Содержание
Сварка кузова автомобиля полуавтоматом своими руками: технология и рекомендации
Подержанные машины при неправильном уходе покрываются коррозией. Иногда, если вовремя не устранить эту проблему, требуется полная замена отдельных частей кузова. При этом без сварочных работ не обойтись. А сварка кузова автомобиля своими руками требует навыков и хотя бы небольшого опыта.
Для сварных работ с автомобильным кузовом наиболее приемлемым вариантом является использование полуавтоматического сварочного аппарата. Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
Содержание
- 1 Способы соединения элементов при автомобильной сварке
- 1.1 Стыковое сопряжение
- 1.2 Соединение внахлест
- 1.3 Сварные электрозаклепки
- 2 Типы сварных швов
- 2.1 Сплошной прерывистый
- 2.2 Сплошной
- 2.3 Точечный
- 3 Расположение шва
- 4 Подготовка материала к сварке
- 5 Регулировка сварного тока
- 6 Настройка регуляторов
- 6.
 1 Первый случай
1 Первый случай - 6.2 Второй случай
- 6.3 Третий случай
- 6.4 Четвертый случай
- 6.
- 7 Возможные проблемы при эксплуатации сварочного полуавтомата
- 7.1 Неправильный выбор величины тока
- 7.2 Некачественная регулировка прижима в подающем механизме
- 7.3 Небольшой расход газа
 1 Первый случай
1 Первый случайСпособы соединения элементов при автомобильной сварке
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе. Используется этот метод при вваривании заплаток или небольших вставок, не подвергающихся большому усилию на разрыв.
Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.

Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.
Стыковая сварка
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.
Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Точечный
Название говорит само за себя. Сварка полуавтоматом и присоединение листов метала проводится с помощью сварных точек, которые распределяются вдоль линии сопряжения через заданный интервал. Расстояние между такими точками задается из технологической необходимости и может быть от нескольких сантиметров до нескольких миллиметров.
Расположение шва
Проведение работ может происходить в разных плоскостях:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальный шов.
Наиболее удобным является вариант со сваркой «сверху». При таком положении шов заливается полностью, заполняя все пустоты и щели. Менее удобный вариант вертикальных работ. В этом случае необходимо следить за тем, чтобы металл не стекал по шву.
Самый трудный способ сварки предполагает «работу снизу».
При таком положении шов получается под сопрягающимися элементами и постоянно стремится вытечь вниз. Поэтому нужно иметь навык работы в таком положении, чтобы не ухудшить качество сварки.
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.

Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
Поверхности должны плотно прилегать между собой.
Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.
Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:
Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Ток больше допустимого значения. Расплавленная капля от проволоки слишком сильно «просела». На другой стороне явная крупная капля расплавленного металла.
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.
Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника.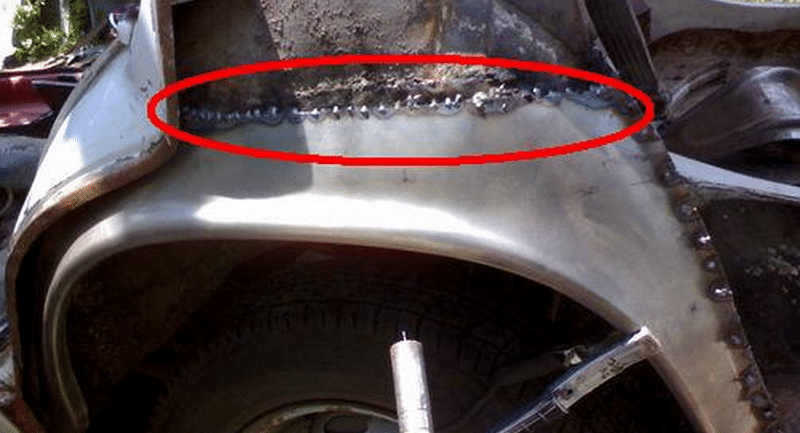 Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
Интересное по теме:
загрузка…
Сварка кузова автомобиля своими руками
При возникновении необходимости в кузовном ремонте, прежде всего, всатет вопрос о вспомогательных средствах, которые помогли бы исправить имеющееся положение вещей (повреждение кузова). Так, в частности вам, необходимо будет иметь оборудование для правки кузова, сварочное оборудование и конечно же малярное — покрасочное оборудование.
Конктретно в этой статье, мы хотели рассказать лишь об одном из этапов кузовного ремонта. То есть лишь об одном виде оборудования. Данная статья будет посвящена сварочному оборудованию для выполнения кузовных работ на автомобиле своими руками. Мы поговорим о выборе сварочного аппарата, о технике безопасности, принципах работы сварочного аппарата, материалах используемых для сварки кузова и о технологии сварки.
Мы поговорим о выборе сварочного аппарата, о технике безопасности, принципах работы сварочного аппарата, материалах используемых для сварки кузова и о технологии сварки.
Сварочный аппарат переменного тока с электродами для сварки кузова автомобиля (ручная сварка)
Для самых неискушенных может показаться, что можно обойтись рядовым сварочным аппаратом для ремонта кузова автомобиля, а аменно сварочником переменного тока с электродами и возможностью выставлять ток под них. Хотелось сразу сказать откровенно, что если вы хотите достичь прочного качественного эстетичного шва на кузове автомобиля, то с таким сварочным аппаратом вам это не реализовать. Для ремонта кузова автомобиля такой аппарат вам никак не подойдёт. На легковом автомобиле почти нет таких мест, куда можно без проблем подлезти электродом, или это вообще невозможно или электрод придется каждый раз откусывать что бы подобраться к месту сварки. Такой сварочный аппарат на электродах подойдет в случае если надо приварить грубое железо, если вы оторвали буксировочный крюк или фаркоп. Или захотели на скорую руку заварить лопнувшую раму на грузовом автомобиле. Если вам нужно варить арматурную сетку из прутка, так скажем, толщиной от 10 мм, или другой, относительно толстый металл, то такой выбор – в самый раз.
Или захотели на скорую руку заварить лопнувшую раму на грузовом автомобиле. Если вам нужно варить арматурную сетку из прутка, так скажем, толщиной от 10 мм, или другой, относительно толстый металл, то такой выбор – в самый раз.
Какой сварочный аппарат нужен для сварки деталей кузова автомобиля?
При необходимости варить тонкий кузовной металл, толщиной порядка 0,8 -1 мм, а не жечь в нём дырки, сварочный аппарат должен быть углекислотным полуавтоматом. Если подробнее то углекислотный полуавтомат, это сварочник который варит проволокой, автоматически подаваемой в зону сварки, или аппарат, предназначенный для сварки неплавящимся (вольфрамовым) электродом в среде защитного газа. На западе такие автоматы имеют абревиатуру MAG и TIG, о том что это значит чуть далее. Причём, углекислотный полуавтомат можно назвать основным видом сварочных аппаратов для гаражников, и сервисов выполняющих кузовной ремонт. Углекислотный аппарат наиболее универсальный и доступный среди всех сварочников, которыми можно выполнить качественно кузовной ремонт. Он может варить стальной лист толщиной от 0,8 мм и вплоть до 5-6 мм. То есть углекислотный автомат вполне заменит сварочный аппарат на электродах, а вот наоборот уже не получится. При этом стоит отметить, что качество сварки (провар и исключение напряжения металла в околошовной зоне) даже для грубого железа здесь получится на порядок выше.
Он может варить стальной лист толщиной от 0,8 мм и вплоть до 5-6 мм. То есть углекислотный автомат вполне заменит сварочный аппарат на электродах, а вот наоборот уже не получится. При этом стоит отметить, что качество сварки (провар и исключение напряжения металла в околошовной зоне) даже для грубого железа здесь получится на порядок выше.
Надо заметить и следующее, если научиться варить электродом – долгий и не простой процесс, то научиться варить углекислотным полуавтоматом значительно быстрее и проще, так как от вас не требуется умение зажигать и поддерживать дугу во время сварки. То есть, квалификация сварщика на полуавтомате может быть ниже, но качество при этом шва будет выше.
Суммируя всё вышесказанное, можно убедительно заявить, что гаражная сварка кузова автомобиля – это прежде всего электрическая сварка в среде защитного газа выполняемая полуавтоматом.
Что может полуавтомат в качестве сварки кузова автомбиля и не только…
Еще раз повторимся про полуавтомат более конкретно, вернее про его возможности. Сварка полуавтоматом – основа кузовного ремонта автомобиля. Только благодаря тому, что у вас есть надёжный углекислотный полуавтомат, ремонт любого автомобиля не будет казаться авантюрой. Будь то старая, дырявая и убитая «копейка», у которой вместо порогов осталась лишь ржавая бахрома, а водитель и пассажиры ежесекундно рискуют выпасть из салона через огромные дыры в полу, или пафосная иномарка, расплющенная невнимательной блондинкой в роковом ДТП. С помощью углекислотного полуавтомата вы восстановите любой кузов – приварите любые заплаты на любые дыры, вварите новые кузовные детали – крылья, пороги, лонжероны, ремонтные вставки, выправите вмятины, к которым нет доступа изнутри, и тем самым подарите автомобилю новую жизнь.
Сварка полуавтоматом – основа кузовного ремонта автомобиля. Только благодаря тому, что у вас есть надёжный углекислотный полуавтомат, ремонт любого автомобиля не будет казаться авантюрой. Будь то старая, дырявая и убитая «копейка», у которой вместо порогов осталась лишь ржавая бахрома, а водитель и пассажиры ежесекундно рискуют выпасть из салона через огромные дыры в полу, или пафосная иномарка, расплющенная невнимательной блондинкой в роковом ДТП. С помощью углекислотного полуавтомата вы восстановите любой кузов – приварите любые заплаты на любые дыры, вварите новые кузовные детали – крылья, пороги, лонжероны, ремонтные вставки, выправите вмятины, к которым нет доступа изнутри, и тем самым подарите автомобилю новую жизнь.
Помимо ремонта автомобильных кузовов, углекислотный полуавтомат позволит вам решить множество других важных проблем:
1. Ремонтировать сваркой садовый и домашний инвентарь
2. Сваривать водопроводные трубы.
3. Изготавливать специнструмент для ремонта автомобиля – например, мощный торцовый ключ для отворачивания ступичных гаек
4. Изготавливать любые металлоконструкции для вашего гаража, например, стеллажи из стального профиля.
Изготавливать любые металлоконструкции для вашего гаража, например, стеллажи из стального профиля.
Технические термины абревиатуры используемые в сварочных работах
MIG — металл – инертный газ (например, аргон). Сварка происходит в среде инертного газа, не взаимодействующего с расплавленным металлом.
MAG — металл – активный газ (углекислый газ). Сварка происходит в среде защитного газа, взаимодействующего с расплавленным металлом сварного шва. Некоторые пояснения: если вы варите углекислотным полуавтоматом, то значит, это MAG сварка. Если вам надоело варить с углекислым газом, и вы подключили тот же полуавтомат к баллону с аргоном, то это уже MIG сварка.
TIG — сварка неплавящимся вольфрамовым электродом в среде инертного газа (как правило, аргона).
Какие газы используют для полуавтоматической сварки кузова автомобиля
Основной газ применяемый для полуавтоматической сварки это СО2 (двуокись углерода), также именуется как диоксид углерода, угольный ангидрид.
Двуокись углерода подается в зону сварки под давлением, при этом вытесняет обычную воздушную среду, что предотвращает металл от излишнего окисления. Если быть до конца честным, то кислород и в этом случае выделяется из двуокиси углерода, но в гораздо меньшем количестве, чем, если бы сварка проводилась без него.
Предотвращение окисления позволяет сохранить больший объем металла, которые не перешел в оксиды (FeO). В итоге металл не сгорает, а только плавится, выделяется меньше шлака (оксидов).
Как правило, двуокись углерода получают из углекислоты (ГОСТ 8050 — 76), фактически это сжиженный газ. Углекислота хранится в специальных баллонах объемом по 40 кг, при этом углекислоты заправляют в баллон лишь 25кг. При испарении 1 кг жидкой углекислоты при 0°С и 760 мм рт. ст. образуется 506,8 л газа, то есть 25 кг углекислоты составят 12,67 м3 газа. А вот какие должны быть баллоны, для хранения углекислоты мы поговорим далее. Углекислота бывает технической или пищевой. В принципе подойдёт любая, но в технической меньше содержание водяных паров, которые совсем ни к чему в зоне свариваемых деталей.
В принципе подойдёт любая, но в технической меньше содержание водяных паров, которые совсем ни к чему в зоне свариваемых деталей.
Если вместо двуокиси углерода в качестве защитного применить аргон, то сваривать можно и цветные металлы – нержавейку, алюминий, латунь и другие сплавы и металлы. При одном обязательном условии, что вы будете применять соответствующую сварочную проволоку – т.е. из нержавейки или алюминия. Что касается сварки неплавящимся электродом (TIG сварка), то этот вид сварки требует большей сноровки, и менее удобен для сварки кузовного металла. Хотя, качество сварки этим способом – вне конкуренции.
Баллон для углекислоты
Здесь возможны варианты. Можно купить малогабаритный импортный баллон с углекислотой, но это дороговато. Более ходовой слчай, это стандартный отечественный баллон объёмом 40 или 25 литров. Углекислый газ, вернее углекислота в баллонах находится в жидком состоянии и занимает чуть больше половины их объёма. В остальной половине находится газ в своей естественной фазе — газообразной.
Если для вас сварка – не случайный эпизод, а дело жизни – покупайте не большой баллон, литров на 20 литров. Такого баллона хватит надолго – на год, а то и больше, при этом перетаскивать его можно в одиночку. И ещё. Такой баллон легко умещается на заднем сидении практически любой легковушки.
Что касается 45 литрового баллона, то он, конечно, работает ещё дольше. Но он тяжеловат для оперативного перемещения. Перетаскивать в одиночку такой баллон, особенно заправленный, очень тяжело – можно надсадиться. Остаётся потихоньку перекатывать…
Можно ли для полуавтоматической сварки применять обычный газовый баллон
Некоторые наверное очень хотели бы сэкономить, применив обычный газовый баллон, при проведении сварочных работ полуавтоматической сваркой. И если по объему у обычного газового баллона все в порядке, то насчет его давления и присоединительной резьбы, такого не скажешь.
Во-первых рабочее давление у баллона для углекислоты порядка 14,7 МПа (150 атмосфер). В обычном газовом баллоне рабочее давление составляет всего лишь 1,6 МПа (16 атмосфер).
В обычном газовом баллоне рабочее давление составляет всего лишь 1,6 МПа (16 атмосфер).
Во-вторых, присоединительная резьба на обычном газовом баллоне не обеспечит соединения редуктора высокого давления с баллоном без применения переходника.
То есть, обычный газовый баллон использовать для хранения углекислоты и применения в полуавтоматической сварке нельзя.
Редуктор для полуавтомата для проведения сварочных работ
Редуктор для отечественных баллонов можно купить в сварочных отделах инструментальных магазинов. Корпус редуктора выкрашен в чёрный цвет (как и сам баллон под углекислоту), и имеет регулятор давления газа на выходе и манометр.
Манометр имеет две шкалы и показывает как давление газа на выходе, так и его расход в литрах в минуту.
Редуктор крепится к баллону накидной гайкой на 32. Не забудьте установить паронитовую прокладку, иначе соединение будет «течь»
Годится и кислородный редуктор. У такого редуктора два манометра – один показывает давление непосредственно в баллоне, а другой на выходе редуктора. Давление газа на выходе регулируется точно так же, как и у углекислотного редуктора. Основное различие в том, что корпус кислородного редуктора окрашен в голубой цвет.
Давление газа на выходе регулируется точно так же, как и у углекислотного редуктора. Основное различие в том, что корпус кислородного редуктора окрашен в голубой цвет.
Сварочная проволока для полуавтомата
Проволока должна быть омеднённой, нашей, или импортной. Наша проволока может называться СВ08Г2С, или СВ08Г2 (диаметр 0,8 мм). Сварка будет успешной с любой проволокой, лишь бы она была омеднённой и без грязи и ржавчины.
В некоторых случаях сварка может вестись так называемой “флюсовой”, или “самозащитной” проволокой. Она сделана по технологиям порошковой металлургии и содержит защитный флюс, и, следовательно, не требует применения защитного газа.
Но такая проволока значительно дороже обычной, да и сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа.
Наиболее распространённый диаметр сварочной проволоки – 0,8 мм. Её можно купить практически в любом сварочном отделе любого инструментального и даже хозяйственного магазина. Этой проволокой можно варить как тонкий (0,7 – 0,8 мм), так и достаточно толстый металл – 4 мм и толще.
Этой проволокой можно варить как тонкий (0,7 – 0,8 мм), так и достаточно толстый металл – 4 мм и толще.
Если вы специализируетесь на сварке тонкого (от 0,6 мм) металла, то удобнее использовать проволоку диаметром 0,6 мм. Этой же проволокой вы можете варить и толстый металл – от 4 мм и толще.
Кстати, проволока диаметром 0,6 мм бывает только импортная. Во всяком случае, лично мне отечественная проволока такого диаметра не попадалась.
Можно ли в полуавтомате применять обычную проволоку
Как мы рассказали выше, основной задачей двуокиси углерода является предотвращение окисления. Дело в том, что частично в этом процессе участвует также и сварочная проволока. Когда металл окисляется, то первыми компонентами, которые участвуют в окислении металла, являются марганец и кремний. Для того, чтобы полезный объем кремния и марганца сохранялся в металле конструкции, в сварочную проволоку также добавляют эти элементы. При этом, кремний и марганец из проволоки окисляются в первую очередь, заменяя собой элементы из металла конструкции, которую мы свариваем. Тем самым сохраняя объем металла в свариваемых деталях.
Тем самым сохраняя объем металла в свариваемых деталях.
То есть, использование обычной проволоки не даст желаемых результатов.
Углекислотный сварочный полуавтомат – примеры полуавтоматов и основные органы управления для сварки кузова.
Далее в статье, мы более подробно затронем принцип использования управляющих органов сварочного полуавтомата для кузовного ремонта автомобиля, в случае сварки кузова автомобиля своими руками, а также наглядно продемонстрируем все подключения, необходимые для начала сварочных работ.
(на фото полуавтомат — Блю Велд 4.135)
Первоначально взгляните на переднюю панель полуавтомата. Как правило здесь есть выключатель, регулятор тока сварки, регулировка скорости подачи проволоки.
Теперь перейдем к подключения баллона высокого давления.
Баллон и редуктор без которого качественные сварочные работы кузова невозможны
Далее показан пример «заправки» проволоки в сварочный аппарат
Подающий механизм и бобина с проволокой полуавтомата для сварки кузова Пантер 132
Второй возможный вариант «заправки» проволоки в полуавтомат
Подающий механизм и бобина полуавтомата для сварки кузова Блю Велд 4. 135.
135.
Подготовка полуавтомата к работе для сварки кузовных деталей автомобиля.
Что нужно сделать перед подключением сварочного полуавтомата.
Прежде, чем пускаться в рассуждения по поводу того, как правильно подключить полуавтомат, вы должны провести тест – тест гаражной сети на нагрузочную способность.
Говоря русским языком, вы должны выяснить, потянет ли гаражная сеть такую нагрузку,ток, какой потребляет сварочный полуавтомат.
Суть этого теста заключается в следующем: вы должны измерить тестером напряжение в гаражной сети, к которой подключена нагрузка мощностью 2,5-3 кВт. Это может быть электроплитка, утюг или их комбинация.
Если напряжение под нагрузкой меньше 205 – 210 Вольт, то работа обычного полуавтомата становится проблематичной.
Если у вас – инверторный полуавтомат, то он несколько лучше переносит пониженное напряжение.
Но если в гаражной сети под нагрузкой всего 170 – 180 вольт, то нормальная сварка невозможна.
Это значит, что вы сначала должны решить вопрос с сетью, вернее с током, а затем уже думать о дальнейшем
О том, как готовить полуавтомат к работе, написано в мануале к нему. Но, у вас может быть б/у аппарат, купленный с рук, или просто могут возникнуть те или иные вопросы поэтому о подготовке к сварке кузова автомобиля далее:
Но, у вас может быть б/у аппарат, купленный с рук, или просто могут возникнуть те или иные вопросы поэтому о подготовке к сварке кузова автомобиля далее:
1. На первом этапе “заряжаем” полуавтомат сварочной проволокой. Для этого придётся:
а) Снять (или отвинтить) газовое сопло сварочной горелки.
б) Отвинтить медный наконечник сварочной горелки. Это делают ключом или пассатижами.
в) Отвести прижимной ролик подающего механизма.
г) Установить евробобину с проволокой.
д) Устанавливаем нужную полярность сварочного тока, а именно: при сварке флюсовой проволокой – плюс на зажиме, минус – на горелке. В этом случае максимум тепловыделения будет на проволоке, что необходимо для активации содержащегося в ней флюса. Такая полярность называется прямой.
Если вы варите с углекислым газом обычной проволокой, то полярность будет обратной – плюс на горелке, минус на зажиме. В этом случае максимум тепловыделения будет на свариваемом металле.
Переключение полярности производится перестановкой клемм (см. фото).
фото).
е) Завести руками конец проволоки в подающий канал на 10 – 20 сантиметров. Делайте это аккуратно, чтобы проволока не «осыпалась» с бобины. Проволока должна быть абсолютно ровной, безо всяких резких изгибов. Если изгибы есть, то острыми кусачками откусите дефектный конец, и только потом продолжайте работу.
ж) Удерживая проволоку от «осыпания», подведите прижимной ролик. Проследите за тем, чтобы проволока попала в канавку на ведущем ролике.
Кстати, канавок может быть две – одна для проволоки диаметром 0,6мм, другая – для 0,8мм. Это значит, что подающий ролик нужно установить так, чтобы проволока попала в «правильную» канавку.
Если канавка на ролике одна – значит, ролик универсальный и париться не о чем.
и) Подключаем полуавтомат к сети, и нажимаем на клавишу на рукояти сварочной горелки. Проволока приходит в движение, и через некоторое время появляется на выходе сварочной горелки. Для ускорения процесса протяжки проволоки можно выставить максимальную скорость подачи проволоки. Обычно, для этого достаточно повернуть плавный регулятор величины сварочного тока до упора вправо. Подающее устройство начинает громко визжать, и проволока очень скоро вылетает из подающего канала.
Обычно, для этого достаточно повернуть плавный регулятор величины сварочного тока до упора вправо. Подающее устройство начинает громко визжать, и проволока очень скоро вылетает из подающего канала.
Кстати, о клавише: когда вы нажимаете на неё, сначала открывается подача газа, и только в следующий момент включается подача проволоки и сварочного тока. Подача газа открывается газовым клапаном, расположенным, как правило (но не всегда), в горелке.
к) Надеваем на проволоку нужный медный наконечник, и завинчиваем его ключом или пассатижами. Кстати, у наконечника должен быть соответствующий диаметр отверстия – или под проволоку 0,6мм, или под 0,8мм, или под другую. Обычно на фирменном наконечнике есть клеймо с диаметром проволоки.
м) Устанавливаем газовое сопло.
Горелка СО-2 сварочного полуавтомата
2. На втором этапе подключаем углекислый газ.
Для этого придётся:
а) Установить редуктор на баллон с углекислотой.
б) Соединяете шлангом редуктор и полуавтомат. Здесь тоже возможны варианты – либо на вашем аппарате имеется штуцер для подключения шланга, либо из полуавтомата выходит тонкая длинная полипропиленовая трубка.
Здесь тоже возможны варианты – либо на вашем аппарате имеется штуцер для подключения шланга, либо из полуавтомата выходит тонкая длинная полипропиленовая трубка.
В первом случае всё просто – соединяете оба штуцера – и на редукторе, и на аппарате резиновым, лучше кислородным, шлангом (внутренним диаметром 6мм) нужной длины. Штуцер на редукторе должен иметь соответствующий шлангу диаметр (штуцера бывают на 6, 8 или 12 мм)
Крепление шланга на штуцерах – с помощью червячных хомутов.
В случае полипропиленовой трубки подключение происходит несколько по-другому: в комплект таких полуавтоматов входит переходник, с помощью которого полипропиленовую трубку можно подключить к резиновому шлангу. А шланг подключают к редуктору уже известным способом.
Регулировка сварочного полуавтомата при проведении сварки кузова
Перед тем, как начать работать, вы должны провести ряд регулировочных работ:
а) Отрегулировать натяжение сварочной проволоки. Это делается с помощью пластиковой гайки, установленной на оси бобины. Закручивая гайку, вы увеличиваете трение между бобиной и опорой, на которой она находится. В результате в процессе протяжки проволока автоматически натягивается пропорционально установленной вами силе трения.
Закручивая гайку, вы увеличиваете трение между бобиной и опорой, на которой она находится. В результате в процессе протяжки проволока автоматически натягивается пропорционально установленной вами силе трения.
Или другим способом, определяемым типом вашего полуавтомата. Так или иначе, натяжение проволоки должно быть таким, чтобы проволока не «осыпалась» с бобины, но и не особенно затрудняло протяжку.
б) Отрегулировать силу прижима прижимного ролика в подающем механизме. Сила прижима должна быть такой, чтобы проволока уверенно, без проскальзывания между роликами, подавалась в канал при любых изгибах подводящего шланга.
Но, с другой стороны, проволока не должна ломаться на входе в подающий канал, если по – какой либо причине застряла в нём.
Например, проволока приварилась к медному наконечнику и «встала». Если ролик прижат чрезмерно сильно, то проволока сломается в промежутке между роликом и входом в подводящий канал, а если прижим нормальный – то начнёт проскальзывать.
в) Отрегулировать расход газа. Для этого медленно открываем вентиль на 1-2 оборота на газовом баллоне. Регулятором давления на редукторе предварительно выставляем давление на выходе порядка 2 Кг/см.
Для этого медленно открываем вентиль на 1-2 оборота на газовом баллоне. Регулятором давления на редукторе предварительно выставляем давление на выходе порядка 2 Кг/см.
Далее…
Нажимаем на клавишу, расположенную на рукояти сварочной горелки. Нажимаем так, чтобы проволока осталась «стоять», а газовый клапан открылся. Вы услышите лёгкое шипение газа, выходящего из сопла газовой горелки (можете его понюхать – пахнет кислятиной). Хотя нюхать конечно не стоит, так как это все таки двуокись углерода, то есть возможно кислородное голодание.
В это время расход газа (его величину смотрите на манометре по шкале расхода) должен составлять 8-10 литров в минуту.
Если расход сильно отличается от рекомендованного, корректируете его.
Учтите, что искомый параметр – расход газа, а не его давление.
Расход газа зависит от величины сварочного тока. Простое правило: чем больше ток, тем больше расход. Величина расхода 8-10 литров оптимальна при сварке металла толщиной 0,8мм. Поэтому, окончательно корректируете величину расхода газа исходя из конкретной задачи.
г) Последняя и важная регулировка – это регулировка сварочного тока. Но её лучше делать в непосредственно в процессе сварки.
Конечно стоит заметить, что для качественного проведения сварочных работ нужна практика, с которой в последствии придет опыт и профессионализм проведения сварочных кузовных работ.
Необходимое оборудование для обеспечения защиты жизни и здоровья при проведении сварочных работ
Если у вас есть сварочный аппарат, то обязательно должна быть и маска. Она позволит вам спокойно смотреть на ярчайшую электрическую дугу и расплавленный металл и контролировать процесс сварки, а так же защитит ваши лицо и глаза от жесткого ультрафиолета (его излучает электрическая дуга), едкого дыма и брызг расплавленного металла. Лучше всего, если это будет маска типа “Хамелеон”. Эти маски имеют защитный светофильтр электрооптического типа с управлением от фотодиодов. То есть, прозрачный в обычных условиях светофильтр в момент вспышки дуги моментально затемняется, и ваши глаза не успевают нахвататься “зайцев”. После того, как дуга погасла, светофильтр опять становится прозрачным. В процессе сварки можно менять величину затемнения светофильтра, что позволяет подбирать комфортные условия работы.
После того, как дуга погасла, светофильтр опять становится прозрачным. В процессе сварки можно менять величину затемнения светофильтра, что позволяет подбирать комфортные условия работы.
Защитная маска сварщика – простая или «Хамелеон»
Защитная одежда – специальная роба, или хотя бы краги для защиты рук от ожогов.
После проведения кузовных операций по ремонту кузова с использованием сварочного аппарата, в последующем необходима будет шпатлевка, грунтовка и покраска. Дополнительную информацию по данной теме можно найти в статье «Покраска кузова автомобиля: технология покраски и рекомендации при проведении покрасочных работ «
Что такое полуавтоматическая сварка? — Weldingtech.net
Welding Tech
При сварке полуавтоматическая сварка — это процесс, при котором скорость подачи проволоки, расход защитного газа и напряжение предварительно задаются на оборудовании. Затем оператор направляет ручной сварочный пистолет вдоль свариваемого соединения. Этот вид сварки можно использовать сплошной сплошной проволокой или электродом с флюсовой сердцевиной.
Затем оператор направляет ручной сварочный пистолет вдоль свариваемого соединения. Этот вид сварки можно использовать сплошной сплошной проволокой или электродом с флюсовой сердцевиной.
Полуавтоматическая сварка — отличный вариант для тех, кто ищет более эффективный способ сварки. Этот тип сварки может помочь повысить производительность, а также улучшить качество сварных швов. При этом типе сварки оператор меньше утомляется, что может привести к более качественному сварному шву. Кроме того, полуавтоматическая сварка может помочь сократить время, необходимое для завершения сварки.
Если вас интересует полуавтоматическая сварка, то важно правильно подобрать оборудование. На рынке представлено множество различных типов сварочных аппаратов, поэтому важно провести исследование, чтобы найти лучший аппарат для ваших нужд. Кроме того, также важно найти авторитетную компанию по поставкам сварочных материалов, которая может предоставить вам материалы и поддержку, в которых вы нуждаетесь.
Каковы примеры процессов полуавтоматической сварки?
Одним из наиболее распространенных примеров процесса полуавтоматической сварки является дуговая сварка металлическим электродом в среде защитного газа (GMAW). В этом типе сварки используется электрод, изготовленный из сплошной проволоки. Проволока подается через сварочную горелку и используется для создания дуги между электродом и заготовкой.
Является ли сварка MIG полуавтоматической?
Сварка MIG является разновидностью GMAW и поэтому представляет собой полуавтоматический процесс сварки.
Каковы преимущества полуавтоматической сварки?
Полуавтоматическая сварка имеет ряд преимуществ перед другими видами сварки:
- Одним из самых больших преимуществ является то, что она более эффективна, чем ручная сварка. При полуавтоматической сварке оператор меньше утомляется, что может привести к более качественному сварному шву. Кроме того, полуавтоматическая сварка может помочь сократить время, необходимое для завершения сварки.
- Еще одним преимуществом полуавтоматической сварки является то, что ее можно использовать с различными материалами. Это включает в себя металлы, пластмассы и даже композиты.
- Наконец, полуавтоматическая сварка относительно проста в освоении и может использоваться теми, кто только начинает заниматься сваркой.

В чем разница между машинной и автоматической сваркой?
Автоматическая сварка — это тип сварки, при котором сварочный процесс контролируется машиной. В том числе:
- скорость подачи проволоки,
- расход защитного газа,
- и напряжение.
Машинная сварка, с другой стороны, представляет собой тип сварки, при котором оператор управляет машиной. При машинной сварке оператор должен вести сварочную горелку вдоль свариваемого соединения.
Ручной или полуавтоматический режим GMAW?
GMAW — это разновидность полуавтоматической сварки. В GMAW скорость подачи проволоки, расход защитного газа и напряжение задаются на станке заранее. Затем оператор направляет сварочную горелку вдоль свариваемого соединения.
Затем оператор направляет сварочную горелку вдоль свариваемого соединения.
Сварочный полуавтомат цена
Цены на сварочные полуавтоматы могут меняться в зависимости от ряда факторов. К ним относятся:
- тип машины,
- характеристики,
- и марка.
Обычно цены на сварочные полуавтоматы начинаются от 1000 долларов и могут доходить до 10 000 долларов и выше.
Ссылки по теме
Что такое машинная сварка?
Плюсы и минусы автоматизированной сварки
Механизированная, автоматизированная и роботизированная сварка
Роботизированная и полуавтоматическая сварка в производстве | Tulsa Welding School
Список сварочных процессов
Как сваривать стальные трубы полуавтоматической сваркой с куском дерева
Подробнее
Ltronic — Полуавтоматические сварочные аппараты MIG/MAG
Подробнее
обзор полуавтоматическая сварка Tesla MIG/MAG/MMA 300
Подробнее
Полуавтоматический сварочный аппарат
Подробнее
Steelmax — Rail Runner II Rail Runner II Модульная тележка для сварки и резки с колебанием
Посмотреть ещё
Знакомство с полуавтоматическими сварочными аппаратами
Полуавтоматическая сварка — это форма ручной сварки, при которой используется соответствующее оборудование, которое автоматически контролирует один или несколько условий сварки. Операторы полуавтоматической сварочной машины манипулируют элементами управления, чтобы начать сварку, и контролируют процесс, чтобы обеспечить качественный конечный результат.
Операторы полуавтоматической сварочной машины манипулируют элементами управления, чтобы начать сварку, и контролируют процесс, чтобы обеспечить качественный конечный результат.
Что такое полуавтоматический сварочный аппарат?
Полностью автоматизированная или роботизированная сварка не обязательно идеальна для каждого сварочного проекта, особенно с учетом таких факторов, как ожидаемый срок службы, стоимость инструментов и требуемая гибкость. Это когда рассматривается полуавтоматическая система сварки, потому что она способна удвоить производительность квалифицированного сварщика вручную, сохраняя при этом высокий уровень контроля.
Полуавтоматическая сварка — это форма ручной сварки, при которой используется соответствующее оборудование, которое автоматически контролирует один или несколько условий сварки. Операторы полуавтоматической сварочной машины манипулируют элементами управления, чтобы начать сварку, и контролируют процесс, чтобы обеспечить качественный конечный результат. Это полезно для рабочих, поскольку требует гораздо меньше физических усилий, чем ручная сварка.
Это полезно для рабочих, поскольку требует гораздо меньше физических усилий, чем ручная сварка.
Обновление существующих методов сварки с использованием полуавтоматической сварочной системы может вывести ваш производственный процесс на новый уровень, оптимизируя эффективность вашей работы и последовательно улучшая конечные продукты, тем самым увеличивая вашу прибыль.
Общие характеристики полуавтоматических сварочных аппаратов
Основные характеристики полуавтоматического сварочного аппарата включают:
1. Как следует из названия, полуавтоматические сварочные аппараты представляют собой высокоавтоматизированные машины, которые можно разделить на две части: фильтрующую сварку и резка фильтровальной бумаги. Оба процесса выполняются одновременно и полностью автоматизированы машиной, которая отличается высокой точностью, меньшими потерями фильтровальной бумаги и экономичностью.
2. По сравнению с традиционной вибрационной сваркой и сваркой плавлением, полуавтоматические сварочные аппараты работают быстро, чисто и экономично. Процесс сварки обычно может быть завершен в течение одной секунды; риск загрязнения значительно снижается благодаря отсутствию флюса, что улучшает конечный результат; это также экономит много средств за счет использования флюса, низкого процента брака и повторяемости обработки. Полуавтоматические сварочные аппараты подходят для массового производства и автоматизированных производственных сред.
Процесс сварки обычно может быть завершен в течение одной секунды; риск загрязнения значительно снижается благодаря отсутствию флюса, что улучшает конечный результат; это также экономит много средств за счет использования флюса, низкого процента брака и повторяемости обработки. Полуавтоматические сварочные аппараты подходят для массового производства и автоматизированных производственных сред.
3. Сварочная система, электрическая конфигурация и элементы управления полуавтоматического сварочного аппарата используют оригинальные импортные аксессуары и управляются серводвигателем, что позволяет машине работать точно и стабильно. Во многих моделях используется высококачественное программное управление, обеспечивающее простое и удобное управление при максимальной производительности.
Структура полуавтоматического сварочного аппарата
Полуавтоматический сварочный аппарат в основном состоит из трех основных компонентов:
1. Механическое устройство:
Для обеспечения процесса сварки сварочные клещи оснащены быстродействующим двухтактным пневматическим приводным механизмом. Сварочные клещи можно отрегулировать на меньшие или большие отверстия в соответствии с требованиями сварки, переключая рукоятку управления. Вообще говоря, открытие сварочных клещей по умолчанию настроено на короткие ходы. Когда включено положение «питание включено», щипцы зажимаются и оказывают давление при нажатии переключателя. Тем временем ток возвращается к короткому ходу после завершения цикла сварки под управлением системы управления.
Сварочные клещи можно отрегулировать на меньшие или большие отверстия в соответствии с требованиями сварки, переключая рукоятку управления. Вообще говоря, открытие сварочных клещей по умолчанию настроено на короткие ходы. Когда включено положение «питание включено», щипцы зажимаются и оказывают давление при нажатии переключателя. Тем временем ток возвращается к короткому ходу после завершения цикла сварки под управлением системы управления.
2. Источник питания:
Основная цепь питания сварочного полуавтомата состоит из трансформатора сопротивления, тиристорного блока, главного выключателя питания, сварочной цепи и т. д. В сварочном аппарате используется однофазный переменный ток мощностью мощностью 200 кВА и выходом вторичного напряжения 20 В. В процессе сварки сварочные клещи должны быть способны сваривать высокопрочные стальные листы, создавая механическую силу и ток, достаточно большие для выполнения работы. Поэтому прочность, жесткость и теплопроизводительность сварочных клещей должны соответствовать определенным требованиям и стандартам. Кроме того, они должны обладать хорошей электро- и теплопроводностью и должны охлаждаться в воде.
Кроме того, они должны обладать хорошей электро- и теплопроводностью и должны охлаждаться в воде.
3. Устройство управления:
Устройство управления в основном подает сигналы для управления работой полуавтоматической сварочной машины и выключателем тока. Он также отвечает за контроль величины сварочного тока и отслеживание процесса на наличие возможных дефектов.
Общие типы полуавтоматических сварочных аппаратов
Полуавтоматические сварочные аппараты надежны и могут быть стандартизированы или изготовлены по индивидуальному заказу. Все эти полуавтоматические сварочные аппараты обеспечивают повторяемость всего одним нажатием кнопки.
Ниже показаны некоторые распространенные полуавтоматические сварочные аппараты, с которыми вы, скорее всего, столкнетесь:
● Токарные станки для сварки:
Этот тип полуавтоматического сварочного аппарата создан для обеспечения высокой скорости и качества. Обычно он также имеет встроенные вторичные операции, такие как фрезерование, сверление и резка, для дальнейшей оптимизации вашей производственной линии.
● Вращательная сварка:
Этот тип сварочного полуавтомата компактен, надежен и экономичен. Ротационные сварочные аппараты — отличный выбор для сварки различных деталей и материалов.
● Шовная сварка:
Машины для шовной сварки довольно распространены в различных отраслях промышленности при формировании из материалов цилиндров или труб. Полуавтоматические сварочные аппараты способны обеспечить равномерную консистенцию по всей длине материала.
● Линейные сварочные аппараты:
Системы линейной сварки предназначены для автоматизации операций прямой сварки. Эти сварочные аппараты обычно и специально разработаны как для небольших, так и для крупномасштабных проектов.
Преимущества полуавтоматического сварочного аппарата
Полуавтоматические сварочные аппараты особенно полезны в тех случаях, когда качество или функция вашего сварного шва очень важны, необходимо выполнять повторяющиеся сварные швы или если детали уже подвергались дополнительным процессам до этого.