Содержание
Ремонт блока цилиндров ГАЗ в Самаре рядом со мной на карте: адреса, отзывы и рейтинг сервисов по ремонту блока цилиндров ГАЗ
21 место
- ремонт блока цилиндров ГАЗ — мы нашли для вас 21 автосервис в городе Самаре;
- актуальная информация об услугах в Самаре, удобный поиск;
- ремонт блока цилиндров ГАЗ — адреса на карте, отзывы с рейтингом и фотографиями.
Метро, район
Рейтинг
Акции
Есть акции
Онлайн-запись
Рядом со мной
Круглосуточно
Открыто сейчас
Будет открыто ещё 2 часа
С отзывами
С фото
Рейтинг 4+
Сортировка
3D-тур
49
 177486″ data-lat=»53.18586″ data-id=»57df344b40c088014b8b8e75″ data-object_id=»57df344b40c088014b8b8e75.b3d6″ data-ev_label=»standard»>
177486″ data-lat=»53.18586″ data-id=»57df344b40c088014b8b8e75″ data-object_id=»57df344b40c088014b8b8e75.b3d6″ data-ev_label=»standard»> 208978999998″ data-id=»554c7de340c088c6788b53fc» data-object_id=»554c7de340c088c6788b53fc.3913″ data-ev_label=»standard»>
208978999998″ data-id=»554c7de340c088c6788b53fc» data-object_id=»554c7de340c088c6788b53fc.3913″ data-ev_label=»standard»> ceae» data-ev_label=»standard»>
ceae» data-ev_label=»standard»>3D-тур
35
 7f6a» data-ev_label=»standard»>
7f6a» data-ev_label=»standard»>
Больше нет мест, соответствующих условиям фильтров
| Ремонт блока цилиндров ГАЗ в Самаре | Где |
|---|---|
| 💰 Премиальное обслуживание | Колеса Даром |
| 🎂 Есть акции на день рождения | Автосервис |
| 🙋 Есть скидки на первое посещение | Форсаж |
 org/FAQPage»>
org/FAQPage»>Пользователи Zoon.ru наиболее положительно оценили Ровер Ленд, Автосервис в Самарском районе, АвтоСпецВолга. Вы можете воспользоваться нашей картой города, чтобы узнать их точное расположение и адреса.
Да. На страницах заведений есть раздел «Акции», где можно узнать о действующих скидках и спецпредложениях.
 ru?
ru? Да! Каждый день мы фильтруем до 20 тыс. отзывов и удаляем найденные фейки и спам.
ГАЗ 3110 | Дефектовка и ремонт блока цилиндров
ГАЗ 3110
Сервисное обслуживание и эксплуатация
Руководства → ГАЗ → 3110 (Волга)
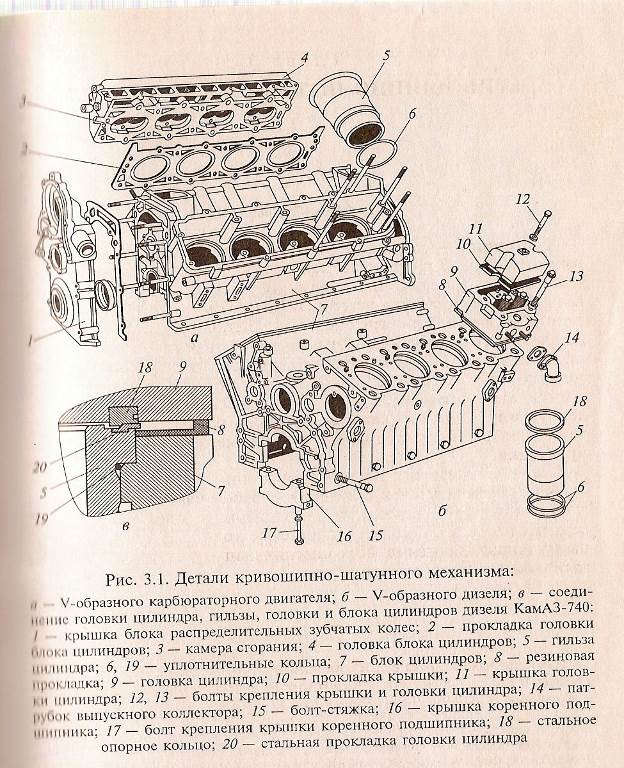
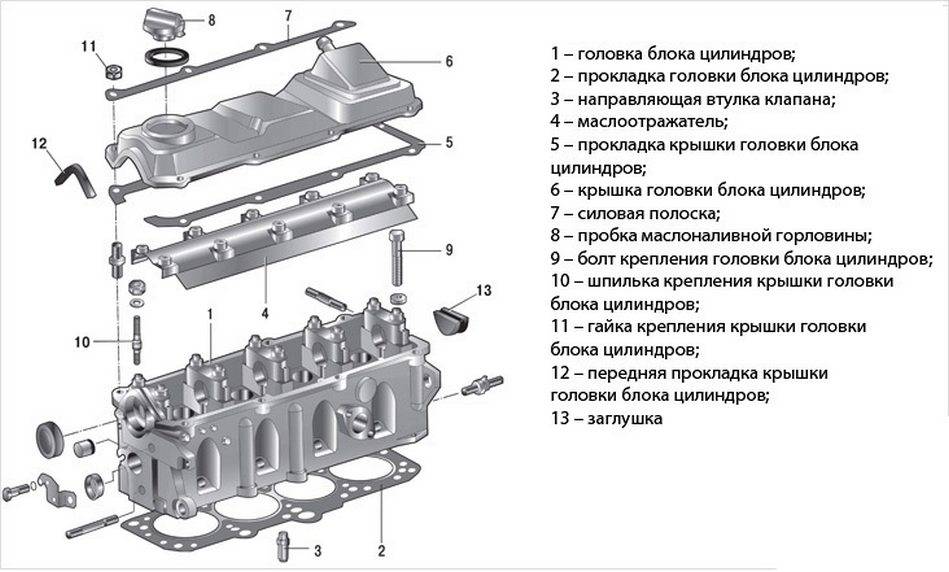
2.2.10. Дефектовка и ремонт блока цилиндров
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||
|

 Для обеспечения величины зазора поршни и гильзы
Для обеспечения величины зазора поршни и гильзы
 Разница выступания гильз по
Разница выступания гильз по
Реклама
Ремонт блока цилиндров — хитрости
Гаечный ключ в помощь
Видео по теме
Если вы работаете и/или занимаетесь автомобилестроением, вы знакомы с продуктом под названием J-B Weld. J-B Weld представляет собой двухкомпонентный эпоксидный клей (или наполнитель): эпоксидная смола (черный тюбик) и отвердитель (красный тюбик). При смешивании равными порциями происходит химическая реакция, которая после отверждения превращает смесь в твердый как скала состав с пределом прочности на растяжение до 3,9.60 фунтов на квадратный дюйм; термостойкость до 500 градусов по Фаренгейту; и непроницаем для воды, бензина, химикатов и кислот. С момента появления J-B Weld в 1968 году потребители думали и слышали о множестве применений этой универсальной эпоксидной смолы, начиная от устранения утечек в радиаторе и заканчивая ремонтом треснувших впускных коллекторов.
J-B Weld представляет собой двухкомпонентный эпоксидный клей (или наполнитель): эпоксидная смола (черный тюбик) и отвердитель (красный тюбик). При смешивании равными порциями происходит химическая реакция, которая после отверждения превращает смесь в твердый как скала состав с пределом прочности на растяжение до 3,9.60 фунтов на квадратный дюйм; термостойкость до 500 градусов по Фаренгейту; и непроницаем для воды, бензина, химикатов и кислот. С момента появления J-B Weld в 1968 году потребители думали и слышали о множестве применений этой универсальной эпоксидной смолы, начиная от устранения утечек в радиаторе и заканчивая ремонтом треснувших впускных коллекторов.
J-B Weld известен как отличный инструмент для закрытия пустот и герметизации трещин, поэтому мы решили, что он будет идеальным продуктом для ремонта нашей потертой/надрезанной поверхности блока цилиндров Subaru. Простая маскировка проблемы путем нанесения толстых капель силикона, зажатых между поврежденным блоком и масляным поддоном, послужила бы быстрым решением, но утечка возникает только со временем. Вместо этого мы смешали немного J-B Weld и нанесли эпоксидную смолу на поврежденный участок, прежде чем сгладить его с помощью лезвия бритвы. Чистой магазинной тряпкой вытерли лишний материал перед тем, как эпоксидная смола застыла в течение 24 часов. После того, как он затвердел, пришло время отшлифовать и/или отшлифовать поверхность блока перед повторной установкой масляного поддона.
Вместо этого мы смешали немного J-B Weld и нанесли эпоксидную смолу на поврежденный участок, прежде чем сгладить его с помощью лезвия бритвы. Чистой магазинной тряпкой вытерли лишний материал перед тем, как эпоксидная смола застыла в течение 24 часов. После того, как он затвердел, пришло время отшлифовать и/или отшлифовать поверхность блока перед повторной установкой масляного поддона.
Trending Pages
BMW M5 2025 года торгует бензиновой картой и получает огромную гибридную мощность
Mercedes-AMG GLE53 2024 года. 8
Toyota RAV4 Prime 2023 года Первый тест: все еще на высоте?
Внедорожник Kia EV5 2025 года: Kia на подъеме или что?
Mazda CX-90 PHEV 2024 г. Первый тест: большая мощность с компромиссами
MotorTrend Рекомендуемые истории
Атака 650-сильного клона BMW 1M
Родрез|
Стоит ли японская служба обновления спортивных автомобилей Toyota 86 своей цены?
Родрез|
Новый JDM Nissan Z Kit предлагает столь необходимое отношение
Rodrez|
Prodrive P25 За рулем! Subaru Rally Beast of Your Dreams за 500 000 долларов
Ангус Маккензи |
Ultimate Street Lexus IS300 дрифтера Кена Гуши упакован с сюрпризами профессионального уровня
Родрез|
Сборка Corolla AE86 с двигателем Ferrari и создание ее заново… с ускорением!
Родрез|
Trending Pages
BMW M5 2025 года торгует бензиновой картой и получает огромную гибридную мощность
2024 Mercedes-AMG G Первый тест LE53: не ваш стереотип AMG
Toyota RAV4 Prime 2023 года Первый тест: все еще на высоте?
Внедорожник Kia EV5 2025 года: Kia на подъеме или что?
Mazda CX-90 PHEV 2024 г.
 Первый тест: большая мощность с компромиссами
Первый тест: большая мощность с компромиссами
 Первый тест: большая мощность с компромиссами
Первый тест: большая мощность с компромиссамиКак заделать дыру в блоке цилиндров
Блог
Реально есть только один способ исправить дырку в блоке цилиндров и это его замена.
Если у вас есть Perkins 212, 236 или 248, у Noordeman Diesel может быть решение вашей проблемы.
Основные характеристики Perkins 4-212, 4-236 и 4-248
| Тип двигателя | 212 | 236 | 248 |
| Диаметр отверстия | 3,8750 | 3,8770 | 3,9750 |
| Ход | 4,50 | 5,00 | 5,00 |
| Квадратная задняя часть Блок без напряжения | Да | Да | Да |
| Фланцевый задний упорный блок | № | Да | Да |
Блоки цилиндров
- Из блока цилиндров 212 можно сделать Perkins 236 или 248 или наоборот, все они могут быть модифицированы для замены друг друга.
- Вы можете преобразовать 4-236 в 248, но вы не заметите большой разницы в дополнительных HP. Топливная система может остаться прежней.
- Существуют блоки фланцевых и нефланцевых вкладышей ( безфланцевые вкладыши известны как параллельные вкладыши)
- В блоках цилиндров ранних типов установлены фланцевые и параллельные гильзы. Верхняя часть вкладыша выступает, и это известно как огневое кольцо.
- Вкладыши типа огнестойких колец требуют верхнего набора u5lt1014 щелкните здесь для ссылки
- Более поздние блоки типа 4-236 имеют фланцевые вкладыши. У них нет огневого кольца, а верхняя часть гильзы находится на одном уровне с верхней частью блока цилиндров.
- Доступны фланцевые вкладыши 236 стандартного размера и большего размера, вы можете получить задние части размера 0,010 и 0,040 большего размера.
- Для блоков кольцевого типа без пожара требуется другой комплект верхних прокладок U5lt1004 щелкните здесь, чтобы получить ссылку
- Вы можете преобразовать блок хромированного вкладыша в блок литого вкладыша, изменив глубину раззенковки.

Коленчатый вал
- Коленчатый вал 212 имеет ход поршня, отличный от 236 и 248.
- 236 и 248 коленвалы одинаковые, есть некоторые вариации
- Существуют типы балансировочных и небалансировочных грузов.
- Манжетное уплотнение или тросовое уплотнение.
- Носик со шлицами или без шлицов.
- Кривошипные шатуны без шлицев имеют 3 отверстия для болтов, а шлицевые шатуны имеют 1 отверстие для болтов.
Шатуны
- Все шатуны одинаковые и взаимозаменяемые.
- Все малые концевые втулки одинаковы.
- Шатунные гайки и болты одинаковые.
Головки цилиндров
- 212, 236, 248 все головки цилиндров одинаковые и взаимозаменяемые
- Все клапаны и пружины взаимозаменяемы
212 Фланцевые чугунные вкладыши:
Диаметр основного отверстия: 4. 0625–4.0635″
0625–4.0635″
Глубина углубления: 0,150 -0,152″
Внешний диаметр: 4,0645–4,0655″
Посадка с натягом: 0,001 -0,003″
Высота поршня: 0,015 -0,021″
Готово Диаметр отверстия: 3,877–3,878″
236 Фланцевые литые вкладыши»
Отверстие основного отверстия: 4.0625–4.0635″
Выточка th: 0,150 -0,152″
Наружный диаметр: 4,0645–4,0655″
900 02 Посадка с натягом: 0,001 -0,003″
Высота поршня: (выше) 0,003 -0,010″
Готовое отверстие Диаметр: 3,877 -3,878″
236 Параллельные вкладыши”
Основное отверстие: 4,0625–4,0635″
Глубина углубления: Н/Д
Внешний диаметр: 4,0645–4,0655″
Посадка с натягом: 0,001 -0,003″
Высота поршня: (выше) 0,003 -0,010″
Диаметр готового отверстия: 3,877 -3,878″
248 Фланцевые литые вкладыши”
Родительское отверстие: 4.