Содержание
Технические условия на сборку двигателя КамАЗ-740
Категория:
Техническое обслуживание автомобилей
Публикация:
Технические условия на сборку двигателя КамАЗ-740
Читать далее:
Приработка двигателей
Технические условия на сборку двигателя КамАЗ-740
Установка гильз цилиндров и направляющих толкателей.
Верхние уплотнительные кольца необходимо устанавливать на гильзы цилиндров без скручивания и излишнего растягивания.
Перед установкой гильз в блок на заходные фаски блока и гильз необходимо нанести смазку типа ЦИАТИМ. Гильзы следует вставлять в блок осторожно усилием руки, не допуская срезания выступающих из канавок уплотнительных колец.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На верхнем нерабочем торце каждой гильзы на стороне, обращенной к вентилятору, необходимо нанести номер цилиндра.
Направляющие толкателей должны поступать на сборку в комплекте с толкателями. Все направляющие и толкатели, устанавливаемые на один двигатель, должны иметь размер по рабочему чертежу или ремонтный. Направляющие следует устанавливать на штифты блока цилиндров и крепить болтами. Момент затяжки болтов должен быть 7,5—9,5 кгс-м.
Сборка и установка распределительного вала. Вал распределительный должен быть собран с корпусом подшипника и шестерней. Перед сборкой с корпусом подшипника заднюю опорную шейку вала и втулку корпуса необходимо протереть салфеткой и смазать чистым маслом для двигателя.
Шестерню, предварительно нагретую до температуры (100±10) °С, напрессовать на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.
При установке распределительного вала в блок цилиндров втулки опор и опорные шейки вала смазать чистым маслом для двигателя. Распределительный вал следует устанавливать аккуратно; повреждение рабочих поверхностей втулок не допускается.
Сборка и установка коленчатого вала. Коленчатый вал перед сборкой необходимо тщательно обдуть сжатым воздухом. В полости вала запрессовать и развальцевать заглушки, а в масляный канал переднего торца вставить ввертыш, Как показано на рис. 2. Глубина торца ввертыша от торца вала должна быть не менее 56,5 мм. Момент затяжки ввертыша должен быть 5—6 кгс-м. Герметичность заглушек проверить опрессовкой полостей дизельным топливом под давлением 2 кгс/см2. Допускается подтекание топлива не более 20 г/мин для одной заглушки. После проверки для удаления топлива необходимо продуть каналы и полости вала. Проверку герметичности заглушек допускается производить маслом при температуре 40—50° С под давлением 10 кгс/см2; подтекание масла для одной заглушки не должно быть более 20 г/мин. Повторная установка использованных заглушек не допускается.
Рис. 1. Стыки головки цилиндра и гильзы, головки и блока цилиндров двигателя КамАЗ:
1 — опорное кольцо; 2 — прокладка головки цилиндра; 3—головка цилиндра; 4 — резиновая уплотнительная прокладка головки; 5 — блок цилиндров; 6 —- уплртнительное кольцо гильзы; 7— гильза
Рис. 2. Установка заглушек каналов коленчатого вала:
2. Установка заглушек каналов коленчатого вала:
1 — передний противовес; 2—шестерня привода масляного насоса; 3—заглушка; 4 — втулка; 5 — ввертыш-заглушка
Установочные штифты необходимо запрессовать в коленчатый вал так, чтобы штифт переднего конца вала выступал на 7 мм, а заднего на 10 мм.
Шестерни и противовесы перед напрессовкой нагреть до температуры 105 °С. Напрессовку производить до упора. Противовесы изготовлены с дисбалансом 13 500 г-см относительно оси отверстия с направлением действия вдоль оси симметрии противовеса. Отклонение от заданного дисбаланса не должно превышать 15 гс-см в любом направлении.
Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки должны быть смазаны чистым маслом для двигателя. Упорные полукольца коленчатого вала установить в выточках задней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников затянуть в соответствии с инструкцией, приведенной в ТУ на ремонт дбигателя.
Болты крепления крышек коренных подшипников затянуть в соответствии с инструкцией, приведенной в ТУ на ремонт дбигателя.
Установка распределительных шестерен. Шестерни должны быть установлены по меткам, как показано на рис. 78. Затяжку болтов крепления оси ведущей шеЛерни привода распределительного вала- к блоку производить в два приема (предварительно и окончательно) моментом 5,0—6,2 кгс-м. Болт крепления роликоподшипника ведущей шестерни распределительного вала затянуть моментом 9—10 кгс-м.
Окружной зазор в зацеплении шестерен газораспределения при рабочем состоянии двигателя должен быть 0,1—0,3 мм. Замер окружного зазора производить щупом в трех точках (не менее).
Сборка и установка картера маховика. Картер собирается с корпусом переднего подшипника и манжетой заднего конца колен-’ чатого вала. Перед установкой картера блок цилиндров по периметру прокладки картера маховика допускается смазывать тонким слоем консталина УТ-2 или смазками 1-13, ЦИАТИМ-201. Затяжку болтов крепления картера маховика производить моментом 9—11 кгс-м. относительно оси коленчатого вала не должно превышать 0,4 мм.
относительно оси коленчатого вала не должно превышать 0,4 мм.
Сборка и установка поршня с пальцем и шатуном. Поршень с пальцем и шатуном собирается после нагрева поршня до 80—)(10° С. Отверстие в шатуне под палец и. сам палец должны быть обильно смазаны маслом для двигателя. Палец устанавливается усилием руки (запрессовка не допускается).
Выточки под клапаны на поршне и пазы под усы вкладышей на шатуне необходимо расположить в одну сторону. Стопорные кольца поршневого пальца должны надежно фиксировать его в поршне от осевого перемещения.
На крышке шатуна необходимо выбить порядковый номер цилиндра, предварительно проверив спаренность крышки с шатуном.
Установку компрессионных и маслосъемных колец на поршень производить с помощью специального приспособления. Маслосъемноё кольцо устанавливать последовательно: сначала вставить в канавку пружинный расширитель, затем надеть кольцо так, чтобы стык расширителя находился под углом 180° к замку кольца.
Рис. и, и последним — компрессионное, покрытое хромом. Замки смежных колец развести в противоположные стороны.
и, и последним — компрессионное, покрытое хромом. Замки смежных колец развести в противоположные стороны.
Комплекты с поршнями и кольцами в сборе устанавливать на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров приведена на рис. 4. При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и щеками коленчатого вала (осевой люфт) должен быть не менее 0,15 мм. Выступание днища поршня над буртом гильзы должно быть в пределах 0,5—0,7 мм.
Болты креплении крышек шатунов должны быть затянуты до удлинения на 0,25—0,27 мм.
Сборка и установка маховика. Маховик должен быть собран с зубчатым ободом и установочной втулкой. При установке на маховик зубчатый обод необходимо нагреть до температуры 230° С. Установочная втулка должна быть собрана с манжетой первичного вала и запрессована до упора стопорного кольца в маховик.
Рис. 4. Схема нумерации цилиндров двигателя КамАЗ и расположения секций ТНВД
4. Схема нумерации цилиндров двигателя КамАЗ и расположения секций ТНВД
Рис. 5. Маховик в сборе двигателя КамАЗ:
1 — зубчатый венец; 2 — маховик; 3 — упорное кольцо; 4 — установочная втулка; 5 — сальник первичного вала коробки передач
Перед установкой маховика на двигатель в отверстие заднего торца коленчатого вала запрессовать подшипник первичного вала коробки передач и заложить 15 г смазки № 153. Затяжку болтов крепления маховика производить последовательно в два приема (предварительно и окончательно) моментом 15— 17 кгс-м. Биение рабочей поверхности маховика и при-валочной поверхности под кожух сцепления, замеренное на максимальных диаметрах относительно оси коленчатого вала, не должно превышать 0,25 мм.
Сборка и установка головок цилиндров. Головку цилиндра перед сборкой необходимо тщательно обдуть сжатым воздухом. Опорное кольцо газового стыка после установки в головку необходимо обжать усилием 4500 кгс. Выступание плоскости кольца из головки после обжатия должно, быть 0,122—0,230 мм. Разность замеров для одной головки не должна превышать 0,08 мм. Выступ кольца газового стыка не должен иметь заусенцев и забоин.
Разность замеров для одной головки не должна превышать 0,08 мм. Выступ кольца газового стыка не должен иметь заусенцев и забоин.
Посадка клапанов на седла должна быть герметичной. Проверку герметичности производить сухим воздухом при давлении 1.5 кг/см2. Допустимая утечка воздуха не должна превышать 3.6 см /мин. Клапаны должны быть надежно зафиксированы сухарями.
Перед установкой головки цилиндра плоскости сопряжения блока и головки, а также прокладки необходимо протереть и обдуть сжатым воздухом. Резиновые уплотнительные кольца головки цилиндров следует устанавливать плоской стороной к блоку цилиндров. Головка цилиндра должна свободно без ударов садиться на установочные штифты. Резьба болтов крепления головки цилиндра должна быть смазана тонким слоем графитной смазки. Болты затягиваются в, последовательности, указанной на рис. 81. Затяжку болтов необходимо производить не менее чем в три приема: 1-й – 4 кгс-м; 2-й — 124-15; 3-й — 19-Н21 кгс-м (предельные значения).
Рис. 6. Порядок затяжки болтов крепления головки цилиндра двигателя КамАЗ
6. Порядок затяжки болтов крепления головки цилиндра двигателя КамАЗ
Ремонт двигателя КамАз
| Наименование услуги | Срок оказания услуг | Стоимость оказания услуг (с учетом НДС) | Ориентировочная стоимость запасных частей (с учетом НДС) | |
| КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ CUMMINS Описание: Моторы 4isbe и 6isbe | от 3 рабочих дней | от 102 600 тенге | от 457 400 тенге | |
| КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ КАМАЗ 740 Описание: Моторы 740.10 и 7403 | от 5 рабочих дней | от 209 175 тенге | от 462 825 тенге | |
| КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ КАМАЗ ЕВРО 1 Описание: Моторы 740.11 и 740.13 | от 5 рабочих дней | от 239 550 тенге | от 656 450 тенге | |
| КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ КАМАЗ ЕВРО 2 Описание: Моторы 740.  30 и 740.31 30 и 740.31 | от 5 рабочих дней | от 356 000 тенге | от 613 000 тенге | |
| КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ КАМАЗ ЕВРО 3 Описание: Моторы от 740.50 до 740.63 | от 5 рабочих дней | от 425 400 тенге | от 694 600 тенге | |
| КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ КАМАЗ ЕВРО 4 Описание: Моторы от 740.632 до 740.74 | от 5 рабочих дней | от 525 000 тенге | от 875 000 тенге | |
| КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ КАМАЗ ЕВРО 6 Описание: Моторы 910.12 | от 10 рабочих дней | от 750 000 тенге | от 1 350 000 тенге | |
| КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ DAIMLER OM457LA | от 10 рабочих дней | от 635 000 тенге | от 1 650 000 тенге |
Мы производим качественный текущий и капитальный ремонт двигателя КамАЗ в Казахстане по довольно выгодной цене с предоставлением гарантии на выполненные услуги и предоставленные запасные части.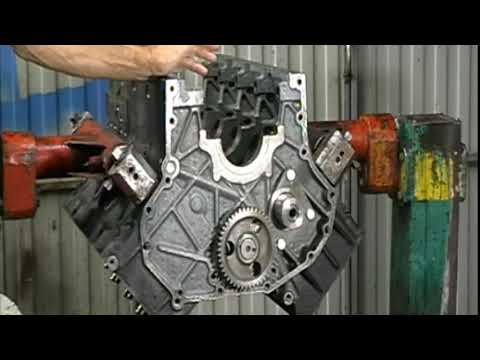 С нашей технической и материальной базой можно производить фактически любое обслуживание специальной грузовой техники. Стоит отметить, что мы осуществляем полноценный сервис, в него входит общая диагностика систем ДВС, разборка и сборка двигателя, токарно-фрезерные услуги, замена изношенных запасных частей, заправка масел и спец жидкостей, а также запуск двигателя на испытательном стенде. Все виды работ производятся в специализированном месте, для клиента это очень удобно и оперативно.
С нашей технической и материальной базой можно производить фактически любое обслуживание специальной грузовой техники. Стоит отметить, что мы осуществляем полноценный сервис, в него входит общая диагностика систем ДВС, разборка и сборка двигателя, токарно-фрезерные услуги, замена изношенных запасных частей, заправка масел и спец жидкостей, а также запуск двигателя на испытательном стенде. Все виды работ производятся в специализированном месте, для клиента это очень удобно и оперативно.
Если возникают первые малейшие неполадки в работе ДВС, лучше вовремя обратиться к квалифицированным специалистам. Ведь не всегда попытка починить может привести к удовлетворительному итогу. И так бывает, что после подобного ремонта двигателя КамАЗ, восстановительные работы могут обходиться дороже. Это обусловлено тем, что переделывать сложнее, в отличие от первоначальной поломки.
Исходя от итогов диагностики, при ремонте двигателя могут производиться такие действия:
- Расточка коленвала.

- Чистка закоксования.
- Работа с блоками.
- Замена неисправных частей.

Наши специалисты производят регулирование подачи топлива для улучшения работы двигателя, сюда входит уменьшение расхода ГСМ. Кроме того, они производят как капитальный, так и текущий ремонт двигателя КамАЗ. Специалисты проводят диагностику любой техники. Нашей задачей является обеспечить клиентов качественными услугами для полноценной работы автомобилей КамАЗ.
Преимущества нашего сервиса
Мы используем только профессиональное оборудование для диагностики и ремонта. Наши специалисты ежегодно проходят переаттестацию и обучение на заводе изготовителе автотехники КАМАЗ и заслуженно считаются одними из лучших в Казахстане. Следовательно, доверив ремонт двигателя КамАЗ, наши клиенты получат следующие преимущества:
- Минимальные сроки для выполнения работ, их всегда можно оговорить.
- Комфортная цена. При ремонте двигателя, затрачивается много средств. Мы полностью минимизируем расходы своих клиентов.
- Производим точную диагностику. Это будет способствовать скорому ремонту.
- Контроль итоговой работы. После ремонта мы обязательно проверяем надежную работоспособность. Тестирование производится в нашем сервисе на специальном оборудовании.
 Мы полностью минимизируем расходы своих клиентов.
Мы полностью минимизируем расходы своих клиентов.
Итак, наши клиенты получают рабочий двигатель на выгодных условиях. Не нужно переживать о своем авто, ведь наши работники готовы справиться даже со сложными поломками, а вы получите полностью рабочую технику.
Турбокомпрессор S2B 314448 турбонагнетатель для дизельного двигателя Kamaz Truck 740
Описания
| номер части | 314448 |
| Год | 1994-03 |
| Описание | для грузовика |
| Номер детали производителя | 314448 |
| ЧРА | 315982 |
| Турбо модель | S2B |
| Инженерная модель | 740 |
| кВт | 265/360 |
| Топливо | Дизель |
| смещение | 11,76 л, 11760 см3 |
| об/мин | 2200 |
| Угол α (корпус компрессора) | 304° |
| Угол β (корпус турбины) | 90° |
| Корпус подшипника | 312485/312487 |
| Турбинное колесо | 316787 (Ind. 74 мм, Exd. 58,42 мм, 11 лезвий) 74 мм, Exd. 58,42 мм, 11 лезвий) |
| Комп. Рулевое колесо | 314508 (внутренний 50,8 мм, внешний 76,2 мм, 6+6 лопастей) |
| Задняя пластина | 197340 (408045-0041) |
| Номер теплозащитного экрана | 194149 |
| Комплект для ремонта | 318381/318378 (1252212750) |
| Корпус турбины | 315573 |
| Крышка компрессора | 311133 |
| Прокладка (вход турбины) | 312617 (210190-0000, 132044, 407294-0001) |
| Прокладка (выход масла) | 210021 (148062, 311496, 3519807, 413671-0000, 409037-0000)(10027) |
| Прокладка (впуск масла) | 210023 (210023-0000, 147837, 210021, 215234, 55739, 3709737, 3500681, 3519762, 409266-0001, 409036-0000, 409026-0001, 52231586500)(10037) |
| Производитель | для Borg Warner — 3K — Schwitzer |
Применений:
1994-03 КАМАЗ Грузовик с двигателем 740
Обратите внимание:
* Пожалуйста, внимательно проверьте спецификации перед заказом. Если вы не уверены в этой информации, пожалуйста, свяжитесь с нами.
Если вы не уверены в этой информации, пожалуйста, свяжитесь с нами.
* Это универсальное применение турбо, поэтому для некоторых автомобилей может потребоваться модификация
* Настоятельно рекомендуется профессиональная установка (инструкция не прилагается)
Основные характеристики:
— совпадение спецификаций OEM для обеспечения идеальной подгонки к соответствующим деталям
— Квалификация материала для долговечного и надежного использования
— Многопрофильные тесты, такие как балансировка, долговечность корпуса, предельные нагрузки на колеса, уплотнение и т. д., проводятся для повышения качества каждого устройства
— Точность выполнения всех процедур для уменьшения возможных металлических контактов в различных условиях
— Большой выбор турбокомпрессоров для легкого поиска турбонагнетателя нужной вам мощности и размера от нас
— Полностью гарантированное качество и настоятельно рекомендуется профессиональная установка
A: номер сборки или детали: номер детали является наиболее полезным номером для целей обслуживания.
B: Серийный номер: Серийный номер уникален для вашего турбокомпрессора. Этот номер можно использовать для идентификации вашего турбокомпрессора, хотя это будет более длительный процесс, чем при цитировании (A).
C: Номер детали заказчика: Номер детали заказчика — это номер, присвоенный турбонагнетателю производителем двигателя. Этот номер будет указан во всей документации производителя двигателя. Для каждого турбокомпрессора (A) может быть более одного номера детали заказчика (A).
D:Тип турбокомпрессора: тип турбокомпрессора описывает модель или размер рамы вашего турбокомпрессора.
Наше преимущество
ПРЕДЫДУЩАЯ: Турбокомпрессор S3B 312489 318386 312862 312862 312862 3526008 турбонагнетатель для Volvo Penta Truck F12 B12 N12 дизель
СЛЕДУЮЩАЯ: Турбокомпрессор С2Б 314450 турбонагнетатель для грузовика Камаз 740 комплект дизельного двигателя
Притирка клапанов и замена маслосъемных колпачков головки блока цилиндров 740 дизель Камаз
Если клапан не плотно прилегает к седлу, в некоторых местах клапана и седла образуются зазоры. При этом газы под давлением и с большой скоростью проходят в образовавшиеся щели, поэтому в этом месте фаски подвергаются сильной коррозии и ухудшается сцепление клапана с седлом.
При этом газы под давлением и с большой скоростью проходят в образовавшиеся щели, поэтому в этом месте фаски подвергаются сильной коррозии и ухудшается сцепление клапана с седлом.
На поверхности фаски клапана скапливаются продукты сгорания, в результате чего нарушается герметичность соединения.
Заменяем маслосъемные колпачки при повышенном расходе масла и при очередном ремонте ГБЦ.
Снимаем ГБЦ, как описано в статье — «Замена прокладок ГБЦ 740 дизель Камаз».
Устанавливаем ГБЦ на верстак или на базу съемника И801.06.000, при наличии.
Если нет такого съемника, как на картинке (рис.1), то можно использовать съемник для автомобилей ВАЗ (рис.2)
Перед сжатием пружин постучите молотком по пластинам пружин облегчить выход запорных крекеров.
Сожмите пружины клапана до полного выхода сухарей из конуса втулки и снимите сухари
Снимите втулку 5 (рис. 3), пластину 7, пружины 10 и 11, шайбу 13 и выньте клапан .
С помощью плоскогубцев (рис. 4) снимите маслосъемные колпачки.
Очищаем клапана и седла клапанов от нагара и очищаем остальные детали в дизельном топливе.
Углы наклона рабочих фасок должны быть в пределах седла = 44˚45′; на клапане 45˚30′. Эти углы выставляются при восстановлении ГБЦ и клапанов перед притиркой.
На шток клапана надеваем заранее подобранную пружину (рис. 5) и вставляем клапан в направляющую втулку со стороны камеры сгорания, смазывая шток клапана слоем графитовой смазки.
Графитная смазка предотвращает попадание абразива из притирочной пасты в направляющие отверстия и облегчает вращение клапана при притирке.
На шток клапана надеваем приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
Равномерно нанести тонкий слой притирочной пасты на рабочую поверхность фаски клапана.
Включив дрель на минимальную скорость вращения (в режиме реверса) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притачиваем клапан, периодически прижимая его к седлу, затем ослабление силы нажатия.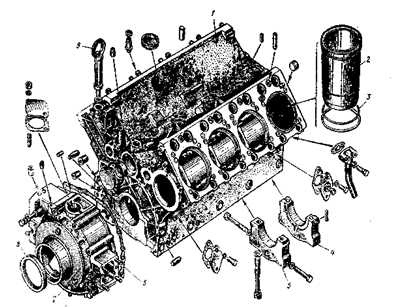
Продолжаем шлифовку до появления на фасках клапанов и седел равномерной матовой полосы шириной не менее 1,5 мм.
Промываем седла клапанов и клапаны в дизельном топливе, продуем их сжатым воздухом и проверяем качество притирки
Для проверки качества притирки наносим шесть-восемь штрихов мягким карандашом поперек фаски клапана на равном расстоянии , вставьте клапан в седло и, сильно надавив, поверните его на четверть оборота. Если все магистрали изношены, то клапан изношен хорошо.
Головка блока цилиндров в сборе
Клапана вставляем в направляющие втулки, смазывая их моторным маслом. Установите шайбы 13 (рис. 3).
С помощью инструмента (рис. 6) запрессуйте маслосъемные колпачки.
Устанавливаем пружины, пружинные пластины и, сжимая пружины, вставляем стопорные сухари.
После установки сухарей и снятия сжимателя клапанных пружин нанести несколько легких ударов молотком по торцу штока клапана, чтобы сухарики гарантированно зафиксировались в канавке штока.