения ремня на утечку смазки.
4. НАКЛАДНОЙ РЕМЕНЬ
1) Проверьте плавность вращения натяжного ролика. Заменить, если
замечен шум или чрезмерный люфт.
2) Проверьте наружные контактные поверхности промежуточного шкива на наличие чрезмерного износа и царапин.
3) Проверьте натяжной ролик на утечку смазки.
Так что да, руководство ДЕЙСТВИТЕЛЬНО призывает заменить их, если это необходимо, и дает несколько расплывчатые их определения.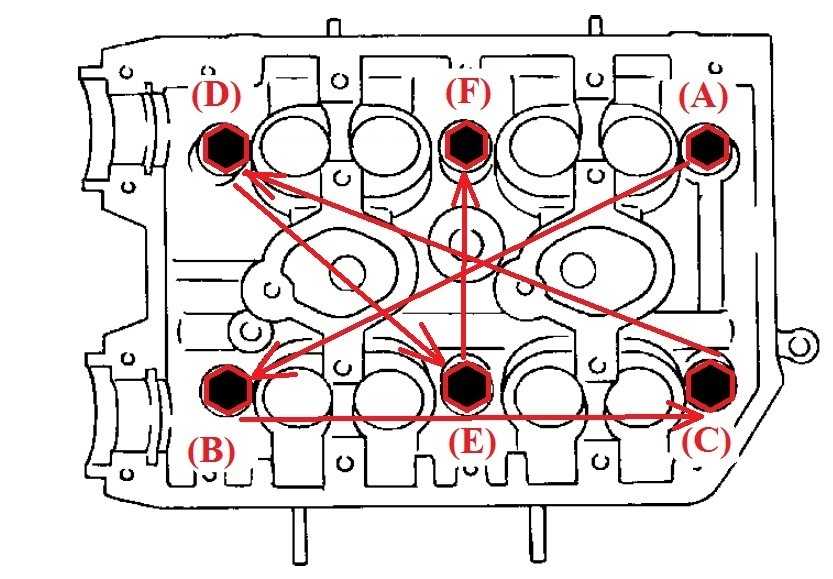
Возвращаясь к теме болтов с головкой, я также обращусь к этой ветке на NASIOC, где обсуждаются болты с головкой, шпильки, размеры и т. д. В частности:
cpreissner;46698341 сказал:
Это аккуратно, и мне будет интересно увидеть результаты. Как инженер-механик, спроектировавший несколько болтовых соединений… я присоединюсь к некоторым мыслям.
…
- Болты OEM не являются одноразовыми, и я не думаю, что они выдерживают крутящий момент. Чтение заводского руководства по обслуживанию подтверждает это. Кстати, тот факт, что застежка рассчитана на деформацию, не означает, что она станет мусором после одной загрузки (существуют застежки, которые таким образом предназначены для многократного использования). Кроме того, вы получаете хорошую пружину постоянной силы, когда используете застежки таким образом. На самом деле, именно поэтому используются крепежные детали с крутящим моментом, вы устраняете довольно плохое соотношение крутящий момент-натяжение.