Содержание
Изготовление моделей — stomkor
Изготовление модели является одним из важных этапов создания любой ортопедической конструкции, ведь она представляет собой прототип челюсти, который изготавливается путем заливки слепка гипсом. Это точная репродукция всех тканей протезного ложа. В дальнейшем на модели осуществляются различные этапы изготовления протеза, например, воспроизведение его из воска, постановка искусственных зубов.
Классификация моделей
По назначению:
- диагностические. Они отливаются для уточнения диагноза, изучения особенностей тканей протезного ложа, планирования конструктивных особенностей ортопедической конструкции;
- контрольные (серийные). Такие модели представляют собой одну из разновидностей диагностических. Они изготавливаются до и после лечения, иногда в его процессе;
- рабочие — те, на которых непосредственно осуществляется создание протеза;
- вспомогательные. Их получают из челюсти, противоположной протезируемой
По конструкции:
- монолитные (неразборные).
 Модели создаются с использованием однотипного стоматологического материала. Они изготавливаются в условиях стоматологического кабинета врачом-ортопедом или зубным техником в лаборатории. Могут быть рабочими и диагностическими. Если для ее создания применяется два различных вида гипса, она называется комбинированной неразборной моделью;
Модели создаются с использованием однотипного стоматологического материала. Они изготавливаются в условиях стоматологического кабинета врачом-ортопедом или зубным техником в лаборатории. Могут быть рабочими и диагностическими. Если для ее создания применяется два различных вида гипса, она называется комбинированной неразборной моделью; - разборные. Это рабочие модели, которые производятся зубным техником в условиях лаборатории, распиливаются на отдельные сегменты и широко применяются в изготовлении металлокерамических конструкций. Разборная модель может создаваться с помощью штифтов, пиндекс-систем иди бесштифтовым методом. Пиндекс-система представляет собой специальный аппарат для сверления отверстий под штифты;
- огнеупорные модели используются для литья металлов на них и создаются из огнеупорных материалов
 Модели создаются с использованием однотипного стоматологического материала. Они изготавливаются в условиях стоматологического кабинета врачом-ортопедом или зубным техником в лаборатории. Могут быть рабочими и диагностическими. Если для ее создания применяется два различных вида гипса, она называется комбинированной неразборной моделью;
Модели создаются с использованием однотипного стоматологического материала. Они изготавливаются в условиях стоматологического кабинета врачом-ортопедом или зубным техником в лаборатории. Могут быть рабочими и диагностическими. Если для ее создания применяется два различных вида гипса, она называется комбинированной неразборной моделью;
Методика изготовления неразборной гипсовой модели
Начинают эту процедуру с замешивания гипса в резиновой колбе. Его смешивают с водой в соотношении 2:1. Гипс постепенно всыпают в жидкость небольшими порциями и после этого замешивают шпателем до получения массы однородной консистенции.
Гипс постепенно всыпают в жидкость небольшими порциями и после этого замешивают шпателем до получения массы однородной консистенции.
Существуют некоторые вещества, которые способны ускорить или замедлить твердение гипса. В первую группу относится соль, во вторую — бура. Необходимо брать 30 г соли на 1 л воды. При добавлении 3% раствора буры получаются более крепкие модели. Модели, которые нужно хранить длительный промежуток времени, кипятят в жидком парафине. После этого их поверхность становится блестящей.
Гипс в слепок наливают небольшими порциями. Для устранения пузырьков воздуха необходимо постукивать краем оттискной ложки по чашке для замешивания. Также с этой целью применяются вибраторы.
Оттиск наполняют гипсом чуть выше его краев. Далее небольшое его количество наливают на стол и устанавливают отпечаток на него ложкой вверх. Края разглаживают при помощи шпателя и ждут, пока гипс затвердеет. Потом модель аккуратно, чтобы ее не повредить, отделяют от оттиска и придают ей ровные контуры.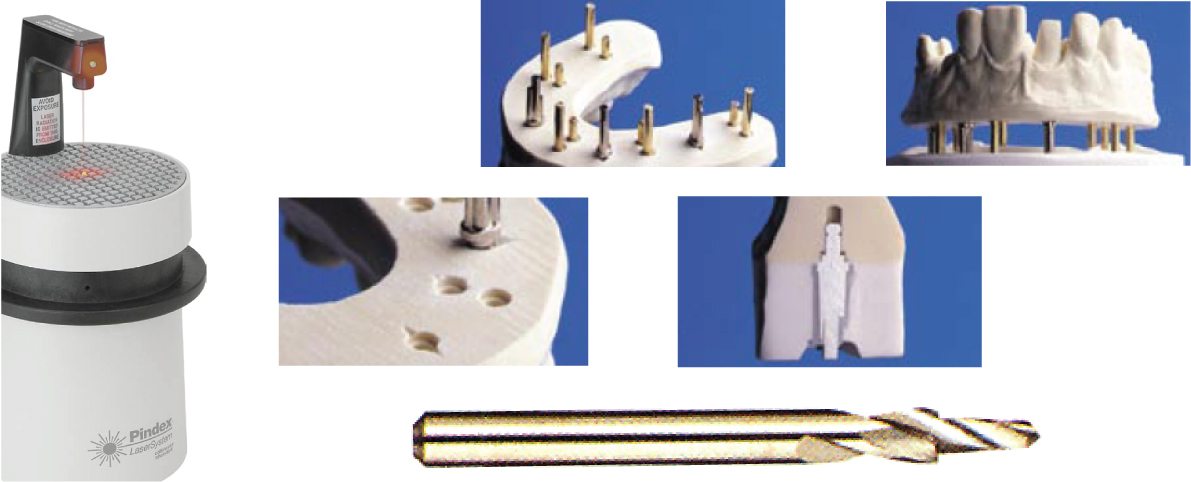
Для создания неразборной комбинированной модели отпечаток челюсти заполняют гипсом IV класса, а ее цоколь выполняют из того же материала, но III класса.
Дальнейшие манипуляции по изготовлению зубного протеза техник выполняет на полученной модели.
Применение металлопластмассовых зубных протезов: лекция 3
2. Применение металлопластмассовых зубных протезов:
восстановление зубов в передних отделах –
частичное отсутствие зубов 4 класс по Кеннеди
восстановление анатомической формы
утраченного зуба – патология твердых тканей
зубов
3. Противопоказания к изготовлению металлопластмассовых протезов:
низкие клинические коронки (менее 6 мм)
вестибулярный наклон зубов
аномалии положения опорных зубов
обнажение корня в связи с атрофией
альвеолярного отростка
глубокий прикус
аллергические реакции на пластмассу
повышенная стираемость зубов
отсутствие боковых зубов
4.
 Преимущества металлопластмассовых коронок:
Преимущества металлопластмассовых коронок:
доступность, это самый недорогой вид зубных
коронок
идеально подойдут для временного использования
(на 1-3 года)
5. Недостатки металлопластмассовых коронок:
Пластмассовая облицовка меняет свой цвет при
употребление в пищу продуктов с ярко выраженным
окрашивающим эффектом (черный чай, кофе, красное вино,
коньяк, курение)
У каркаса низкая сцепка с пластмассовым покрытием (это
может привести к сколам облицовки и обнажению
металлического каркаса)
Возможность аллергической реакций на пластмассу
Небольшой срок службы — от 1 до 3 лет.
Край коронки неплотно прилегает к зубу и десне, что
способствует скоплению пищи и создает трудности в
очистке (развитие кариеса и полное разрушение зуба)
Пластмассовая коронка при контакте с десной может
вызвать ее воспаление, на десне появляется темный ободок
7. Получение разборной комбинированной модели
Варианты
A. штифтовой метод;
Б. Метод с использованием пиндекс-
Метод с использованием пиндекс-
системы;
B. бесштифтовой метод.
8. Штифтовый метод изготовления разборной модели
I этап— установка штифтов;
II этап— получение гипсовой
модели;
III этап — распиливание гипсовой
модели на сегменты.
9. Установка штифтов например, игольчатых с фиксацией в области препаровки
Установленные штифты должны быть параллельны
друг другу в разных плоскостях
и если штифты будут
одинаковы по высоте,…
…
…то не будет трудностей с нахождением их в
основании цоколя
12. II этап — получение гипсовой модели
Перед заливкой в области концевых краев оттиска с помощью
многоразового силикона оформляем ограничители для гипса.
Замешанный гипс заливаем в оттиск до его границ. На данном этапе
используем вибрационный столик. Он может быть различных
размеров и, как правило, обеспечивает два режима вибрации.
Благодаря вибрации, гипс равномерно и точно заполняет оттиск.
К началу фазы «схватывания» гипса в области
промежуточных и концевых участков модели
устанавливаем специальные ретенционные
приспособления для последующей фиксации
несъемных сегментов в цоколе модели.
Ретенционные пункты можно создать с помощью
гипса.
После отвердевания гипса IV класса наносим на его
поверхность, в области штифтов, изолирующую
жидкость для разделения гипса IV класса от гипса III
класса (цокольного) и дальнейшего легкого извлечения
штампика из модели (после ее распиливания).
Далее замешиваем гипс III класса, постепенно
заливаем его на ранее заполненный гипсом IV
класса оттиск и формируем цоколь модели. Когда
гипс отвердел, необходимо аккуратно снять оттиск
с готовой модели.
Оформляем края (контуры) цоколя
модели с помощью аппарата для обрезки
моделей — триммера.
Существует два типа триммеров:
— дисковые с подключением воды;
— со шлифовальной лентой и вытяжкой
— для сухой обработки цоколя модели.
18. Триммер
распиливание гипсовой модели на сегменты
На основании модели частично освобождаем
штифты от гипса, что облегчает извлечение
штампиков из модели
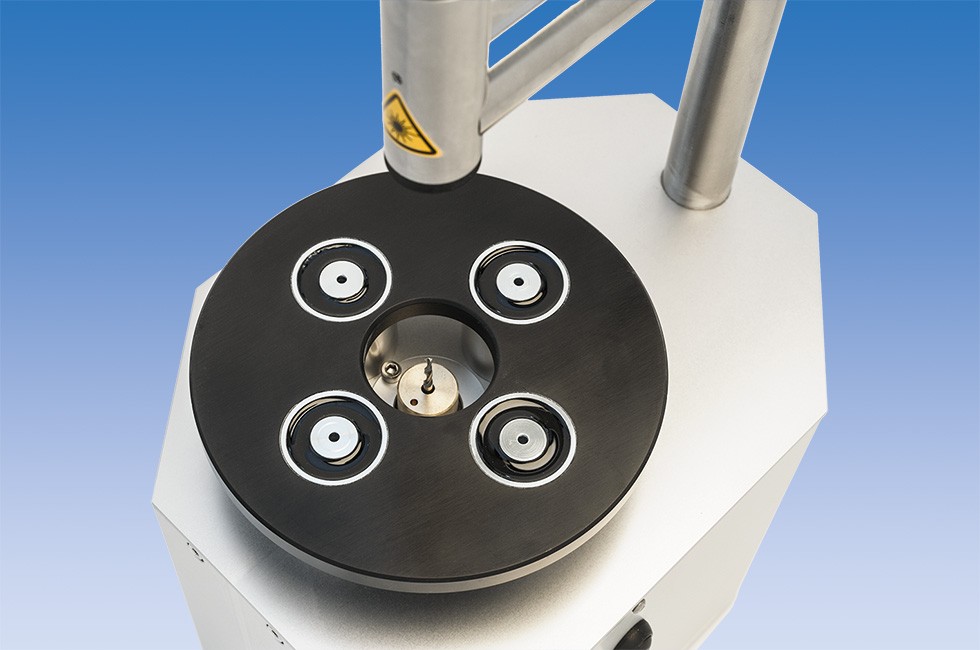
21. Изготовление разборной модели с использованием пиндекс-системы
При изготовлении разборных моделей с
помощью пиндекс-системы используется
специальный прибор для разметки и
сверления параллельных отверстий
точных размеров и глубины, набор
штифтов и специальных втулок для
направляющих штифта (для
прецизионной «посадки» штампика в
цоколь модели).
22. Изготовление разборной модели с использованием пиндекс-системы
Замешиваем гипс IV класса твердости в
вакуумном смесителе и заполняем им оттиск до
границ. Оттиск для более точного заполнения
гипсом помещаем на вибростолик на несколько
секунд.
После отвердевания гипса извлекаем модель
зубного ряда из оттиска. Шлифуем модель с
использованием триммера, делая ровное
основание модели. Аккуратно оформляем
внешние границы модели
Если использовался триммер с влажной
обработкой модели (подключенный к воде), то
модель должна быть просушена, а затем
специальной фрезой для обработки гипса
оформляем внутреннй контур модели.
Используя автоматический прибор для сверления
параллельных отверстий под штифты с лазерным
указателем и регулировкой глубины сверления
(пиндексмашины, пиндекс-системы), подготавливаем
модель к установке штифтов (пинов).
Лазерная точка соответствует сверлу,
находящемуся под плавно опускающимся
столиком. Просверливаем отверстия не только под
Просверливаем отверстия не только под
препарированные зубы, но и под остальные
фрагменты зубного ряда
Используя специальный клей, устанавливаем
штифты ( например, с двумя направляющими «бипины»)
Наносим изолирующую жидкость «гипс от гипса»,
предотвращая соединение модели зубных рядов с
цокольным гипсом.
Если используются втулки для направляющих
штифта, то они одеваются на направляющие до
заливки цоколя модели.
Применяя формообразователь для цоколя модели,
устанавливаем на него модель зубного ряда и
заливаем цокольный гипс (гипс III класса).
Отделяем от цоколя модель
зубного ряда.
Диском с алмазным покрытием
распиливаем модель на сегменты.
Распилы должны быть параллельны.
При использовании пиндекссистемы
мы получаем разборную модель, из
цоколя которой можно извлекать не
только штампики препарированных
зубов, но и фрагменты всего зубного
ряда.
35. Изготовление модели бесштифтовым методом
При бесштифтовом методе нет
необходимости использовать два типа
гипса, что экономит время и материалы.
С помощью производимых разными
фирмами комплектов пластмассовых
форм, обеспечивается точное и прочное
положение элементов разборной модели
и надежная фиксация модели в
артикуляторе.
36. Изготовление модели бесштифтовым методом «Ассu-Trac АТ6»
Изготовление модели бесштифтовым
методом «Ассu-Trac АТ6»
Подготавливаем пластмассовую форму,
обрабатывая ее изолирующим от гипса спреем.
Замешанным гипсом IV класса заполняем
пластмассовую форму, а затем — оттиск.
Соединяем заполненные гипсом поверхности.
Оставляем их до полного отверждения гипса. Снимаем
оттискную ложку с оттиском и получаем готовую
модель. При данном методе нет необходимости
использовать два типа гипса и триммер,
соответственно, экономится материал и время.
После извлечения модели из пластмассовой формы …
… распиливаем ее на
сегменты, используя
разрезной алмазный диск.
Сегменты разборной модели легко
устанавливаются в форму, так как каждому
сегменту соответствует цифровое обозначение
на пластмассовом основании формы.
Модель прочно фиксируется внешними рамками
формы основания.
43. Моделирование каркаса мостовидного протеза
Изготовление восковых колпачков на культях
опорных зубов
Варианты:
Послойное нанесение моделировочного воска
Использование воскотопки и погружного воска
Изготовление полимерных колпачков
«ADAPTA»
44. Изготовление полимерных колпачков «ADAPTA»
Адапта — система изготовления колпачков методом
глубокого вытяжения полимерных заготовок
Адапта, полный набор:
Содержание: 1 подставка с пастой, 1
контейнер с пастой, 1 держатель
фольги, 2 х 100 Адапта пластинок
(0,6 мм), 200 Адапта
промежуточных пластинок (0,1 мм)
Все составляющие системы Адапта
могут быть заказаны отдельно:
— 1 контейнер с Адапта пастой
— держатель фольги
— Адапта фольга, 0,6 мм, красная,
100 шт.
— промежуточная фольга, 0,1 мм,
красная, 200 шт.
— промежуточная фольга, 0,1 мм,
прозрачная, 200 шт.
— Адапта паста (запасная упаковка)
— Адапта начальный набор
Разогрев над пламенем горелки полимерной
пластинки укрепленной в держателе
Колпачки формируются быстро с помощью
погружной системы Адапта
Толщина колпачка не должна быть тоньше 0,4 мм
для того, чтобы стенки металлической коронки
после отливки и обработки, были бы не тоньше, по
крайней мере, 0,3 мм.
Компенсационный колпачок должен быть короче на
1/3, чем внешний колпачок, который удаляется перед
паковкой, тем самым, гарантируя место для тонкого
слоя цемента. Основной колпачок из Адапты
необходимо подрезать на 1 мм выше границы уступа
культи зуба
50. Моделирование промежуточной части мостовидного протеза
51. Изготовление ретенционных элементов для облицовки
Качество крепления пластмассы при помощи
закрепляющих гранул (перл) зависит от их
концентрации на единице поверхности, а также от
их диаметра. Японские авторы Танака, Атсута
(1979) указывают, что сила механического
сопротивления пластмассовой облицовки на
поверхности металла, покрытого перлами,
превышала силу механического сопротивления
при петельных зацепах на 20 кг/см. Эта
конструкция более эффективна в функциональном,
эстетическом отношениях и долговечна.
52. Изготовление ретенционных элементов для облицовки
На вестибулярную поверхность коронки наносят клей
и устанавливают ретенционные бусины.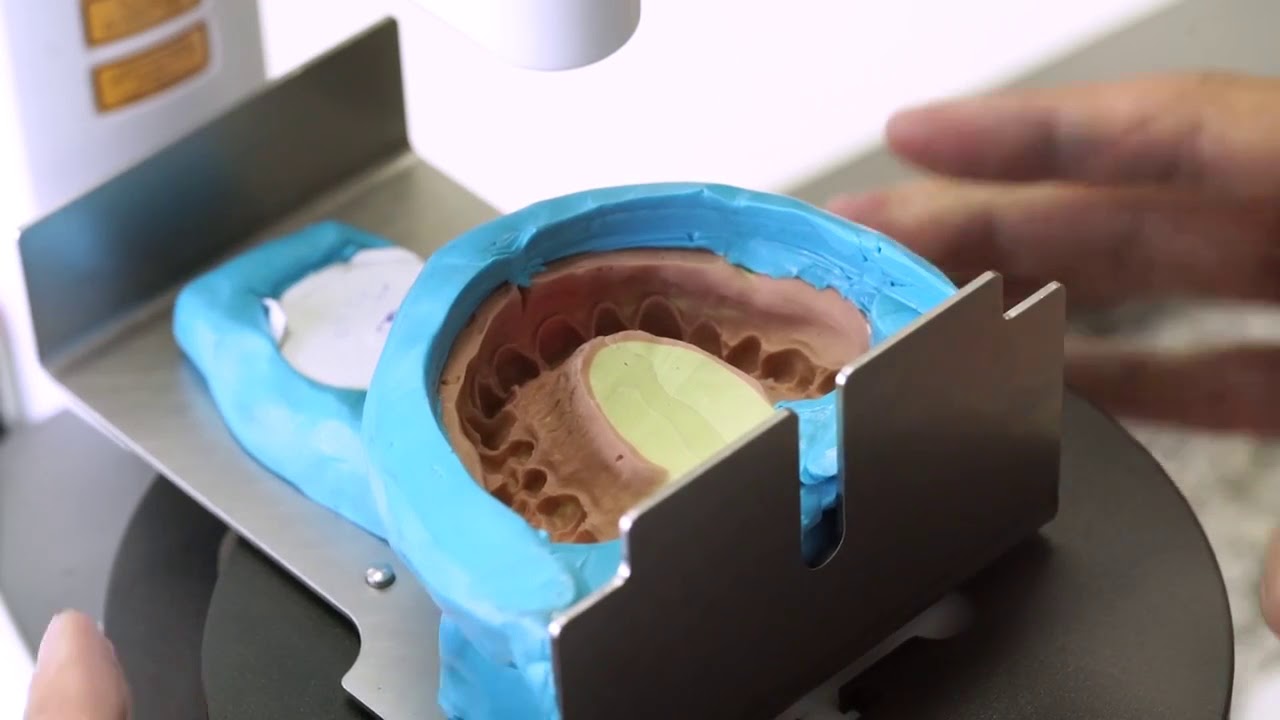 Бусины в
Бусины в
зависимости от их величины и количества
устанавливают в строгом интервале с расстоянием
между ними 0,5 мм, равномерно по всей поверхности,
исключая их соприкосновение друг с другом.
Некоторые авторы (Копейкин В.Н., 1985) рекомендуют
наносить бусины (перлы) хаотично. Для улучшения
крепления облицовки к металлическому ложу проводят
его пескоструйную обработку. Бусины сошлифовывают
до полусфер для более надежной фиксации облицовок
и уменьшения их толщины
53. Изготовление ретенционных элементов для облицовки
54. РЕТЕНЦИОННЫЕ ПЕРЛЫ ДЛЯ ОБЛИЦОВКИ КОРОНОК
Ретенционные кристаллы
Плазменное напыление на
поверхность цельнолитого каркаса
нитрида титана
63. Плазменное напыление
Для начала необходимо разобраться, что же такое
нитрид титана и как его получают. Нитрид титана —
это химическое соединение титана с азотом. Наиболее
широко распространенный способ получения —
азотирование титана при температуре 1200°C.
Существуют и другие способы получения этого
соединения. Область применения соединения очень
широка. Например, это напыление используется как
материал с жаропрочными свойствами, для создания
покрытий с высокой степенью износостойкости. Также
нитрид титана применяется в микроэлектронике как
диффузионный барьер совместно с металлизацией
таким материалом, как медь.
64. Плазменное напыление
Примеры применения: стоматология, при
изготовлении разного рода зубных протезов и коронок;
при изготовлении крыш на коттеджах; а также при
изготовлении церковных куполов. Дизайнерские вещи
из недорогих материалов. На сегодняшний день
технологии напыления нитридом титана применяются
и как способ декорирования: для отделки изделий
художественного характера, покрытия картинных рам,
мебельной фурнитуры и стекол, деталей автомобилей,
лепнины, самоваров, посуды, церковной утвари и т.п.
Покрытие нитридом титана также нашло себе место
дизайне интерьеров, архитектуре и строительстве.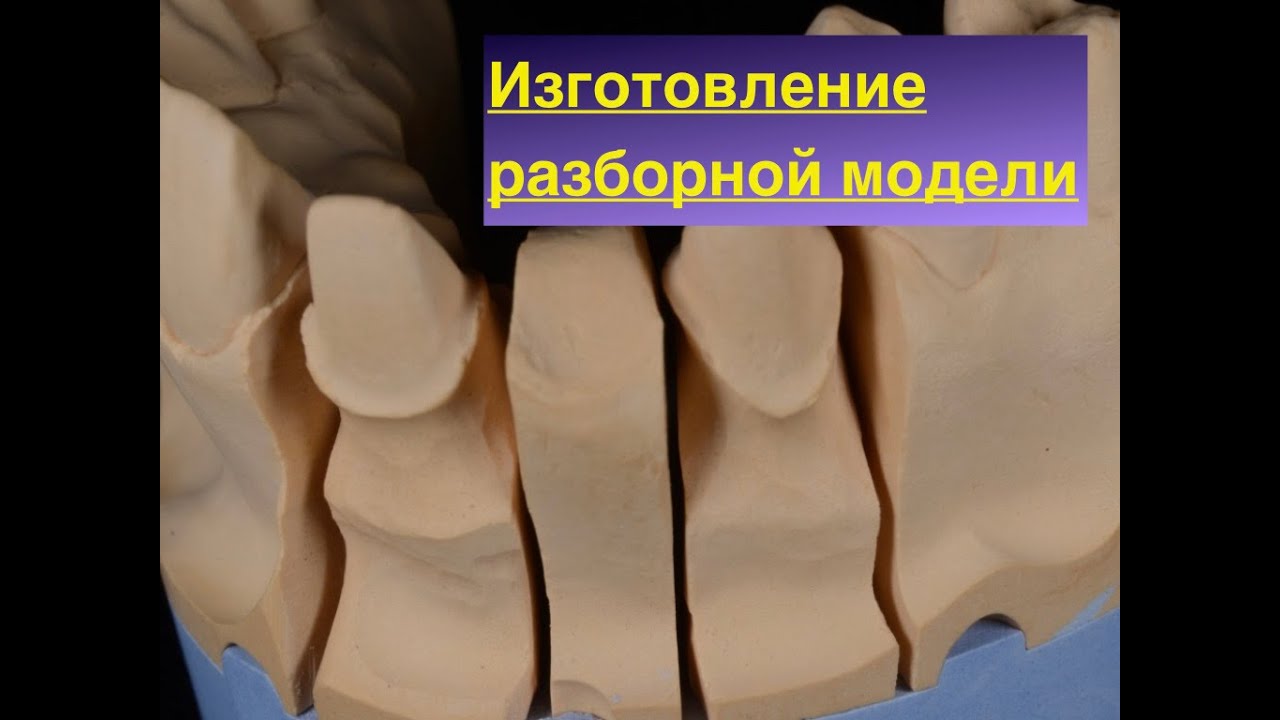
65. Плазменное напыление нитрида титана
Еще одно очень важное свойство этого материала
выражается в том, что покрытию можно придать
различные оттенки золотого цвета—от темножелтого до белого.
Установки ионно-плазменного нанесения покрытия
VTT-PLASMA-COG предназначены для нанесения
износостойких, коррозионно-стойких, защитнодекоративных покрытий (металл, нитриды, оксиды,
карбиды и т. д.) на различные изделия из металла и
ряда диэлектриков. Основное назначение- защитнодекоративное напыление зубных протезов и
упрочнение мелкоразмерного инструмента.
67. Нанесение опакового покрытия на цельнолитой каркас
68. Нанесение опакового покрытия на цельнолитой каркас
Набор универсальных опакеров и непрозрачных
красителей, предназначенных для покрытия
металлических конструкций перед изготовлением
облицовки из пластмасс.
69. Нанесение опакового покрытия на цельнолитой каркас
Набор состоит из 3 х 6 гр порошка в оттенках аналогичных
ВИТА (цвета А, В, С(Д)) и 4 х 3 гр порошков в традиционных
оттенках: белом, коричневом, розоватом и сером,
а также 2 х 8 гр жидкости для замешивания
Жидкость перемешивается с порошком до получения
жидкой пастообразной массы. Такая консистенция
Такая консистенция
наносится кистью на очищенную и сухую конструкцию
будущего протеза там, кде он будет покрываться
пластмассой. Модификацию основных оттенков ВИТА
можно получить перемешиванием разных оттенков
порошка.
Отверждение краски проводится в жаровоздушном
стерилизаторе (250 °С, две минуты) или в струе
жаркого воздуха над пламенем. Слой краски нельзя
сжечь, иначе он станет мелом и не будет держаться на
металлическом каркасе. Хорошо застывший слой
краски является твердым, не изменяющим цвет,
держится прочно на металле и хорошо его закрывает.
Все цветовые оттенки можно использовать для
подкрашивания пластмассовых работ. Шейки
можно подкрасить кистью, трещины посыпанием
порошка в слабо нарезанные поверхности зуба,
эмалевые пятна можно имитировать применением
слоя сухой краски. Во всех подобных случаях
рекомендуется закончить коронку или фасетку
покрытием поверхности слоем пластмассы для
коронок марки СУПЕРПОНТ® (производитель АО
„СпофаДентал“) и только тогда подвергнуть
полимеризации.
76. Superpont C+B Set (Spofadental)
Использование системы Dental Pindex в стоматологической лаборатории
Производство моделей для зуботехнической лаборатории
- Сообщение от
дентсма
17
февраля
Стоматологический штифт является наиболее важной частью оборудования в стоматологических клиниках и лабораториях и используется для сверления небольших отверстий для различных протезов и зубных форм. Эта стоматологическая система pindex является наиболее идеальным и точным методом изготовления съемных штампов. Он имеет различные преимущества, а техника, используемая в системе, будет простой.
Что такое стоматологическая система Pindex?
Стоматологическая система pindex используется в зуботехнических лабораториях для сверления небольших отверстий, а сверлильные головки могут использоваться со скоростью до 15 000 об/мин..jpg) Благодаря такой высокой скорости сверления он обеспечивает плавное непрерывное движение, а также может просверливать отверстия даже в самом твердом штамповочном камне. Это самый простой, самый точный и новый способ произвести впечатление, и это самый удобный процесс.
Благодаря такой высокой скорости сверления он обеспечивает плавное непрерывное движение, а также может просверливать отверстия даже в самом твердом штамповочном камне. Это самый простой, самый точный и новый способ произвести впечатление, и это самый удобный процесс.
В большинстве станков для точечного сверления используется лазер, позволяющий точно позиционировать отверстие. Глубину сверла можно регулировать от 0 до 12 мм. Во время бурения будет накапливаться пыль и мусор, которые можно удалить с помощью внешнего всасывания, чтобы как оборудование, так и буровые скважины можно было содержать в чистоте.
В некоторых стоматологических системах pindex, таких как модельная система giroform pindex, вы можете выбрать сидячее или стоячее положение, которое работает с помощью наклонного основания, а также обеспечивает превосходную эргономичность работы. Итак, перед покупкой стоматологической системы pindex вам необходимо проверить качество устройства, стоимость обслуживания, поддержку поставщика и простоту использования.
Процесс стоматологической системы Pindex:
Стоматологическая машина Pindex — одна из рабочих моделей, которые работают со съемной матрицей. Стоматологическая система pindex состоит из трех важных функций;
- Специальный сверлильный станок
- Латунные дюбели и пластмассовые втулки
- Каменная отливка в форме подковы
Процесс изготовления слепка с помощью системы pindex включает следующий процесс;
- В системе pindex оттиск будет отлит гипсом, а добавленный гипс будет находиться на 20 мм за краем ложки. Это позволит слепку высохнуть без дальнейшего добавления гипса
- Затем гипс нужно оставить на 60 минут, а затем снять
- Перед обрезкой следует тщательно намочить гипс, чтобы предотвратить скопление салазок препарированных зубов
- Затем нижняя часть слепка обрезается, и из нее делается плоская поверхность
- Толщина должна быть отрегулирована, так как толщина от основания до подготовленной финишной линии должна быть 15 мм, и не более
- Если вы обнаружите лишний камень на языке или в области неба, его следует удалить
- Ширина фациолингва будет 10мм
После того, как процесс литья завершен, следующим процессом является просверливание пинхола, который включает следующие этапы:
- Следующим шагом необходимо отметить карандашом желаемое расположение штифтов на окклюзионной поверхности зубов или подготовленном слепке
- В каждой матрице должно быть по два штифта; а также два штифта для промежуточной области и два штифта для сегмента, содержащего непрепарированные зубы
- Теперь вам нужно поместить слепок на рабочий стол сверлильного станка и включить красную контрольную лампочку
- С помощью светового луча совместите первую карандашную отметку со светящейся точкой
- Теперь, используя обе руки, вам нужно с силой надавить вниз, надавливая на гипсовую повязку большим пальцем
- Теперь медленно поднимите руль, чтобы узел давления и сверла двигался вверх и можно было вырезать отверстия
- После достижения определенной глубины красный свет погаснет
- Та же процедура повторяется для каждой метки, и если вы хотите добиться эффективных и лучших результатов, сырость следует слегка увлажнить, чтобы можно было предотвратить образование пыли
С помощью сжатого воздуха и щетки можно удалить даже пыль, а также мусор в отверстии. Отверстия должны быть должным образом очищены с помощью ручной развертки, и перед выполнением процесса цементирования необходимо завершить посадку штифтов.
Отверстия должны быть должным образом очищены с помощью ручной развертки, и перед выполнением процесса цементирования необходимо завершить посадку штифтов.
После этого можно провести процесс цементации, залив цианоакрилатный цемент в штифты, а также убедившись, что слепок полностью высох.
С помощью цемента короткие штифты устанавливаются с небной стороны, а затем более длинные штифты следует размещать с лицевой стороны. Этот тип цементирования поможет в легком процессе удаления.
Когда цемент высохнет, наденьте пластиковые втулки на штифты, при этом плоские стороны оснований должны быть обращены друг к другу. Затем вазелин используется в качестве разделительного агента, а на дно отливки наносится тонкий слой. Если вы нанесли избыток, его можно удалить, протерев, чтобы предотвратить ошибки, а также предотвратить изменение положения штампов.
В конце коротких рукавов поместите небольшое количество расплавленного воска. Этот воск поможет предотвратить заполнение втулки камнем при заливке основания. Затем в длинную полоску воска нанесите полоску хозяйственного воска, чтобы штамп можно было легко снять. На каждый конец изолированных булавок поместите небольшой шарик воска.
Затем в длинную полоску воска нанесите полоску хозяйственного воска, чтобы штамп можно было легко снять. На каждый конец изолированных булавок поместите небольшой шарик воска.
Плюсы и минусы:
Плюсы:
- С помощью восковой модели можно легко получить модель
- Вы можете получить полную иммобилизацию подготовленного аналога зуба
- Не будет горизонтального или вертикального смещения
- Также при литье вам не потребуется никакое другое специальное оборудование для завершения процесса
- Используя стоматологическую систему pindex, вы можете получить точное изготовление
Минусы:
- Если вы предпочитаете метод многократной заливки, тогда будут небольшие ошибки размеров
- Иногда можно манипулировать восковым шаблоном с рабочей модели на штамп, что может вызвать некоторое напряжение
Источник ссылок на стоматологическую продукцию Pindex:
слепки и штампы по Шлинбергу 87-9-5
слепки и штампы по Шлинбергу 87-9-5
Реклама
1 из 54 читать оффлайн
шлинберг отливки и штампы 87-9-5
Реклама
Реклама
Реклама
шлинбергские отливки и штампы 87-9-5
- РАБОЧАЯ ОТЛИВКА
это актерский состав, который
установлен на
артикулятор. Предоставлять
самый точный
артикуляция, это
обычно должен
представлять весь
арка - ТРЕБОВАНИЯ К ДОБРУ ТРЕБОВАНИЯ К ДОБРУ
КАСТИКАСТЫ
1. без пузырей1. пузырь бесплатно
особенно вдоль финишных линий особенно вдоль финишных линий
подготовленные зубы. подготовленные зубы.
2. без искажений.2. без искажений.
3. обрезанный3. подстриженный
обеспечить доступ для вырезания воскового шаблонадля обеспечения доступа для вырезания воскового шаблона
поля.поля. - РАБОЧИЙ ЛИСТ С А
ОТДЕЛЬНАЯ МАТРИЦА - РАБОЧАЯ ГИПОТА С ОТДЕЛЬНЫМ
УМЕРЕТЬ
недостатки
восковая модель должна быть перенесена с одного на другой
другой
внутренняя адаптация
полученный от
отдельные впечатления
дважды отливают эластомерный оттиск полной дуги
первая отливка используется для изготовления штампа - ЗАЛИВКА ОТТИСКА
- ПОДГОТОВКА МАТРИЦА
Камень добавлен Лоток наклонен - ПОДГОТОВКА МАТРИЦА
Камень добавлен в
впечатление
Матрица сначала обрезается
модельный триммер - ПОДГОТОВКА МАТРИЦА
ручка немного крупнее
чем подготовка. Неправильно обрезанный штамп - ПОДГОТОВКА МАТРИЦА
Ручка должна быть 1 дюйм
длинный
Матрица отделана
акриловый бор. - ПОДГОТОВКА МАТРИЦА
Формирование ближе к финишу
линия со скальпелем
Матрица с дискоидом
конец резчика Таннера - ОШИБКА!!!
Эта матрица слишком короткая, и она не
разрешить адекватный доступ для маржи
отделка. - КОНТУРЫ МАТРИЦЫ ДОЛЖНЫ БЫТЬ
ПОХОЖИЕ НА ПРИРОДНЫЕ
ЗУБ - ПОДГОТОВКА МАТРИЦА
Осевые контуры воска
шаблон находятся под влиянием
обрезка штампа.
финишная черта на кубике изложена
красным карандашом. - ПОДГОТОВКА МАТРИЦА
Средство для облегчения штамповки Цельная матрица - РАБОЧАЯ ГИПОТА С А
СЪЕМНАЯ МАТРИЦА - ЕСЛИ СИСТЕМА СЪЕМНЫХ МАТРИЦ
ИСПОЛЬЗУЕТСЯ, ОН ДОЛЖЕН УДОВЛЕТВОРЯТЬ ЭТИМ
ТРЕБОВАНИЯ17
Плашки должны вернуться в исходное положение.
позиции.
2. Матрицы должны оставаться стабильными, даже когда
перевернутый.
3. Отливка, содержащая штампы, должна легко
установить на артикулятор - РАБОЧИЙ ЛИСТ С А
СЪЕМНАЯ МАТРИЦА
Большинство этих устройств
можно либо ориентироваться
в впечатление
до того, как его нальют
прикреплен к
нижняя сторона гипса
это уже было
налил
техника предварительной заливки техника последующей заливки - РАБОЧАЯ ГИПОТА С А
СЪЕМНАЯ МАТРИЦА
1. Прямой штифт
2. Изогнутый установочный штифт
3. Система Пиндекс
4. Лоток Di-Lok
5. Аккутрак - ТИПОВЕНТИРОТАЦИОННЫЕ
УСТРОЙСТВА, ИСПОЛЬЗУЕМЫЕ ДЛЯ СЪЕМНЫХ
УМИРАЕТ
А, плоский
одинокий
дюбель;
Б, сингл
изогнутый
дюбель;
С, двойной
прямой
дюбели с
общий
голова;
Д, два
отдельный
параллельно
дюбели;
E, с ключом
пластиковый внешний
поднос - ШТИФТ ПРЯМОЙ
Установочные штифты расположены
над впечатлением
Скрепки добавлены к
несъемные части - Камень вокруг
установочные штифты смазаны
бумажное полотенце, используемое для заполнения
открытая, центральная часть - Воск на концах
установочные штифты удалены
Штампы отделены от
остальные актеры - концы дюбеля
штифты постукивали, чтобы ослабить
Основание штампа обрезано
с акриловым бором. - Матрицы переустанавливаются в
бросать
воск удаляется из
концы штифтов. - ЧАСТЬ 2
- ЕСТЬ ВОПРОС?
- ИЗОГНУТЫЙ ШПИЛЬ
- изогнутый дюбель (А),
позиционирующая планка (B),
прямые штифты (С)
первая заливка гипса
(D) к впечатлению
Депрессии сделаны
около 2,0 мм в глубину
по обе стороны от
дюбели в двух больших
сегменты актерского состава
который будет нести
непрепарированные зубы
ИЗОГНУТЫЙ ДЮБЕЛЬ - слой вазелина
применяется к камню и дюбелям
Боксерский воск с наконечниками
торчащих дюбелей
ИЗОГНУТЫЙ ДЮБЕЛЬ - ШТИФТ ИЗОГНУТЫЙ
Завершенный состав
распиленный
Сегмент удален
нажимая на открытый кончик - ЦЕМЕНТИРОВАННЫЙ ИЗОГНУТЫЙ ШТИФТ
- ЦЕМЕНТИРОВАННЫЙ ИЗОГНУТЫЙ ШТИФТ
Рабочий гипс подстрижен
для получения цементных дюбелей
Отверстия просверлены в нижней части
актерский состав, под указанными локациями - ЦЕМЕНТИРОВАННЫЙ ИЗОГНУТЫЙ ШТИФТ
Актерский состав
большой акриловый бор
цианоакрилатный цемент - ЦЕМЕНТИРОВАННЫЙ ИЗОГНУТЫЙ ШТИФТ
Голова изогнутая
дюбель сидит
спилы после основания
налил - СИСТЕМА PINDEX
- ЧАСТИ МАШИНЫ PINDEX.
- СИСТЕМА PINDEX
достаточно камня, чтобы позволить
для обрезки добавлен
Нижняя часть гипса
подстриженный - СИСТЕМА PINDEX
Отливка должна быть 15 мм.
толстый
Периферия актерского состава
подстрижен - СИСТЕМА PINDEX
Область неба/языка
подстрижен
Расположение отверстий для штифтов
отмечено карандашом - СИСТЕМА PINDEX
Ставятся карандашные отметки
под светящейся точкой
Большие пальцы привыкли
стабилизировать бросок во время
подъем руля
пальцами. - СИСТЕМА PINDEX
Мусор удаляется Мусор удаляется Точечные отверстия очищаются
Укороченные штифты 1stУкороченные штифты 1st Цианоакрилатный цементЦианоакрилатный цемент - СИСТЕМА PINDEX
Белые гильзы > длинные штифты Белые гильзы > длинные штифты низ гипса смазан низ гипса смазан
Универсальный воск > длинные штифты. Универсальный воск > длинные штифты. серые втулки заблокированысерые втулки заблокированы - СИСТЕМА PINDEX
Небный/язычный наполнительНебный/язычный наполнитель Наполнитель размещается на
литой
Боксерский воскБоксерский воск Наполнитель укладывается в
литой - СИСТЕМА PINDEX
Заливается микрокамень Заливается микрокамень
Модель посажена на цоколь Модель посажена на цоколь Камень вибрирует на днеКамень вибрирует на дне - СИСТЕМА PINDEX
Воск на длинных штифтах Воск на длинных штифтах
удалено.
 Предоставлять
Предоставлять Неправильно обрезанный штамп
Неправильно обрезанный штамп Прямой штифт
Прямой штифт