Содержание
Двигатель и механизмы двигателя ЗИЛ-130
Двигатель и механизмы двигателя ЗИЛ-130
Двигатель ЗИЛ-130 — V-образный, восьмицилиндровый, четырехтактный, карбюраторный, е жидкостным охлаждением.
Блок цилиндров двигателя — чугунный, со вставными мокрыми гильзами из серого чугуна, с кислотоупорной вставкой в верхней части. Для уплотнения верхней части гильзы бурт гильзы зажат между блоком и головкой блока с асбостальной прокладкой, нижняя часть уплотнена двумя резиновыми кольцами.
Головки блока цилиндров — из алюминиевого сплава, со вставными седлами и направляющими клапанов. Между блоком и головками установлены прокладки из асбостального полотна. Каждая головка блока прикреплена к блоку цилиндров семнадцатью болтами. Отверстия в блоке цилиндров под болты цекуются. Следует помнить, что четыре болта крепления оси коромысел являются также и болтами крепления головки блока цилиндров и входят в указанные выше семнадцать болтов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Болты крепления головок к блоку необходимо затягивать специальным динамометрическим ключом, позволяющим контролировать момент затяжки, так как алюминиевая головка блока при нагреве увеличивается в высоту больше, чем стальные болты, крепящие ее. При прогреве двигателя затяжка головок блока увеличивается, при охлаждении — уменьшается, поэтому болты крепления головок должны быть затянуты на холодном двигателе. Момент затяжки должен составлять 90—110 Н • м (9—11 кгс • м), причем при температуре двигателя около 0° С момент затяжки болтов должен быть ближе к нижнему пределу 90 Н • м (9 кгс • м), а при температуре от + 20 до + 25° С —• ближе к верхнему пределу 110 Н • м (11 кгс • м). Запрещается подтягивать болты крепления головок блока цилиндров при температуре
При прогреве двигателя затяжка головок блока увеличивается, при охлаждении — уменьшается, поэтому болты крепления головок должны быть затянуты на холодном двигателе. Момент затяжки должен составлять 90—110 Н • м (9—11 кгс • м), причем при температуре двигателя около 0° С момент затяжки болтов должен быть ближе к нижнему пределу 90 Н • м (9 кгс • м), а при температуре от + 20 до + 25° С —• ближе к верхнему пределу 110 Н • м (11 кгс • м). Запрещается подтягивать болты крепления головок блока цилиндров при температуре
Рис. 1. Продольный
Поршневые пальцы — плавающие, фиксируются в поршне двумя стопорными кольцами. Пальцы изготовляют с высокой точностью и подбирают к поршням и шатунам, сортируя на четыре группы по наружному диаметру. Обозначение группы наносят краской на поршне — на внутренней поверхности (на одной из бобышек), на шатуне —. на наружной цилиндрической поверхности малой головки, на пальце — на внутренней поверхности.
При сборке палец, поршень и шатун комплектуют из деталей только одной группы. Во избежание задиров на сопряженных поверхностях сборка пальца с поршнем должна проводиться при нагреве поршня до температуры 55 °С. Нагревать поршни надо только в жидком и чистом масле.
Во избежание задиров на сопряженных поверхностях сборка пальца с поршнем должна проводиться при нагреве поршня до температуры 55 °С. Нагревать поршни надо только в жидком и чистом масле.
Поршневые кольца устанавливают по четыре на каждом поршне: три компрессионных и одно маслосъемное. Два верхних компрессионных кольца хромированы по наружной цилиндрической поверхности.
Рис. 2. Поперечный разрез двигателя:
1— масляный насос; 2 — блок цилиндров; 3 — поршень; 4 — прокладка головки блока; 5 – выпускной газопровод; б — крышка головки блока; 7 — коромысло; 8 — головка блока; 9 — штанга коромысла; 10 — центробежный фильтр очистки масла; 11 — карбюратор; 12 — привод распределителя зажигания; 13 — впускной трубопровод; 14 — распределитель зажига-вия; 15 — указатель уровня масла; 16 — свеча; 17 — щиток свечей; 18 — толкатель; 19 — ток стартера; 20 — стартер; 21 — масляный поддон; 22 — масловриемник
Рис. 3. Последовательность затяжки болтов крепления головки блока цилиндров
Наружная поверхность нижнего компрессионного кольца выполнена конической; большее основание конуса обращено вниз.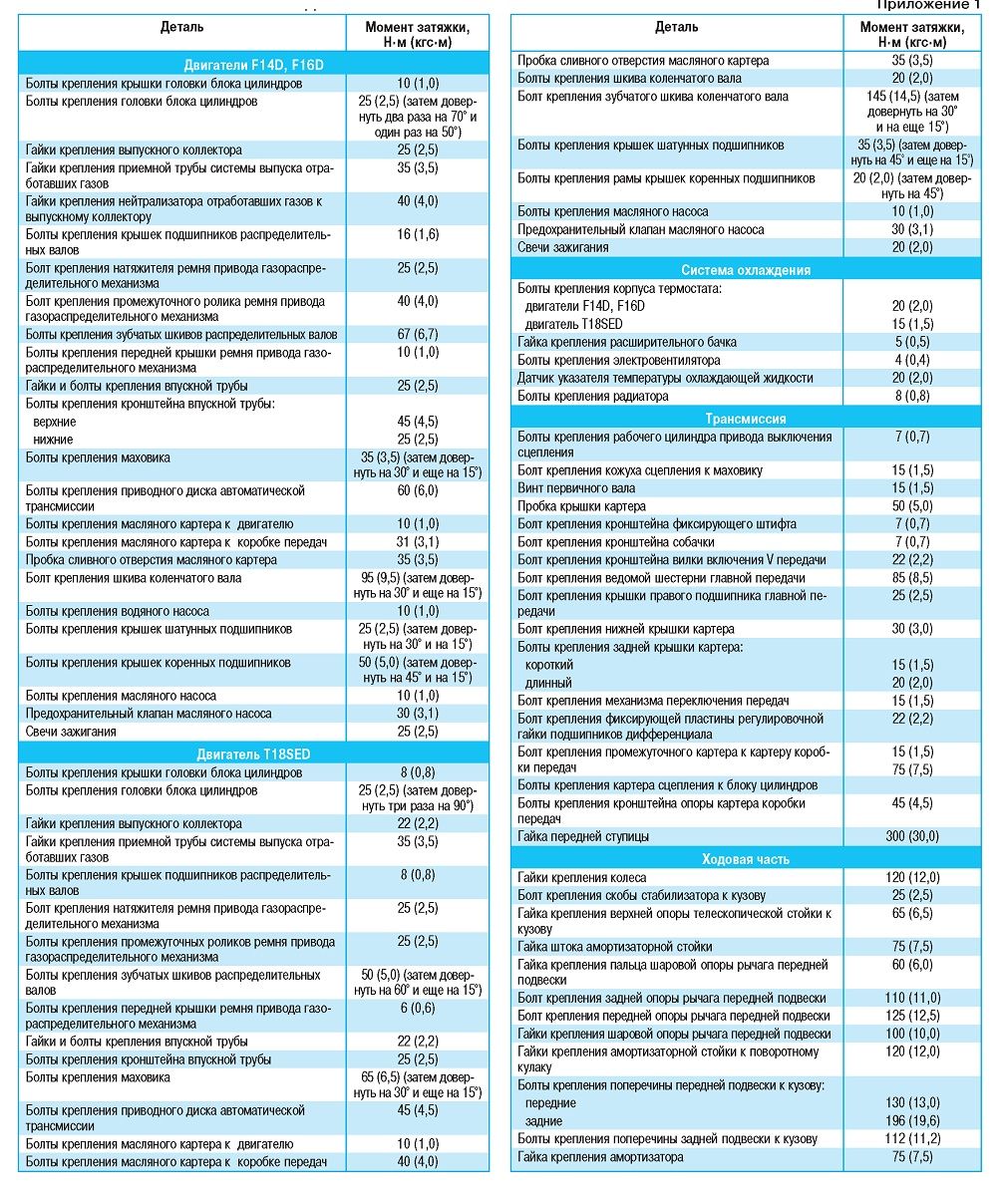 Компрессионные кольца устанавливают так, чтобы выточка на внутренней цилиндрической поверхности колец была обращена вверх, как это показано на рис. 4. Маслосъемное кольцо состоит из двух плоских стальных колец и двух расширителей — осевого и радиального.
Компрессионные кольца устанавливают так, чтобы выточка на внутренней цилиндрической поверхности колец была обращена вверх, как это показано на рис. 4. Маслосъемное кольцо состоит из двух плоских стальных колец и двух расширителей — осевого и радиального.
При установке поршня в цилиндр двигателя плоские кольцевые диски нужно устанавливать так, чтобы их замки были расположены под углом 180° один к другому. При этом замки осевого и радиального расширителей должны быть расположены (каждый) под углом 120” к ним.
Поршневые кольца в свободном состоянии имеют сложную форму, позволяющую обеспечить наиболее выгодное распределение давления кольца на стенку гильзы, что увеличивает срок службы кольца. При установке колец на поршень их стыки (замки) должны быть расположе-ны под углом 90° один к другому. Конструкция и технология изготовления поршневых колец двигателей ЗИЛ при своевременном техническом обслуживании автомобиля обеспечивают работу двигателя до его капитального ремонта без смены колец.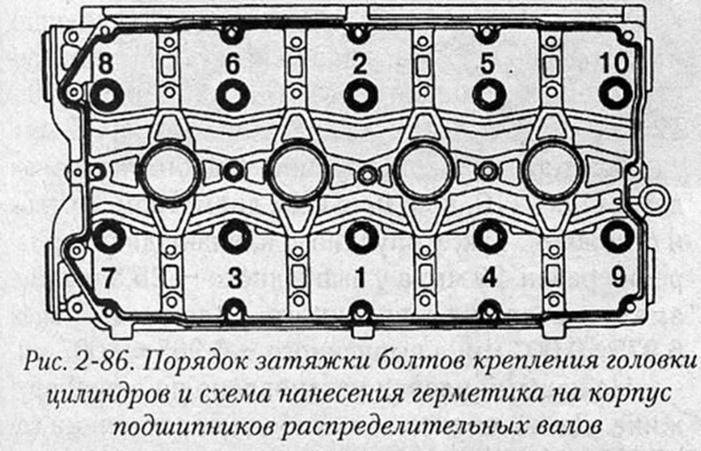 Преждевременная необоснованная смена поршневых колец приводит к сокращению ресурса Двигателя. Прежде чем принять решение о замене поршневых колец или сдаче двигателя в капитальный ремонт, надо устранить все внешние течи масла, промыть фильтр системы вентиляции картера, а также очистить от отложений трубку и клапан и следить за расходом масла На угар.
Преждевременная необоснованная смена поршневых колец приводит к сокращению ресурса Двигателя. Прежде чем принять решение о замене поршневых колец или сдаче двигателя в капитальный ремонт, надо устранить все внешние течи масла, промыть фильтр системы вентиляции картера, а также очистить от отложений трубку и клапан и следить за расходом масла На угар.
При выявлении необходимости замены поршневых колец или отправки двигателя в капитальный ремонт следует пользоваться специальным диагностическим оборудованием (компрессометром, прибору К69-А и др.).
Для повышения срока службы двигателя следует применять рекомендуемые руководством сорта топлива и моторного масла, своевременно промывать фильтрующие элементы воздушного фильтра и фильтра вентиляции картера, а также очищать трубку, клапан вентиляции картера, центробежный маслоочиститель.
Шатуны — стальные, двутаврового сечения. В нижней головке шатуна установлены сталеалюминиевые тонкостенные вкладыши толщиной 21о!о22 мм. В верхнюю головку шатуна запрессована бронзовая втулка.
В верхнюю головку шатуна запрессована бронзовая втулка.
Вкладыши изготовлены с высокой точностью и при установке не требуют шабрения, подпиливания стыков или применения прокладок. Эти операции при тонкостенных вкладышах не допускаются.
При установке на двигатель поршня в сборе с шатуном стрелка на днище должна быть всегда обращена в сторону переднего конца коленчатого вала. В комплекте поршень — шатун в сборе, предназначенном для левой группы цилиндров, метка 11 на стержне шатуна и стрелка 8 на днище поршня должны быть обращены в одну сторону, а в комплекте для правой группы цилиндров — в разные стороны.
Затягивать гайки болтов шатуна необходимо динамометрическим ключом; момент затяжки равен 56—62 Н-м (5,6—6,2 кгс-м). Проверять и в случае необходимости подтягивать гайки болтов шатуна необходимо каждый раз при снятии поддона картера.
Коленчатый вал — стальной, с закаленными шейками, пятиопорный, с каналами для смазывания (рис. 5) и полостями для очистки масла. Полости закрыты пробками с внутренним шестигранником под ключ. Момент затяжки пробок должен составлять не менее 30 Н-м (3 кгс-м). Пробка может выступать из вала не более чем на высоту фаски. Полости следует очищать после 100 000 км пробега, при замене шатунных и коренных вкладышей, а также при ремонте двигателя.
Полости закрыты пробками с внутренним шестигранником под ключ. Момент затяжки пробок должен составлять не менее 30 Н-м (3 кгс-м). Пробка может выступать из вала не более чем на высоту фаски. Полости следует очищать после 100 000 км пробега, при замене шатунных и коренных вкладышей, а также при ремонте двигателя.
Рис. 4. Поршень о шатуном:
1 — кольцевой диск маслосъемного кольца; 2 — осевой расширитель; 3 — радиальный расширитель; 4 — нижнее и среднее компрессионные кольца; 5 — верхнее компрессионное кольцо; 6 — стопорное кольцо; 7 — поршневой палец; 8 — стрелка на днище поршня; 9 — поршень; 10 — шатун; 11 — метка на стержне шатуна; 12 — бобышка на крышке шатуна
Рис. 5. Коленчатый вал:
1 — противовес; 2 — прсбка; 3 — полость для центробежной очистки масла
Болты крышек коренных подшипников нужно затягивать динамометрическим ключом. Момент затяжки должен быть равен 110— 113 Н • м (11—13 кгс • м). Проверять и в случае необходимости затягивать болты крышек коренных подшипников надо каждый раз при снятии масляного поддона. При изнашивании вкладышей шатунных или коренных подшипников обязательно одновременно заменять обе половины вкладышей. На передней коренной шейке в проточке блока цилиндров устанавливают две сталеалюминиевые упорные шайбы в виде двух полуколец, предохраняющие вал от осевых перемещений,
При изнашивании вкладышей шатунных или коренных подшипников обязательно одновременно заменять обе половины вкладышей. На передней коренной шейке в проточке блока цилиндров устанавливают две сталеалюминиевые упорные шайбы в виде двух полуколец, предохраняющие вал от осевых перемещений,
Коленчатый вал динамически сбалансирован в сборе с маховиком и сцеплением. Момент затяжки болтов крепления маховика на фланце коленчатого вала должен быть равен 140—150 Н • м (14—15 кгс • м).
Маховик — чугунный, со стальным зубчатым венцом для пуска двигателя от стартера, прикреплен к фланцу заднего конца коленчатого вала шестью болтами. При сборке маховика с коленчатым валом надо иметь в виду, что одно из отверстий крепления маховика смещено на 2°. При креплении маховика к фланцу коленчатого вала следует равномерно затягивать гайки. Необходимо следить за тщательностью шплинтовки болтов крепления маховика. Шплинт должен плотно облегать торец болта.
Распределительный вал — стальной, с закаленными кулачками и шестерней привода распределителя зажигания, приводится во вращение парой зубчатых колес. Распределительный вал установлен на пяти опорах, снабженных втулками из биметаллической ленты. Для правильной взаимной установки зубчатых колес коленчатого вала и распределительного вала нужно поставить их так, чтобы метки находись на одной прямой, соединяющей центры.
Распределительный вал установлен на пяти опорах, снабженных втулками из биметаллической ленты. Для правильной взаимной установки зубчатых колес коленчатого вала и распределительного вала нужно поставить их так, чтобы метки находись на одной прямой, соединяющей центры.
Клапаны — верхние, расположены в головке блока цилиндров в один ряд, наклонно к оси цилиндров, приводятся в движение от распределительного вала через штанги, толкатели и коромысла. Клапаны изготовлены из жаростойкой стали; угол рабочей фаски седла впускного клапана 30°, выпускного 45°; стержень выпускного клапан имеет отверстие, заполненное натрием.
Рис. 6. Положение меток на зубчатых колесах при установке фаз газораспределения
Выпускные клапаны для повышения срока их службы принудительно поворачиваются во время работы двигателя специальным механизмом. Механизм для поворачивания выпускного клапана показан на рис. 7.
При появлении стуков в клапанном механизме необходимо проверить и, если требуется, отрегулировать зазоры между клапанами и коромыслами, которые должны быть в пределах 0,25—0,3 мм (для впускных и выпускных клапанов).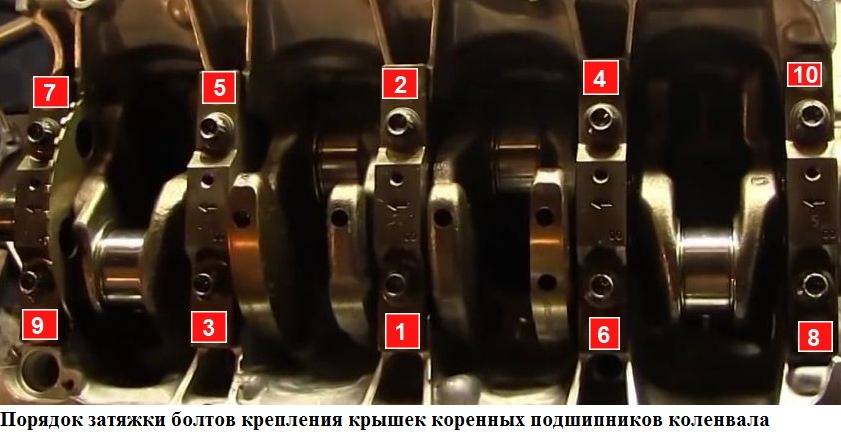 Регулирование зазоров в клапанном механизме осуществляется на холодном двигателе регулировочным винтом с контргайкой, расположенным в коротком плече коромысла.
Регулирование зазоров в клапанном механизме осуществляется на холодном двигателе регулировочным винтом с контргайкой, расположенным в коротком плече коромысла.
Для регулировки зазора в клапанном механизме нужно установить поршень первого цилиндра в верхнюю мертвую точку (ВМТ) такта сжатия. При этом отверстие на шкиве коленчатого вала должно находиться под меткой «ВМТ» на указателе установки момента зажигания, расположенном на датчике ограничителя максимальной частоты вращения коленчатого вала.
Рис. 7. Механизм для поворачивания выпускного клапана:
1 — клапан; 2 — неподвижный корпус; 3 — шарик; 4 — упорная шайба; 5 — замочное кольцо; 6 — пружина клапана; 7 — тарелка пружины клапана; 8 — сухарь клапана; 9 — дисковая пружина механизма; 10 — возвратная пружина; 11— наполнитель; 12 — наплавка; 13 — заглушка
Длительная работа двигателя с неправильными зазорами может привести к преждевременному износу деталей клапанного механизма, обгоранию клапанов, износу коромысел, опорных поверхностен толкателей и кулачков распределительного вала.
При любой разборке двигателя, прошедшего более 70 тыс. км, необходимо проверять состояние возвратных пружин и шариков механизма для поворачивания выпускного клапана.
При обнаружении на витках пружины следов изнашивания пружину необходимо повернуть изношенным участком вниз. При сборке механизма для поворачивания клапана надо обратить внимание на правильность установки шариков и пружин; пружины должны быть расположены позади шарика относительно выбранного направления вращения.
Толкатели клапанов — стальные, пустотелые. Для повышения надежности пары кулачок — толкатель на торец толкателя наплавлен специальный чугун. В нижней части толкателя просверлены отверстия для смазывания.
Впускной трубопровод — из алюминиевого сплава, общий для обоих рядов цилиндров, расположен между головками блока и снабжен жидкостной полостью для подогрева смеси. Момент затяжки гаек крепления впускного трубопровода к головке блока цилиндров должен быть в пределах 15—20 Н-м (1,5—2 кгс-м). Гайки нужно затягивать равномерно, последовательно, крест-накрест.
Гайки нужно затягивать равномерно, последовательно, крест-накрест.
Выпускные газопроводы — чугунные, по одному с каждой стороны блока.
Момент затяжки ГБЦ Зил 130 — 3 этапа
Затяжка ГБЦ
By adminPosted on
Time to Read:-words
Момент затяжки ГБЦ Зил 130 устанавливается на динамометрическом ключе. При помощи которого необходимо произвести затяжку головки блока. Затяжка производится в несколько этапов. согласно схемы затяжки. но прежде необходимо правильно установить головку блока цилиндров
Содержание статьи:
- 1 Установка прокладки головки блока
- 2 Установка ГБЦ ЗИЛ 130
- 2.1 Порядок затяжки ГБЦ Зил 130
- 3 Момент затяжки ГБЦ Зил 130
Установка прокладки головки блока
Установка головки блока начинается с установки прокладки. Прокладка не должна быть жесткой (высохшей). Она должна сдавливаться при притягивании головки. Поставить прокладку можно в неправильном положении. В прокладке имеется отверстие под масляный канал. Через который давление масла передается от распределительного вала к валу коромысел. Это отверстие смещено относительно оси симметрии головки. При установке прокладки ГБЦ необходимо совместить отверстие масляного канала с отверстием на прокладке ГБЦ.
Она должна сдавливаться при притягивании головки. Поставить прокладку можно в неправильном положении. В прокладке имеется отверстие под масляный канал. Через который давление масла передается от распределительного вала к валу коромысел. Это отверстие смещено относительно оси симметрии головки. При установке прокладки ГБЦ необходимо совместить отверстие масляного канала с отверстием на прокладке ГБЦ.
Установка ГБЦ ЗИЛ 130
Установка Гбц ЗИЛ 130 затрудняется тем что вал коромысел притягивается болтами крепления головки блока. Перед тем как устанавливать головку блока необходимо проверить ее плоскость прилежания к блоку двигателя. Для зил 130 это актуальная проблема. Головки очень часто ведутся. Виной в основном перегрев. Мотор очень надежный и водители забывают следить за уровнем охлаждающей жидкости. Чугунный блок при перегреве легко деформирует алюминиевые головки. И если головка снята из за того что прогорела прокладка обязательно требуется проверить плоскость головки на возможную деформацию.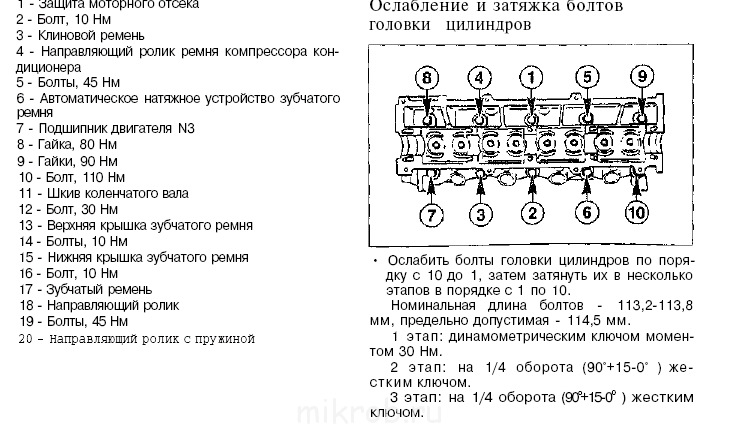 Если имеется даже незначительный дефект, головку притянуть не получится. Из под неё будет утекать охлаждающая жидкость.
Если имеется даже незначительный дефект, головку притянуть не получится. Из под неё будет утекать охлаждающая жидкость.
При установке головка должна сесть на направляющие втулки. Которые выходят из блока двигателя. После того как гбц плотно села на свое место. Требуется установить штанги толкателей коромысел. Перед установкой следует проверить штанги, что бы они не были гнутыми. Штанги с дефектами следует заменить. Править и ставить их на место не нужно. Исправленная штанга снова погнется. Лучше заменить её на новую.
При установке вала коромысел. Необходимо максимально вкрутить регулировочные винты в коромысла. Чтобы при затягивании головки не было сопротивления пружин клапанов. Вал должен притягиваться равномерно. При односторонней затяжке он может лопнуть.
крепежные болты головки имеют разные размеры. Самые короткие прикручиваются в нижнем ряду. Самые длинные прикручиваются совместно с валом коромысел. Средние ряды также прикручены разными по длине болтами их легко отличить.
Порядок затяжки ГБЦ Зил 130
Момент затяжки ГБЦ Зил 130
Первый этап головки протягиваются с небольшим усилием. Достаточным для того чтобы равномерно прижать головку к прокладке. Штанги толкателей должны попасть в пазы регулировочных винтов. Их необходимо направить на свои места.
Второй этап головки притягиваются уже при помощи динамометрического ключа момент затяжки ГБЦ Зил 130 равен 50-60. Нм. Соблюдая порядок протяжки. Прокладку необходимо равномерно сдавить. Поэтапное протягивание позволяет делать это более правильно.
Третий этап окончательная протяжка. По схеме протяжки. Момент затяжки ГБЦ Зил 130 равен 90-110 Нм. При температуре окружающего воздуха выше 20 градусов затяжку следует производить по верхнему пределу. После того как головка будет окончательно притянута следует произвести регулировку клапанов. По этой ссылке предъявлена подробная инструкция регулировки клапанов.
Если проводился капитальный ремонт двигателя клапана необходимо отрегулировать перед установкой мотора на автомобиль. Потому что ни могут быть затянуты или отпущены. Это может привести к поломке системы ГРМ. И возможно двигатель вообще не сможет завестись. Тем более что регулировать клапана на установленном двигателе не так удобно. Окончательную регулировку делать всё равно придется. Но после того как двигатель поработает какое то время. Нагреется до рабочей температуры. Это даст возможность вымыть из под трущихся поверхностей частицы абразива, мелких частиц песка и стружки. Окончательная регулировка проводится на остывшем двигателе.
paccar mx 13 спецификации момента затяжки болтов
AlleShoppingBilderVideosMapsNewsBücher
suchoptionen
Затяните болты картера маховика с усилием 79±6 Н·м (58±5 фунт-фут). Доступ к корпоративному порталу PACCAR предоставляется в качестве преимущества ведения бизнеса с PACCAR.
E185 PACCAR MX-13 MY2016 Момент затяжки болтов корпуса маховика
static. nhtsa.gov › odi › tsbs
nhtsa.gov › odi › tsbs
Hervorgehobene Snippets
Руководство по ремонту Paccar MX-13, характеристики, моменты затяжки болтов
barringtondieselclub.co.za › paccar › paccar-mx13
Paccar MX-13 Essential Моменты затяжки болтов дизельного двигателя ; M18 Шаг 1 = 70 Н·м, 52 фунт-фута·Н·м Шаг 2 = 250 Н·м, 184 фунт-фут. Шаг 3 = 90 градусов. Шаг 4 = 90 …
Изображение
Все значения
Все значения
Нужны характеристики крутящего момента и информация о последовательности для головки paccar mx 13
www.justanswer.com › Truck Repair
Нужна спецификация крутящего момента и информацию о последовательности для болтов с головкой paccar mx 13 и значениях максимального крутящего момента на paccar mx-13.
Ähnliche Fragen
Какой крутящий момент у Paccar MX-13?
Сколько лошадиных сил и крутящего момента у Paccar MX-13?
Сколько энергии вы можете получить от Paccar MX-13?
Какой объем у двигателя Paccar MX-13?
Вкл. 2016 Paccar mx13 какой момент затяжки болтов форсунки и
2016 Paccar mx13 какой момент затяжки болтов форсунки и
www.justanswer.com › Ремонт грузовиков
Удержание форсунки 28-34 ft-lbs. Я надеюсь, это поможет вам. Уэйн. Задайте свой вопрос о средних и тяжелых грузовиках.
Характеристики крутящего момента для MX-13 | TruckersReport.com Trucking Forum
www.thetruckersreport.com › … › Peterbilt Forum
Paccar постоянно меняет сцепление и двигатель на крутящий момент трансмиссии! Сцепление я обычно использую с новыми стопорными шайбами и болтами M10 с усилием 45 фут/фунт.
Характеристики момента затяжки болтов Paccar Mx 13
anoxlljwk.iq-fernseh-bender-rastatt.de
Характеристики момента затяжки болтов Paccar Mx 13 3 Руководство по диагностике PACCAR MX 280 Страница … Характеристики момента затяжки Paccar 13 Мкс. Расчеты класса 2 охватывают только крепежные детали 1/4″ …
[PDF] Двигатели PACCAR MX-13 — CENTRAKO
centrako.lt › изображения › pdf › 11_DAF_PACCAR_MX-13_engines_EN
крутящий момент.