Содержание
Руководство по эксплуатации и ремонту двигателей автомобиля КамАЗ-740
- Главная
- Грузовые автомобили производства СНГ
- Автомобили КАМАЗ
- Техническая документация автомобилей КАМАЗ
- Руководство по эксплуатации и ремонту двигателей автомобиля КамАЗ-740
Глава 1. Указания и предупреждения
Глава 2. Меры безопасности
Глава 3. Маркирование и пломбирование
Глава 4. Эксплуатация двигателя
Глава 5.1 Введение
Глава 5.2 Состав двигателя, устройство и работа
Глава 5.3 Кривошипно-шатунный механизм
Глава 5.4 Механизм газораспределения
Глава 5.5 Смазочная система двигателя
Глава 5.6 Система газотурбинного наддува
Глава 5.7 Система охлаждения
Глава 5.8 Система питания топливом
Глава 5.9 Система облегчения холодного двигателя с ЭФУ
Глава 5.10 Химмотологическая карта двигателя
Глава 5. 11 Ремонт двигателя
11 Ремонт двигателя
Глава 6.1 Введение
Глава 6.2 Состав двигателя, устройство и работа автомобиля
Глава 6.3 Кривошипно-шатунный механизм
Глава 6.4 Механизм газораспределения
Глава 6.5 Смазочная система двигателя
Глава 6.6 Система питания двигателя воздухом
Глава 6.7 Система охлаждения
Глава 6.8 Система питания топливом
Глава 6.9 Система облегчения пуска холодного двигателя с ЭФУ
Глава 6.10 Электрооборудование КамАЗ-740
Глава 6.11 Химмотологическая карта двигателя
Глава 7.1 Введение
Глава 7.2 Состав двигателя, устройство и работа
Глава 7.3 Кривошипно-шатунный механизм КамАЗ-740
Глава 7.4 Механизм газораспределения
Глава 7.5 Смазочная система двигателя КамАЗ-740
Глава 7.6 Система газотурбинного наддува и охлаждения наддувочного воздуха
Глава 7.7 Система охлаждения
Глава 7.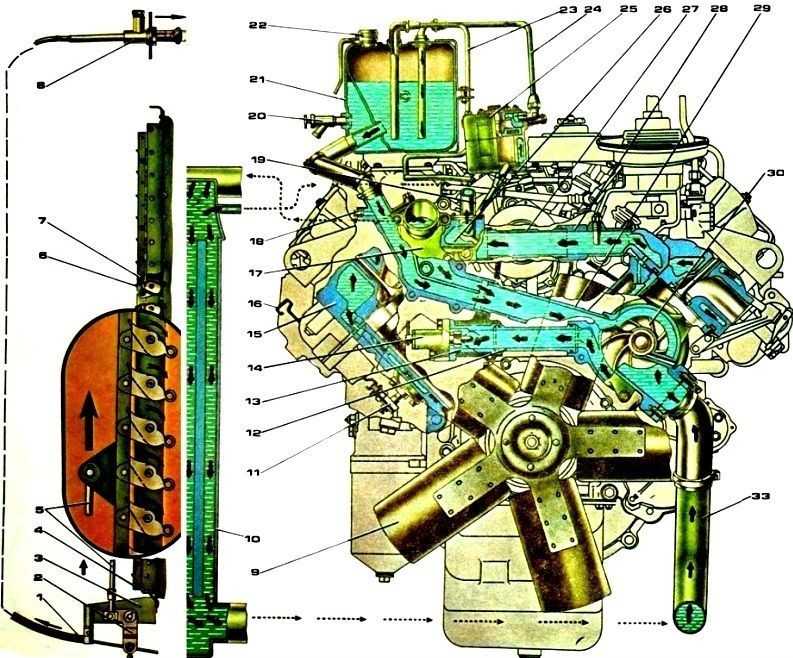 8 Система питания топливом
8 Система питания топливом
Глава 7. 9 Система облегчения холодного двигателя с электрофакальным устройством
Глава 7.10 Электрооборудование КамАЗ-740
Глава 7.11 Химмотологическая карта двигателей КАМАЗ-740
Глава 8 Возможные неисправности и способы их устранения КамАЗ
Глава 9. Перечень работ технического обслуживания двигателя
Приложения:
Приложение 1 Моменты затяжки резьбовых соединений двигателей
Приложение 2 Таблица ремонтных вкладышей подшипников коленчатого вала
Приложение 3 Таблица ремонтных вкладышей нижней головки шатуна
Хотите быть в курсе событий? Подпишитесь на новости!
Спасибо, за подписку
ВНИМАНИЕ! Все поля должны быть заполнены
Закажите звонок и мы перезвоним вам в ближайшее время
ВНИМАНИЕ! Все поля должны быть заполнены
Двигатель камаз 740: технические характеристики, устройство ДВС
ВВЕДЕНИЕ
Акционерное общество (АО) КамАЗ выпускает автомобили с колесными формулами 6×4, 4×2 и 6×6, различающиеся мощностными, размерными и весовыми параметрами.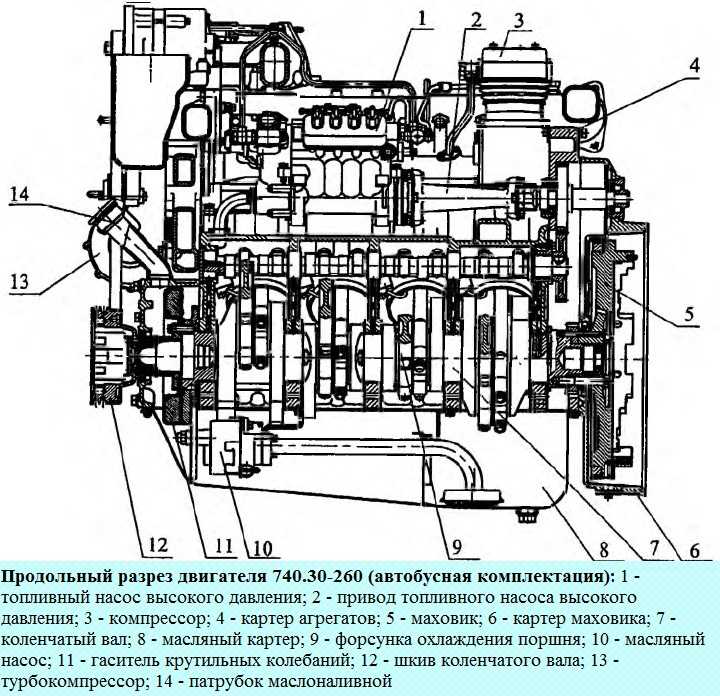 Массовое производство автомобилей семейства КамАЗ и их поступление в автотранспортный комплекс страны началось в 1976 г. В ходе производства совершенствовалась конструкция автомобилей и их составных частей, повышалось их качество, накапливался и изучался передовой опыт эксплуатации и ремонта.
Массовое производство автомобилей семейства КамАЗ и их поступление в автотранспортный комплекс страны началось в 1976 г. В ходе производства совершенствовалась конструкция автомобилей и их составных частей, повышалось их качество, накапливался и изучался передовой опыт эксплуатации и ремонта.
В данной курсовой работе подробно описана конструкция кривошипно-шатунного механизма в двигатели 740.10 автомобиля КамАЗ. Техническая характеристика двигателя приведена в табл.1. По своим экологическим показателям двигатель 740.10 соответствуют требованиям правил ЕЭК ООН уровня EVRO-2. Приведены все необходимые рекомендации завода-изготовителя по регулировкам двигателя и его систем, основным неисправностям, методам их обнаружения и устранения.
Целью курсовой работы является изучение устройства кривошипно-шатунного механизма двигателя КамАЗа 740.10
Немного о преимуществах
Несмотря на то что встречаются самые различные неисправности двигателя КамАЗа (Евро-2), он по праву считается одним из самых надежных среди отечественных. Помимо этого, он не слишком прожорливый и имеет вполне компактные габариты. Конструкторам удалось найти «золотую середину», что и позволило в дальнейшем развивать конструкцию мотора и постепенно улучшать его.
Помимо этого, он не слишком прожорливый и имеет вполне компактные габариты. Конструкторам удалось найти «золотую середину», что и позволило в дальнейшем развивать конструкцию мотора и постепенно улучшать его.
Конечно же, это далеко не все его преимущества, ведь их тут целая масса:
- ремонтопригодность;
- взаимозаменяемость основных деталей ДВС;
- соответствие европейским экологическим нормам;
- достаточно неплохая мощность;
- низкое потребление топлива.
Также стоит выделить еще один немаловажный момент – легкий запуск при минусовых температурах. Обычно дизельный мотор довольно тяжело завести в крепкий мороз, однако на КамАЗе установлен мощный аккумулятор и стартер. Также есть штатная система подогрева ДВС.
3. Разборка, ремонт и сборка шатунно-поршневой группы
До истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер. Трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом.
Неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей [4, с.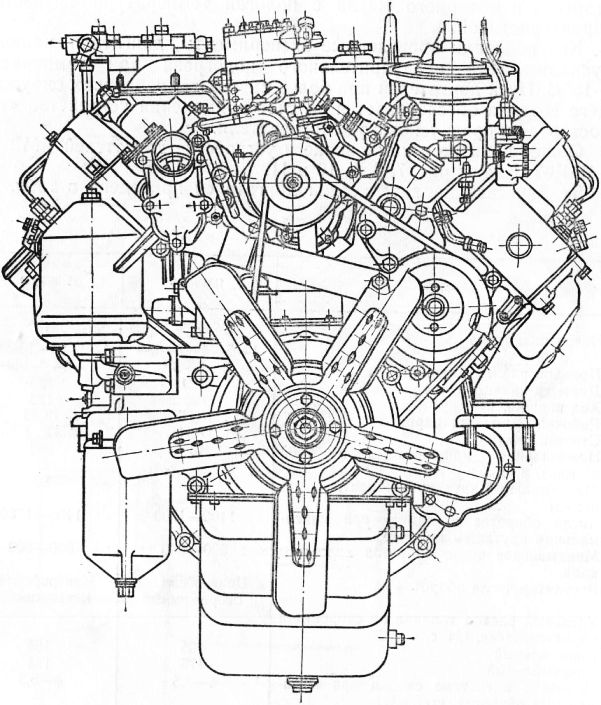 10].
10].
При установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
Не подгибайте шпильки при надевании на них деталей.
Поршень с кольцами и шатуном в сборе устанавливают в тиски и с помощью съемника И-801.08.000 снимают с поршня кольцо компрессионное верхнее, кольцо компрессионное и кольцо маслосъемное в сборе. При необходимости замены поршня или шатуна вынимают стопорное кольцо поршневого пальца из бобышек поршня и вынимают поршень с шатуном в сборе из тисков.
Нагрев поршень в течение 10 мин в масляной ванне до температуры 80…100 °С, выпрессовывают с помощью выколотки поршневой палец. Детали шатунно-поршневой группы моют и дефектуют.
Поршень бракуют при наличии трещин, прогаров, разрушении днища, вкраплении инородных частиц, а также при износе:
– юбки поршня в плоскости, перпендикулярной оси пальца, на расстоянии 104 мм от днища – до размера менее 119,81 мм;
– отверстия под поршневой палец – до диаметра более 45,02 мм;
– канавки верхнего компрессионного кольца – до размера, измеряемого по вложенным в канавку роликам диаметром 2,96 мм, менее 120,25 мм;
– канавки нижнего компрессионного кольца – до размера, измеряемого аналогично, менее 120,7 мм;
– канавки маслосъемного кольца – до высоты более 5,1 мм;
– наружной поверхности – до диаметра менее 44,99 мм.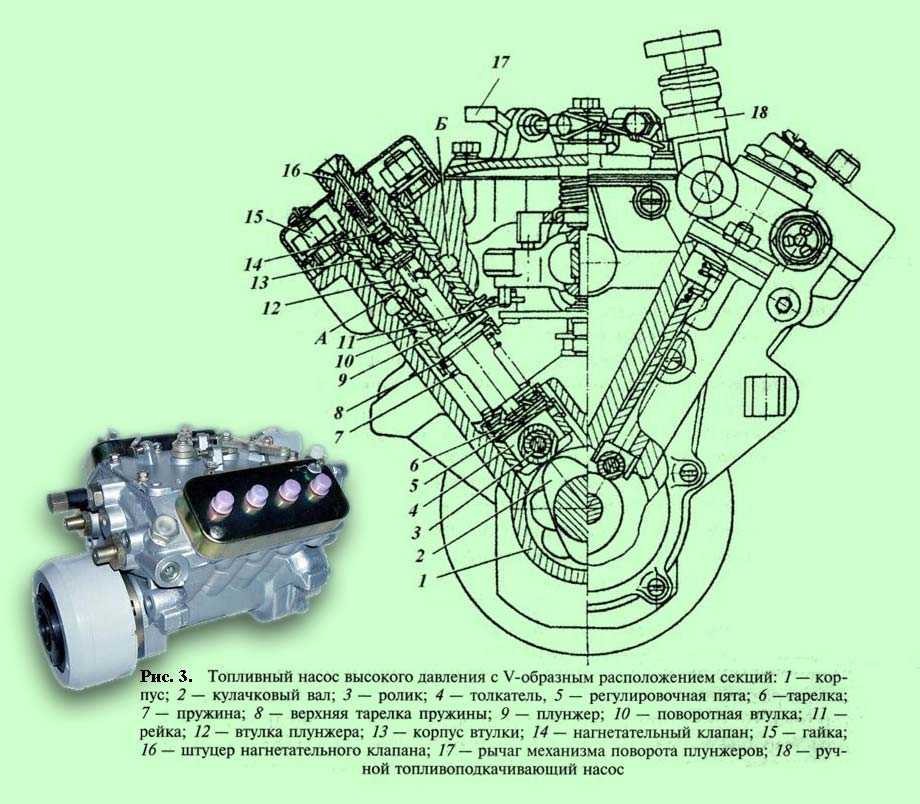
Поршневой палец бракуют при наличии сколов, трещин, рисок, забоин и следов коррозии на поверхности и торцах, а также при износе наружной поверхности до диаметра менее 44,99 мм, В последнем случае деталь следует направить на восстановление [4, с.10].
Шатун в сборе бракуют при наличии трещин или обломов, износе торцов нижней головки по ширине до размера менее 33,23 мм. Изгиб и скручивание шатуна определяют с помощью приспособления 30701. При непараллельности осей отверстий головок шатуна на длине 100 мм более 0,06 мм шатун бракуют или направляют на восстановление.
При износе отверстия во втулке верхней головки шатуна до диаметра более 45,04 мм втулку выпрессовывают и устанавливают новую бронзовую втулку таким образом, чтобы масляные отверстия во втулке и шатуне совпадали. Перед установкой втулку охлаждают до температуры минус 50 ° С. Запрессовка втулки не допускается. Отверстие в установленной втулке растачивают до диаметра 45+8; 4 мм при частоте вращения расточной головки 1600 мин и подаче 0,06 мм/ оборот. Восстановленный шатун промывают и обдувают сжатым воздухом. При износе отверстия в верхней головке шатуна под втулку до диаметра более 49,02 мм шатун бракуют или направляют на восстановление. При износе отверстия нижней головки шатуна до диаметра более 85,02 мм его обрабатывают до ремонтного размера 85,5 мм, а при диаметре более 85,535 мм – бракуют или направляют на восстановление.
Восстановленный шатун промывают и обдувают сжатым воздухом. При износе отверстия в верхней головке шатуна под втулку до диаметра более 49,02 мм шатун бракуют или направляют на восстановление. При износе отверстия нижней головки шатуна до диаметра более 85,02 мм его обрабатывают до ремонтного размера 85,5 мм, а при диаметре более 85,535 мм – бракуют или направляют на восстановление.
Перед сборкой шатунно-поршневой группы поршневые пальцы подбирают к шатунам. Поршень нагревают в масле до температуры 80…100°С, помещают в приспособление для сборки и соединяют с шатуном поршневым пальцем, установив шатун так, чтобы выточки под клапаны в поршне и пазы под усы вкладышей на шатуне были расположены с одной стороны. Запрессовка поршневого пальца не допускается. Перед сборкой сопрягаемые поверхности поршневого пальца и отверстий в поршне смазывают тонким слоем чистого моторного масла М ЮГгк [4, с.11].
В канавки поршня устанавливают стопорные кольца поршневого пальца. На поршень с помощью приспособления для снятия и установки колец последовательно устанавливают маслосъемное и компрессионные кольца (рис. 10). При монтаже маслосъемного кольца в канавку поршня устанавливают расширитель и затем надевают маслосъемное кольцо так, чтобы стык расширителя находился диаметрально противоположно замку кольца. Компрессионные кольца устанавливают на поршень скошенной стороной и клеймом “верх” к днищу поршня. Замки соседних колец располагают под углом 120 °С. Перед установкой колец удаляют нагар из канавок поршня, а после установки проверяют легкость перемещения колец в канавках.
10). При монтаже маслосъемного кольца в канавку поршня устанавливают расширитель и затем надевают маслосъемное кольцо так, чтобы стык расширителя находился диаметрально противоположно замку кольца. Компрессионные кольца устанавливают на поршень скошенной стороной и клеймом “верх” к днищу поршня. Замки соседних колец располагают под углом 120 °С. Перед установкой колец удаляют нагар из канавок поршня, а после установки проверяют легкость перемещения колец в канавках.
Шатун также должен свободно перемещаться вокруг оси поршневого пальца. При соблюдении этих требований поршень в сборе с шатуном снимают с приспособления и передают на сборку двигателя.
Рис.11. Разборка головки цилиндров в приспособлении И-801.06.000
1 – винт; 2 – рукоятка; 3 – тарелки клапанов; 4 – штифт; 5 – головка цилиндров.
Головку цилиндров устанавливают на приспособление для разборки-сборки 7831-4044 или верстак. Разогнув усики стопорной шайбы крепления стойки коромысел, отвертывают гайки крепления стоек оси коромысел и снимают стойку коромысел, стопорные шайбы и фиксатор коромысел, а затем – коромысла клапанов со стойки коромысел. Отвернув и сняв гайку 10 регулировочного винта, ввертывают регулировочный винт 8 коромысла, снимают головку цилиндров с приспособления для разборки-сборки и устанавливают на приспособление для снятия-установки клапанов (рис.11) так, чтобы штифты 4 вошли в отверстия под болты крепления головки.
Отвернув и сняв гайку 10 регулировочного винта, ввертывают регулировочный винт 8 коромысла, снимают головку цилиндров с приспособления для разборки-сборки и устанавливают на приспособление для снятия-установки клапанов (рис.11) так, чтобы штифты 4 вошли в отверстия под болты крепления головки.
Вращением рукоятки приспособления отжимают тарелки пружин клапанов вместе с втулками и снимают сухари клапанов, тарелки с втулками, наружные и внутренние пружины и шайбы пружин клапанов. С направляющей втулки впускного клапана снимают уплотнительную манжету в сборе, после чего из головки цилиндров извлекают впускные и выпускные клапаны [4, с.13].
При необходимости замены вывертывают следующие детали: ввертыш крепления впускного коллектора, ввертыш крепления водяной трубы, шпильки крепления патрубка выпускного коллектора, шпильки крепления стоек коромысел и шпильки крепления скобы форсунки. Головку цилиндров снимают с приспособления.
Головку цилиндров и снятые детали моют, клапаны, седла и направляющие втулки клапанов очищают от нагара, обдувают детали сжатым воздухом и дефектуют.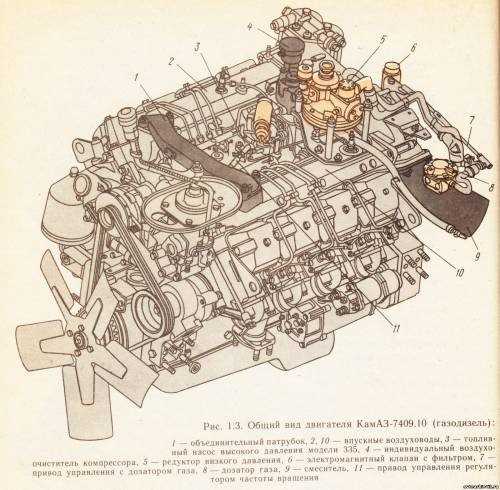
Головку цилиндров устанавливают на стенд для опрессовки 470.085 и проверяют под давлением воздуха 0,3 МПа (3 кгс/см) в течение 2 мин герметичность рубашки охлаждения и под давлением 0,6…0,65 МПа (6…6,5 кгс/см) – герметичность масляных каналов. При утечке воздуха головку цилиндров бракуют. Она также подлежит выбраковке при наличии трещин, захватывающих внутренние каналы, полости отверстий под форсунку, направляющие втулки и поверхность сопряжения с блоком цилиндров, при разрушении посадочных мест под седла клапанов и перемычек между ними, при повреждении или гравитационном разрушении поверхности сопряжения с блоком цилиндров [4, с.14].
При наличии выработки или раковин на рабочей поверхности седел клапанов их обрабатывают до выведения дефекта притиркой, не допуская увеличения диаметра седла выпускного клапана более 43 мм, а впускного – 48 мм. При невозможности устранения дефекта седла заменяют.
При наличии трещин, сколов, механических повреждений на поверхности направляющих втулок клапанов, а также при износе отверстия в направляющей втулке до диаметра более 10,04 мм втулку заменяют. Также подлежит замене при прогорании или механическом повреждении уплотнительное кольцо газового стыка.
Также подлежит замене при прогорании или механическом повреждении уплотнительное кольцо газового стыка.
Крышку головки цилиндров бракуют при наличии обломов и трещин. Неплоскостность поверхности прилегания к головке цилиндров проверяют щупом на поверочной плите. Она должна составлять не более 0,15 мм. В противном случае поверхность обрабатывают до устранения дефекта, снимая слой металла не более 0,5 мм. При невозможности устранения дефекта деталь бракуют.
Коромысло клапана с втулкой в сборе бракуют при наличии обломов или трещин, а также при износе носка коромысла по высоте. Расстояние от горизонтали, проходящей через центр отверстия во втулке коромысла, до носка коромысла, должно быть не более 6,0 мм. При износе отверстия во втулке ее заменяют и обрабатывают под ремонтный размер в соответствии с ремонтным размером стойки коромысел.
Стойку коромысел бракуют при наличии обломов или трещин. При износе опорных поверхностей их обрабатывают до ремонтного размера, при диаметре более 24,66 мм – бракуют.
Клапаны впускной и выпускной бракуют при наличии трещин, обломов, износе или выгорании рабочей фаски клапана. При износе стержня впускного клапана до диаметра менее 9,94 мм, а выпускного – 9,90 мм клапан бракуют или направляют на восстановление. При неравномерном износе торца стержня клапана его обрабатывают до устранения дефекта, не допуская
уменьшения высоты от торца до кольцевой проточки сверх 6,3 мм. При невозможности устранения дефекта клапан бракуют.
После устранения дефектов головку цилиндров в сборе с направляющими втулками клапанов помещают на приспособление для разборки-сборки 7831-4044 или верстак и устанавливают на место, если они были сняты, следующие детали: шпильки крепления патрубка выпускного коллектора (высота выступания шпилек 52±1 мм), шпильки крепления скоб форсунки, шпильки крепления стоек коромысел, ввертыш крепления впускного коллектора и ввертыш крепления водяной трубы. Головку цилиндров снимают с приспособления для сборки и устанавливают на стенд для притирки клапанов седлами клапанов вверх [4, с. 15].
15].
Приготовив притирочную пасту из 81% электрокорунда зернистого и 13% парафина, разведенных в моторном масле МЮГгк до сметанообразного состояния, наносят пасту на рабочую поверхность седел клапанов. Установив впускной и выпускной клапаны в головку цилиндров, выполняют их притирку до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной не менее 1,5 мм без рисок и разрывов на поверхности пояска. При правильной притирке матовый поясок на седле должен начинаться у основания большого конуса седла.
Головку цилиндров и клапаны укладывают в тару, ячейки которой пронумерованы и обеспечивают сохранение принадлежности клапанов и седел, к которым они притерты. Детали промывают в моющем растворе КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 – 5 г/л, ЭАП-40 – 0.2…0.3%. Состав моющего раствора: карбонат натрия – 22,5%, тринатрийфосфат – 18,9%, триполифосфат натрия – 50,6%, сульфонал – 2,3%, синтанол ДТ-7 – 5,7%. Температура моющего раствора 70…80 °С, время выдержки 2 мин.
После мойки головку цилиндров устанавливают на приспособление для снятия-установки клапанов (см. рис.11), смазывают стержни клапанов и рабочие поверхности направляющих втулок чистым моторным маслом и устанавливают клапаны на свои места согласно нумерации после притирки.
На направляющую втулку впускного клапана устанавливают уплотнительную манжету в сборе, устанавливают шайбы пружин клапанов, внутренние и наружные пружины, тарелки пружин клапанов с втулками и вращением рукоятки приспособления сжимают пружины с тарелками и втулками. Установив сухари клапанов, отпускают пружины следя за тем, чтобы сухари вошли во втулку.
Сняв головку цилиндров с приспособления, проверяют герметичность клапанов. Для этого головку цилиндров устанавливают поочередно впускными и выпускными окнами вверх и заливают в них дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 с. При подтекании топлива следует постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны необходимо притереть повторно. Качество притирки можно проверить на карандаш, для чего поперек фаски клапана на равном расстоянии наносят шесть-восемь черточек. Клапан вставляют в седло и, сильно нажав на него, поворачивают на 1/4 оборота. При хорошей притирке все черточки должны быть стерты.
Если подтекание не устраняется, клапаны необходимо притереть повторно. Качество притирки можно проверить на карандаш, для чего поперек фаски клапана на равном расстоянии наносят шесть-восемь черточек. Клапан вставляют в седло и, сильно нажав на него, поворачивают на 1/4 оборота. При хорошей притирке все черточки должны быть стерты.
Двигатель Камаз-740.50-360. Состав двигателя, устройство и работа.
Содержание:
Принцип работы двигателя КамаЗ-740
Двигатель КАмаЗ 740.50-360 – четырехтактный с воспламенением от сжатия, жидкостного охлаждения, имеет V-образную схему расположением восьми цилиндров, с турбонаддувом и промежуточным охлаждением наддувочного воздуха (ОНВ) типа «воздух-воздух».
Поперечный разрез двигателя КАмаз-740
1 – фильтр полнопоточный очистки масла; 2 – горловина маслозаливная; 3 -указатель уровня масла; 4 – фильтр центробежный масляный; 5 -коробка термостатов; 6 – рым-болт передний; 7 – компрессор; 8 -насос гидроусилителя рулевого управления; 9 – рым-болт задний; 10 – труба водяная левая; 11 – свеча факельная; 12- воздухопровод впускной левый; 13 – форсунка; 14 – скоба крепления форсунки; 15 – патрубок выпускного коллектора; 16 – коллектор выпускной.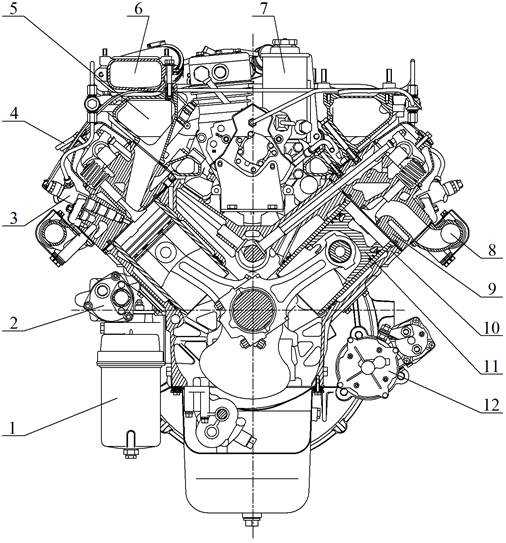
Продольный разрез двигателя КамАЗ
1 – генератор; 2 – насос топливный низкого давления; 3 – насос топливоподкачивающий ручной; 4 – насос топливный высокого давления; 5 – муфта автоматическая опережения впрыскивания топлива; 6-полумуфта ведущая привода топливного насоса высокого давления; 7-патрубок соединительный впускных воздухопроводов; 8 – фильтр тонкой очистки топлива; 9 – вал кулачковый; 10 -маховик; 11 – картер маховика; 12-пробка сливная; 13-картер двигателя; 14-вал коленчатый; 15 – насос масляный; 16 – валик привода ведущей части гидромуфты; 17 – шкив привода генератора; 18-крыльчатка вентилятора.
Блок цилиндров
Является основной корпусной деталью двигателя и представляет собой отливку из чугуна. Блок искусственно состаривают для снятия термических напряжений, чтобы блок сохранил правильные геометрические формы и размеры в процессе эксплуатации.
В верхней части этого блока располагаются гнезда под гильзы. Корпус оснащен каналами и полостями для прохода охлаждающей жидкости. В нижней части блока установлен коленвал. Картер имеет два технологических отверстия для смазки. Внутри узел имеет перегородки со специальными ребрами жесткости. В этих перегородках и стенках картера сделаны специальные расточки, которые закрываются крышками. Эти детали служат опорами для коленвала.
В нижней части блока установлен коленвал. Картер имеет два технологических отверстия для смазки. Внутри узел имеет перегородки со специальными ребрами жесткости. В этих перегородках и стенках картера сделаны специальные расточки, которые закрываются крышками. Эти детали служат опорами для коленвала.
На нижнем поясе выполнены две канавки под уплотнительные кольца, которые предотвращают попадание охлаждающей жидкости из полости охлаждения блока в полость масляного картера двигателя.
Коленвал двигателя
Коленвал изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, закаленных ТВЧ, которые связаны между собой щеками и сопрягаются с ними переходными галтелями.
Для равномерного чередования рабочих ходов расположение шатунных шеек коленчатого вала выполнено под углом 90°. К каждой шатунной шейке коленвала КамАЗ присоединяются два шатуна: один для правого и один для левого рядов цилиндров.
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал Камаз имеет шесть противовесов, отштампованных заодно со щеками коленвала. Кроме основных противовесов, имеются два дополнительных съемных противовеса 1 и 2, напрессованных на вал, при этом их угловое расположение относительно коленчатого вала определяется шпонками 5 и 6. В расточку хвостовика коленвала запрессован шариковый подшипник.
Кроме основных противовесов, имеются два дополнительных съемных противовеса 1 и 2, напрессованных на вал, при этом их угловое расположение относительно коленчатого вала определяется шпонками 5 и 6. В расточку хвостовика коленвала запрессован шариковый подшипник.
Устройство и работа смазочной системы
Двигатель оснащен смазочной системой комбинированного типа. Масло подается при помощи впрыска, самотеком или под низким давлением в зависимости от того, где размещены и в каких условиях работают трущиеся детали.
Из маслонасоса смесь подается в фильтр, после чего поступает на магистрали. Далее осуществляется подача масла к цилиндрам, газораспределительному механизму, коленвалу, компрессору и топливному насосу. Эти детали всегда подвержены большому трению и работают в условиях повышенной температуры, поэтому им требуется постоянная смазка.
Для смазки опоры поршневого кольца с поршней снимается часть масла и самотеком поступает на устройство, после чего стекает в поддон.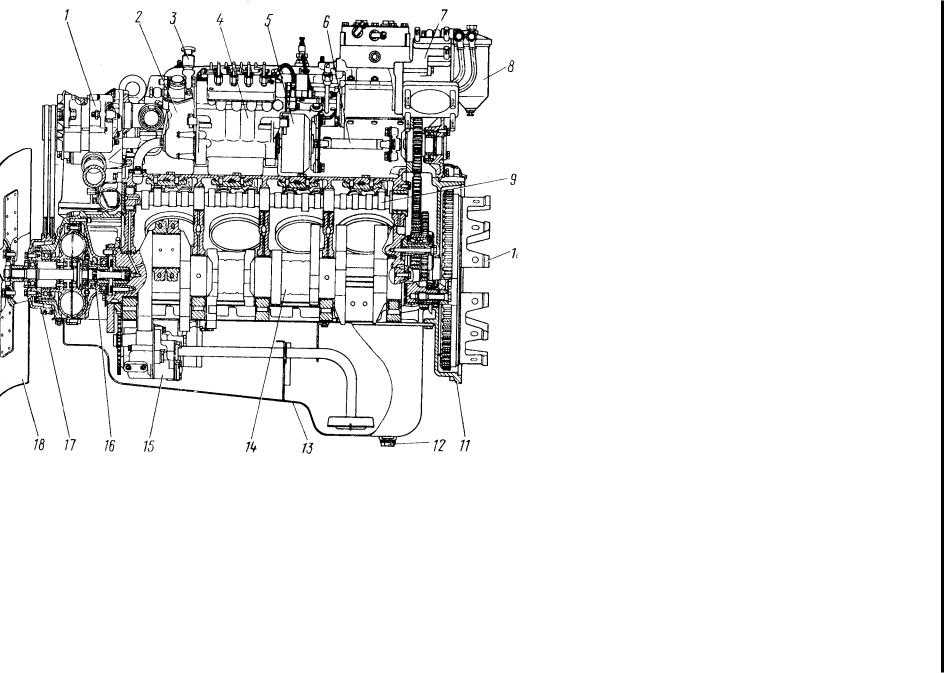 Гидромуфта обрабатывается только в случае ее работы: в противном случае кран, активируемый гидросиловым датчиком закрыт и масло стекает. Из поддона смазка стекает в маслоприемник, а оттуда через фильтр – снова к насосу.
Гидромуфта обрабатывается только в случае ее работы: в противном случае кран, активируемый гидросиловым датчиком закрыт и масло стекает. Из поддона смазка стекает в маслоприемник, а оттуда через фильтр – снова к насосу.
Система питания
Система состоит из баков для хранения горючего, топливопроводов, насоса низкого давления, ТНВД двигателя и форсунок. Она обеспечивает своевременный впрыск дизеля в камеры сгорания для своевременного сжатия топлива и правильной работы мотора.
Система охлаждения
На двигатель установлена система охлаждения закрытого типа с принудительной циркуляцией охлаждающей жидкости. К основным агрегатам и узлам системы охлаждения относятся: радиатор, вентилятор с вязкостной муфтой привода, кожух вентилятора, обечайка вентилятора, корпус водяных каналов, водяной насос, термостаты, каналы и соединительные трубопроводы для прохода охлаждающей жидкости.
Центробежный насос обеспечивает нагнетание охлаждающей смеси. Оттуда она поступает к головкам цилиндров: сначала в левую часть, потом- в правую. Далее проходит в полость цилиндров, откуда под давлением двигается к ГБЦ. После прохождения полного цикла смесь поступает в термостаты. После этого в зависимости от положения муфты гидравлического насоса охлаждает устройство или сливается в радиатор. Регулировка осуществляется при помощи гидромуфт.
Далее проходит в полость цилиндров, откуда под давлением двигается к ГБЦ. После прохождения полного цикла смесь поступает в термостаты. После этого в зависимости от положения муфты гидравлического насоса охлаждает устройство или сливается в радиатор. Регулировка осуществляется при помощи гидромуфт.
Подведем итоги
Существует огромное количество неисправностей, которые присущи данному мотору. Хотя нельзя сказать, что у 740-го это больные места. Это типичные проблемы, которые появляются не только на данной модели, но и на многих других.
В целом же мотор, который оснащается сажевым фильтром – каталитическим преобразователем, достаточно мощный и тяговитый. Такой силовой агрегат при должном обслуживании и щадящем режиме эксплуатации способен бегать достаточно много. При этом он не требует дорогостоящего технического обслуживания. Нужно лишь вовремя менять фильтры, масла, другие жидкости и расходники. Даже если и появится какая-либо проблема, то она быстро и просто устраняется, если это не касается поршневой группы двигателя.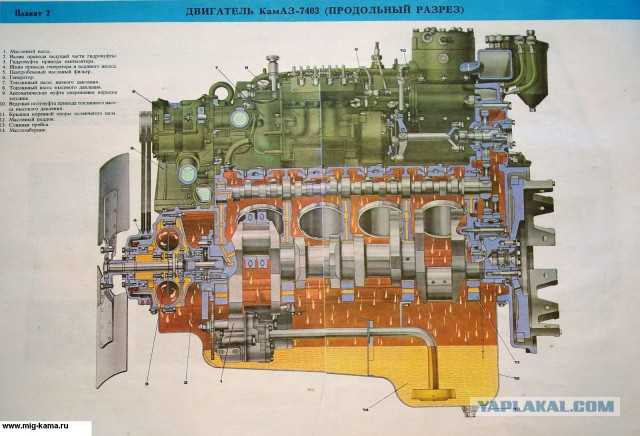 Несмотря на то что 740-й был разработан давно, его модификации используются и в настоящее время.
Несмотря на то что 740-й был разработан давно, его модификации используются и в настоящее время.
Основные неисправности и их устранение
Новый двигатель КамАЗ Евро-2 вряд ли может выйти из строя. Обычно он ходит до капитального ремонта порядка 1 миллиона километров при должном обслуживании. На практике силовой агрегат бегает на порядок меньше. Обусловлено это низким качеством запчастей для ТО, несоблюдением сроков по замене жидкости в системе охлаждения, масла и т. п. Что касается наиболее типичных проблем, то среди таких стоит выделить следующие:
- Недостаточное давление масла в системе. Чаще всего причиной служит масляный насос или износ вкладышей. При этом стоит понимать, что перегрев смазочной жидкости может привести к потере давления. Поэтому первым делом проверяем редукционный клапан.
- Повышенный расход топлива. Нормой принято считать порядка 35-40 литров солярки, хотя в паспорте к автомобилю написано совсем другое. В городском цикле допустимо повышение расхода на 8%, если есть прицеп, то еще больше.
 Чаще всего расход увеличивается из-за отработавшего масла или забитых фильтрующих элементов.
Чаще всего расход увеличивается из-за отработавшего масла или забитых фильтрующих элементов.
 Чаще всего расход увеличивается из-за отработавшего масла или забитых фильтрующих элементов.
Чаще всего расход увеличивается из-за отработавшего масла или забитых фильтрующих элементов.Несмотря на достаточно простую и известную систему охлаждения, с ней очень часто случаются проблемы. Именно из-за неисправности какого-либо узла перегревается мотор, что может привести к капитальному ремонту. Проверку рекомендуется начинать с уровня тосола, работоспособности термостатов.
«Жор» масла и что с этим делать
Мы уже немного рассмотрели устройство двигателя КамАЗ Евро-2, и, как вы уже заметили, у данного силового агрегата есть множество проблем. Но, несмотря на это, он считается достаточно надежным. Все же необходимо уметь вовремя определить причину неисправности, тогда можно будет обойтись небольшим ремонтом.
Одна из таких причин – повышенный расход смазки. На КамАЗе чаще всего масло уходит через сальники и прохудившиеся прокладки. Хуже, когда смазка чрезмерно сгорает в камере. Это говорит о повышенном износе маслосъемных колец и других проблемах. В этом случае необходимо снимать блок двигателя КамАЗ Евро-2 и капиталить его.
В этом случае необходимо снимать блок двигателя КамАЗ Евро-2 и капиталить его.
Нестабильная работа, стук, дым
Если силовой агрегат сильно вибрирует, причем это может быть на прогретый или на непрогретый двигатель, холостом ходу или под нагрузкой, то в этом случае нужно проверить несколько систем. Во-первых, возможна неисправность нагнетательных клапанов ТНВД или барахлят форсунки. Если перед этим имела место замена коленвала, то, скорее всего, проблема с его балансировкой.
Наиболее частой причиной появления стука является масляное голодание ДВС. Случаться это может не только из-за недостаточного количества смазки в системе, но и по причине низкого качества смазки. В этом случае обычно заклинивает коленчатый вал и проворачивает вкладыши. Что касается дыма, то зачастую он появляется из-за пробитой прокладки ГБЦ. Выхлоп белого цвета при минусовой температуре на холодном ДВС – нормальное явление. В общем-то, двигатель КамАЗ Евро-2, фото которого вы можете видеть, требует регулярной замены воздушного фильтра.