Содержание
Авторская статья «Ремонт резьбы» на сайте инженерной-технологической компании Механика
Разнообразие материалов и методов
Часто при ремонте двигателя механику приходится «сражаться» с непокорным крепежом – когда гайка или болт не «желают» отворачиваться. И если с непокорной гайкой справится несложно, то восстановление поврежденной резьбы в отверстии – не всегда простая задача.
Тем не менее, подобные резьбы тоже ремонтируются. Самый простой случай – когда в резьбовом отверстии слегка замята пара ниток резьбы. Тут можно прогнать резьбу метчиком, который восстанавливает резьбу, почти не снимая металла. Если же резьба повреждена сильно (сорвана), то ее обычно ремонтируют с помощью резьбовой вставки, иначе называемой футоркой. Резьбовые вставки бывают самыми разными, но всегда имеют внутреннюю резьбу (с диаметром и шагом оригинальной резьбы), а снаружи – другую резьбу, которая может быть стандартизованного размера и профиля, либо – специальной, характерной только для данной футорки. Обычно подобные футорки изготавливают специализированные компании, но в некоторых случаях их можно сделать и самостоятельно, на токарном станке.
Обычно подобные футорки изготавливают специализированные компании, но в некоторых случаях их можно сделать и самостоятельно, на токарном станке.
|
|
|
|
Установка подобной вставки требует рассверливания отверстия до увеличенного диаметра, нарезки новой резьбы, которая нужна для внешней резьбы футорки, и ее последующей установки.
|
|
|
|
 2
2
В ассортименте многих поставщиков есть множество вариантов подобных ремонтных вставок. Однако наибольшее распространение получили так называемые «пружинки» — то есть, напоминающие маленькие спиральные пружины. Обычно их изготавливают из «граненой» стальной проволоки, свернутой в спираль и образующей резьбу требуемого профиля и шага. Причем можно приобрести и комплекты, в которых есть все необходимое для установки «пружинок» (сверла, метчики и оправки), и сами «пружинки» по отдельности. В комплекте обычно есть еще и инструкция, где сказано, какого диаметра отверстие нужно засверлить – для установки вставки нужного размера.
|
|
|
|
 3
3
В принципе, установка «пружинки» происходит следующим образом: засверлите поврежденное отверстие до подходящего размера, нарежьте резьбу в этом отверстии с помощью специального метчика из комплекта, а затем вверните «пружинку», которая имеет небольшой хвостовик в нижней части, «цепляющийся» за оправку. Когда вставка будет завернута в отверстие, обратите внимание на ее заглубление: верх «пружинки» должен быть на 1-2 витка резьбы ниже плоскости детали. После установки на нужную глубину, хвостовик на «пружинке» нужно удалить. Для этого он снабжен специальной насечкой. Один быстрый удар зубилом по хвостовику легко ломает его. Также для этой цели можно использовать «длинноносые» плоскогубцы, сворачивая хвостовик по насечке. Если отверстие сквозное и деталь демонтирована с двигателя, отломленный хвостовик выпадет наружу. Если же ремонтируемая деталь под капотом, то вам нужно действовать аккуратно, что хвостовик не попал внутрь двигателя и т. д. В этом случае лучше всего использовать «длинноносые» плоскогубцы или лучше ручные тиски с узкими губками, чтобы надежно удержать хвостовик.
Если отверстие сквозное и деталь демонтирована с двигателя, отломленный хвостовик выпадет наружу. Если же ремонтируемая деталь под капотом, то вам нужно действовать аккуратно, что хвостовик не попал внутрь двигателя и т. д. В этом случае лучше всего использовать «длинноносые» плоскогубцы или лучше ручные тиски с узкими губками, чтобы надежно удержать хвостовик.
|
|
|
|
Подобная «пружинка» из нержавеющей стали, в случае с алюминиевой ремонтируемой деталью, делает внутреннюю резьбу гораздо прочнее, чем исходная. А благодаря специальному профилю наружной резьбы, она плотно и без зазоров стыкуется с материалом детали. Иными словами, ее невозможно ослабить и вынуть.
Иными словами, ее невозможно ослабить и вынуть.
|
|
|
|
Другой вариант резьбовых вставок – втулки-футорки из нержавеющей или обычной стали, которые фиксируются на посадочном месте стопорными штифтами. Они, эти штифты, предотвращают ослабление или проворачивание футорок. Футорки могут быть любого размера, как дюймового, так и метрического.
|
|
|
|
 Единственный надежный способ вытащить «пружинку» – захватить ее плоскогубцами и выдернуть. Это неминуемо разрушит вставку и, возможно, приведет к повреждению резьбы, которую вы недавно нарезали. Поэтому убедитесь, что у вас все под рукой и все готово для ремонта, прежде чем начать вворачивать «пружинку» .
Единственный надежный способ вытащить «пружинку» – захватить ее плоскогубцами и выдернуть. Это неминуемо разрушит вставку и, возможно, приведет к повреждению резьбы, которую вы недавно нарезали. Поэтому убедитесь, что у вас все под рукой и все готово для ремонта, прежде чем начать вворачивать «пружинку» .
Лучший способ «отремонтировать» поврежденный болт или шпильку – это просто заменить его. Если же вам нужно отремонтировать наружную резьбу (на шпильке или болте), то решением будет плашка нужного размера. Единственная причина попытаться отремонтировать болт – это если у вас нет доступной замены (например, вы находитесь далеко от мастерской или магазина), или если болт уникален, и непросто найти точную замену. Если шпилька повреждена, опять-таки лучший выход – заменить ее, если время и расходы не диктуют вам необходимость ремонта резьбы.
|
|
|
|
 7
7Необычный ремонт резьбы, который также «исправляет» трещины
Отверстия под болты крепления головки блока цилиндров и крышек коренных подшипников с трещинами, до недавних пор считались неремонтируемыми. Даже если мы убежденные сторонники того, что отремонтировать можно все, что угодно, если на это есть достаточно времени, творчества и денег, то мы все же должны считаться с тем фактом, что иной ремонт просто не стоит времени, забот и расходов.
|
|
|
|
 Его нужно удалить по двум причинам: чтобы он не мешал заворачивать болт, и чтобы «пружинка» не врезалась дальше, когда болт будет завернут. Помните: вставка может сама себе нарезать резьбу и дальше, если позволяет глубина отверстия и если хвостовик остался на месте. ПРИМЕЧАНИЕ: Используя подобную резьбовую вставку, вы ДОЛЖНЫ применять сверло, указанное в инструкции, и вы ДОЛЖНЫ использовать только тот метчик, что находится в комплекте. Вы также должны вворачивать вставку только с помощью специальной оправки из комплекта. Поэтому, если вы первый раз приступаете к подобной работе, то покупайте весь комплект сразу.
Его нужно удалить по двум причинам: чтобы он не мешал заворачивать болт, и чтобы «пружинка» не врезалась дальше, когда болт будет завернут. Помните: вставка может сама себе нарезать резьбу и дальше, если позволяет глубина отверстия и если хвостовик остался на месте. ПРИМЕЧАНИЕ: Используя подобную резьбовую вставку, вы ДОЛЖНЫ применять сверло, указанное в инструкции, и вы ДОЛЖНЫ использовать только тот метчик, что находится в комплекте. Вы также должны вворачивать вставку только с помощью специальной оправки из комплекта. Поэтому, если вы первый раз приступаете к подобной работе, то покупайте весь комплект сразу.
В этом смысле, изобретательные ребята из компании LOCK-N-STITCH разработали ремонтную футорку, которая устраняет не только повреждения резьб, но и трещины в отверстиях под болты. Главная особенность подобной футорки в том, что она способна «стянуть» разделенные трещиной стенки резьбового отверстия, создавая достаточно прочное соединение даже при затягивании болтов с большим моментом, как скажем при установке головки блока или крышек коренных подшипников.
|
|
|
|
Стенка отверстия под болт трескается обычно из-за перетягивания болта, так как в этом случае радиальное усилие, как результат действующего крутящего момента, превосходит предел прочности материала детали.
По словам Гарри Рида из LOCK-N-STITCH: «Это действительно большая проблема, так что все производители двигателей вынуждены принимать специальные конструктивные меры, чтобы предотвратить образование трещин.Это врожденный недостаток болтов со стандартной резьбой, который с самого первого дня отравляет индустрию крепления». Самым привычным решением для профилактики трещин является достаточное заглубление резьбы. Другие меры включают в себя местные утолщения вокруг отверстий под болты и расположение отверстий, на достаточном удалении от краев и между собой.
 Это врожденный недостаток болтов со стандартной резьбой, который с самого первого дня отравляет индустрию крепления». Самым привычным решением для профилактики трещин является достаточное заглубление резьбы. Другие меры включают в себя местные утолщения вокруг отверстий под болты и расположение отверстий, на достаточном удалении от краев и между собой.
Это врожденный недостаток болтов со стандартной резьбой, который с самого первого дня отравляет индустрию крепления». Самым привычным решением для профилактики трещин является достаточное заглубление резьбы. Другие меры включают в себя местные утолщения вокруг отверстий под болты и расположение отверстий, на достаточном удалении от краев и между собой.
|
|
|
|
Так как в новых двигателях для головок цилиндров и блоков все чаще используются алюминиевые сплавы, то и количество резьбовых отверстий с сорванной резьбой или треснувших велико как никогда. Например, в алюминиевых ГБЦ отверстие под свечу зажигания с сорванной резьбой — обычное дело.
|
|
|
|
 11
11
Хотя использование «пружинок» из нержавеющей стали делает подобный ремонт простым и удобным, проблема использования спиралей из нержавеющей стали и стальных тонкостенных футорок для отверстий свечи зажигания в алюминиевых головках, — говорит Рид, — состоит в том, что они очень плохо отбирают тепло от свечей зажигания, и свечи могут перегреться. «Пружинки» действуют как тепловая плотина, ограничивая передачу тепла, так как нержавейка проводит тепло очень медленно. Ведь стальные футорки не могут расширяться так же быстро, как и алюминий, тем самым нарушается и плотность посадки и теплоперенос. Резьбовые футорки, системы Spiralhook, для ремонта отверстий свечей зажигания в алюминиевых головках сделаны из анодированного алюминия, что дает равномерную теплопередачу даже в головках с воздушным охлаждением. Кроме того, эти новые футорки нельзя вывернуть из-за стопорного штифта, установленного через фланец футорки».
|
|
|
|
Проблемы, связанные с установкой прежних цельных футорок состоит в том, что при их установке приходится снимать много металла вокруг отверстия, ослабляя отливку. Это может даже привести к образованию трещины в теле детали. «Футорки Spiralhook, — говорит Рид, — решают большинство проблем. Внешняя резьба такой футорки «стягивает» окружающий металл к резьбе. Чем больше крутящий момент при затягивании болта, тем больше сила «стягивания».
«Футорки Spiralhook, — говорит Рид, — решают большинство проблем. Внешняя резьба такой футорки «стягивает» окружающий металл к резьбе. Чем больше крутящий момент при затягивании болта, тем больше сила «стягивания».
|
|
|
|
Вот, к примеру, описание ремонта трещины на блоке цилиндров двигателя «Chevrolet 427» 1967 года. Трещина, которая началась в отверстии под болт ГБЦ и затем распространилась по цилиндру примерно на 16 мм. Трещину в блоке сначала заштифтовали снизу вверх, до привалочной поверхности, таким образом, что последний штифт «пересекся» с ремонтной футоркой. Затем отверстие под болт рассверлили, зацековали и нарезали в нем резьбу для футорки серии F1. Затем отверстие смазали небольшим количеством резьбового герметика и ввернули на место футорку, крутящим моментом на 10% превышающим момент головочного болта, требуемого спецификацией. После установки футорки зафиксировали ее стопорным штифтом (для надежности). Затем, верхний край футорки и штифта зачистили и отшлифовали. Стоит отметить, что при подобном ремонте не рекомендуется устанавливать в цилиндр гильзы.
Затем отверстие смазали небольшим количеством резьбового герметика и ввернули на место футорку, крутящим моментом на 10% превышающим момент головочного болта, требуемого спецификацией. После установки футорки зафиксировали ее стопорным штифтом (для надежности). Затем, верхний край футорки и штифта зачистили и отшлифовали. Стоит отметить, что при подобном ремонте не рекомендуется устанавливать в цилиндр гильзы.
|
|
|
|
При ремонте трещины в отверстии под болт крепления крышки коренного подшипника нужно только рассверлить его, нарезать резьбу и установить футорку серии F3. Отверстие будет лучше прежнего, чем больше усилие затяжки болта, тем плотнее «сжимается» трещина.
|
|
|
|
 15
15
Поврежденную резьбу в посадочном месте по стакан форсунки тяжелого дизеля также можно отремонтировать с помощью подобных футорок, даже если трещина вышла наружу. По словам Рида, просто заштифтуйте трещину и установите футорку Full-Torque. В производственной гамме компании LOCK-N-STITCH есть футорки для ремонта резьб стаканов форсунок Caterpillar, Detroit Diesel и многих других коммерческих двигателей.
|
|
|
|
Есть четыре различных варианта футорок типоразмерного ряда Full-Torque:
-
F1 – для ремонта отверстий под свечи зажигания, отверстий под стаканы форсунок и под болты ГБЦ. -
F2 – футорка в глухое отверстие, с получением сухого, герметичного отверстия. Например, для кронштейна крепления двигателя, масляного поддона и некоторых отверстий под болты ГБЦ. -
F3 – футорка в глухое отверстие, предназначенная для ремонта отверстий под болты дизельных головок блока и крышек коренных подшипников. -
F4 – универсальная футорка, для любых сильно поврежденных резьбовых отверстий.

|
|
|
|
Ремонт резьбы под свечу зажигания
Если вы до сих пор не сталкивались с такой проблемой, вполне вероятно, что вы столкнетесь с ней в ближайшем будущем. Во многих современных двигателях резьба под свечу в алюминиевой головке блока слишком «слабая».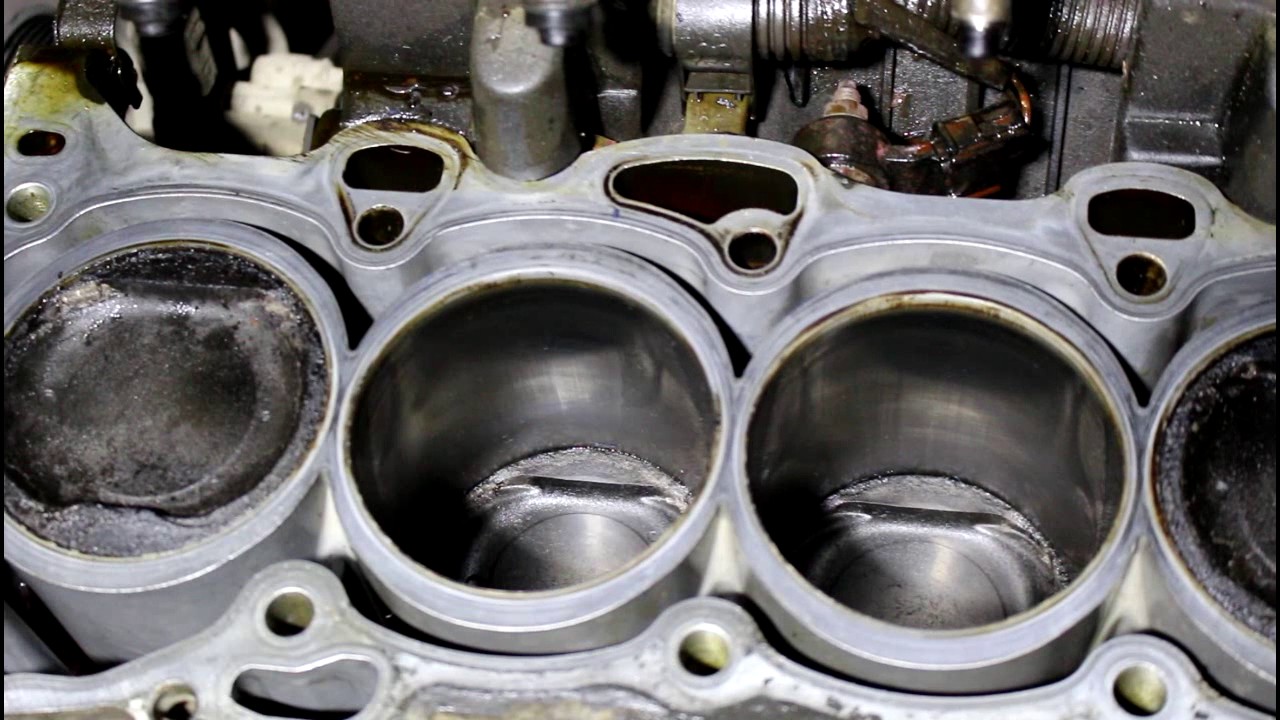 К примеру, в головке блока Ford 4.6 L, просто потому, что некоторые «конструкторы-гении» сделали в этом отверстии всего лишь три или четыре нитки резьбы. Или, возьмите двигатель 2.4 L DOHC, автомобиля Chrysler PT Cruiser. Даже несмотря на то, что резьба под свечу зажигания тут длиной примерно в 25 мм. Свеча в 1-м цилиндре без предупреждения отказывала, а вместе с ней и резьба «кончалась».
К примеру, в головке блока Ford 4.6 L, просто потому, что некоторые «конструкторы-гении» сделали в этом отверстии всего лишь три или четыре нитки резьбы. Или, возьмите двигатель 2.4 L DOHC, автомобиля Chrysler PT Cruiser. Даже несмотря на то, что резьба под свечу зажигания тут длиной примерно в 25 мм. Свеча в 1-м цилиндре без предупреждения отказывала, а вместе с ней и резьба «кончалась».
|
|
|
|
Возможные варианты ремонта: заменить головку блока на новую, снять головку и отремонтировать резьбу (это влечет за собой мороку с ремнем ГРМ, креплением двигателя, выпускным коллектором, патрубками охлаждения и т. д.) или сделать ремонт не разбирая двигателя.
Если время поджимает или денег у клиента немного, то остается последний вариант. Основная проблема состоит в том, что в этом двигателе резьба под свечу находится на дне глубокого свечного колодца. Поэтому выбор возможных футорок для подобного ремонта невелик. Один из самых подходящих комплектов – P/N FT-514LTK, компании LOCK-N-STITCH, позволяет отремонтировать резьбу под свечу зажигания либо со снятой головкой, либо с прямо на двигателе. Кроме того, футорки в этом комплекте – тонкостенные, из анодированного алюминия, а еще здесь верхний виток внешней резьбы Full-Torque имеет специальный профиль, что гарантирует надежность крепления футорки.
Основная проблема состоит в том, что в этом двигателе резьба под свечу находится на дне глубокого свечного колодца. Поэтому выбор возможных футорок для подобного ремонта невелик. Один из самых подходящих комплектов – P/N FT-514LTK, компании LOCK-N-STITCH, позволяет отремонтировать резьбу под свечу зажигания либо со снятой головкой, либо с прямо на двигателе. Кроме того, футорки в этом комплекте – тонкостенные, из анодированного алюминия, а еще здесь верхний виток внешней резьбы Full-Torque имеет специальный профиль, что гарантирует надежность крепления футорки.
Сам ремонт очень прост. Единственная проблема – обеспечить доступ к свечному колодцу. Для этого приходится снимать впускной коллектор, корпус дросселя, блок катушек зажигания и клапанную крышку. Кстати, снимать и ставить эти детали обратно дольше, чем восстановить резьбу.
|
|
|
|
 19
19
Комплект P/N FT-514LTK включает в себя все, что нужно. В том числе длинную (230 мм) развертку, специальный метчик, центрирующую втулку для развертки, резец для посадочного места под футорку, оправку для футорки, сверло диаметром 1,6 мм и направляющую втулку для сверла, несколько стопорных штифтов, а также пузырьки со смазкой для метчика и с резьбовым герметиком. Футорки можно купить по отдельности, в зависимости от того, какой нужен размер резьбы и длина. В случае с PT Cruiser футорка имела внутреннюю резьбу М14х1. 25 и габаритную длину 25 мм.
25 и габаритную длину 25 мм.
|
|
|
|
После снятия клапанной крышки, надо провернуть коленвал, так чтобы поршень не опустится ниже ВМТ (чтобы развертка не коснулась днища поршня). Опустив поршень вниз, вставьте в свечное отверстие алюминиевый пруток диаметром около 10 мм, до контакта с днищем поршня и сделайте на нем отметку вровень с началом отверстия под свечу. А затем отметьте то же расстояние на хвостовике развертки (чтобы убедиться, что не попадете в поршень).
|
|
|
|
 21
21
Затем надо нанести слой смазки на канавки развертки (чтобы стружка не попала в цилиндр). Центрирующая втулка, из комплекта, на хвостовике развертки удержит развертку строго по оси отверстия, а конец развертки диаметром 12,5 мм войдет в существующее отверстие свечи зажигания. Поврежденная резьба удаляется с помощью резца развертки, диаметром 16,25 мм.
Небольшая фаска, которая имеется в верхней части отверстия под свечи зажигания, не дает возможности подобраться туда с футоркой, установленной на оправку. Поэтому фаску надо срезать, с помощью специального резца, входящего в комплект, установив его на оправку.
|
|
|
|
 Для этого используется специальная оправка, захватывающая футорку за верхнюю часть (обратите внимание на маленькое отверстие для стопорного штифта на футорке).
Для этого используется специальная оправка, захватывающая футорку за верхнюю часть (обратите внимание на маленькое отверстие для стопорного штифта на футорке).
После обработки стоит пропылесосить отверстие, с помощью насадки из полудюймового резинового шланга диаметром. Это позволит удалить всю пыль и алюминиевую стружку с днища поршня (то есть – из цилиндра).
Затем в отверстии надо нарезать резьбу с помощью метчика из комплекта. Метчик надо смазать маслом из комплекта. А для его вращения хорошо подойдет удлинитель и трещотка на 3/8” дюйма из комплекта инструмента. После нарезания резьбы надо еще раз пропылесосить отверстие.
|
|
|
|
После покрытия тонким слоем противозадирной пасты внешней резьбы оправки для установки футорки, сама футорка наворачивается на оправку. Затем, на внешнюю резьбу футорки наносится несколько капель резьбового герметика из набора. Потом футорка заворачивается в отверстие с новой резьбой и затягивается крутящим моментом 3,7 кгм. После установки футорки, надо вставить тонкую направляющую втулку в отверстие в оправке.
Затем, на внешнюю резьбу футорки наносится несколько капель резьбового герметика из набора. Потом футорка заворачивается в отверстие с новой резьбой и затягивается крутящим моментом 3,7 кгм. После установки футорки, надо вставить тонкую направляющую втулку в отверстие в оправке.
Эта втулка не даст сломаться тонкому сверлу, которым надо сделать отверстие диаметром 1,6 мм, как с краю футорки, так и в самой головке. После сверления надо продуть место обработки сжатым воздухом или снова пропылесосить, чтобы убрать стружку.
|
|
|
|
Вынув сверло, надо оставить направляющую втулку на месте, следует нанести три капли герметика прямо во втулку и опустить в нее стопорный штифт. Потом, с помощью подходящей тонкой выколотки надо полностью осадить штифт на место. Примечание: герметик имеет хорошую тепловодность и полностью затвердеет, когда разогреется до рабочей температуры, но он все равно быстро твердеет, поэтому, если штифт вставлен полностью, выньте направляющую втулку и очистите ее растворителем. Теперь можно убрать оправку, с помощью которой была ввернута футорка.
Потом, с помощью подходящей тонкой выколотки надо полностью осадить штифт на место. Примечание: герметик имеет хорошую тепловодность и полностью затвердеет, когда разогреется до рабочей температуры, но он все равно быстро твердеет, поэтому, если штифт вставлен полностью, выньте направляющую втулку и очистите ее растворителем. Теперь можно убрать оправку, с помощью которой была ввернута футорка.
|
|
|
|
Резьбу новой свечи, перед установкой, стоит смазать тонким противозадирной пасты. Да и остальные три свечи тоже надо заменить.
Вот и все. Вся процедура занимает примерно полтора часа, причем примерно час уходит на снятие и повторную установку клапанной крышки, коллектора и прочего.
Вся процедура занимает примерно полтора часа, причем примерно час уходит на снятие и повторную установку клапанной крышки, коллектора и прочего.
Комплект P/N FT-514LTK – отличная вещь для срочного ремонта резьбы под свечи зажигания. И хотя расточка отверстия и нарезание резьбы в головке, установленной на двигателе, может показаться на первый взгляд рискованной, но с малой толикой здравого смысла такой ремонт проходит успешно. Конечно, лучшим решением было бы снять головку, отремонтировать резьбу на станке, вычистить головку и установить заново. Но, когда ограничены и бюджет, и время, такой ремонт – то, что доктор прописал.
|
|
|
|

Важно еще отметить, что это надежный ремонт, а не дешевое латание дыр. На деле, футорка гарантирует превосходную установку свечи, сравнимую с оригинальным исполнением.
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
Как восстановить сорванную внутреннюю резьбу?
Никто не застрахован от того, что при ремонте автомобиля или в других рабочих ситуациях может произойти повреждение резьбового соединения. Как вернуть работоспособность, казалось бы, вышедшей из строя резьбе?
Многие мастера используют традиционный способ, суть которого сводится к рассверливанию отверстия сверлом большего диаметра и нарезанию метчиком новой резьбы. Однако после такого ремонта придется использовать и ответный элемент (болт, шпильку, свечу) большего диаметра, что не всегда представляется возможным. Этот способ не подойдет и в случае, если запас «тела» для рассверливания недостаточен.
Как отремонтировать резьбу с сохранением ее прежнего диаметра?
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.
Комплект инструментов для восстановления резьбы
Разработкой и изготовлением вставок занимаются многие известные производители. Изделия разных фирм могут незначительно различаться по названию (ввертыши, футорки), конструктивному исполнению и материалу, но принцип действия и технология установки одинакова для всех. В продаже можно найти не только комплекты ввертышей различных длин, диаметров и шага резьбы, но и целые наборы для восстановления резьбы, в которые помимо вставок входят сверла, метчики, установочное приспособление и оправка для обламывания монтажного поводка. Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
- система V-coil
- система Recoil
- система HeliCoil
Как это работает?
- Проволочные вставки для ремонта резьбовых отверстий представляет собой спирально свернутую проволоку из нержавеющей стали с ромбовидным поперечным сечением. Ромбовидный проволочный профиль позволяет внешней части витков ввинчиваться в приемную резьбу в корпусе во время установки. На внутренней части футорки витки образуют новую стандартную резьбу с углом 60°. Наружный диаметр футорки в свободном состоянии больше принимающей резьбы, поэтому витки спирали сжимаются, когда она ввинчивается в корпус. Подобно пружине сжатые витки пытаются разжаться относительно стенок резьбового отверстия корпуса. Возникающий в результате натяг в месте посадки помогает удерживать установленный вкладыш и предохраняет от вывинчивания.
-
Вставки снабжены поводковым язычком, который используется для их ввинчивания в подготовленную приемную резьбу. Специальный установочный инструмент захватывает его и использует в качестве привода. После установки поводок будет не нужен и легко обламывается. -
В основании язычка сделана небольшая насечка, которая немного уменьшает площадь поперечного сечения проволоки. Когда нужно будет удалить язычок, насечка поможет легко обломить его в этом месте.

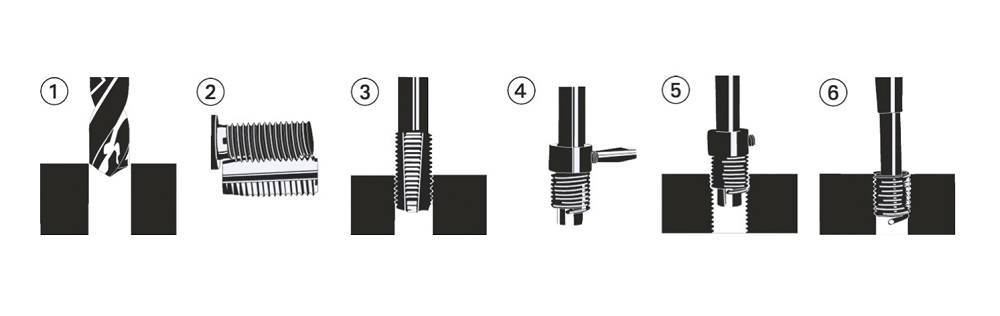
Процесс установки пружинной вставки:
Ремонт поврежденной резьбы выполняется в четыре простых шага.
Шаг 1. Просверлите старую резьбу, используя размер сверла, рекомендованный на упаковке комплекта для ремонта резьбы. На хвостовике метчика также указан рекомендуемый размер сверла под резьбу. Не забудьте очистить отверстие от частиц металла.
Шаг 2. В просверленном отверстии нарежьте резьбу специальным метчиком под проволочную вставку, который имеет некоторые отличия от стандартного метчика и обозначается буквами STI (система HeliCoil).
Шаг 3. Установите резьбовую вставку с помощью установочного инструмента.
Для резьбы с крупным (обычным) шагом:
- Наденьте спиральную вставку на монтажный инструмент.
- Поворачивайте вставку до тех пор, пока ее поводок не войдет в паз на конце стержня установочного инструмента.
- Вкрутите ремонтную вставку в резьбовое отверстие, используя ручку поворотного установочного инструмента.
- После того, как вставка будет установлена на нужную глубину, выкрутите установочный шпиндель.
Для резьбы с мелким шагом:
- Используйте монтажный инструмент с патроном предварительного натяжения (сжатия), который входит в комплект для ремонта мелкой резьбы.
- Поместите спиральный вкладыш в патрон предварительного натяжения.
- Проденьте шпиндель установочного инструмента через спираль, пока поводковый язычок не войдет в его паз.
- Поворачивайте инструмент, чтобы намотать вставку на резьбовой конец корпуса предварительной катушки.
- Одной рукой удерживайте корпус под прямым углом к поверхности заготовки над резьбовым отверстием. Вращайте установочный инструмент, чтобы установить вставку через корпус предварительной катушки в резьбовое отверстие в заготовке. После установки убедитесь, что корпус предварительной катушки может плавно перемещаться, значит, витки спирали совпали с резьбой в заготовке.
- После того, как ремонтная вставка будет установлена на нужную глубину, выкрутите установочный инструмент.

Монтажный инструмент для установки ввертыша
Вкручивание футорки
Совет по ремонту резьбы:
Одна из причин того, что данная резьбовая технология не работает, заключается в неправильной посадке резьбовой вставки.
Главное практическое правило – верх проволочного вкладыша должен находиться ниже поверхности заготовки на 1/4 — 1/2 шага резьбы. Один из простых способов определить глубину установки подробно описан ниже.
Один из простых способов определить глубину установки подробно описан ниже.
Перед тем, как начать процесс установки, внимательно посмотрите на входную резьбу, нарезанную метчиком STI в отверстии. Обратите внимание на то место, где нить начинает входить в отверстие.
Сделайте небольшую временную контрольную метку на поверхности корпуса, удаленную на 3/4 оборота от того места, где резьба входит в отверстие. Эта отметка будет использоваться для определения глубины установки ввертыша.
Установите резьбовую вставку заподлицо с поверхностью корпуса и совместите ее конец с контрольной меткой. После этого поверните ее еще на 1/4 оборота для погружения ниже поверхности корпуса на 1/4 шага (0,25 P).
Если требуется более глубокая посадка, поверните установочный инструмент еще на 1/4 оборота.
Шаг 4. Удалите поводковый язычок
- Используйте бородок или просто кусок круглого стержня, подходящего по диаметру к полученному резьбовому отверстию.
- Уприте конец инструмента в язычок и удерживайте его прямо в отверстии.
- Ударьте по хвостовику инструмента молотком. Поводок должен сломаться в месте надреза, который и предназначен для этой цели. На вставках большого диаметра (от М14) иногда легче отломить его с помощью длинногубцев движениями вверх-вниз.
- Извлеките обломанный язычок из отверстия перед сборкой резьбового соединения.

Вопросы и ответы:
Почему данная технология требует использования специального метчика STI? Что такое метчик STI? Можно ли вместо него использовать стандартный метчик?
Маркировка метчика STI
Отремонтированная внутренняя резьба предназначена для крепежа стандартных размеров. После установки пружинной вставки ее витки устанавливаются с тем же шагом, что и у резьбы крепежа, для которого предназначено резьбовое отверстие.
Входная резьба под резьбовые вставки формируется специальными метчиками (также известными как STI), разработанными для использования с этими ремонтными системами.
Метчики под резьбовую вставку отличаются размерами от стандартных метчиков под винты. Но маркируются они по конечному результату, который будет получен после установки вкладыша.
Рассмотрим разницу между STI и стандартным метчиком на конкретном примере:
Стандартный метчик, используемый для нарезания резьбы для крепежа 1/2″NF, имеет основной диаметр 0,500 дюйма с шагом 20 витков на дюйм. Соответствующий метчик STI имеет такой же шаг резьбы 20 витков на дюйм, но немного больший основной диаметр, в этом примере он составляет 0,568 дюйма.
Есть ли какой-нибудь способ более надежно зафиксировать вставку на резьбе, а не полагаться только на посадку с натягом для удержания в резьбовом отверстии?
Чтобы надежнее закрепить вставку в корпусе детали рекомендуется использовать дополнительные способы фиксации:
Химическое стопорение. Нанесите тонкий слой резьбового фиксатора на внешнюю часть витков вставки перед тем, как ввинтить ее в отверстие. Не наносите слишком много этого состава, а после установки обязательно протрите полученную внутреннюю резьбу, чтобы ввинчиваемый в нее крепеж не приклеился.
Не наносите слишком много этого состава, а после установки обязательно протрите полученную внутреннюю резьбу, чтобы ввинчиваемый в нее крепеж не приклеился.
Механическое стопорение. Используя пробойник и молоток, слегка развальцуйте один виток резьбы корпуса, в том месте, где находится резьбовой конец установленной футорки. Цель этого метода — слегка деформировать или сжать резьбу корпуса, чтобы затруднить выкручивание вставки при демонтаже крепежа.
Диапазон размеров:
Пружинные вставки предлагаются в дюймовых и метрических размерах. Согласно опубликованным данным доступны вкладыши для винтов от размера № 2 до 1 1/2 дюйма и от М3 до М42.
Их длина обозначается 1d, 1.5d, 2d и т.д., где d – диаметр спирали, причем это длина в смонтированном состоянии и без установочного язычка (в свободном состоянии они короче). Например, для футорки М6, 2d длина будет составлять два диаметра, то есть 12 мм.
Типы резьбы:
Ремонтные футорки доступны с различными типами резьбы и конфигурациями шага, включая UNC, UNF, метрическую крупную и мелкую резьбу, UNEF, UNS и трубную резьбу.
Из какого металла изготавливают вставки?
На изготовление резьбовых вставок идет особо прочная высококачественная сталь, преимущественно нержавеющая твердостью 425 – 550 HV (по Виккерсу) марки А2 и А4. Для специальных целей производители выпускают их из таких материалов, как Nitronic 60, жаропрочный сплав Inconel X, титан и фосфорная бронза.
Преимущества использования ремонтных вставок:
- Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы.
- Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
- Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках или в момент выкручивания винта.
- Посаженная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
- Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях.
- С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.

Использование пружинных вставок открывает новые возможности для конструирования, дает свободу в выборе материала и размера крепежных элементов. Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Видеодемонстрация установки ввертшей
Полезные советы
Обновлено: 14. 07.2022 15:38:54
07.2022 15:38:54
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Time Sert — лучшее решение для ремонта резьбы болта головки блока цилиндров Honda
WiseAutoTools.com Резюме: Вкладыши Time Sert со сплошной втулкой обсуждаются для ремонта резьбы головки болта в двигателях Honda. Они прочнее, долговечнее и проще в установке, чем тонкие витки проволоки Helicoil. Кроме того, они предлагают вариант ремонта большого размера, если Helicoil не удержалась. Если вам нужен долговечный ремонт резьбы болтов головки блока цилиндров Honda, обратитесь в Time Sert. А если вам нужна помощь в поиске подходящего комплекта, позвоните нам по телефону 800-734-8665. Поверьте мне, я продаю эти комплекты уже много лет, и Time Sert — явный победитель, когда речь идет о ремонте алюминиевой резьбы.
Сегодня мы говорим о том, что может сэкономить вам тысячи долларов, когда речь идет о двигателе Honda для вас или вашего клиента. Мы все знаем, что алюминиевые двигатели отлично подходят для экономии топлива, но недостатком является то, что резьба этих болтов может выйти из строя. И когда это произойдет, вы столкнетесь с серьезной головной болью и расходами на замену всего блока цилиндров. Но не бойтесь, друзья мои, потому что у нас есть решение для вас: комплекты для ремонта резьбы болта головки.
Мы все знаем, что алюминиевые двигатели отлично подходят для экономии топлива, но недостатком является то, что резьба этих болтов может выйти из строя. И когда это произойдет, вы столкнетесь с серьезной головной болью и расходами на замену всего блока цилиндров. Но не бойтесь, друзья мои, потому что у нас есть решение для вас: комплекты для ремонта резьбы болта головки.
Возможно, вы слышали о знаменитой марке Helicoil, но позвольте мне сказать вам, что они не самые лучшие, когда дело доходит до ремонта резьбы. Этот титул принадлежит Time Sert и их вставкам с твердой втулкой. Эти комплекты незаменимы, когда речь идет о ремонте резьбы головок болтов в блоке цилиндров. И лучшая часть? Они могут сэкономить вам тысячи по сравнению с заменой всего блока цилиндров.
Видите ли, вставки Time Sert имеют ряд существенных преимуществ по сравнению с тонкими витками проволоки Helicoil. Во-первых, они самоблокирующиеся и имеют фактическую функцию блокировки, которая расширяет нижнюю часть и предотвращает их выпадение при удалении болта. Кроме того, они сделаны из углеродистой стали, которая намного прочнее, чем оригинальные алюминиевые нити. А тонкостенная, прочная конструкция втулки позволяет использовать резьбовые отверстия при полной нагрузке, обеспечивая защиту от напряжения и вибрации. Time-Sert охватывает все распространенные размеры головных болтов Honda.
Кроме того, они сделаны из углеродистой стали, которая намного прочнее, чем оригинальные алюминиевые нити. А тонкостенная, прочная конструкция втулки позволяет использовать резьбовые отверстия при полной нагрузке, обеспечивая защиту от напряжения и вибрации. Time-Sert охватывает все распространенные размеры головных болтов Honda.
TIME-SERT 4160 Комплект для ремонта резьбы болта головки блока цилиндров Honda M10x1,25 мм
TIME-SERT 7111 Комплект для ремонта резьбы болта головки цилиндра Honda M11x1,5
TIME-SERT 7220 Комплект для ремонта резьбы болта головки блока цилиндров Honda/Acura M12x1,5
900 02 Но это не все. Вставки Time Sert также синхронизированы от внутреннего к внешнему, что означает, что они имеют очень тонкую толщину стенки, что упрощает их установку в местах с ограниченным пространством и зазорами. А поскольку они представляют собой цельные вкладыши, они могут легко выдерживать высокие температуры без повреждений и деформации. Никаких зубцов или хвостовиков, которые можно было бы сломать или обработать в отверстии, и никаких ударов по ним молотком, что может быть проблемой при работе с глубокими отверстиями.
У некоторых из вас, возможно, в прошлом был сбой при ремонте Helicoil, и вы задаетесь вопросом, что делать. Что ж, решение есть, потому что Time Sert «BIG-SERT» — это негабаритный ремонт, который работает, когда Helicoil не удержался. Комплект M10x1,25 BIG-SERT — это 6250BS, комплект M11x1,50 BIG SERT — это 2200BS, а M12x1,5 — это 4800BS.
Вот и все. Если вы хотите, чтобы резьба болта головки блока цилиндров вашей Honda была надежно отремонтирована, то Time Sert — это то, что вам нужно. Не обманывайтесь громким именем Helicoil, потому что, когда дело доходит до ремонта алюминиевой резьбы, Time Sert является явным победителем. А если вам нужна помощь в поиске подходящего комплекта для вашей ситуации, просто позвоните нам по телефону 800-734-8665 или воспользуйтесь нашей контактной формой. Мы продаем специальные инструменты и комплекты для ремонта резьбы с 2005 года, поэтому у нас есть все для вас.
1 апреля 2023 DennisB
- #алюминиевый двигатель
- #углеродистая сталь
- #прочный
- #полная загрузка
- # ремонт резьбы болта головки блока цилиндров
- #Helicoil
- #двигатели Хонда
- #крупный ремонт
- # вставки со сплошной втулкой
- #тонкая стена
- #Сервировка времени
Последние сообщения
У нас есть короткая статья под названием «Резьба свечей зажигания Harley Davidson — как исправить» о резьбе свечей зажигания.
…читать дальше
5 июня 2023 DennisB
У нас есть несколько хитростей, которые помогут справиться со сломанными шпильками выпускного коллектора, сломанными выходами EZ,
…подробнее
28 мая 2023 DennisB
Не все фиксаторы потоков созданы одинаковыми. Большинство из нас знает, что фиксаторы с синей нитью — это временное средство.
…читать дальше
21 мая 2023 DennisB

LS Двигатель со снятой алюминиевой резьбой
WiseAutoTools.com © Резюме: На изображении выше показаны сменные болты с головкой ES72220, доступные в O’Reilly Auto Parts, у нас есть лучшие комплекты для ремонта резьбы. Если в вашем двигателе Chevy используются болты этого размера, мы продаем комплекты для ремонта резьбы для фиксации резьбы в блоке M11x2,0 3700 (или 3700BS) и M8x1,25 1812CORE-PLATE. Для M12x1,75 у нас есть комплект для ремонта резьбы болта с головкой 42385-50. Подробнее об этом ниже.
Для M12x1,75 у нас есть комплект для ремонта резьбы болта с головкой 42385-50. Подробнее об этом ниже.
Двигатели LS с сорванной резьбой можно отремонтировать с помощью комплектов Time Sert для наилучшего ремонта. Многие скажут, что можно просто использовать Heli Coil, но я бы предостерег от этого. Смотрите видео ниже для получения дополнительной информации о некоторых различиях между Time Sert и Helicoil.
У нас есть комплекты для ремонта резьбы болта с головкой, предназначенные для фиксации резьбы без необходимости снимать блок или модифицировать инструменты. Один из наиболее частых запросов на ремонт резьбы болта головки блока цилиндров касается размера болта головки цилиндра M11x2,0, который использовался на многих двигателях LS примерно с 2004 по 2009 год. . Мы предпочитаем Time Sert 3700 для первого ремонта Avalanche, Colorado, Express, Corvette, Suburban, Silverado, Tahoe, Trailblazer. Для этих моделей примерно с 2004 по 2009 год двигатели включают многие из двигателей 4,8, 5,3 и 6,0.
. Мы предпочитаем Time Sert 3700 для первого ремонта Avalanche, Colorado, Express, Corvette, Suburban, Silverado, Tahoe, Trailblazer. Для этих моделей примерно с 2004 по 2009 год двигатели включают многие из двигателей 4,8, 5,3 и 6,0.
Комплекты Time Sert совместимы как с алюминиевыми, так и с чугунными блоками. Двигатели LS производились с обоими типами блоков: высокопроизводительные двигатели LS, такие как LS1, LS6 и LS7, обычно имели алюминиевые блоки, а двигатели для грузовиков и внедорожников, такие как LQ4 и LQ9.обычно используются чугунные блоки.
При повторном ремонте после того, как набор временных винтов Helicoil не помог увеличить отверстие, используйте 3700BS. Инженеры Time Sert и инженеры GM совместно разработали комплекты для ремонта резьбы, которые сохранят работоспособность болтов с головкой TTY. Остерегайтесь использования любого комплекта, который меняет расположение резьбы, что может привести к непреднамеренным последствиям. См. нашу статью о болтах TTY для получения дополнительной информации об этом.
Советы по работе с болтами TTY .
1. Очистите отверстия/резьбу под болты, чтобы получить правильный начальный крутящий момент. Любая ржавчина или грубая резьба могут повлиять на начальный крутящий момент, что может повлиять на затяжку болтов на последнем этапе.
2. Если не указано иное в руководстве по обслуживанию – НЕ ИСПОЛЬЗУЙТЕ противозадирную смазку или герметик (многие новые болты TTY поставляются с уже нанесенным герметиком) – противозадирная смазка или масло также могут вызвать неправильный начальный крутящий момент. Обратите внимание, что если болт входит в водяную рубашку, может потребоваться герметик (см. руководство по обслуживанию).
3. Повторное использование болтов с пределом текучести может привести к поломке. Замените болты с головкой TTY, чтобы гарантировать качество ремонта. Как и в любом правиле, могут применяться исключения — проверьте руководство по обслуживанию. Избегайте использования ремонта резьбы, который устанавливает вставку на поверхности (когда исходная резьба начинается в отверстии), которая изменяет положение исходной резьбы. Болты TTY предназначены для расширения при различных температурах, чтобы поддерживать правильное усилие зажима на головке во время ее расширения и сжатия из-за колебаний температуры; изменение конструкции может привести к преждевременному выходу из строя. Time Sert сохраняет исходное расположение резьбы, в отличие от NS300 и некоторых других, которые используют универсальный метод, игнорируя исходный дизайн и функции, задуманные инженерами.
Болты TTY предназначены для расширения при различных температурах, чтобы поддерживать правильное усилие зажима на головке во время ее расширения и сжатия из-за колебаний температуры; изменение конструкции может привести к преждевременному выходу из строя. Time Sert сохраняет исходное расположение резьбы, в отличие от NS300 и некоторых других, которые используют универсальный метод, игнорируя исходный дизайн и функции, задуманные инженерами.
4. При снятии болтов TTY может быть полезно сначала резко ударить молотком и пробойником по верхней части болта. Многие технические специалисты годами использовали вариации этого совета при работе с заклинившими или чрезмерно затянутыми болтами. GM фактически рекомендует это в Бюллетене технического обслуживания (TSB) специально для предотвращения поломки при снятии болтов TTY. GM также говорит, что ручные инструменты кажутся лучшим способом предотвратить поломку (хотя это может быть оспорено).
Перед заказом комплекта или началом ремонта обязательно проверьте размер болта с головкой. Когда я сомневаюсь в том, какой размер используется в транспортном средстве, я ищу болты с головками на веб-сайте Fel Pros, потому что (в то время, когда я пишу это) они были одним из немногих сайтов, которые обычно указывают размер болтов (большинство все равно время). Теперь на этих двигателях также есть размер болта с головкой под размер M8x1,25. Они выходят из строя реже, чем болты с головкой M11x2,0 большего размера; для них также есть ремонтный комплект, это 1812CORE-PLATE. Этот комплект также можно использовать для ремонта резьбы коренных подшипников.
Когда я сомневаюсь в том, какой размер используется в транспортном средстве, я ищу болты с головками на веб-сайте Fel Pros, потому что (в то время, когда я пишу это) они были одним из немногих сайтов, которые обычно указывают размер болтов (большинство все равно время). Теперь на этих двигателях также есть размер болта с головкой под размер M8x1,25. Они выходят из строя реже, чем болты с головкой M11x2,0 большего размера; для них также есть ремонтный комплект, это 1812CORE-PLATE. Этот комплект также можно использовать для ремонта резьбы коренных подшипников.
Примерно в 2014 году двигатели LS, начиная с размера болта с головкой M12x1,75, используют комплект для ремонта резьбы болта с головкой J-42385-50.
Многие Corvettes, Tahoe, Silverado, Yukon и Suburban используют этот болт с головкой большего размера.
Приведенные выше болты M8x1,25 для коромысел, болты продаются в магазинах запчастей, комплект для ремонта резьбы, который мы продаем, — это 1812CORE и 1812COREBS.