Содержание
Выбор пазов и обмоток сверхвысокоскоростных асинхронных двигателей
Страница 7 из 20
а) Соотношение чисел пазов статора и ротора
При наличии пазов воздушный зазор над прорезью (шлицем) паза и зубцом неодинаков. Поэтому магнитная проводимость над Шлицем паза меньше, чем над зубцом. Кривая магнитной индукции в воздушном зазоре содержит наряду с основной (первой) гармоникой и высшие (зубцовые) гармоники, обусловленные наличием шлицев. Амплитуда индукции зубцовой гармоники определяется шириной шлица паза и величиной воздушного зазора. В общем случае, когда шлицы имеются как на статоре, так и на роторе, зубцовые гармоники будут взаимодействовать друг с другом. Кроме того, кривая распределения н. с. вследствие расположения обмотки в пазах имеет ступенчатый вид, содержит высшие гармоники н. с., которые взаимодействуют с зубцовыми гармониками того же порядка. В общем случае в асинхронном двигателе могут существовать гармоники н. с. одного и того же порядка, перемещающиеся в направлении и против направления вращения ротора. В результате взаимодействия гармоник, порядок которых отличается на единицу, возникают несимметричные магнитные притяжения между статором и ротором, появляются вибрации и шумы. При выборе чисел пазов статора и ротора следует руководствоваться следующими соотношениями.
В результате взаимодействия гармоник, порядок которых отличается на единицу, возникают несимметричные магнитные притяжения между статором и ротором, появляются вибрации и шумы. При выборе чисел пазов статора и ротора следует руководствоваться следующими соотношениями.
Сверхвысокоскоростные двигатели обычно имеют небольшой пусковой момент. Поэтому в них важно с целью уменьшения времени пуска устранить синхронные паразитные моменты при неподвижном роторе и малых частотах вращения. Для этого в двухполюсных двигателях можно применить нечетное число пазов на роторе, но при соблюдении по крайней мере условия (z1—z2)—2р>1, при котором одностороннее притяжение уменьшается.
б) Формы пазов.
Сверхвысокоскоростные электродвигатели выполняются чаще всего двухполюсными. Для двухполюсных асинхронных машин не существует идеальных соотношений чисел пазов. Поэтому в них рекомендуется скос пазов для уменьшения паразитных моментов. Последнее приводит к некоторому уменьшению вращающего момента по первой гармонике и. с. При закрытых пазах на роторе (рис. 3-11,а) и полузакрытых — на статоре (рис. 3-12,а, б) задача выбора числа пазов облегчается, но и здесь имеется заметное изменение магнитной проводимости зазора, что легко установить по изменению тока первичной обмотки при повороте ротора. Поэтому и при закрытых пазах следует делать скос пазов. С целью получения лучших электромеханических характеристик желательно делать полузакрытые пазы на роторе сверхвысокоскоростного двигателя. При этом должен быть достаточный запас прочности по пределу текучести материала обмотки (стержня) ротора. Толщина коронки зубца (рис. 3-11,в) выбирается при расчете по условиям прочности и оказывается значительно толще, чем в обычных двигателях на 50 Гц. Шлиц заливается вместе с пазом ротора проводниковым материалом для того, чтобы не возникало завихрений воздуха.
с. При закрытых пазах на роторе (рис. 3-11,а) и полузакрытых — на статоре (рис. 3-12,а, б) задача выбора числа пазов облегчается, но и здесь имеется заметное изменение магнитной проводимости зазора, что легко установить по изменению тока первичной обмотки при повороте ротора. Поэтому и при закрытых пазах следует делать скос пазов. С целью получения лучших электромеханических характеристик желательно делать полузакрытые пазы на роторе сверхвысокоскоростного двигателя. При этом должен быть достаточный запас прочности по пределу текучести материала обмотки (стержня) ротора. Толщина коронки зубца (рис. 3-11,в) выбирается при расчете по условиям прочности и оказывается значительно толще, чем в обычных двигателях на 50 Гц. Шлиц заливается вместе с пазом ротора проводниковым материалом для того, чтобы не возникало завихрений воздуха.
Рис. 3-11. Пластины и пазы ротора сверхвысокоскоростных двигателей.
а, б — пластины ротора с закрытыми пазами; в — к расчету коэффициента магнитной проводимости закрытого паза; г — полузакрытый круглый паз; д —полузакрытый трапециевидный паз; е — массивный ферромагнитный ротор, в полузакрытых пазах которого расположена короткозамкнутая обмотка: 1 — цилиндрический бандаж из немагнитной стали; 2 — стержни короткозамкнутой обмотки; 3 — массивный ферромагнитный ротор; 4 — шлиц; ж — пазы ротора двигателя большой мощности: 1 — стальной массив ротора: 2 — стержень короткозамкнутой обмотки ротора; 3 — пластина из немагнитной
Пазы по рис. 3-11,б, ж выполняются для двигателей мощностью в несколько киловатт. При весьма больших линейных скоростях ротора (свыше 185 м/с) рекомендуется применить массивный ферромагнитный ротор с короткозамкнутой обмоткой в полузакрытых пазах и цилиндрическим бандажом из немагнитной стали (рис. 3-11,е).
3-11,б, ж выполняются для двигателей мощностью в несколько киловатт. При весьма больших линейных скоростях ротора (свыше 185 м/с) рекомендуется применить массивный ферромагнитный ротор с короткозамкнутой обмоткой в полузакрытых пазах и цилиндрическим бандажом из немагнитной стали (рис. 3-11,е).
Следует отметить, что ввиду контакта стержней к. з. обмотки ротора со сталью пакета в стали ротора возникают токи, снижающие эффективность скоса пазов.
в) Выбор обмотки статора и ротора
Сверхвысокоскоростные электрошпиндели выполняют преимущественно трехфазными. Пазы на статоре в них иногда делают закрытыми (рис. 3-12,в) для уменьшения потерь трения от завихрений воздуха, а также для уменьшения зубцовых гармоник в кривой поля и снижения шума. В этом случае обмотка статора изготовляется в протяжку. Закрытые пазы на статоре применяют редко в связи со сложностью технологического процесса и недоиспользованием электродвигателя.
При полузакрытых пазах (рис. 3-12,а, б) уменьшение зубцовых гармоник, потерь на трение от завихрения воздуха и снижение шумов достигается путем скоса пазов, подбором материала и формы клина для паза статора. При полузакрытых пазах статора получается меньшим индуктивное сопротивление рассеяния первичной обмотки, чем при закрытых пазах, и значительно упрощается укладка обмотки в пазы. Поэтому в настоящее время электрошпиндели изготовляют с полузакрытыми пазами на статоре; шлицы пазов после намотки следует закрывать специальными клиньями или замазывать специальной немагнитной пластмассой с высокой диэлектрической и механической прочностью. Электрошпиндели имеют сравнительно небольшой диаметр расточки статора, при котором несколько затруднена укладка обмотки. Обмотка статора выполняется или однослойной, или двухслойной; трудоемкость изготовления в обоих случаях почти одинакова. Однако лобовые части обмотки получаются более компактными в двухслойной обмотке. Кроме того, двухслойная обмотка может быть выполнена с укороченным шагом, что приводит к уменьшению высших пространственных гармоник н. с. обмотки и поля.
При полузакрытых пазах статора получается меньшим индуктивное сопротивление рассеяния первичной обмотки, чем при закрытых пазах, и значительно упрощается укладка обмотки в пазы. Поэтому в настоящее время электрошпиндели изготовляют с полузакрытыми пазами на статоре; шлицы пазов после намотки следует закрывать специальными клиньями или замазывать специальной немагнитной пластмассой с высокой диэлектрической и механической прочностью. Электрошпиндели имеют сравнительно небольшой диаметр расточки статора, при котором несколько затруднена укладка обмотки. Обмотка статора выполняется или однослойной, или двухслойной; трудоемкость изготовления в обоих случаях почти одинакова. Однако лобовые части обмотки получаются более компактными в двухслойной обмотке. Кроме того, двухслойная обмотка может быть выполнена с укороченным шагом, что приводит к уменьшению высших пространственных гармоник н. с. обмотки и поля.
Рис. 3-12. Формы пазов статора двигателей. а, б — пластины статора с полузакрытыми пазами; в — то же с закрытыми пазами; г — листы стали статора и ротора АИД; д —лист стали статора сверхвысокоскоростной микромашины.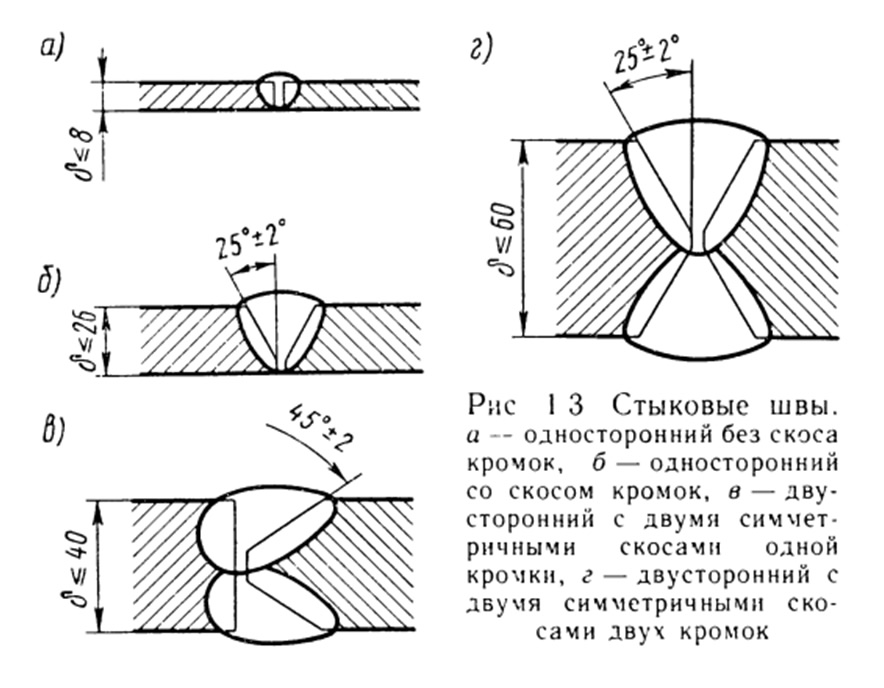
Так как сверхвысокоскоростные двигатели строят в большинстве случаев двухполюсными, то вылет лобовых частей при малом внутреннем диаметре получается сравнительно большим; из-за этого увеличивается расстояние между опорами, уменьшается жесткость вала, снижается значение критической скорости. В крупном турбогенераторостроении применяют обмотки, ширина секций которых приблизительно равна половине полюсного деления: у=0,5τ.
В рассматриваемом микродвигателе, при такой ширине секций уменьшается обмоточный коэффициент, увеличивается число витков в фазе обмотки, в результате чего объем, занятый проводниками в лобовой части, мало изменяется, несмотря на сокращение ширины секции. Поэтому столь большое укорочение шага обмотки для таких двигателей нецелесообразно. В них следует выбирать шаг обмотки около 0,8τ.
В сверхвысокоскоростных микродвигателях удается расположить 12 пазов на статоре и выполнить обмотку статора с числом пазов на полюс и фазу q—2 или однослойной, или двухслойной. В более мощных электродвигателях, например при Ζ1=24, обмотка статора имеет и может быть выполнена двухслойной с двумя параллельными ветвями.
В более мощных электродвигателях, например при Ζ1=24, обмотка статора имеет и может быть выполнена двухслойной с двумя параллельными ветвями.
Обмотку ротора сверхвысокоскоростных двигателей следует выполнять в виде короткозамкнутой обмотки типа «беличьего колеса». При сравнительно небольших линейных скоростях <100 м/с можно делать полузакрытые пазы на роторе с увеличенной толщиной. В этом случае получаются все же меньшие индуктивные сопротивления рассеяния по сравнению с закрытым пазом, двигатель использован лучше и обладает улучшенными электромеханическими характеристиками.
- Назад
- Вперёд
Электрические машины. Электромеханика, страница 6
Машиностроение \
Теория механизмов и машин
Прямоугольное распределение МДС можно
разложить в ряд Фурье и представить в виде суммы синусоид.
При максимальном значении тока амплитуда
первой гармонической МДС для сосредоточения обмотки.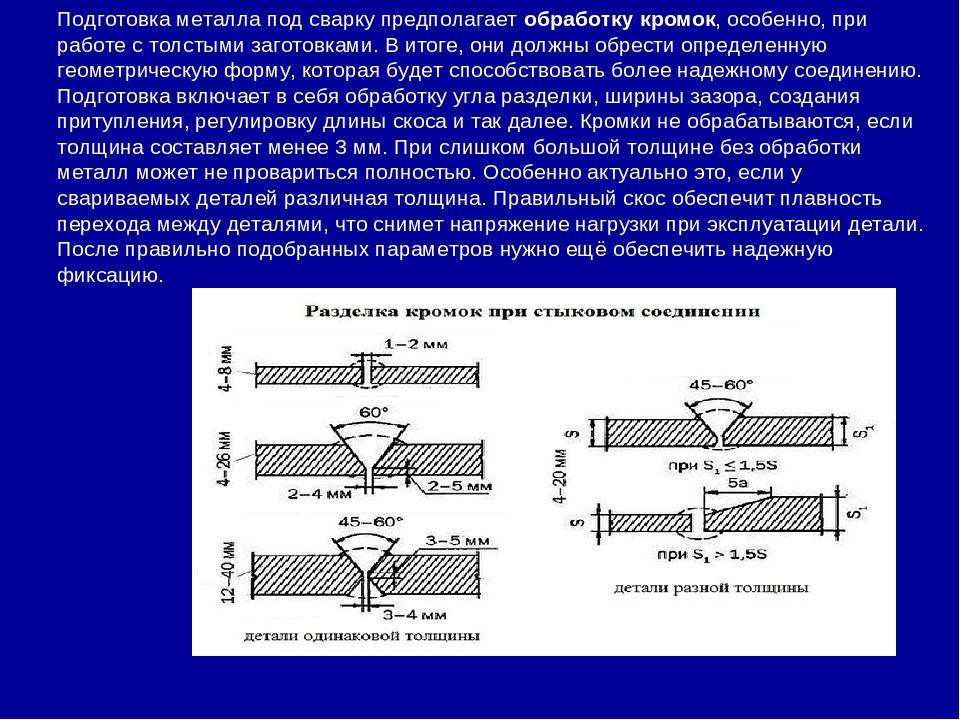
Разложение в ряд Фурье позволяет
количественно оценить отклонение кривой МДС от синусоидальной формы. При
сосредоточенной обмотке это отклонение велико, поэтому такая обмотка получает
ограниченное применение.
МДС распределенной обмотки. Для улучшения формы кривой распределения поля и
условий охлаждения обмотки, обмотку каждой фазы размещают в нескольких пазах.
Например, в двухполюсной машине с
обмоткой фазы, расположенной в 6 пазах при (q=3 — число
пазов на фазу), МДС распределенной обмотки можно определить как сумму МДС трех
сосредоточенных катушек с числом витков в каждом ,
сдвинутых в пространстве на угол , где b –
расстояние между осями соседних пазов. Форма распределения результирующей МДС
получается в этом случае ступенчатой
Амплитудные значения первой, третьей и
других гармонических результирующей МДС можно определить путем векторного
сложения амплитуд соответствующих гармонических МДС ,
, отдельных
катушек. При этом учитывается, что первые гармонические сдвинуты одна
При этом учитывается, что первые гармонические сдвинуты одна
относительной другой на уголα, а третьи на угол 3α и т.д.
В выражениях для сосредоточенной и
распределенной обмоток амплитуды первой гармонической МДС отличаются множителем
— называемым коэффициентом
распределения обмотки для первой гармонической. Этот коэффициент равен
отношению векторной суммы МДС, создаваемых катушками, расположенными во всех
пазах данной фазы, к их алгебраической сумме. Для третьей гармонической
результирующей МДС возрастает не так быстро как F1, то есть для последующих гармонических это
соотношение уменьшается.
Таким образом, распределение обмотки по
нескольким пазам ослабляет высшие гармоники в кривой результирующей МДС и
улучшает форму поля в воздушном зазоре, приближая ее к синусоиде.
МДС при укорочении шага обмотки. При распределении обмотки происходит ослабление ряда
высших гармонических (5, 7). Но некоторые гармонические ослабляются
Но некоторые гармонические ослабляются
незначительно. Поэтому часто используют укорочение шага обмотки, т.е.
расстояние y между сторонами каждой катушки берут меньшим
полюсного деления τ. В этом случае обмотку выполняют двухслойной, причем
одна сторона каждой катушки находится в нижнем слое, а другая – в верхнем.
, где — коэффициент
укорочения,
-
относительный шаг
— Распределение обмотки по нескольким
пазам и укорочение ее шага способствует приближению кривой распределения МДС,
следовательно, и кривой распределения индукции к синусоидальной форме.
МДС при скосе пазов. В некоторых машинах применяют скос пазов на роторе
или статоре на некоторой угол γ.
Скос пазов эквивалентен равномерному
распределению обмотки по дуге, соответствующей углу γ. Коэффициент скоса пазов
для высших гармонических меньше, чем для первой гармонической, поэтому скос
пазов способствует приближению формы кривой МДС к синусоидальной.
Kc1= (Sinγ/2)/(γ/2)
Обмоточный коэффициент. Произведение коэффициентов распределения, укорочения
шага и скоса пазов называется обмоточным коэффициентом.
-
показывает, насколько уменьшается ЭДС обмотки вследствие ее распределения по
нескольким пазам, укорочения шага и скоса пазов по сравнению с сосредоточенной
обмоткой.
Магнитное поле.
Индукция в воздушном зазоре электрической
машины переменного тока определяется распределением МДС вдоль окружности
статора. Если пренебречь магнитным сопротивлением стальных участков магнитной
цепи машины, то при равномерном воздушном зазоре δ кривая распределения
индукции Вδ в воздушном зазоре, называемая кривой магнитного поля
машины, будет иметь такой же вид, как кривая распределения МДС.
Магнитное поле электрической машины
зависит от типа применяемых обмоток – оно может быть пульсирующим или
вращающимся.
Скачать файл
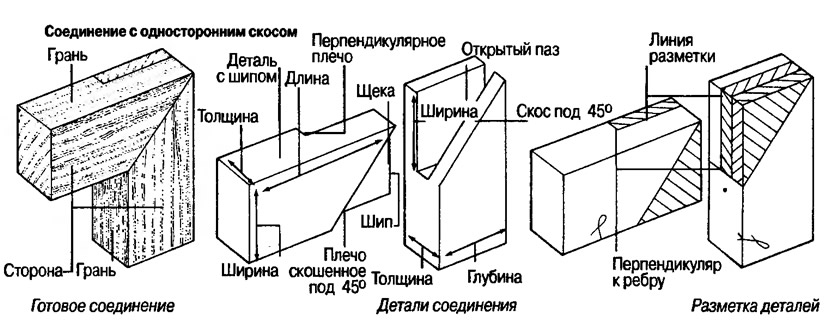
Обозначения сварки кромок – интерпретация чертежей металлических изделий
Сварной шов с разделкой кромок используется, когда детали соединяются в одной плоскости. Эти сварные швы будут применяться в стыковом соединении и могут иметь или не иметь подготовку перед сваркой. По этой причине существует несколько типов символов разделочной сварки.
Символы этих канавок почти идентичны символам, которые их обозначают.
Когда сварной шов применяется только к одной стороне соединения, он называется сварным швом с одинарной разделкой. Например, ниже показан символ сварки одного сварного шва с V-образной канавкой на другой стороне. Все сварные швы с одинарной разделкой следует считать полным проплавлением (CJP), если не указано иное.
Если сварка должна выполняться с обеих сторон соединения, это называется сваркой с двойной разделкой. Например, ниже приведено обозначение сварного шва с разделкой кромок под двойным скосом.
Теория, лежащая в основе сварки с одинарной разделкой и сварки с двойной разделкой, применима ко всем символам сварки разделкой. Воссоздавать все эти образы было бы излишним.
К чему призывают эти символы?
В некоторых случаях на стрелке появляется изгиб. Это называется разрывом в стрелке, которая будет обозначать, с какой стороны сустава потребуется подготовка к нему. Например, если один скос должен быть применен к левой стороне соединения, пунктирная стрелка будет указывать именно на эту сторону соединения.
Если бы не было указывающей стрелки, сварщик или монтажник выбирал бы, какую сторону следует подготовить в соответствии со своими знаниями. Это может быть проблемой, если у инженера есть особые потребности в детали или сварном шве.
Викторина
Нарисуйте символ, обозначающий канавку ниже, и назовите ее (не забудьте указать, какая сторона соединения подготовлена):
Нарисуйте символ V-образной канавки на другой стороне ниже:
Размеры разделки шва
Существует несколько размеров, которые можно добавить к разделке шва, если это необходимо. Это может включать угол разделки, раскрытие корня, радиус разделки, глубину подготовки разделки и размер сварного шва разделки. Бывают случаи, когда эта информация может быть вообще не включена. Это означало бы, что сварщик сам решает, как деталь будет подготовлена и сварена.
Это может включать угол разделки, раскрытие корня, радиус разделки, глубину подготовки разделки и размер сварного шва разделки. Бывают случаи, когда эта информация может быть вообще не включена. Это означало бы, что сварщик сам решает, как деталь будет подготовлена и сварена.
Угол канавки показан в градусах и будет включать всю канавку, если это V-образная канавка, это будет размер от одной поверхности канавки до другой. Его можно спутать с углом наклона. Угол скоса составляет только половину V-образной канавки. Этот размер показан внутри самого символа сварки. Существует возможность для двух разных углов, если вы применяете сварной шов с двойной разделкой. Стрелка и другая сторона не обязательно должны совпадать по углам.
Сварной шов с разделкой кромок является наиболее распространенным швом, имеющим корневое отверстие. Это зазор, который должен быть между двумя свариваемыми элементами. Корневое отверстие есть не всегда, и этот размер можно не указывать в символе сварки. Обычно в детали делают корневое отверстие, чтобы обеспечить полное проникновение или даже проплавление. Символ проплавления включен в дополнительные символы сварки.
Обычно в детали делают корневое отверстие, чтобы обеспечить полное проникновение или даже проплавление. Символ проплавления включен в дополнительные символы сварки.
Канавки, связанные с подготовкой U и J, представляют собой особый сварной шов. Эти сварные швы, если они выполнены в соответствии со стандартами, обрабатываются с определенным радиусом канавки, а также с притупленной поверхностью. Эти размеры должны быть показаны на виде детали или в разрезе, которые отмечены в конце символа сварки.
Подготовка канавки может быть вызвана тем, насколько глубоко вы должны препарировать деталь. Это называется глубиной канавки. V-образные канавки, j-канавки и u-образные канавки являются наиболее часто используемыми размерами сварных швов по глубине. Хотя это не означает, что его нельзя применять к другим. Размер будет показан слева от символа сварки.
Когда мы начинаем добавлять больше элементов, символы становятся довольно сложными. Проще всего замедлиться, посмотреть на каждый отдельный фрагмент и применить его к тому, что мы узнали. Например, сварной шов ниже представляет собой сварной шов с V-образной канавкой на другой стороне. Этот сварной шов имеет глубину канавки ½ дюйма, корневое отверстие 1/16 дюйма и 9Угол паза 0 градусов.
Например, сварной шов ниже представляет собой сварной шов с V-образной канавкой на другой стороне. Этот сварной шов имеет глубину канавки ½ дюйма, корневое отверстие 1/16 дюйма и 9Угол паза 0 градусов.
При использовании глубины канавки, которая не соответствует полной глубине детали, мы оставляем плоскую область в основании. Эта область называется корневой поверхностью. Более распространенный термин, который вы услышите, — это земля. На приведенной выше диаграмме у нас есть канавка глубиной ½ дюйма, а у нас есть часть ¾ дюйма. Это оставляет нам корневую грань размером ¼ дюйма.
Размер сварного шва часто ассоциируется со сварным швом с разделкой кромок. Этот размер сварного шва представляет собой глубину провара, которую вы получите при наложении сварного шва. Когда применяется сварка, мы должны плавить в корень детали, поэтому наш сварной шов должен быть больше по размеру, чем подготовка соединения. Этот размер будет отображаться слева от символа сварки. В сочетании с глубиной разделки размер сварного шва будет указан в скобках. Если размер сварного шва не указан, сварной шов должен быть с полным проплавлением.
Если размер сварного шва не указан, сварной шов должен быть с полным проплавлением.
В случае канавки, которая показывает глубину подготовки канавки, но не показывает размер сварного шва. Шов должен быть не менее глубины разделки. Если вы не выполнили сварной шов хотя бы этого размера, вы не получите достаточного сплавления или сварной шов не заполнит канавку.
Бывают случаи, когда размеры канавок не указываются. Если соединение симметричное, то сварной шов должен быть с полным проплавлением. Это легко изобразить с помощью двойной v-образной канавки.
На изображении выше показан сварной шов с двойной V-образной канавкой. Глубина канавки не указана, поэтому по усмотрению сварщика детали подготавливаются на ¼ дюйма с обеих сторон для создания симметричного соединения.
При работе с двойной канавкой, имеющей одинаковые размеры с обеих сторон, необходимо, чтобы размеры были указаны с обеих сторон от базовой линии. Это важно, потому что если не указать один размер, размер будет неизвестен, и это может повредить сварной шов.
Также бывают случаи, когда сварка не требуется для проникновения на глубину канавки. Самый простой способ добиться этого — поместить размер размера сварного шва слева от символа сварного шва, размер которого меньше толщины материала.
С обеих сторон может быть нанесен сварной шов для обеспечения провара по толщине паза без подготовки детали. Это будет ограничено меньшей толщиной материала в зависимости от процесса, который используется для сварки.
Две раструбные канавки, включая скошенную и V-образную, будут очень распространены при работе с листовым металлом, а также при сварке труб, которые могут иметь большой радиус на углах. Это довольно часто встречается в трубах толщиной ¼ дюйма и выше. При работе с листовым металлом обычно делают соединение такого типа, чтобы сплавить детали вместе. Вместо использования наполнителя материал, из которого сделана фаска раструба, может иметь ножку 1/8 дюйма или около того, и он компенсирует наполнитель.
При использовании любого из этих символов важно знать разницу между глубиной подготовки разделки и размером сварного шва. Подобно обычному скосу или V-образному вырезу, подготовка глубины разделки будет слева от символа сварного шва, а также слева от размера сварного шва, который будет показан в скобках. Длину можно добавить в размере справа от символа сварки.
Задняя часть, Основа Сварка, Наплавка
Символ реверса или реверса одинаков для обоих, вы должны искать дополнительную информацию в конце, чтобы различать их.
Задний сварной шов – это когда сварной шов выполняется в канавке соединения, за которым следует сварной шов, накладываемый на корневую сторону. Это чаще всего используется для обеспечения полного проникновения в канавки CJP. Задний сварной шов обычно применяется после того, как корень был отшлифован или выдолблен, чтобы убедиться, что сварной шов выполнен из достаточного количества материала.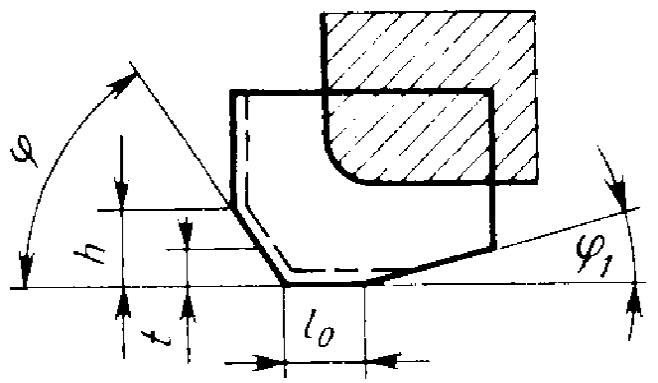 Пытаясь запомнить разницу между обратным и подварным швом, вы всегда должны возвращаться назад, чтобы выполнить задний шов.
Пытаясь запомнить разницу между обратным и подварным швом, вы всегда должны возвращаться назад, чтобы выполнить задний шов.
Подварочный шов делается на корневой стороне канавки, чтобы гарантировать, что сварной шов, который будет выполняться в канавке, не проплавится через заднюю сторону. Это также может помочь обеспечить CJP.
Ниже представлен подварочный шов.
Ниже представлен задний сварной шов.
Бывают случаи, когда хвост будет опущен на чертеже, а в хвосте будет примечание, в котором может быть указано, в каком порядке должны быть выполнены сварные швы. Это может быть что-то простое, например, «сначала делается сварка с другой стороны», или может включать в себя истинные термины, такие как «сварка канавки со скосом с другой стороны перед обратным сварным швом со стороны стрелки».
Наплавочные швы
Наплавочные швы выполняются за один или несколько проходов к деталям по разным причинам. Они могут включать накопление изношенного материала, наплавку детали или увеличение размеров детали. Этот символ может быть только на стороне соединения со стрелкой. Важно, чтобы стрелка указывала именно на то место, где должно быть добавлено покрытие.
Этот символ может быть только на стороне соединения со стрелкой. Важно, чтобы стрелка указывала именно на то место, где должно быть добавлено покрытие.
Эти сварные швы могут включать толщину сварного шва, которая будет располагаться слева от символа сварного шва, а также может указывать длину справа от символа. С этим типом сварки он, скорее всего, будет иметь подробный вид с размерами для сварки.
Когда для поверхностного сварного шва может потребоваться несколько слоев, это может быть указано в примечании к чертежу или также может быть определено контрольными линиями. Бывают случаи, когда может быть более одной опорной линии, которая определяет порядок работы. Например, если вы думаете о подкладочном шве, он будет указан на опорной линии, ближайшей к стрелке, а сварной шов с разделкой кромок будет размещен на второй опорной линии.
Чтобы показать это в наплавочных швах, может потребоваться определенный размер для первого слоя наплавки, а затем другой размер для второго или последующих слоев.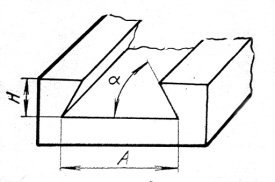 Если есть изменение направления, это может быть показано в хвостовой части многопозиционного символа сварки.
Если есть изменение направления, это может быть показано в хвостовой части многопозиционного символа сварки.
Наплавочный шов будет проходить по всей длине детали, если нет размера, примечания или других признаков, указывающих на то, что он не заполнен. Это также играет роль при сварке вала или другого круглого объекта. С круглым объектом, а не продольным (длинный размер) или боковым (короткий размер) детали, вы можете увидеть осевое (длина вала) или окружное (вокруг вала). Когда будет выполняться сварка вала или другая круглая часть должна быть вызвана, иначе может быть применена неправильная процедура.
Обозначения сварных швов: Сварной шов с разделкой
Понимание символов сварки – Сварной шов с разделкой
Сварной шов с разделкой определяется в Стандартных терминах и определениях по сварке AWS A3.0 Американского общества сварщиков (AWS) как «Сварка в разделке под сварку». на поверхности заготовки, между кромками заготовки, между поверхностями заготовки или между кромками заготовки и поверхностями». Канавка под сварку определяется как «канал на поверхности заготовки или отверстие между двумя элементами соединения, обеспечивающее пространство для металла сварного шва». Разделочные сварные швы заполняют пространство между секциями заготовки. AWS A3.0 определяет девять (9) типов сварных швов с одинарной разделкой и семь (7) типов сварных швов с двойной разделкой. (Рисунок 1 и Рисунок 2). За исключением сварных швов с квадратной разделкой и раструбных сварных швов, все сварные швы с разделкой требуют удаления металла с одной стороны (одинарная разделка) или с обеих сторон (двойная разделка) заготовок. Эта подготовка сустава имеет форму поперечного сечения V, J или U. Подготовка шва заключается в проплавлении присадочного металла частично или полностью через заготовки.
Канавка под сварку определяется как «канал на поверхности заготовки или отверстие между двумя элементами соединения, обеспечивающее пространство для металла сварного шва». Разделочные сварные швы заполняют пространство между секциями заготовки. AWS A3.0 определяет девять (9) типов сварных швов с одинарной разделкой и семь (7) типов сварных швов с двойной разделкой. (Рисунок 1 и Рисунок 2). За исключением сварных швов с квадратной разделкой и раструбных сварных швов, все сварные швы с разделкой требуют удаления металла с одной стороны (одинарная разделка) или с обеих сторон (двойная разделка) заготовок. Эта подготовка сустава имеет форму поперечного сечения V, J или U. Подготовка шва заключается в проплавлении присадочного металла частично или полностью через заготовки.
Все различные типы сварных швов с разделкой кромок имеют схожие характеристики. Анатомия типичного сварного шва с разделкой кромок показана на рис. 3.
Как и базовое обозначение углового сварного шва, обозначение сварного шва с разделкой кромок состоит из опорной линии, линии со стрелкой, хвостовой части, информации о спецификации процедуры сварки (WPS) и соответствующего обозначения сварки с разделкой кромок.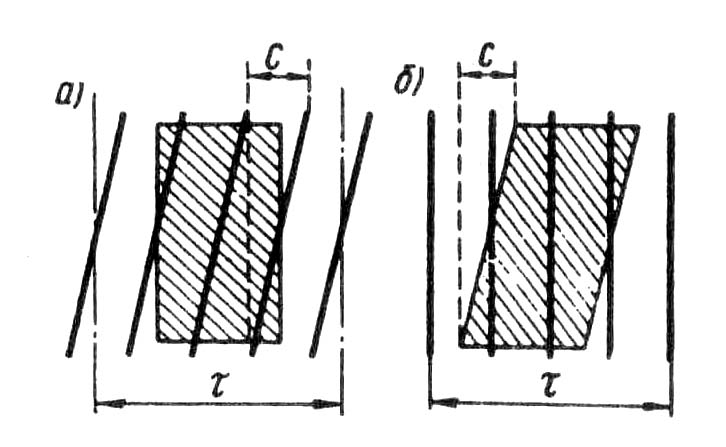 Символы сварных швов с разделкой кромок могут быть намного сложнее, чем символы угловых швов. Различные основные обозначения сварки с разделкой кромок показаны на рис. 4. Типы подготовки и сварки с разделкой кромок можно комбинировать в различных комбинациях, которые соответствуют физической реальности заготовок. Сварные швы с разделкой кромок также можно комбинировать с другими типами сварных швов, такими как угловые швы.
Символы сварных швов с разделкой кромок могут быть намного сложнее, чем символы угловых швов. Различные основные обозначения сварки с разделкой кромок показаны на рис. 4. Типы подготовки и сварки с разделкой кромок можно комбинировать в различных комбинациях, которые соответствуют физической реальности заготовок. Сварные швы с разделкой кромок также можно комбинировать с другими типами сварных швов, такими как угловые швы.
Элементы обозначения сварного шва с разделкой кромок показаны на рис. 5. Как и все обозначения сварных швов, опорная линия всегда рисуется горизонтально, она содержит информацию о типе сварного шва и соединяет линию стрелки и конец. Линия стрелки указывает на место сварки. Нижняя сторона контрольной линии называется стороной стрелки, символы сварки, нарисованные на этой стороне контрольной линии, размещаются на стороне стрелки компонентов; символы сварки, расположенные выше опорной линии, размещаются на компонентах со стороны, противоположной стрелке. На самом деле хвост является необязательным элементом и содержит информацию о сварном шве. В Meyer Tool мы используем хвост, чтобы указать, как минимум, Спецификацию процедуры сварки (WPS). WPS определяет процедуры и параметры, которые сварщик использует для выполнения сварки. Примечания и другая информация о сварке могут быть включены в хвост. На стыке опорной линии и хвоста кружок указывает на то, что угловые сварные швы полностью охватывают элемент, на который указывает линия стрелки. Эта инструкция обычно применяется к круглым элементам, но не ограничивается ими. Затемненный флажок на стыке опорной линии и хвоста указывает на то, что сварку следует выполнять в полевых условиях.
В Meyer Tool мы используем хвост, чтобы указать, как минимум, Спецификацию процедуры сварки (WPS). WPS определяет процедуры и параметры, которые сварщик использует для выполнения сварки. Примечания и другая информация о сварке могут быть включены в хвост. На стыке опорной линии и хвоста кружок указывает на то, что угловые сварные швы полностью охватывают элемент, на который указывает линия стрелки. Эта инструкция обычно применяется к круглым элементам, но не ограничивается ими. Затемненный флажок на стыке опорной линии и хвоста указывает на то, что сварку следует выполнять в полевых условиях.
На рис. 5 буквой G обозначен зазор между соединяемыми деталями, также называемый корневым отверстием. Это отверстие используется для доступа сварочного электрода и улучшения проникновения сварного шва в заготовку. Когда одного сварочного зазора будет недостаточно для обеспечения проплавления, например, когда заготовки становятся толще, заготовки наклоняются. Как показано на рисунке 5, угол канавки А представляет собой угол между двумя заготовками.