| ||
 Притирка клапанов исправляет форму детали в пределах допуска, уменьшает шероховатость поверхности.
Притирка клапанов исправляет форму детали в пределах допуска, уменьшает шероховатость поверхности.
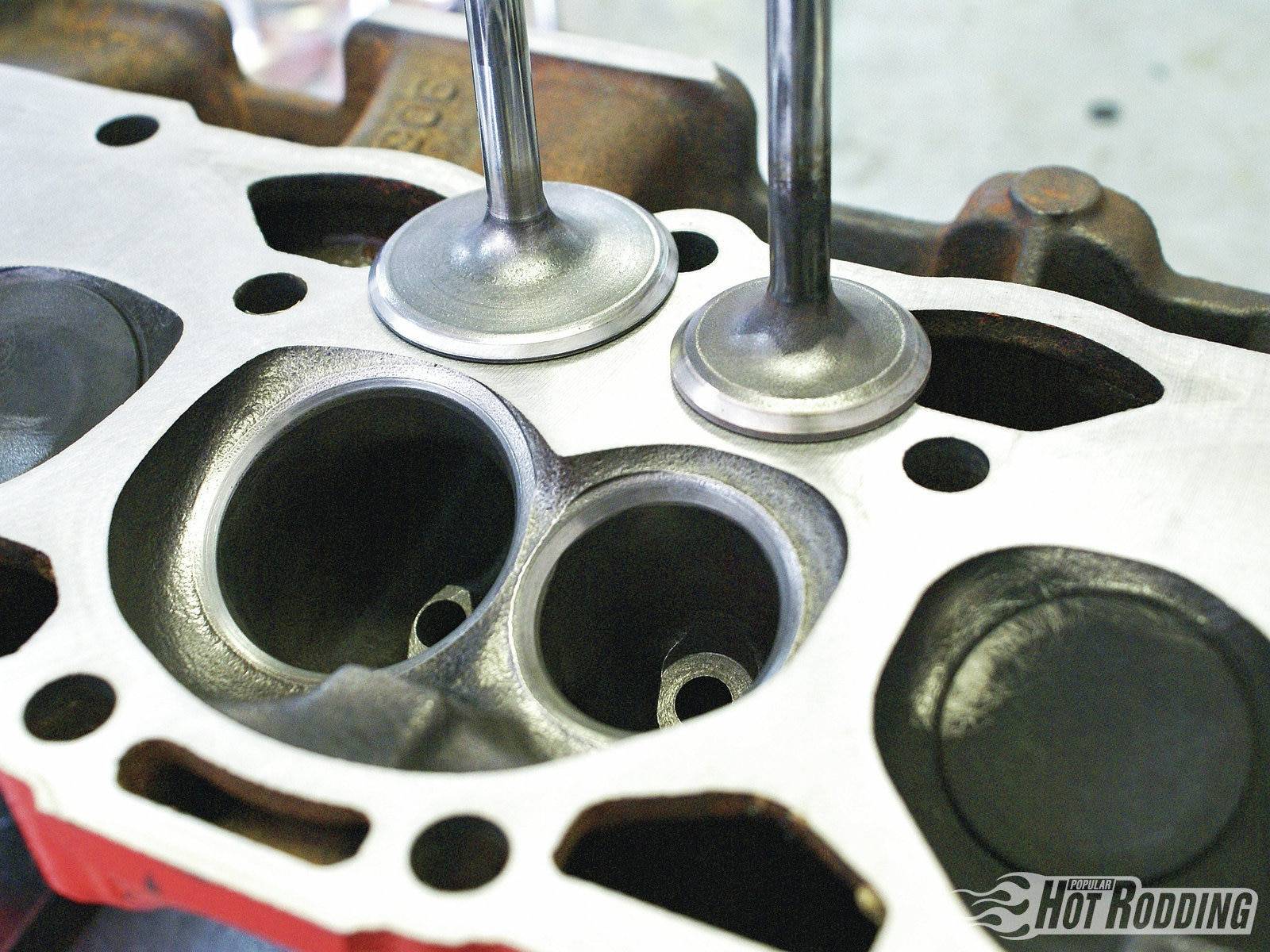 Притирайте, следя за тем, чтобы смесь не попала на стержень клапана, не испортила текстолитовую направляющую ручку. На окончание притирки укажет ровная серая дорожка шириной 1—2 мм на поверхности клапана.
Притирайте, следя за тем, чтобы смесь не попала на стержень клапана, не испортила текстолитовую направляющую ручку. На окончание притирки укажет ровная серая дорожка шириной 1—2 мм на поверхности клапана.Притирка клапанов: способы и устройства
Устройства для притирки клапанов двигателя, участвующие в сравнении:
- Электрическая дрель. Притирка клапанов дрелью — технология, вызывающая самое большое количество споров на тему правильности использования.
- Приспособление для притирки клапанов своими руками.
- Пневмоинструмент для притирки клапанов вращением.
- Пневмомашинка для притирки клапанов пристукиванием.
Какое из этих приспособлений быстрее, эффективнее, выгоднее, правильнее — лучше всех остальных? Какую притирку клапанов выбрать? Сейчас мы будем это выяснять.
Способ №1: с помощью дрели
Способ с дрелью получил распространение ввиду отсутствовавшего ранее инструмента для притирки.
Притираем клапаны с помощью шланга и дрели: сначала подбирается подходящий по размеру шланг. Один конец крепится на стебель (стержень) клапана, другой — на дрель.
Подготавливаем дрель и шланг к притирке клапана: на клапан и седло наносится необходимое количество притирочной пасты, клапан устанавливается на свое место в ГБЦ.
Если используется присоска, ее устанавливают на тарелку клапана. Существуют рекомендации, согласно которым инструмент обязательно должен работать на малых оборотах — предпочтение следует отдавать низкооборотной дрели или шуруповерту. Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.
Полезный совет. Очень важно использовать минимальное количество притирочной пасты. Сама паста бывает разной — с крупным и мелким абразивом. Чаще всего применяют алмазную. Для правильной притирки следует применять пасты разной зернистости и начинать с абразива для грубой обработки.
После притирания обязательно смывайте притирочную пасту и очищайте детали. Попадание абразивной пасты в ГБЦ и двигатель недопустимо! Это приведет к разрушению деталей и дорогому ремонту.
При притирке дрелью ключевую роль имеет опыт. Не обладая необходимыми навыками, очень легко получить канавы и риски или сместить пятно контакта клапана с седлом. Все это приводит к очень скорой поломке.
Есть приспособления, которые подходят для притирки клапанов намного лучше приспособы из дрели и шланга
Профессионалы часто сходятся во мнении, что применять дрель допустимо, но неправильно. Это мнение мы поддерживаем и смотрим на дрель с недоверием
Главное преимущество способа: высокая скорость притирки.
Способ №2: ручная притирка клапанов авто
Ручная притирка — дедовский способ, проводится с использованием присоски. Как и в случае с дрелью, очень важен опыт человека, который осуществляет процедуру.
Обратите внимание, что в специализированных магазинах продаются ручные приспособления для притирки клапанов, представляющие собой деревянный стержень и набор присосок
Притирка клапанов своими руками неудобна и утомительна, она занимает много времени — в среднем, 15 — 20 минут на один клапан. Риск что-то испортить или сделать неправильно минимален, но он присутствует.
Риск что-то испортить или сделать неправильно минимален, но он присутствует.
Ощущение от ручной притирки клапанов без применения современных приспособлений
Главное преимущество: низкая стоимость ручных приспособлений для притирки клапанов.
Способ №3: пневмоинструмент для притирки клапанов вращением
Пневмоинструмент для притирки клапанов — полный набор
Пневмомашинка — автоматизированный, упрощенный и многократно ускоренный метод ручной притирки. Двигатель соединен со штифтом, который приводится в движение энергией сжатого воздуха.
Подключаем специальный пневматический инструмент для притирки клапанов
Для работы потребуется подключение к источнику сжатого воздуха
На штифт устанавливается присоска подходящего размера, которая затем крепится на тарелку клапана.
Устройство для притирки клапанов с комплектом присосок различного размера, выберем нужную
В комплект, как правило, входит целый набор присосок различного размера
Под воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской, вследствие чего вращается и клапан — происходит притирка. Перед сменой направления вращения клапан успевает провернуться примерно на 75 градусов.
Перед сменой направления вращения клапан успевает провернуться примерно на 75 градусов.
Вот как работает самое эффективное пневматическое приспособление для притирки клапанов в работе
Это самый простой и доступный способ притереть клапан, не требующий никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и заведомо гарантированное качество.
Метод №4: пневмомашинка для притирки клапанов пристукиванием
Пневмомашинка для притирки клапанов, имитирующая работу двигателя
Принципиальное различие между этим и предыдущим устройством — способ притирки. При помощи данной машинки клапан притирается не вращением, а пристукиванием, что имитирует реальную работу двигателя.
При помощи данной машинки клапан притирается не вращением, а пристукиванием, что имитирует реальную работу двигателя.
Подбираем присоску на пневмомашинку для притирки клапанов
На шток приспособления устанавливается одна из присосок набора, которая затем закрепляется на тарелке клапана
Скорость пневматической притирки клапанов регулируется с помощью колесика
Инструмент оснащен колесиком для настройки частоты оборотов
Если купить притирку клапанов пристукиванием, можно добиться самого точного притирания. Притирка осуществляется многократным повторением возвратно-поступательных движений клапана.
Пневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.
Итоговая таблица, результаты и выводы
Для объективной комплексной оценки каждого из методов мы выбрали шесть параметров, которые имеют наибольшее значение:
- Скорость.
- Удобство использования. Этот параметр также оказывает влияние и на общую скорость работы.
- Отсутствие требований к опыту и навыкам. Чем выше оценка, тем легче пользователю провести правильную притирку клапана.
- Отсутствие рисков. Чем выше оценка, тем меньше вероятность что-то сделать неправильно или испортить детали.
- Качество притирки. Чем выше оценка, тем точнее выполнена операция.
- Стоимость. Чем меньше расходов на тот или иной способ, тем выше бал.
Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом:
Последнее место — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана.
Первое место — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.
Для испытаний использовалось следующее оборудование:
Ручная притирка клапанов — Licota ATA-0003A
Электрическая дрель Hitachi — модель D10VC2
Пневматическая машинка для притирки клапанов вращением — Licota ATA-1100
Пневматическое приспособление для притирки клапанов пристукиванием — Licota ATA-1401
В ГАРВИН вы можете купить профессиональное оборудование для притирки клапанов. Цены и подробные характеристики смотрите в нашем каталоге.
Цены и подробные характеристики смотрите в нашем каталоге.
Пневматические приспособления для притирки клапанов в первую очередь будут интересны сотрудникам автосервисов. Оборудование значительно снижает затраты времени на ремонт ГБЦ и повышает само качество притирки. На нашей практике ни один мастер, испытавшей в работе профессиональный инструмент, не вернулся затем к ручному методу или дрели.
Невысокая цена инструмента делает его доступным также для частного применения. При желании самостоятельно провести притирку клапанов, а не доверять эту операцию стороннему сервису — приспособление станет оптимальным решением.
Притирка клапана: основная процедура обслуживания клапана
Среди различных передовых методов обслуживания клапана шлифовка и притирка занимают первое место в списке приоритетов, поскольку эта процедура обеспечивает плотную плоскую поверхность. Это эффективно герметизирует поверхность седла клапана в корпусе клапана и на клине/затворе/шаровом/золотнике, полностью герметизируя зону контакта металл-металл седла клапана.
Аллан-Тейлор Бэрри, генеральный директор отдела глобального развития бизнеса — Allap Technical Solutions LLC
Основная процедура
Ремонт клапана может выполняться на месте, когда клапан все еще установлен на трубопроводной системе, или в мастерской. Притирка и ремонт клапана на месте, как правило, более эффективны, поскольку устраняют необходимость удаления клапана из системы. Единственный случай, когда техническое обслуживание в мастерской более эффективно, — это когда требуется капитальный ремонт клапана.
Для обслуживания клапана на месте необходимо снять крышку и обеспечить достаточное пространство вокруг и внутри корпуса клапана. Чтобы наилучшим образом использовать доступное пространство, убедитесь, что приобретаемое вами оборудование легкое, способно поместиться в ограниченном пространстве, а также легко крепится. Ваше время на месте должно быть потрачено на шлифовку клапана, а не на монтаж станка для шлифовки клапана.
Шлифовальное оборудование для использования в мастерской должно быть простым в эксплуатации и регулировке, универсальным для использования в различных областях и иметь возможность расширять возможности с помощью дополнительных принадлежностей для специализированных областей применения.
Подготовка к процедуре
Следующая пошаговая процедура описывает, как подготовить клапан, а также основные этапы шлифовки и притирки клапана:
1. Покройте область под и вокруг клапан с пластиковым покрытием для предотвращения потери деталей и удержания грязи и жира.
2. Начните разборку, удалив изоляцию. Очистите клапан снаружи. Удалите ржавчину и краску с гаек и болтов. Смажьте болты проникающей смазкой. Старайтесь избегать повреждений крепежа — даже одна поврежденная гайка приведет к чрезмерному увеличению времени простоя и стоимости.
3. Демонтируйте внутренние детали клапана. Очистите, проверьте и отметьте, чтобы обеспечить правильную установку. Очистите внутреннюю часть корпуса клапана, удалив ржавчину и оставшуюся жидкость. Проверьте прокладки на наличие трещин, коррозии и дефектов.
Очистите внутреннюю часть корпуса клапана, удалив ржавчину и оставшуюся жидкость. Проверьте прокладки на наличие трещин, коррозии и дефектов.
4. Начните притирку, обработав любые большие дефекты на поверхности седла клапана. Отшлифуйте дефекты с помощью портативных шлифовальных машин для клапанов, используя подходящие абразивы в зависимости от материала и состояния седла.
5. Удалите шлифовальную пыль с клапана.
6. Проверьте герметичность клапана, чтобы убедиться, что он соответствует действующим стандартам.
7. Соберите и установите клапан в исходное положение. Убедитесь, что привод все еще работает.
8. Напоследок написать отчет о проделанной процедуре.
Техника и оборудование для шлифовки клапанов
За прошедшие годы было разработано большое количество методов шлифовки и притирки клапанов. Шлифовальные головки с индивидуальным приводом сегодня являются предпочтительной технологией. Однако другие методы, в том числе более традиционные, все еще используются во многих секторах промышленности.![]()
Шлифовальные головки с индивидуальным приводом: При использовании этих головок шлифовальные диски располагаются планетарно вокруг центральной приводной головки. Это обеспечивает одинаковую скорость внутри и снаружи сиденья. Диски можно правильно расположить как на плоском, так и на наклонном посадочном месте, заставляя шлифовальные головки одинаково шлифовать по всей поверхности посадочного места. Это позволяет получить идеально ровное седло с гладкой поверхностью и штриховкой за короткий промежуток времени (см. рис. 1).
Шлифовальные или фрезерные станки для мастерской: Это высокоскоростные станки, позволяющие шлифовать или фрезеровать снаружи, внутри и в плоскости под любым требуемым углом. Механизм крепления обеспечивает точную центровку станка. Результаты превосходны, а скорость резки выше, чем у любого другого метода.
Шлифовальные станки с фрикционными шлифовальными головками: Создают тонкую структуру поверхности с рисунком в виде штриховки. Однако скорость резания относительно низкая. На плоских седлах шлифовальные головки с фрикционным приводом должны располагаться не по центру, чтобы вызвать вращательное действие. Трение может привести к замедлению или остановке шлифовальной головки там, где силы трения максимальны. В результате эта технология будет производить разные скорости снаружи и внутри сиденья, что может привести к вогнутому сиденью.
Однако скорость резания относительно низкая. На плоских седлах шлифовальные головки с фрикционным приводом должны располагаться не по центру, чтобы вызвать вращательное действие. Трение может привести к замедлению или остановке шлифовальной головки там, где силы трения максимальны. В результате эта технология будет производить разные скорости снаружи и внутри сиденья, что может привести к вогнутому сиденью.
Шлифовальный станок со сплошными плоскими или угловыми чугунными пластинами: Этот метод можно использовать для плоских седел и небольших задвижек, когда не хватает места. Рекомендуется использовать клейкую шлифовальную бумагу, чтобы предотвратить выпуклость чугунных пластин в месте их установки. Сплошная плоская пластина будет развивать более высокую скорость по внешнему периметру, чем по внутренней стороне диска. Следовательно, больше материала удаляется с внешней стороны сиденья, которое становится слегка выпуклым. Этот метод дает шлифовальную структуру с продольной царапиной, что приводит к неточной плоскостности по всему седлу. Если используется шлифовальная паста, она будет медленно мигрировать от центра до тех пор, пока вся паста не окажется снаружи седла. Скорость резки низкая.
Если используется шлифовальная паста, она будет медленно мигрировать от центра до тех пор, пока вся паста не окажется снаружи седла. Скорость резки низкая.
Притирка с вращающимся столом: Дает хорошие результаты, когда работа выполняется в мастерской; имеются специальные столы для шлифовки седел клапанов или клиньев. Однако этот метод занимает много времени.
Ручная притирка: Этот альтернативный метод чрезвычайно трудоемок и может быть грязным, если используется шлифовальная паста.
ТИПИЧНЫЕ ДЕФЕКТЫ, ОБНАРУЖЕННЫЕ НА ПОВЕРХНОСТЯХ СЕДЛА
1. Следы защемления/защемления: Эти следы вызваны посторонними предметами в трубопроводах. Обычно эти отметки не глубже 0,05 мм.
2. Порезы: Обычно они возникают в результате скользящего движения задвижек или любых клапанов с клином или плунжером с использованием скользящего действия. Повреждение происходит между седлом и клином, когда клапан открывается и закрывается. Обычно это более распространено на нижней стороне клапана, между положениями 4:00 и 8:00.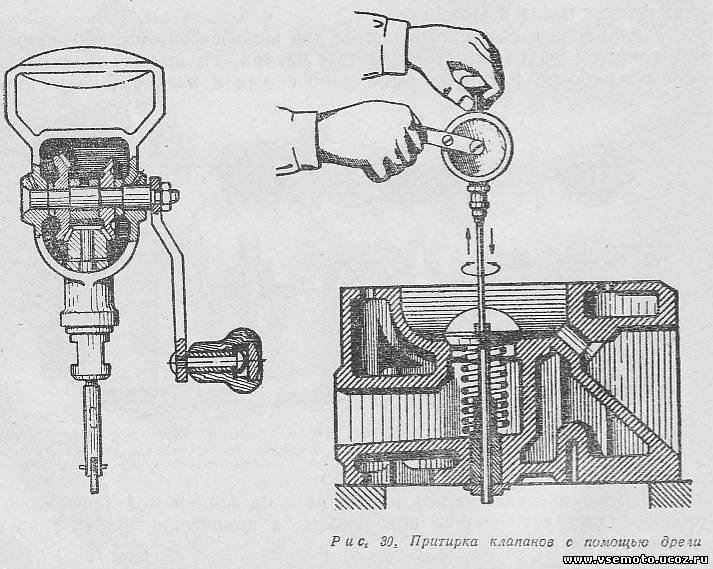 Часто они глубже 0,05 мм. Если возможно, можно избежать следов резки, используя клапан с меньшим радиусом.
Часто они глубже 0,05 мм. Если возможно, можно избежать следов резки, используя клапан с меньшим радиусом.
3. Следы эрозии: Эти следы видны в месте утечки, когда клапан закрыт. Это можно найти на всех типах клапанов. Следы часто глубже 0,05 мм.
4. Седло не плоское: Это может произойти, если седло было подвергнуто сварке, когда седло изношено или если оно было неточно отшлифовано или притерто. Это дефект, который чаще всего встречается на задвижках.
5. Трещины в седле: Этот дефект обычно возникает на клапанах со сварным седлом.
6. Коническое седло: Поверхность седла клапана обычно должна быть плоской, но может стать вогнутой или выпуклой из-за неправильной процедуры разметки.
Шлифовальные головки с приводом от трения часто создают вогнутую поверхность, т. е. такую, которая немного ниже внутри.
Одинарные шлифовальные круги часто имеют выпуклую поверхность, т. е. немного заниженную снаружи. У этого типа кофемолки скорость вращения выше на внешней стороне диска. Кроме того, шлифовальная пыль мигрирует к периферии диска, способствуя дополнительному шлифованию по внешней кромке.
Кроме того, шлифовальная пыль мигрирует к периферии диска, способствуя дополнительному шлифованию по внешней кромке.
Помните, что плотная плоская поверхность особенно важна для предохранительных клапанов сброса давления (PRV) и клапанов сброса давления (SRV), поскольку они зависят от натяжения пружины, чтобы оставаться закрытыми.
Заключительные мысли
Крайне важно, чтобы персонал предприятия был информирован и был в курсе современного оборудования и методов обслуживания арматуры. Важно иметь в виду, что техническим специалистам, использующим это оборудование, также требуются навыки и суждения, которые в конечном итоге несут ответственность за результаты выполненного обслуживания клапана. Суждение и умение — это непрерывный процесс, который усиливается знанием человеком существующих методов, процедур, оборудования, а также осведомленностью о постоянно разрабатываемых технологиях.
Техническое обслуживание клапанов имеет решающее значение не только для экономии времени и денег, но и для обеспечения максимально возможной безопасности установки и операторов внутри установок.
ОБ АВТОРЕ
Аллан Бэрри-Тейлор работал инженером-торговцем на золотых, платиновых и алмазных рудниках в Южной Африке и перешел в отдел технических продаж. Он применил практический инженерный опыт в технических продажах промышленных товаров и станков в рамках комплексных проектов по техническому обслуживанию предприятий в обрабатывающей промышленности. Затем Аллан стал самозанятым в качестве дистрибьютора нескольких торговых марок и разработал эти продукты для мировых брендов.
Наконец, Аллан занялся стартапами компании, глобальным развитием бизнеса и координацией продукции, специализируясь на плоской притирке, полировке металла по металлу (и других экзотических материалов), ремонте седел клапанов и испытаниях под давлением.
* Все изображения предоставлены Allap Technical Solutions.
Шлифовка/притирка клапанов двигателя | Grimmer Motors Hamilton
Что такое притирка клапанов?
Клапаны в двигателе выполняют несколько функций. Во-первых, они должны обеспечивать поступление топлива и воздуха. Затем они должны загерметизировать двигатель. Поскольку происходит сгорание двигателя, выпускной клапан также должен позволять сгоревшим газам выходить из камеры сгорания.
Во-первых, они должны обеспечивать поступление топлива и воздуха. Затем они должны загерметизировать двигатель. Поскольку происходит сгорание двигателя, выпускной клапан также должен позволять сгоревшим газам выходить из камеры сгорания.
Притирка клапана (обычно называемая работой клапана или притиркой клапана) может иметь решающее значение для правильного функционирования клапанов/уплотнений. Это процесс сглаживания клапанов двигателя, чтобы они могли эффективно герметизировать седло клапана в головке блока цилиндров и полностью герметизировать камеру сгорания двигателя.
Когда требуется притирка клапана?
По мере увеличения пробега вашего автомобиля клапаны могут изнашиваться и нуждаться в ремонте. Это связано с постоянным движением и перегревом двигателя. Благодаря достижениям в области металлических клапанов большинству современных двигателей никогда не потребуется притирка клапанов. Однако, если есть проблема с клапаном, седлом клапана, толкателем клапана или коромыслом, может потребоваться снять головку блока цилиндров, чтобы установить новый впускной или выпускной клапан. На этом этапе может потребоваться притирка клапана (клапанов) или его работа / шлифовка.
На этом этапе может потребоваться притирка клапана (клапанов) или его работа / шлифовка.
Старые автомобили (до 1970-х гг.), которые гораздо более склонны к прогоранию клапанов и часто нуждаются в регулярной притирке клапанов.
Работа клапанов дает механикам возможность тщательно осмотреть остальную часть двигателя, включая головки цилиндров и блок цилиндров. Любые трещины или утечки в этих компонентах могут привести к утечке масла из автомобиля и его перегреву.
Симптомы повреждения клапана включают:
- Повышенный расход топлива
- Двигатель работает неравномерно
- Белый дым из выхлопных газов
- Пыхтение из выхлопной трубы двигателя
- Отсутствие мощности двигателя
Подробнее об отказе клапана двигателя >
Из чего состоит притирание клапана?
- Клапан(ы) сняты с вашего двигателя и подготовлены для очистки.
- Углеродные отложения удаляются с клапана с особой осторожностью, чтобы не поцарапать и не повредить поверхность клапана.

