Содержание
Як запресувати підшипник. Статті компанії «Istok»
Підшипник 6005Л, розміри:5*16*5
Тема сьогоднішнього огляду, як одягнути підшипник на вал, не маючи під рукою дорогих знімачів і обладнання. Щоб зрозуміти, які складнощі нас чекають, зануримося у вивчення теоретичної частини майбутнього заходу.
Теоретична частина
Ви купили кулькопідшипник і вже готові почати? Не поспішайте. Спочатку ознайомтеся з базовими правилами.
Правило перше. Запресовуємо тільки оправкою! Заборонено впливати механічним способом на робочі частини вузла в процесі виконання робіт. Якщо це запресовування на гніздо, зусилля направляються через обойму, але не навпаки, коли набивають по зовнішній або внутрішній обоймі.
Правило друге. Якщо ставите питанням, як надіти підшипник на вал і не нашкодити деталі, відповідь буде такою: полегшити роботу і мінімізувати ризики розколу вузла можна за допомогою нагріву посадкового гнізда до 100-110°С. Для даної процедури найкраще використовувати фен або духовку. Застосовуємо такий підхід: якщо пресуємо на гніздо, відповідно, прогріваємо гніздо, якщо ж посадка здійснюється на вал, гріємо сам підшипник.
Застосовуємо такий підхід: якщо пресуємо на гніздо, відповідно, прогріваємо гніздо, якщо ж посадка здійснюється на вал, гріємо сам підшипник.
Правило третє. Контрастні температури також полегшують процес посадки. Перед тим як запресувати підшипник, одночасно нагрівається сам вузол кочення і заморожується вал. У ситуації, коли посадковим місцем виступає гніздо, термічній обробці піддається гніздо, в той час як упорний підшипник (або будь-який інший) заморожується.
Тут потрібно підкреслити, що заморожування може бути застосоване не завжди з ряду технічних причин, тому часто майстри обмежуються прогріванням. До числа правил можна було б віднести використання промислового пресу, але ми розуміємо, що доступ до таких станів є не у всіх. До того ж на початку огляду був зроблений акцент на тому, як запресувати підшипник без преса, маючи мінімальне оснащення з числа доступних інструментів.
Технологія гарячого запресовування підшипників
У дослідженнях на тему, як надіти підшипник на вал, почати варто саме з гарячого методу. Чому?
Чому?
- Іноді дана вимога вказується безпосередньо в техдокументації вузла.
- У ряді випадків габарити і вага вальниці виключають ймовірність монтажу за допомогою тільки одного тиску.
З технологічної точки зору в термічному методі немає нічого складного: внутрішній діаметр розігрівається до максимального значення, після чого відбувається сполучення елементів.
Далі розберемося, як правильно запресувати підшипник, яке обладнання використати.
Чим гріємо?
Щоб надіти підшипник, його слід нагріти, і ось до яких пристроїв для цього звертаються.
- Електроплитка. Простий і доступний теплогенератор. Мінус – односторонній прогрів.
- Джерело індукційного випромінювання. Найпоширеніший метод термічного впливу, коли потрібно швидко і повноцінно розігріти вальницю.
- Масляна ванна. Застарілий, а тому рідкісний метод, через який зростає ризик забруднення деталі. Поганий початок експлуатації, враховуючи, що приблизно 14% всіх кулькопідшипників виходять з ладу через забруднення.


А як же газові пальники, запитають читачі? Не рекомендуємо, бо застосування пальника виключає можливість контролю температури. В результаті перегріву страждає структура металу, через що на тілах кочення, металі обойми, можуть виникати сліди розтріскування, викривлення.
Проміжний висновок такий: перед тим як насадити підшипник на вал, варто прогріти вузол в індукційній установці. Ці агрегати представлені на ринку в трьох типах: мобільні, стаціонарні, портативні.
Головне при нагріванні – не перевищувати поріг в 90-120°с.
Запресовування підшипників кочення
Кулька 4.763-20
Для даної операції існує спеціальне обладнання, ну а якщо доступу до нього немає, слід використовувати виколотку з м’яких металів. Найчастіше це мідь або бронза. Конструкція підручних підставок, які належить використовувати для запресовування, не повинна сприяти передачі силового імпульсу через тіла кочення, бо це може призвести до зминання доріжок. Особливо обережними слід бути з голчастими роликопідшипники, бо найменша деформація при монтажі здатна стати причиною безповоротної втрати дорогої деталі.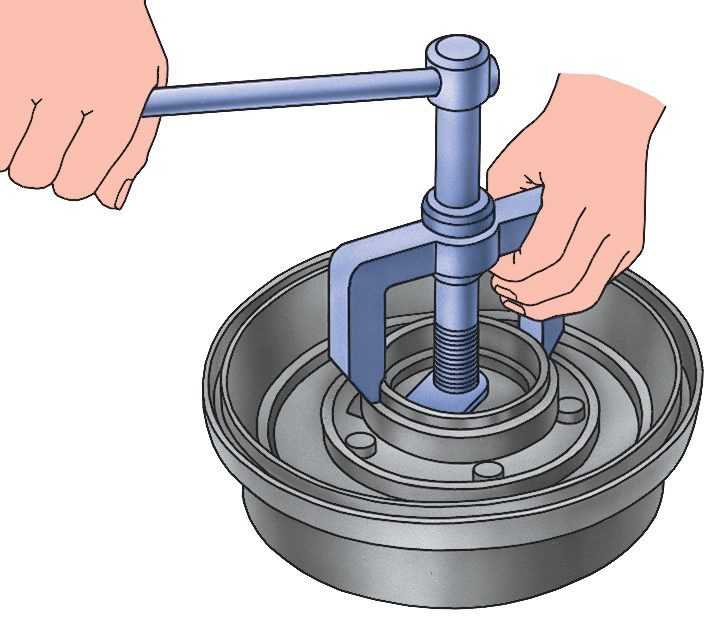
Перед тим як запресувати підшипник у домашніх умовах за допомогою підставок, обов’язково огляньте напрямні. На них повинна бути в наявності фаска або заокруглення.
Якщо доставок і запресовок під рукою не виявилося, використовуємо мідну виколотку. І тут важливо завдавати ударів в потрібне місце, рівномірно і з однаковою силою. Ось простий алгоритм, що описує як правильно забивати підшипник: удари через вибивання наносяться по всьому колу торця кільця.
Запресовуємо ступичний підшипник
Зробимо невеликий відступ в сторону від основної лінії розповіді, приділивши пару абзаців автомобілістам, яких напевно мучить питання, як запресувати підшипник маточини, якщо під рукою немає лещат або преса?
Беремо болт з гайкою або шпильку з двома гайками. В якості опори використовуємо відпрацьовану вальницю, а ступична гайка нам заміне основу направляючої для імпровізованої виколотки, в якості якої послужить згаданий болт. Якщо є стара непотрібна ступична гайка, «знімаємо» на ній зовнішні грані до стану, поки вона не увійде всередину відпрацьованого підшипника.
Як відбувається безпосередньо запресування ступичного підшипника, при згаданному наборі пристосувань?
- Встановлюємо нову вальницю на посадкове місце, попередньо змастивши зовнішню сторону.
- В якості нижньої опори конструкції використовуємо кришку маточини.
- Перевертаємо вузол. Зверху на новий підшипник встановлюємо стару вальницю зі ступичною гайкою і болтом (шпилькою).
- Накручуємо гайку до упору і починаємо потроху затягувати її ключем. Закручуючи гайку, запресовуємо новий вузол, поки той повністю не увійде на своє місце.
Що ж, тепер ви знаєте, як запресувати ступичний підшипник без пресу та лещат. Повернемося до основного огляду.
Як проводиться гаряче запресовування: алгоритм дій, пристосування, правила
Підшипник (11206) , розміри:30*62*48
Насамперед вивчаємо технічну документацію підшипника. Важливо правильно розконсервувати вузол, прогрів його до 80-90°С, як зазначено в заводській інструкції.
Перед тим як запресувати підшипник на якір, вал, потрібно розігріти внутрішнє кільце вузла і заморозити посадкову вісь.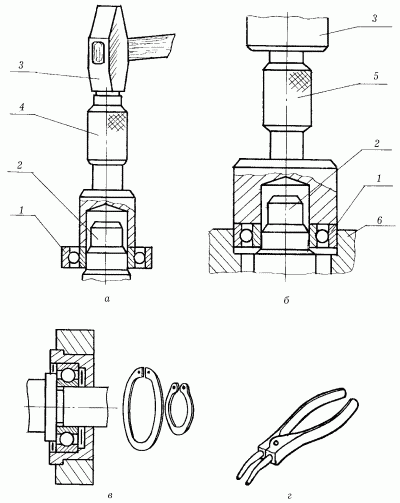 Якщо можливість заморозки відсутня, можна обмежитися тільки нагріванням.
Якщо можливість заморозки відсутня, можна обмежитися тільки нагріванням.
Різьбове зчленування між болтом і гайкою як сили для видавлювання підшипника, підходить для м’якого запресовування. Ви самі контролюєте швидкість і зусилля.
Альтернативний метод передбачає застосування підставок і молотка, за допомогою яких спочатку вибивають відпрацьовану вальницю, а потім вбивають новий підшипник. Якщо ви запитаєте нас, як правильно запресувати ступичний підшипник, то ми все ж порекомендуємо звернутися до «різьбового методу».
Алгоритм дій
Термічна обробка в спеціалізованих сервісах проводиться за рахунок застосування індукційних і муфельних печей. Дрібні елементи нагріваються в масляних ваннах. Якщо необхідного обладнання немає, описані вище елементи гріються в духовці, або ж будівельним феном. Після термічного впливу деталі промиваються складом з бензину, концентрацією 6-8%, масла, антикорозійного компонента. Потрібно розуміти, що після прогріву метал вразливий для корозійних процесів.
Щоби запресувати ступичний підшипник, нам було достатньо притискного зусилля. В одяганні на вісь, при умові відсутності спеціалізованого пресу, нагрівання є обов’язковою частиною процесу.
Для роботи нам знадобляться наступні інструменти:
- напрямна у вигляді пальців або ж охоплюючого кільця. Цей інструмент необхідний для контролю перекосу;
- стандартні ключі;
- знімач.
У роботі слід дотримуватися запобіжних заходів. Важливо не тільки те, як запресувати підшипник, але і те, як забезпечити співвісність деталей. Будь-яке відхилення загрожує задирками, деформаціями і навіть повним руйнуванням внутрішнього кільця.
Запресовування проводимо за допомогою оправлення або «стаканів». Діаметр оправлення повинен трохи перевищувати посадковий. Цей інструмент можна зробити самостійно зі старих деталей, обточивши їх до потрібних розмірів. Пам’ятаєте, в розділі, як запресувати підшипник в маточину, ми згадували про можливість використання старої вальниці.
У продажу також доступні готові набори. Установка за допомогою одного лише молотка, як правило, закінчується заклинюванням кілець.
Щоб зняти всі питання щодо перевірки якості виконаної роботи, дотримуємося такого алгоритму:
- проводимо зовнішній огляд на предмет відколів, тріщин, корозії;
- при провертанні рукою підшипника не повинні відчуватися биття;
- заміряємо щупом щільність прилягання втулки до опори. По всьому діаметру зазор повинен знаходитися в межах 0,03 мм.
Якщо перевірка пройдена по всіх пунктах, отримуємо надійну посадку, що сприяє тривалому експлуатаційному періоду при мінімальній деформації.
На завершення огляду дозвольте нагадати, що наш магазин пропонує всі типи вузлів кочення і ковзання, а також прес маслянки ДСТУ, привідні паси, ланцюги.
Как правильно запрессовывать подшипники? — Alisa-motors
7
Опубликовано автором Driver
Вопрос в реалиях полного отсутствия технической грамотности не праздный.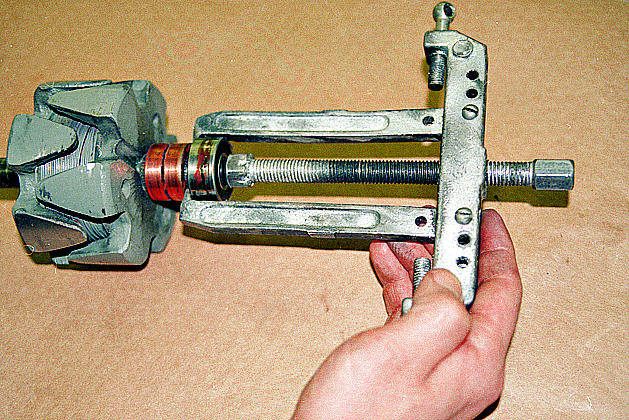 На этом нелегком поприще много чего было угроблено:
На этом нелегком поприще много чего было угроблено: отбито пальцев подшипников, гнезд в которые они ставятся, кувалд, а сколько нервов потрачено? Страшно и представить…
Чтобы поставить подшипник и навсегда о нем забыть нужно соблюсти несколько условий:
- Трезвость
- Хорошая теоретическая подготовка
- Наличие оправки
- Желание учится и постоянно развиваться в своем ремесле
Большинство оправки игнорируют: берут кувалду, наставляют подшипник на гнездо и забивают его словно костыль в шпалу… При таком подходе к ремонту итог спрогнозировать сложно:
- Обойма может лопнуть
- Расплющится
- Встанет с перекосом
- Может замяться посадочное гнездо
- Поломается кувалда
- Опустеет кошелек
- Даром пройдут выходные
Теория
Для того, чтобы по-максимуму облегчить себе работу и свести риски повреждений деталей к минимуму, а заодно обеспечить высокое качество ремонта нужно соблюсти несколько важных правил:
- Подшипник нужно запрессовывать только оправкой. Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы
- Для того, чтобы облегчит работу и минимизировать повреждение подчас очень дорогостоящих деталей — посадочные гнезда нужно нагревать до температуры 100-110 градусов. Греть лучше всего феном или в духовке по принципу: если подшипник прессуем в гнездо, то греем гнездо, если садим подшипник на вал — греем подшипник
- Для большего эффекта нагрев можно дополнить замораживанием в такой комбинации: если нужно запрессовать подшипник в гнездо — греем гнездо, а подшипник замораживаем. Если подшипник нужно насадить на вал — греем подшипник, а вал замораживаем. К сожалению, заморозка по разным причинам не всегда возможна и приходится ограничиваться только нагревом
По-возможности подшипник нужно запрессовывать с помощью промышленного пресса. Такой способ дает массу преимуществ: к подшипнику будет прилагаться только линейная нагрузка, а не импульсная, если забивать молотком
 Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы
Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы К сожалению, заморозка по разным причинам не всегда возможна и приходится ограничиваться только нагревом
К сожалению, заморозка по разным причинам не всегда возможна и приходится ограничиваться только нагревомОправка
Оправку покупать совсем необязательно ее можно сделать самому за несколько минут из бездифицитного материала: из такого же подшипника, который нужно запрессовать. Если лень возится — оправку можно купить или даже купить целый набор и пользоваться на здоровье. Что вам больше приемлемо, то и выбирайте.
Берем старый ненужный подшипник, который еще способен вращаться. Подводим подшипник к кругу точильного станка и обтачиваем немного обойму: если подшипник развернуть поперек камня, то работа пойдет намного быстрее
Сильно стачивать обойму не нужно, хватит буквально десятой доли миллиметра
Вырезаем сваркой внутреннею обойму
Для удобства работы — навариваем на обойму шайбу
Запрессовка
Нагреваем гнездо, наставляем подшипник, кладем на подшипник оправку и с помощью молотка забиваем его на нужную глубину. Забивать нужно за несколько несильных ударов постоянно контролируя, чтобы подшипник не пошел на перекос
Забивать нужно за несколько несильных ударов постоянно контролируя, чтобы подшипник не пошел на перекос
На вал насадить подшипник еще проще: отрезаем кусок подходящего размера трубы, нагреваем подшипник, одеваем его на вал, наставляем трубу на внутреннею обойму и забиваем
Разное
Основы установки и снятия подшипников
Правильная установка радиального шарикового или роликового подшипника имеет решающее значение для достижения полного срока службы компонента. Неправильные методы монтажа, использующие более короткие пути, такие как использование молотка или горелки, приведут к преждевременному выходу из строя или потенциальной угрозе безопасности. В этой статье рассматриваются советы по правильной установке подшипников, в частности, установка подшипников без корпуса, в отличие от корпусных подшипниковых узлов, таких как опорный блок.
Крайне важно, чтобы все вопросы безопасности были решены, для работы было отведено достаточно времени, и процедура всем понятна до начала работ по установке подшипников. Инвестиции в надлежащие инструменты, процедурное обучение и время приведут к значительной экономии средств и продлению срока службы подшипника и машины, на которой он установлен. Стоимость подшипника и человеко-часов, необходимых для его правильного выполнения, ничтожно малы по сравнению с общей стоимостью простоя, первоначальной ценой машины, потенциальными дополнительными повреждениями и, конечно же, ущербом, который может быть нанесен установщику или оператору машины. . «Сделай все правильно с первого раза» — это не просто клише; это должно быть обязательным и частью культуры обслуживания на вашем предприятии. Во время этих процессов следует носить все необходимые средства индивидуальной защиты (СИЗ).
Инвестиции в надлежащие инструменты, процедурное обучение и время приведут к значительной экономии средств и продлению срока службы подшипника и машины, на которой он установлен. Стоимость подшипника и человеко-часов, необходимых для его правильного выполнения, ничтожно малы по сравнению с общей стоимостью простоя, первоначальной ценой машины, потенциальными дополнительными повреждениями и, конечно же, ущербом, который может быть нанесен установщику или оператору машины. . «Сделай все правильно с первого раза» — это не просто клише; это должно быть обязательным и частью культуры обслуживания на вашем предприятии. Во время этих процессов следует носить все необходимые средства индивидуальной защиты (СИЗ).
Механическое снятие, установка и методы
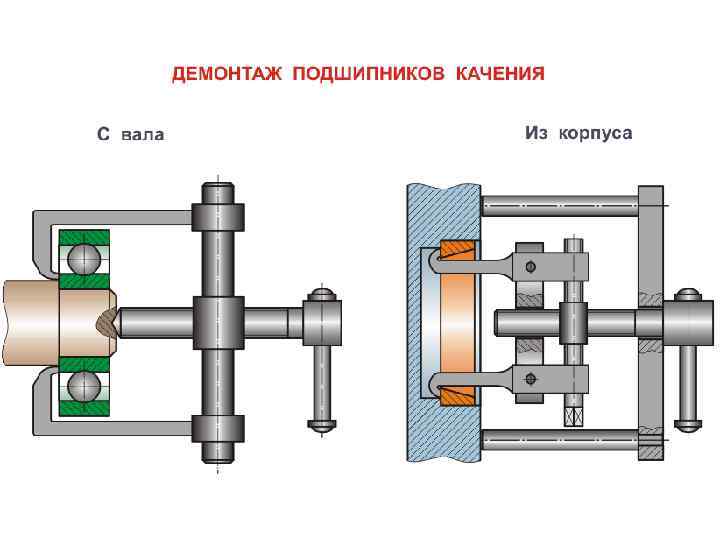
Безопасное и правильное удаление вышедшего из строя подшипника — первый шаг. Съемники и прессы, разработанные для этой цели, являются лучшими вариантами по трем причинам: безопасность, экономия времени и минимизация повреждения вала и корпуса во время процесса. Двух- и трехзахватные механические съемники равномерно натягивают наружное кольцо по мере затягивания резьбового штифта, центрированного на конце вала (см. рис. 1).
Двух- и трехзахватные механические съемники равномерно натягивают наружное кольцо по мере затягивания резьбового штифта, центрированного на конце вала (см. рис. 1).
Другим типом съемника является сепаратор или нож, который имеет две пластины, расположенные за подшипником. Съёмники для тяжелых условий эксплуатации оснащены гидравлическими цилиндрами, что упрощает демонтаж. Если подшипник снимать с помощью высокоскоростного отрезного инструмента и использовать его небрежно, вал и корпус могут быть повреждены. Хотя размер и пространство иногда диктуют необходимость этого метода, любые последующие забоины и выемки на валу или в корпусе приводят к удалению металла. Удаление металла, в свою очередь, изменяет все важные допуски на размеры и правильную посадку подшипника. По возможности избегайте открытого огня или образования искр во время процесса.
Как правило, не рекомендуется повторно использовать подшипник, снятый с эксплуатации, но рекомендуется проверить подшипник после снятия на предмет причины отказа. Стресс с течением времени может привести к повреждениям, которые не видны невооруженным глазом. Это также требует определенного образования и опыта в области анализа неисправностей, чтобы определить причину и характер отказа. Единственный раз, когда подшипник может быть использован повторно, это если он был отправлен обратно производителю для очистки, осмотра, измерения, переточки и повторной сборки. Это нерентабельно с меньшими подшипниками.
Стресс с течением времени может привести к повреждениям, которые не видны невооруженным глазом. Это также требует определенного образования и опыта в области анализа неисправностей, чтобы определить причину и характер отказа. Единственный раз, когда подшипник может быть использован повторно, это если он был отправлен обратно производителю для очистки, осмотра, измерения, переточки и повторной сборки. Это нерентабельно с меньшими подшипниками.
Аккуратное обращение со сменным подшипником во время хранения или в процессе установки обязательно. Лучше всего хранить в чистоте, сухости, окружающей среде и без вибраций. Не разворачивайте подшипник, пока не будете готовы его установить. Не смывайте заводскую смазку, если только это не требуется из-за особых требований к смазке. Чистота — это образ жизни, как для механика, так и для подшипника.
Важно убедиться, что используется точная замена. Существует два способа идентификации механического компонента: измерение и/или проверка номера детали. Уважаемые производители маркируют кольца подшипника номером детали. На этот номер можно ссылаться в каталоге, в котором указаны размеры и допуски колец. Грубый размер можно получить с помощью штангенциркуля. Для точных измерений рекомендуется использовать откалиброванный сертифицированный нониусный микрометр с точностью до 0,0001 дюйма.
Уважаемые производители маркируют кольца подшипника номером детали. На этот номер можно ссылаться в каталоге, в котором указаны размеры и допуски колец. Грубый размер можно получить с помощью штангенциркуля. Для точных измерений рекомендуется использовать откалиброванный сертифицированный нониусный микрометр с точностью до 0,0001 дюйма.
Вал и корпус должны быть чистыми, без выемок и заусенцев. Хотя для этой цели в промышленности обычно используется наждачная бумага, имейте в виду, что частицы, оторвавшиеся от бумажной подложки, могут загрязнить подшипник. Предпочтительно использовать промышленные колодки Scotch-Brite для очистки вала или корпуса от истирания или коррозии. Легкое машинное масло может быть использовано для удаления влаги или кислот. Чистота обязательна на протяжении всего процесса. Помните, что размер, форма и состояние вала и корпуса напрямую влияют на срок службы сменного подшипника.
Крайне важно измерить и проверить отверстие вала и корпуса, чтобы убедиться, что они находятся в пределах рекомендуемых допусков на размеры для применения и размера подшипника. Следует использовать калиброванные измерительные инструменты, такие как микрометр или штангенциркуль. Для вала и корпуса рекомендуется использовать восьмиточечный метод измерения (см. рис. 1). Это включает в себя четыре измерения в различных местах, чтобы определить, что вал и корпус не являются эллиптическими, а стороны параллельны. В руководствах по установке подшипников и справочниках для механиков перечислены различные типы посадок и точные допуски на размеры как для колец подшипников, так и для валов и корпусов. Если они не соответствуют предложенным спецификациям, срок службы подшипника будет уменьшен. Слишком большой вал или маленький корпус уменьшат требуемый внутренний зазор в подшипнике. Этот зазор необходим для свободного вращения тел качения, смазочной пленки и расширения металла, которое будет происходить из-за термических изменений. Слишком свободная посадка приведет к тому, что подшипник будет ходить или проскальзывать, вытягивая металл, который неизбежно попадет в подшипник.
Следует использовать калиброванные измерительные инструменты, такие как микрометр или штангенциркуль. Для вала и корпуса рекомендуется использовать восьмиточечный метод измерения (см. рис. 1). Это включает в себя четыре измерения в различных местах, чтобы определить, что вал и корпус не являются эллиптическими, а стороны параллельны. В руководствах по установке подшипников и справочниках для механиков перечислены различные типы посадок и точные допуски на размеры как для колец подшипников, так и для валов и корпусов. Если они не соответствуют предложенным спецификациям, срок службы подшипника будет уменьшен. Слишком большой вал или маленький корпус уменьшат требуемый внутренний зазор в подшипнике. Этот зазор необходим для свободного вращения тел качения, смазочной пленки и расширения металла, которое будет происходить из-за термических изменений. Слишком свободная посадка приведет к тому, что подшипник будет ходить или проскальзывать, вытягивая металл, который неизбежно попадет в подшипник. Помните, измеряйте перед монтажом.
Помните, измеряйте перед монтажом.
Существует три основных типа посадки: с натягом или плотная, прямая, а также с зазором или свободная. Посадка определяется характером применения, нагрузкой, размером, типом подшипника и вращающимся кольцом.
Уровень усилия, необходимого для правильной установки подшипника, определяется типом и степенью прессовой посадки. В большинстве случаев любое вращающееся кольцо будет иметь запрессовку. Например, вал электродвигателя вращается вместе с ротором. Следовательно, внутреннее кольцо подшипника потребует посадки с натягом, а наружное кольцо будет посажено вплотную или с зазором.
Подшипники диаметром менее 50 миллиметров (мм) можно монтировать с помощью оправки для подшипников, если кольца установлены с легким натягом. Приводные инструменты состоят из металлической трубы, полимерных ударных колец и ударного молотка (см. рис. 2). Этот тип трубчатого привода можно использовать с втулками и масляными/консистентными уплотнениями. Важно использовать правильный размер втулки и ударного кольца и следить за тем, чтобы подшипник не перекосился во время посадки.
Оправочный пресс является безопасным методом снятия и установки. Пресс должен быть прикреплен болтами к прочному рабочему столу или полу. Рейка и шестерня вместе с длинной ручкой используются для обеспечения рычага. Нажатие на ручку опускает стойку. Никогда не прикрепляйте трубу к рукоятке. Медленно оказывайте давление. Пластина с прорезями, обычно называемая наковальней, используется для поддержки детали машины и обеспечения сквозного доступа к валу. В идеале используйте только аксессуары, предназначенные для прессы. Надлежащая блокировка колец подшипника имеет важное значение, так же как и выравнивание и выравнивание заготовки по квадрату для эффективной равномерной силы. При использовании пресса следите за тем, чтобы кольца подшипников были правильно заблокированы, чтобы монтажные усилия не передавались через тела качения. Эти силы вызывают вмятины на дорожках качения, известные как истинное бринеллирование.
Гидравлический пресс — полезная и эффективная машина для снятия и установки подшипников, но при его использовании необходимо соблюдать несколько оговорок. Крайне важно, чтобы техник по техническому обслуживанию прошел обучение технике безопасности и правильному использованию. Опасности для оператора многочисленны, и существует вероятность повреждения соответствующих обрабатываемых компонентов. Эти прессы обычно оцениваются в тоннах давления. Держите руки чистыми, найдите кнопку пуска/остановки и наденьте средства индивидуальной защиты. Те же соображения, которые относятся к использованию ручных прессов, применимы и к использованию гидравлических прессов. Требуется выравнивание и выравнивание заготовки, правильная блокировка подшипника и вала и медленное равномерное давление. Медленно опускайте домкрат и наблюдайте, куда прикладывается усилие. Один и тот же человек должен вставлять/настраивать работу и управлять прессом. Не превышайте предельную рабочую нагрузку пресса.
Крайне важно, чтобы техник по техническому обслуживанию прошел обучение технике безопасности и правильному использованию. Опасности для оператора многочисленны, и существует вероятность повреждения соответствующих обрабатываемых компонентов. Эти прессы обычно оцениваются в тоннах давления. Держите руки чистыми, найдите кнопку пуска/остановки и наденьте средства индивидуальной защиты. Те же соображения, которые относятся к использованию ручных прессов, применимы и к использованию гидравлических прессов. Требуется выравнивание и выравнивание заготовки, правильная блокировка подшипника и вала и медленное равномерное давление. Медленно опускайте домкрат и наблюдайте, куда прикладывается усилие. Один и тот же человек должен вставлять/настраивать работу и управлять прессом. Не превышайте предельную рабочую нагрузку пресса.
Термическое снятие, установка и методы
Снижение или повышение температуры подшипника, вала и/или корпуса в установленных пределах является еще одним методом снятия и установки подшипников. Все предостережения, упомянутые в отношении механических методов удаления, также относятся к термическим методам. Вал и корпус должны быть чистыми, без зазубрин и заусенцев. Необходимо выделить время для измерения и подтверждения того, что вал и корпус находятся в пределах рекомендованных размеров. Если вал или корпус не соответствуют рекомендованным допускам, их следует заменить. Хотя использование связующих веществ может временно выиграть время, монтажные составы для подшипников не заменяют требование хорошей подгонки размеров.
Все предостережения, упомянутые в отношении механических методов удаления, также относятся к термическим методам. Вал и корпус должны быть чистыми, без зазубрин и заусенцев. Необходимо выделить время для измерения и подтверждения того, что вал и корпус находятся в пределах рекомендованных размеров. Если вал или корпус не соответствуют рекомендованным допускам, их следует заменить. Хотя использование связующих веществ может временно выиграть время, монтажные составы для подшипников не заменяют требование хорошей подгонки размеров.
Использование жидкого азота или сухого льда для снижения температуры стальных компонентов должно использоваться только при посадке с сильным натягом. В зимние месяцы в северных странах техники обычно размещают валы большого диаметра снаружи на ночь, а затем утром нагревают подшипник и собирают их вместе. Помните, что побочным продуктом этого процесса может быть образование воды из-за резких изменений температуры и относительной точки росы. Вода на стали равна ржавчине.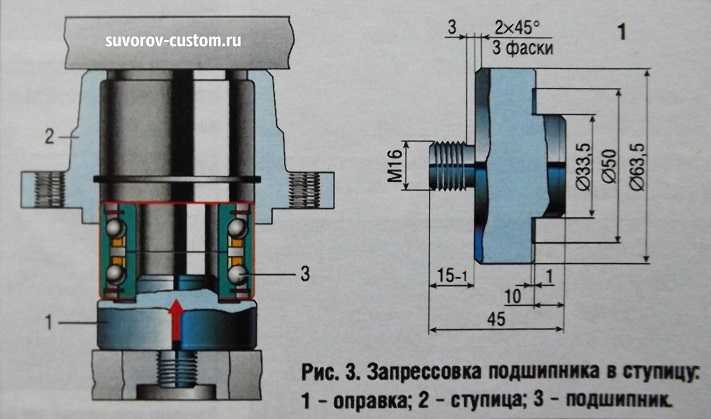
Существует множество нагревателей подшипников, таких как конические, нагревательные пластины, печь для пиццы и слишком распространенная масляная ванна. У всех этих типов есть две общие черты: они медленные и обычно грязные. Для установки подшипников на вал лучше всего использовать современный индукционный нагреватель подшипников (см. рис. 3). Они безопасны, быстры, эффективны и чисты. Индукционные нагреватели доступны в различных размерах, большинство из которых переносятся вручную или помещаются на тележку. Их также можно использовать для нагрева других компонентов, таких как ступицы муфт и втулки.
Индукционные нагреватели подшипников создают сильное переменное магнитное поле, вызывающее вихревые токи в металле. Эти токи вызывают быстрый нагрев кольца. Его можно сравнить с трансформатором, использующим первичную катушку с многочисленными витками и вторичную катушку с несколькими витками (подшипник). Вторичная катушка будет подавать низкое напряжение при высокой силе тока. Подшипник действует как короткозамкнутая одновитковая вторичная катушка, через которую проходит низкое переменное напряжение с большой силой тока. Результат: Ближайшее к стержню кольцо быстро нагревается. Одним из побочных продуктов этого процесса является намагничивание. Современные нагреватели имеют автоматический цикл размагничивания в конце процесса. Помните, что датчик температуры должен быть размещен на внутреннем кольце для расширения, чтобы обеспечить запрессовку на валу. Рекомендуемая установка температуры составляет 110°C или 230°F. Оператор имеет полный контроль над настройками.
Подшипник действует как короткозамкнутая одновитковая вторичная катушка, через которую проходит низкое переменное напряжение с большой силой тока. Результат: Ближайшее к стержню кольцо быстро нагревается. Одним из побочных продуктов этого процесса является намагничивание. Современные нагреватели имеют автоматический цикл размагничивания в конце процесса. Помните, что датчик температуры должен быть размещен на внутреннем кольце для расширения, чтобы обеспечить запрессовку на валу. Рекомендуемая установка температуры составляет 110°C или 230°F. Оператор имеет полный контроль над настройками.
Напоминания об установке подшипников
- Наденьте СИЗ.
- Аккуратное обращение и чистота очень важны.
- По возможности избегайте стальных молотков или искр.
- Осмотрите вал и корпус. Удалите заусенцы.
- Измерять, измерять и еще раз измерять.
- Подгонка имеет значение.
- Используйте идентичные замены.
- Избегайте перегрева.
- Используйте правильные инструменты.
- Будьте осторожны, думайте о безопасности, делайте это осторожно!

Заключение
Правильная установка радиального шарикового или роликового подшипника имеет решающее значение для достижения полного срока службы компонента. Для правильной установки подшипников крайне важно, чтобы все вопросы безопасности были решены, для работы было отведено достаточно времени, и все поняли процедуру до начала работы.
Ричард Р. Кнотек — специалист по техническому обучению в Motion Institute, подразделении Motion Industries. Он проработал 43 года в Motion Industries, занимая различные должности, включая водителя, специалиста по продажам, операционного менеджера, продавца, руководителя филиала и специалиста по продукции. Бывший адъюнкт-инструктор Программы промышленного обслуживания Университета Северного Мичигана, Кнотек также является опубликованным автором книги «Механические системы и принципы» (ISBN 0-13-049). 417-8). Для получения дополнительной информации посетите веб-сайт motionindustries.com или видеоканал MiHow2.com, на котором размещены обучающие видеоролики, в том числе советы по установке подшипников.
417-8). Для получения дополнительной информации посетите веб-сайт motionindustries.com или видеоканал MiHow2.com, на котором размещены обучающие видеоролики, в том числе советы по установке подшипников.
Правильный способ вставки подшипника в вал – инструкции
idan
(Идан)
1
Привет, ребята, этот вопрос не имеет прямого отношения к ЧПУ, так что извините, если он не здесь.
После нескольких часов поиска в Интернете и разрушения около полудюжины подшипников, я решил задать, казалось бы, довольно простой вопрос. У меня вал 4мм с подшипниками 4х8мм. Естественно, подшипник должен плотно прилегать к валу, чтобы он не проскальзывал, что затрудняет его скольжение дальше кончика вала. Раньше мне удавалось «мягко» забить внутрь подшипники, но они были больше. Когда я попробовал это с одним из этих 4 мм, постукивая им по столу, они едва вошли, и это также привело к тому, что они испортились внутри, я думаю. Теперь я чувствую шарики, когда он вращается. В какой-то момент я даже попытался нагреть подшипник, надеясь, что в результате он расширится, но потом, когда он начал пускать дым, я вспомнил, что внутри может быть масло или смазка. Так что это тоже не сработало.
Теперь я чувствую шарики, когда он вращается. В какой-то момент я даже попытался нагреть подшипник, надеясь, что в результате он расширится, но потом, когда он начал пускать дым, я вспомнил, что внутри может быть масло или смазка. Так что это тоже не сработало.
Очевидно, я понятия не имею, что делаю. Как правильно вставить круглый шарикоподшипник в вал?
1 Нравится
enl_public
2
Надлежащим способом является использование пресса с матрицей, которая непосредственно и равномерно воздействует на прессуемую обойму, так что сила не передается через шарики.
При отсутствии пресса и штампов можно использовать торцевой ключ подходящего размера, или трубу или шланг нужного размера, или можно изготовить штамп (у меня есть несколько штук, сделанных для разных целей) и прижмите подшипник к матрице с помощью тисков или молотка. Если вы используете молоток, ударяйте достаточно сильно, чтобы сдвинуть подшипник и не позволяйте матрице подпрыгивать.
Если вы используете молоток, ударяйте достаточно сильно, чтобы сдвинуть подшипник и не позволяйте матрице подпрыгивать.
Посадка обычно должна быть запрессована для вращающейся части и плотно сдвинута для неподвижной части, чтобы свести к минимуму перемещение подшипника. Хороший способ запомнить это — подумать о колесах с роликовыми лезвиями: внешнее кольцо запрессовано в колесо и вращается вместе с ним, в то время как невращающаяся ось плотно входит во внутреннее кольцо.
Запрессовка подшипника ВНУТРИ вращающегося элемента обычно проще, если у вас нет подходящего инструмента, так как внешняя обойма больше, и вам не нужно беспокоиться о том, чтобы в ней было свободное отверстие для вала. Ключевым моментом в обоих случаях является начало прямо, иначе легко повредить отверстие или деформировать обойму подшипника.
5 отметок «Нравится»
Бутек
([email protected])
3
Не люблю стучать молотком. Я использую свой сверлильный станок в качестве пресса для прессования подшипников. Это обеспечивает равномерное давление по всему подшипнику.
3 лайков
(Джеймс Картер)
4
Хорошие идеи, но вот кое-что, что мы сделали при сборке деталей на валы, используя так называемую посадку с натягом.
Шахту мы помещали в морозилку на ночь. Подшипник (в данном примере) будет аккуратно прогрет горелкой. Недостаточно, чтобы курить, просто достаточно горячо, чтобы согреться.
Полученное в результате изменение размеров позволило бы использовать легкий пресс для установки изделия, а при выравнивании температуры деталей детали были неразделимы.
В обычной ситуации с прессовой посадкой эффект более драматичен. Вы охлаждаете вал, нагреваете подшипник и просто вставляете его на место руками.
Вы охлаждаете вал, нагреваете подшипник и просто вставляете его на место руками.
5 лайков
иданк
(Идан)
5
Спасибо всем. Полезные советы здесь повсюду.
Если у кого-нибудь есть рисунки или видео любого из этих процессов, я был бы очень признателен (английский не является моим родным языком, поэтому некоторые из этих терминов мне незнакомы).
1st_Kiwi_Nomad
(Лейт)
6
Было бы неплохо также проверить фактические размеры вашего вала с помощью микрометра или посмотреть спецификацию у поставщика. По моему опыту, немного бессмысленно начинать смотреть на класс посадки, который у вас есть для меньших подшипников, подобных этому, но если вы хотите сделать это, это было бы хорошим местом для начала поиска https://www.