Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
 Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
 Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
Места расположения дефектов, за устранение которых браться не стоит.
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
znanieavto.ru
До истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменить топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер;
трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки по инструкции –5320-0000 012;
неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопрягаемых поверхностей;
при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
не подгибайте шпильки при надевании на них деталей.
В картерной части развала блока цилиндров прилиты направляющие толкателей клапанов.
Ближе к заднему торцу, между четвертым и восьмым цилиндрами, выполнена перепускная труба полости охлаждения для улучшения циркуляции охлаждающей жидкости. Одновременно она придает блоку еще и дополнительную жесткость.
С целью увеличения циркуляционного запаса масла, на двигатель устанавливается масляный насос увеличенной производительности. Поэтому диаметры масляных каналов в блоке цилиндров существенно увеличены.
В нижней части цилиндров заодно с блоком отлиты бобышки под форсунки охлаждения поршней.
С целью установки на блок фильтра с теплообменником на правой стороне увеличены площадки и выполнены два дополнительных крепежных отверстия, а также сливное отверстие из фильтра.
КАРТА ДЕФЕКТАЦИИ БЛОКА ЦИЛИНДРОВ.
Таблица 1.
| НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ | ОБОЗНАЧЕНИЕ | |||||||||
| БЛОК ЦИЛИНДРОВ В СБОРЕ С КОРЕННЫМИ КРЫШКАМИ | 740.13-1002 011СБ | |||||||||
| № ПО КАТАЛОГУ | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ | |||||||
| 740.13-1002 015 | Блок цилиндров | СЧ 25 ГОСТ1412-85 | 187-241 НВ | |||||||
| 740.1005157-02 | Болт крепления крышки подшипника коленчатого вала | Сталь 40ХН2МА ГОСТ 4543-71 | 36,5-39,5 НRС | |||||||
| 7482.1005 158 | Болт стяжной крепления крышки М16х6gх70 | Сталь 40ХН2МА ОСТ 4543-71 | 31-39 НRС | |||||||
| 7482.1005 159 | Болт стяжной крепления крышки 16-6gх95 | Сталь 40ХН2МА ГОСТ 4543-71 | 31-39 НRС | |||||||
| 740.21 1006 037 | Втулка промежуточных шеек распредвала | Лента биметаллическая: сталь 080-ВГ-Т-2-К-А ТУ-4-1207-82; бронза | Не менее 60 НRВ Не менее 65 НRВ | |||||||
| № дефекта | Обозначение | ВОЗМОЖНЫЙ ДЕФЕКТ | РАЗМЕРЫ, мм | РЕКОМЕНДУЕМЫЙ СПОСОБ РЕМОНТА | ||||||
| номинальный | ПРЕДЕЛЬНО ДОПУСТИМЫЙ | |||||||||
| Без ремонта | Для ремонта | |||||||||
| | 2 | 3 | 4 | 5 | 6 | 7 | ||||
| 1 | А | Трещины, пробоины на стенках рубашки охлаждения, не выходящие на перегородки цилиндров, в количестве не более 3-х на блок, но не более 2-х на сторону | _ | _ | _ | Приварить заплату | ||||
| 2 | _ | То же, выходящие на перегородки между цилиндрами | _ | _ | _ | Браковать | ||||
| 3 | Б | Трещины длиной не более 30 мм, раковины в развале и на торцах блока, не захватывающие масляные каналы блока | _ | _ | _ | Заварить | ||||
| 4 | В | Трещины, сколы бобышек под болты крепления головок, не выходящие на бурт под гильзу | _ | _ | _ | Установить ввертыши на герметик | ||||
| 5 | Г | Трещины и сколы перемычек между отверстиями под гильзы и болт крепления головок цилиндров и на буртиках водоотводящих отверстий глубиной не более 8 мм | _ | _ | _ | Разделка трещины или скола на всю глубину, т.е. на глубину не более 8 мм | ||||
| 6 | Д | Трещины по бурту под гильзу по глубине окружности | _ | 1/3 длины окружности | _ | Браковать | ||||
| 7 | _ | Трещины и сколы резьбовых бобышек | _ | _ | _ | 1.Поставить ввертыш 2.Наплавить | ||||
| 8 | Е | Трещины в перегородках между цилиндрами на поверхности прилегания головок, не выходящая на нижнее посадочное место гильзы | _ | _ | _ | Конец трещины засверлить диаметром 3-4 мм. Трещину заполнить колеющим составом под давлением и стянуть болтом. | ||||
| 9 | Ж | Трещина по бобышке болта крепления крышки подшипника коленчатого вала | _ | _ | - | Место окончания трещины засверлить, установить резьбовую вставку или ввертыш | ||||
| 10 | И | Трещина по масляному каналу, выходящая на постель коленчатого вала | _ | _ | до 30 мм | Место окончания трещины засверлить, установить резьбовую втулку на герметик | ||||
| 11 | К | Трещины, обломы, срыв резьбы на поверхности крепления масляного насоса и на поверхности прилегания поддона | _ | _ | _ | Заварить, зачистить заподлицо, сверлить отверстия, нарезать резьбу | ||||
| 12 | Л | Сколы по технологическим отверстиям глубиной не более 15 мм по дуге не более 90 градусов, не выходящие на поверхность прилегания прокладки поддона | _ | _ | _ | Зачистить кромке скола | ||||
| М | Сколы бобышек под установочные штифты передней крышки и картер маховика | _ | _ | _ | ||||||
| 13 | Н | Кавитационное разрушение в зоне крепления водяного насоса: -без пробоины. -с пробоиной | _ | 1) Заполнить кавитационные полости клеевым составом, 2) расточить, установить чашечную заглушку, 3) заварить | ||||||
| 14 | О | Раковины, коррозия на плоскостям прилегания головок цилиндров: | 1. Заварить 2. Установить втулку | |||||||
| П | -коррозия паро-водоотводящих отверстий не более 1,5 мм (3 отв.) на сторону от номинального расположения | |||||||||
| Р | -в местах прилегания уплотняющих выступов прокладки головки | _ | _ | _ | Заварить | |||||
| С | -вне мест прилегания уплотняющих выступов прокладки головки | _ | _ | _ | Зачистить | |||||
| 15 | Т | Кавитационные разрушения в зоне нижнего посадочного места пояса гильзы цилиндра, не выходящие в канавки | Ø134+0,04 | _ | _ | 1. Заварить с установкой шаблона 2. Восстановить эпоксидной композицией | ||||
| 16 | У | Износ, задир, прижог постелей коренных подшипников: -не более Ø100,3 мм | Ø100+0,03 | Ø100 | _ | 1. Обработать в ремонтный размер Ø100,5+0,04 | ||||
| -более Ø100,3 | _ | _ | Ø100,3 | 1. Расточить в размер Ø104 мм, приварить промежуточные вкладыши | ||||||
| 17 | Ф | Износ, задир втулок распределительного вала | Ø60+0,04 | _ | _ | Заменить втулки, с последующей расточкой в блоке | ||||
| 18 | Ш | Износ, задир поверхностей под упорные полукольца | 28-0,021 | 27,97 | _ | 1. Обработать торцы в ремонтный размер 27,4 –0,021 мм 2. При глубоком провороте: занизить ширину постели, заплавить, расточить в размер 28 –0,021 мм. | ||||
| 19 | Щ | Смятие (скол) на грани паза под «усик» | 14+0,07 | 14,1 | _ | Подварить, зачистить в размер 14 +0,2 мм | ||||
| 20 | Залом шпилек, износ, срыв резьбы в разных местах | _ | _ | _ | Удалить шпильку, установить ввертыш или резьбовую вставку | |||||
| 21 | Э | Срыв резьбы под рым-болт, скол или трещина на бобышке | _ | _ | _ | Резьбу заглушить (забить, заварить). При сборке двигателя установить грузовой кронштейн под болты крепления головки цилиндров: дет.№740.1002 053-рым; дет.№740.1002 058- болт-1 шт. | ||||
Основой качественного ремонта служит тщательная дефектовка: осмотр внешний, проверка состояния резьб, замеры посадочных и сопрягаемых поверхностей с пометкой краской мест, подлежащих ремонту.
На всех блоках, бывших в эксплуатации, заменяются втулки под промежуточные опоры распредвала. У большинства блоков требуется расточка постелей коренных подшипников, которая производится в приспособлении, изображенном на рис.2.
При износе коренных постелей более чем на Ø100,3 мм восстановить их расточкой в ремонтный размер не удается. Тогда постели с глубоким проворотом вкладышей растачиваются в размер Ø104+0,03 мм. В подготовленные постели устанавливаются промежуточные вкладыши с поджатием перед сваркой усилием порядка 50 кН (5000 кГс) и привариваются в соответствии с рис.3.
Далее постель растачивается в размер Ø100+0,03 мм при установке крышек 740.1005 152/140 номинального размера или в размер Ø100,5+0,03 мм при установке ремонтных крышек. Выступание торцев Т промежуточных вкладышей под плоскостью разъема не допускается.
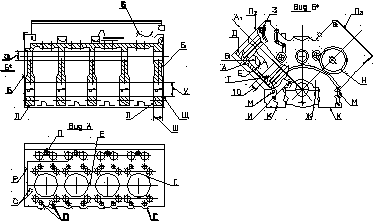
РИС. 1. ДЕФЕКТЫ БЛОКА ЦИЛИНДРОВ
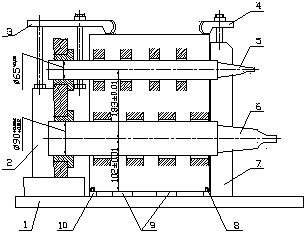
РИС. 2. ПРИСПОСОБЛЕНИЕ ДЛЯ РАСТОЧКИ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ И ОПОР РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА:
1 – основание, 2 – плита задняя, 3, 4 – прихваты, 5 – борштанга для расточки постелей распределительного вала, 6 – борштанга для расточки постелей коренных подшипников, 7 – плита передняя, 8,10 – штыри, 9 – пластина для базирования блока
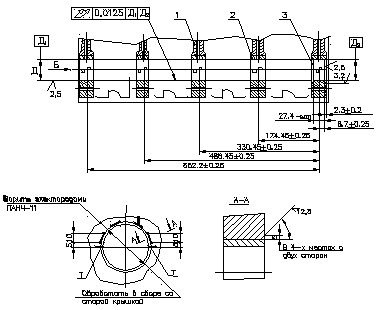
РИС. 3. СХЕМА ПРИВАРКИ ПРОМЕЖУТОЧНЫХ ВКЛАДЫШЕЙ:
1 – основание постелей, 2 – промежуточных вкладышей, 3 – торец пятой постели, Д – диаметр расточки
В случае глубокого проворота упорных полуколец необходимо восстановление торцев наплавкой. Для исключения выхода резца при окончательной расточкой в зону отбеленного чугуна следует предварительного расточить торцы 5-й постели до размера 25…26 мм, а диаметр проточки увеличить со 126 до 130 мм, после этого наплавить торцы самофлюсующейся проволокой ПАНЧ-11 Ø1,2 мм. ТУ4821-593-55 при силе тока I= 100 – 100А и напряжения Uд =16 – 18 В, защитив постели медной оправкой, а линию разъема блока и крышки подшипника – медной пластиной.
Наплавку производить короткими участками длиной 30 – 50 мм с проковкой каждого участка сразу после обрыва дуги. Затем наплавленные поверхности зачистить заподлицо с торцами шлифмашинкой ИП 2003 А абразивным кругом ПП63х20х20 марки 53С50НСГ2БУ ГОСТ23182-78. Для расточки торцев 5-й коренной постели под упорные полукольца с обеих сторон одновременно необходима специальная резцовая головка (рис.4).
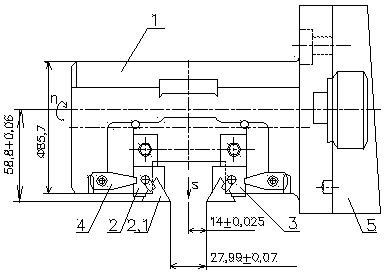
РИС. 4. СХЕМА РЕЗЦОВОЙ ГОЛОВКИ ДЛЯ РАСТОЧКИ ТОРЦЕВ 5-Й КОРЕННОЙ ПОСТЕЛИ: 1 – корпус резцовой головки, 2 и 3 – державки резцов, 2.1 – твердосплавная пластина, 4 – прихват резца, 5 – шпиндель.
Такой метод восстановления позволяет получить номинальные размеры как по длине постели, так и по диаметру 126 мм. Однако на практике в большинстве случаев проворот бывает только снаружи, что значительно упрощает восстановление.
Очень часто наблюдается скол (смятие) замка на 5-й крышке. Для восстановления крышка снимается с блока, скол наваривается проволокой ПАНЧ-11 и затем зачищается шлифмашинкой с кругом ПП60х6 марки 38А-25НТ2БУ. (Заменить крышку 5- коренной опоры не допускается).
Значительное место среди дефектов блока цилиндров занимают разного рода трещины и кавитационные разрушения, показанные на рис.1. Кавитационные разрушения нижних посадочных буртов под гильзу восстанавливают наплавкой проволокой ПАНЧ-11, используя медную закладку в канавки с последующей зачисткой наплавленных мест шлифмашинкой.
Восстановление зоны установки водяного насоса производится двумя методами в зависимости от степени разрушения. Если плоскостью крепления водяного насоса образовались полости глубиной более 0,5 мм и более, местами выходящие на плоскость прилегания водяного насоса, такой блок целесообразно восстановить заполнением полостей клеем из группы эсмино-аминных составов, используя фторопластовую оправку Ø115,5 мм, антиадгезионную к этим клеям. После полимеризации состава в течение суток оправка вынимается. Значительно сложнее восстановление блока с уже использовавшейся пробоиной в зоне крепления водяного насоса. Такой блок устанавливается в приспособление горизонтально-расточного станка, сверлится отверстие Ø50 мм. на проход по центру зоны, растачивается в несколько проходов до Ø116+0,07 мм., растачивается заходная фаска 1,5х30º мм. Далее в подготовленное отверстие, смазанное компаудом №2 ИГ37.104.35.004-76, запрессовывается заглушка, изготовленная из ленты 08-М-НТ-3-0-3х170 ГОСТ503-71 или точением из стального прутка.
Для восстановления трещин на перегородках между 2-м, 3-м, 6-м и 7-м цилиндрами необходимо определить место окончания трещины с помощью керосина и мела, засверлить концы трещин сверлом Ø3…4 мм угловой пневмодрелью. Затем сверлится отверстие Ø8,7 мм перпендикулярно трещине на глубину 125 мм (рис.5), затем отверстие рассверливается до Ø10,7 мм на глубину L+3 мм, где L –расстояние от стенки до трещины. Далее цекуется площадка Ø26 мм на глубину 2±0,5 мм под головку болта и нарезается резьба М10х1,25-6g за трещиной, нарезается резьба М12х1,25–6g глубиной 20±2 мм. Далее подготовленная под стяжной болт полость наполняется клеем из группы эсмино-аминных составов и технологическим болтом М12 клей вдавливается до выступания из трещины. После удаления технологического болта заворачивается болт М10х1,25 с крутящим моментом 60…70Нм. Блок с трещиной на перегородках между 1 и 2, 3 и 4, 5 и 6, 7 и 8 цилиндрами необходимо восстанавливать со стороны развала, т.е. со стороны штанговой полости (см. рис.5, Б-Б). При этом добавляется ряд операций, связанных со сверлением плоскости развала и установкой впоследствии заглушки.
Трещины на постели, переходящая в масляный канал, как правило, образуется при повороте коренных вкладышей. Дефектный канал рассверливается до Ø10,7 мм на глубину трещины, нарезается резьба М12х1,25-6Н, заворачивается резьбовая втулка с внутренним отверстием Ø7 мм до упора на клей эсмино-аминной группы, выступающая часть втулки высверливается и зачищается круглым напильником. Через сутки производится испытание на герметичность масляного канала.
При восстановлении блоков с трещиной по маслоканалу, выходящей в отверстие под втулки распределительного вала, через развал блока сверлится отверстие Ø14 мм до выхода в отверстие под втулку. При этом необходимо выдержать от торца блока размер 180±0,2 мм для отверстия №4, размер 334±0,2 мм для отверстия №3, размер 488±0,02 мм для отверстия №2. Отверстие в развале затем глушится резьбовой пробкой. Испытание на герметичность маслоканалов обязательно.
Блоки с трещинами, выходящими в штанговую полость, не восстанавливаются.На бобышке блока под болт крепления крышки подшипника допускаются для ремонта трещины длиной 40 мм со стороны центральной масляной магистрали и не более 50 мм с противоположной стороны. Соответственно резьбовые ввертыши должны быть не более 50 и 60 мм.
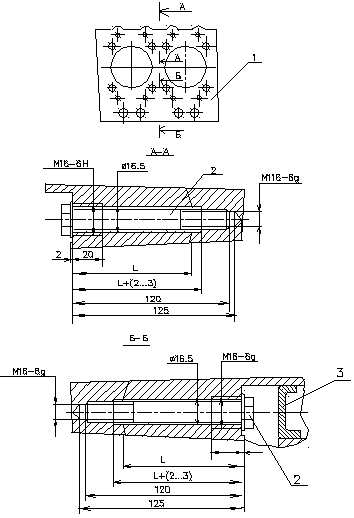
РИС. 5. РЕМОНТ ТРЕЩИН НА ПЕРЕГОРОДКЕ МЕЖДУ ЦИЛИНДРАМИ:
1 – блок, 2 – стяжной болт, 3 – технологическая пробка.
studfiles.net
Проверка гильзы на герметичность
Снятие гильз с блока КАМАЗ
Причина попадания масла в антифриз — трещина на гильзе цилиндров
Трещина в блоке цилиндров ВАЗ 21083
гильзы
опресовка головки блока камаз в домашних условиях
Как заделать раковину блока двигателя и трещину
#28. Caterpillar c15/Проверка на просадку гильз/Трещина в гильзе/Газы в расширительном бочке. Часть8
Течь гильзы камаз
Износ гильзы, проверяю...
Также смотрите:
kamaz136.ru
Как заделать раковину блока двигателя и трещину
Востановление блока цилиндров КАМАЗ. часть 1
Сварка чугуна 50 см трещины плакированием т е с промежуточным слоем
лопнул мотор зила
Трещина в чугунном блоке двигателя Puegot Expert 2008
СВАРКА ЧУГУННОГО БЛОКА ЖИГУЛЕЙ, НЕУДАЧНЫЙ ОПЫТ.АНАТОЛИЙ РАЛО. WELDING OF THE PIG-IRON BLOCK OF ZHIGU
ремонт размороженного блока Рено
Ремонт блока цилиндров
Не правильная сварка ЧУГУНА, ЭКСПЕРЕМЕНТ
Как заменить пробки в блоке не снимая двигателя в ВАЗ 21083
Также смотрите:
kamaz-parts.ru
Проверка гильзы на герметичность
Снятие гильз с блока КАМАЗ
Причина попадания масла в антифриз — трещина на гильзе цилиндров
Трещина в блоке цилиндров ВАЗ 21083
опресовка головки блока камаз в домашних условиях
Как заделать раковину блока двигателя и трещину
Течь гильзы камаз
Вой в районе поддона камаз
гильзы
Как проверить головку блока цилиндра на микротрещины
Также смотрите:
kamaz-parts.ru
Пытаюсь лечить посадочное место гильзы
Просела гильза Detroit-восстановление блока часть3
Восстановление посадочных мест под гильзы ISUZU
Востановление блока цилиндров КАМАЗ. часть 1
Восстанавливаем посадочное место гильзы на V-образном блоке CADILLAC
Фрезеровка блока.
Проверка гильзы на герметичность
Съемник для гильз ремонт КАМАЗа
Сломанный болт в блоке двигателя КАМаз
#29. Caterpillar c15/Проверка на просадку гильз/Трещина в гильзе/Газы в расширительном бочке. Часть9
Также смотрите:
kamaz136.ru
Как проверить головку блока цилиндра на микротрещины
Трещина в блоке цилиндров ВАЗ 21083
опресовка головки блока камаз в домашних условиях
Проверяем прокладку головки блока цилиндров презервативом.
Как заделать раковину блока двигателя и трещину
Снятие гильз с блока КАМАЗ
Проверка гильзы на герметичность
Востановление блока цилиндров КАМАЗ. часть 1
Причина попадания масла в антифриз — трещина на гильзе цилиндров
Масло в системе охлаждения трещина в блоке
Также смотрите:
kamaz136.ru