Содержание
Установка щеток и траверсы у машин постоянного тока
УСТАНОВКА ЩЕТОК И ТРАВЕРСЫ У МАШИН ПОСТОЯННОГО ТОКА. УХОД ЗА КОЛЛЕКТОРОМ, КОНТАКТНЫМИ КОЛЬЦАМИ И ЩЕТКАМИ
Правильное положение щеток может быть достигнуто правильной установкой траверсы и щеткодержателей. Последние нужно устанавливать на пальцах траверсы или бракетах так, чтобы ось расположения щеток была параллельна оси коллектора. Для этого нужно одинаковые щеткодержатели установить по линейке, расположенной параллельно оси коллектора.
Установка радиальных щеткодержателей не зависит от направления вращения якоря. Установка реактивных щеткодержателей (наклоненных к вертикали под углом 30—40°) зависит от направления вращения якоря. При правильной установке острый край щетки направлен против направления вращения, т. е. этот край является набегающим. На рис. 1, а показана правильная установка реактивного щеткодержателя, а на рис. 1, б — неправильная. Направление вращения в обоих случаях показано стрелкой.
Рис. 1. Правильная (а) и неправильная (б) установка реактивного щеткодержателя
Наклонные щеткодержатели (с углом наклона не более 15°) устанавливаются так, чтобы острый край щетки был направлен по вращению коллектора, т. е. острый край щетки должен быть сбегающим.
Щетки должны быть так установлены по окружности коллектора, чтобы расстояния между сбегающими краями щеток соседних бракетов траверсы были практически одинаковы. В противном случае может быть искрение под щетками, так как они замыкают накоротко витки обмотки, несколько сдвинутые с нейтрали. Для правильной установки щеток нужно на коллектор, под щетки, положить полоску бумаги, размеченную на равные части соответственно числу бракетов. Производить проверку равномерной установки щеток по окружности по числу коллекторных пластин, заключенных между сбегающими краями щеток соседних бракетов, не следует, так как это может дать ошибку. Указанным способом можно выдержать одинаковые расстояния между соседними рядами щеток с точностью ±1 мм, что является достаточным для нормальной работы машины.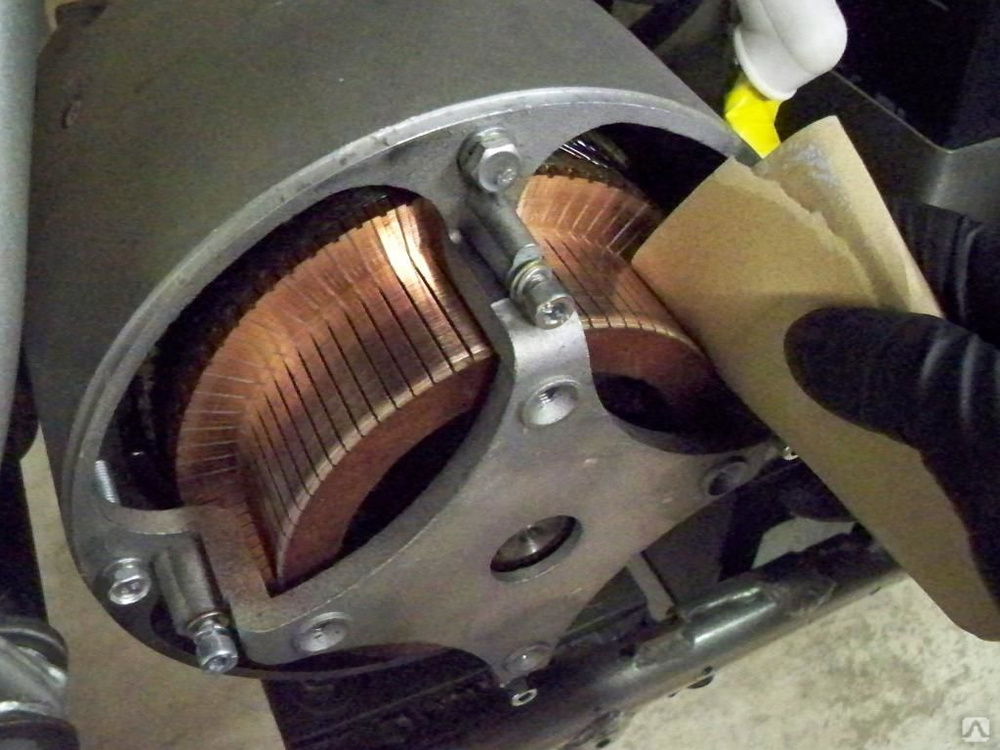
Расстояние L от обоймы щеткодержателя до поверхности коллектора (рис. 2) должно составлять 2,5— 3 мм у крупных машин, 1,5—2,5 мм
Рис. 2. Расстояние от обоймы щеткодержателя до поверхности коллектора
Рис. 3. Шахматная (а) и шахматно-ступенчатая (б) расстановка щеток на коллекторе
у машин типа ПН28,5—ПН550 и около 1 мм у машин типа ПН5—ПН 17,5.
Причиной искрения под щетками может быть повышенный зазор между щеткой и обоймой щеткодержателя или, наоборот, защемление щетки в щеткодержателе при работе. Нормальный зазор между щеткой и обоймой составляет 0,2—0,3 мм.
Так как износ коллектора под положительными и отрицательными щетками неодинаков, то, чтобы сделать его равномерным, нужно, чтобы щетки каждой лары смежных бракетов (ряд положительных и ряд отрицательных) работали друг за другом (по одному щеточному следу), а щетки следующей пары бракетов — по другому щеточному следу, сдвинутому относительно первой пары на величину а, и т. д. Расстановка щеток на коллекторе показана на рис. 3, а. Перекрытие а нужно выбрать с таким расчетом, чтобы щетки работали по всей поверхности коллектора. В многополюсных машинах щетки можно устанавливать с меньшим сдвигом, но так, чтобы полное перекрытие промежутков между щетками было достигнуто суммарным сдвигом нескольких пар бракетов. На рис. 3, б показана расстановка щеток для случая их ступенчатого расположения, применяемого иногда в крупных машинах.
д. Расстановка щеток на коллекторе показана на рис. 3, а. Перекрытие а нужно выбрать с таким расчетом, чтобы щетки работали по всей поверхности коллектора. В многополюсных машинах щетки можно устанавливать с меньшим сдвигом, но так, чтобы полное перекрытие промежутков между щетками было достигнуто суммарным сдвигом нескольких пар бракетов. На рис. 3, б показана расстановка щеток для случая их ступенчатого расположения, применяемого иногда в крупных машинах.
При осевых сдвигах якоря щетки крайних щеткодержателей не должны свисать над выточкой в коллекторе со стороны обмотки якоря и не должны выступать за наружный край коллектора.
Нажатие на щетку, создаваемое пружиной щеткодержателя, должно соответствовать определенному удельному давлению, зависящему от марки щеток и от окружной скорости коллектора или контактных колец.
Рис. 4. Проверка нажатия щеток динамометром
Рис. 5. Схема для установки траверсы
Для уменьшения механических потерь на коллекторе или кольцах стремятся установить минимальное нажатие, при котором щетки работают без искрения. Следует также учесть, что чем больше окружная скорость, тем большим устанавливают нажатие, чтобы щетки могли следовать за всеми неровностями на поверхности коллектора или колец и удовлетворительно работали при возможных вибрациях щеткодержателей. Разница в нажатии на отдельные щетки не должна превышать 10 % среднего его значения. Проверка нажатия щеток производится динамометром (рис. 4), закрепленным за рычажок щеткодержателя, прижимающий щетку к коллектору. Значение нажатия может быть определено, если между щеткой и коллектором проложить лист бумаги и производить постепенное натяжение динамометра; показание динамометра, при котором бумага может быть легко изъята, и будет соответствовать нажатию щетки на коллектор.
Следует также учесть, что чем больше окружная скорость, тем большим устанавливают нажатие, чтобы щетки могли следовать за всеми неровностями на поверхности коллектора или колец и удовлетворительно работали при возможных вибрациях щеткодержателей. Разница в нажатии на отдельные щетки не должна превышать 10 % среднего его значения. Проверка нажатия щеток производится динамометром (рис. 4), закрепленным за рычажок щеткодержателя, прижимающий щетку к коллектору. Значение нажатия может быть определено, если между щеткой и коллектором проложить лист бумаги и производить постепенное натяжение динамометра; показание динамометра, при котором бумага может быть легко изъята, и будет соответствовать нажатию щетки на коллектор.
Щетки машины постоянного тока должны быть установлены на нейтрали. Проверку правильного положения траверсы производят индуктивным методом при неподвижной машине, после предварительной пришлифовки щеток к коллектору. Траверсу устанавливают предварительно в таком положении, чтобы линия щеток приходилась примерно против середины главных полюсов (имеются в виду обычные обмотки с симметричными лобовыми частями). Обмотку возбуждения отключают, к ней через реостат от аккумуляторной батареи (рис. 4-5) подводят постоянный ток. Значение тока в обмотке не должно превышать примерно 5—10 % номинального, что важно для предотвращения пробоя обмотки экстратоками размыкания. К зажимам якоря присоединяют милливольтметр на 45—60 мВ с добавочным сопротивлением для напряжения 1,5—3 В (желательно с нулем посредине шкалы). Затем производят замыкание и размыкание тока возбуждения; при этом в якоре индуктируется ЭДС трансформации и стрелка прибора отклоняется в ту или другую сторону в зависимости от положения щеток. При щетках, находящихся на нейтрали, ЭДС должна быть практически равна нулю. Траверсу со щетками передвигают до тех пор, пока не будет достигнуто это положение щеток.
Обмотку возбуждения отключают, к ней через реостат от аккумуляторной батареи (рис. 4-5) подводят постоянный ток. Значение тока в обмотке не должно превышать примерно 5—10 % номинального, что важно для предотвращения пробоя обмотки экстратоками размыкания. К зажимам якоря присоединяют милливольтметр на 45—60 мВ с добавочным сопротивлением для напряжения 1,5—3 В (желательно с нулем посредине шкалы). Затем производят замыкание и размыкание тока возбуждения; при этом в якоре индуктируется ЭДС трансформации и стрелка прибора отклоняется в ту или другую сторону в зависимости от положения щеток. При щетках, находящихся на нейтрали, ЭДС должна быть практически равна нулю. Траверсу со щетками передвигают до тех пор, пока не будет достигнуто это положение щеток.
Лучше всего ориентироваться по показаниям прибора в момент отключения, так как показания при этом получаются более отчетливыми, а направление отклонения стрелки прибора дает возможность после нескольких проб определить, в какую сторону следует перемещать траверсу для ее правильной установки. Перед началом испытания милливольтметр должен быть включен с добавочным сопротивлением. По мере перемещения траверсы и уменьшения отклонений стрелки прибора постепенно уменьшают и его пределы измерений.
Перед началом испытания милливольтметр должен быть включен с добавочным сопротивлением. По мере перемещения траверсы и уменьшения отклонений стрелки прибора постепенно уменьшают и его пределы измерений.
Рекомендуется проверять правильность положения траверсы при различных положениях якоря. Якорь следует поворачивать в одном и том же направлении во избежание влияния на показания прибора возможного перемещения щеток в щеткодержателях. Закрепив траверсу, опять проверяют правильность ее положения. После окончательной приработки щеток к поверхности коллектора положение нейтрали проверяют еще раз.
Если машина может быть лущена в ход, то правильность установки траверсы можно проверить при работе вхолостую либо в качестве генератора, либо в качестве двигателя. Если машина работает в качестве генератора при неизменном сопротивлении в цепи обмотки возбуждения и неизменной частоте вращения, то напряжение на зажимах якоря будет наибольшим при положении щеток на нейтрали. Если машина работает в качестве двигателя, то положению щеток на нейтрали соответствует одинаковая частота вращения якоря в обоих направлениях (вперед и назад) при одинаковом напряжении и одинаковом токе возбуждения.
Коллектор, контактные кольца и щетки требуют тщательного ухода. Они должны быть всегда чистыми. Особенно вредна для них металлическая и угольная проводящая пыль, которая, смешиваясь с попавшим на контактные поверхности маслом, образует грязь и вызывает искрение.
Коллектор и контактные кольца можно чистить на ходу машины при помощи дощечки, обернутой сухой тряпкой.
Рис. 6. Правильная (а) и неправильная (б) шлифовка щеток
При этом следует соблюдать правила безопасности, заключающиеся в том, чтобы изолировать себя от соприкосновения с токопроводящими частями и не задевать руками и одеждой вращающиеся части машины.
Угольные щетки должны иметь зеркально блестящую поверхность на всей площади соприкосновения с коллектором или контактными кольцами. Сработавшиеся щетки нужно заменять щетками той же марки.
Щетки должны быть притерты к поверхности коллектора или контактных колец. Для этого под щетки 2—3 бракетов траверсы подкладывают стеклянную бумагу, обращенную рабочей стороной к щеткам; после этого бумагу передвигают взад и вперед при нормальном давлении пружин на щетки.
Применение наждачного или карборундового полотна для пришлифовки щеток недопустимо. Для правильной притирки щеток концы бумаги нужно отогнуть вниз (рис. 6, а), так как при отгибании бумаги вверх (рис. 6, б) края щеток будут опилены и уменьшится активная ширина щеток, что может вызвать искрение на коллекторе. Притирку щеток твердых марок начинают с более крупных номеров бумаги и кончают более мелкими, лишь щетки мягких марок пришлифовываются мелкими номерами бумаги. После притирки щеток производятся очистка и продувка сжатым воздухом коллектора, контактных колец, щеток и щеткодержателей для удаления угольной пыли и зерен стекла.
При продувке имеет место, однако, крайне вредный перенос угольной пыли из одной части машины в другую; во избежание этого нужно по возможности применять для чистки машины пылесос.
Контактные поверхности коллектора и контактных колец должны быть строго цилиндрическими и иметь гладкий, полированный вид, без неровностей, царапин и горелых мест; слюда между коллекторными пластинками не должна выступать за поверхность коллектора. Допустимое биение коллекторов быстроходных машин с окружной скоростью до 50 м/с, например турбовозбудителей, не должно превышать 0,02—0,03 мм, в тихоходных машинах может быть допущено, без ущерба для работы машины, значительно большее биение — порядка 0,1 — 0.2 мм. При большом биении коллектора производят обточку его резцом или шлифовку, а при биении и неровностях до 0,5 мм — шлифовку (проверку биения коллектора см. в приложении 12).
Допустимое биение коллекторов быстроходных машин с окружной скоростью до 50 м/с, например турбовозбудителей, не должно превышать 0,02—0,03 мм, в тихоходных машинах может быть допущено, без ущерба для работы машины, значительно большее биение — порядка 0,1 — 0.2 мм. При большом биении коллектора производят обточку его резцом или шлифовку, а при биении и неровностях до 0,5 мм — шлифовку (проверку биения коллектора см. в приложении 12).
Перед проточкой коллектора его следует нагреть до 100° С, затянуть в нагретом состоянии, затем дать ему остыть и снова затянуть. Затягивать следует только ослабевшие болты. Чрезмерное затягивание болтов (шпилек) коллектора может вызвать ненормальную деформацию коллектора.
Проточку коллектора производят при скорости резания примерно 90 м/мин и подаче не более 0,05—0,1 мм на оборот. Коллекторы крупных машин протачивают высококачественными резцами при вращении якоря в своих подшипниках; суппорт токарного станка пристраивают у коллектора и устанавливают так, чтобы резец был обращен режущей кромкой вверх, немного выше центра. Перед проточкой коллектора желательно предварительно «продорожить» (см. ниже) его с тем, чтобы затяжка меди не затрудняла операцию продороживания коллектора после проточки.
Перед проточкой коллектора желательно предварительно «продорожить» (см. ниже) его с тем, чтобы затяжка меди не затрудняла операцию продороживания коллектора после проточки.
Шлифовку коллектора производят мелкозернистыми камнями, укрепленными неподвижно в суппорте, либо вращающимся карборундовым мелкозернистым кругом диаметром 150— 300 мм, установленным на специальном приспособлении или суппорте; целость круга следует проверить, а работу производить при наличии достаточно прочных предохранительных щитков. При шлифовке коллектора неподвижным камнем оптимальная окружная скорость коллектора находится в пределах 10— 20 м/с, шлифовка может производиться также и при номинальной окружной скорости. При шлифовке коллектора при помощи вращающегося круга последний должен вращаться навстречу коллектору, подача должна быть весьма незначительной.
При наличии царапин, нагара и прочих местных дефектов коллектор подвергается полировке. Этой операции коллектор подвергается и после проточки или шлифовки. Полировка устраняет следы обработки коллектора (резцом или камнем) и создает благоприятные условия для образования оксидной пленки («политуры») на его поверхности, необходимой для правильной работы коллектора и щеток. Полировку производят при номинальной частоте вращения, применяя мелкую стеклянную бумагу № 00.
Полировка устраняет следы обработки коллектора (резцом или камнем) и создает благоприятные условия для образования оксидной пленки («политуры») на его поверхности, необходимой для правильной работы коллектора и щеток. Полировку производят при номинальной частоте вращения, применяя мелкую стеклянную бумагу № 00.
Для полировки коллектора стеклянную бумагу прикрепляют к деревянной колодке (рис 7), которую пригоняют точно по диаметру коллектора; ширину бруска выбирают такой, чтобы он мог свободно помещаться между щетками двух соседних бракетов. Колодку прижимают к вращающемуся коллектору. По достижении гладкой поверхности коллектор очищают и продувают сжатым воздухом, к колодке прикрепляют новую стеклянную бумагу, на которую наносят тонкий слой чистого вазелина, и продолжают полировку до получения поверхности равномерного темного цвета. Все сказанное относительно требований, предъявляемых к коллектору и его обработке, относится также и к контактным кольцам. Разница лишь в одном: в связи с более легкими условиями работы контактных колец для них может быть допущено несколько большее биение.
Рис. 7. Колодка для полировки коллектора
Рис. 8. Пилка для выпиливания слюды в коллекторе
Слюду (миканит) между коллекторными пластинами выпиливают на глубину 1,5—2 мм; эта операция называется продороживанием коллектора. Продороживание можно производить либо специальной фрезой, вращаемой небольшим электродвигателем, либо вручную — при помощи специальной пилки (рис. 8), которую обычно изготовляют из небольшого куска ножовочного полотна (без развода зубцов) и зажимают в рукоятку. Пропиливание слюды должно быть выполнено по рис. 9; а, а не по рис. 9, б; в последнем случае после небольшого износа коллектора слюда будет выступать за его пределы. Края коллекторных пластин надо притупить шабером под углом приблизительно 45° на ширину не более 0,5 мм.
Иногда, особенно у быстроходных машин, даже тщательное выполнение указанных мероприятий с целью обеспечения нормальной работы щеток на контактных кольцах не приводит к желаемым результатам: продолжается сильное искрение, имеют место повышенный нагрев и накал щеток, а также сильный износ щеток и контактных колец.
Рис. 9. Правильное (а) и неправильное (б) выпиливание слюды в коллекторе Рис. 10. Винтовая канава — на коллекторе
Хорошим средством для улучшения коммутации является винтовая канавка на коллекторе и особенно на кольцах (рис. 10).
Она непрерывно в процессе работы машины очищает зеркало щетки от продуктов подгара и образует под щеткой канал, через который интенсивно охлаждается контактная поверхность щетки. В результате этого резко улучшается коммутация и уменьшается износ щеток и колец. Известны случаи, когда удалось добиться нормальной работы щеток на кольцах быстроходных роторов только после нарезки винтовых канавок.
Шаг t канавки рекомендуется принимать от 10 до 25 мм, ширину а — от 3 до 4 мм, а глубину h — в зависимости от предусмотренного припуска на обточку кольца. Например, на стальных кольцах роторов турбогенераторов при частоте вращения 3000 об/мин и толщине кольца около 50 мм принимают глубину равной 7,5 мм, шаг—10 мм и ширину канавки —3 мм; на бронзовых кольцах машины при 6000 об/мин и толщине кольца около 35 мм принимают глубину равной 3,5 мм, шаг и ширину канавки — также 10 и 3 мм.
После нарезки канавки необходимо вырубить тонкие (меньше 2 мм) буртики и притупить острые кромки.
Перед производством работ по проточке, шлифовке и полировке коллектора или контактных колец должны быть приняты соответствующие меры для предотвращения попадания стружки и абразивной пыли внутрь машины; по окончании этих работ необходимо произвести осмотр, чистку и продувку машины сжатым воздухом.
Ремонт коллектора и щеток электрических машин постоянного тока / Публикации / Energoboard.ru
22 февраля 2012 в 10:00
При работе генераторов и электродвигателей постоянного тока чисто наблюдается искрение на коллекторе, при этом на поверхности его появляются борозды, пластины подгорают. В результате коллектор и щетки быстро изнашиваются.
Искрение на коллекторе может быть вызвано неисправностями коллектора, щеток, щеткодержателей и обмоток электродвигателей.
Неисправности коллектора и их устранение
Шероховатость поверхности является наиболее распространенной неисправностью коллектора. Шероховатость поверхности коллектора возникает в результате царапин, нагара или слоя окиси на коллекторе.
Шероховатость поверхности коллектора возникает в результате царапин, нагара или слоя окиси на коллекторе.
Царапины наносятся твердыми частицами, попавшими на коллектор под щетки. Нагар образуется от искрения, а слой окиси на коллекторе появляется после длительного нахождения электродвигателя в местах с повышенной влажностью.
Шероховатость коллектора устраняют шлифовкой его поверхности мелкой стеклянной бумагой. Бумагу прижимают к вращающемуся коллектору специальной деревянной колодкой из твердого дерева с вырезом в ней по форме коллектора.
Образование желобков. При расположении щеток одна против другой после длительной работы электродвигателя на коллекторе образуются желобки, поверхность коллектора становится волнистой. Эту волнистость устраняют проточкой коллектора на токарном станке. Чтобы избежать возникновения желобков, щетки надо располагать в шахматном порядке.
Выступание миканита над пластинами. Миканитовые прокладки коллектора тверже медных пластин. Поэтому в процессе работы они меньше истираются и постепенно выступают над поверхностью пластин.
Для устранения этой неисправности необходимо продорожить коллектор, т. е. удалить выступающий между пластинами миканит тонкой пилкой. При продороживании пилку надо водить по линейке, уложенной параллельно краю пластины коллектора.
После продороживания все канавки между пластинами коллектора прочищают волосяной щеткой и при помощи шабера снимают фаски с краев коллекторных пластин. После этого коллектор шлифуется и продувается сжатым воздухом.
Биение коллектора может появляться в результате: неисправности подшипника электродвигателя, неодинаковой высоты пластин коллектора, проявляющейся при некачественной сборке и неправильной центровке якоря электродвигателя.
Дли устранения биения коллектора неисправный подшипник ремонтируют или заменяют. Если биение коллектора происходит вследствие неодинаковой высоты ого пластин, то коллектор следует проточить на токарном станке до устранения биения. При неправильной центровке, вызывающей биение коллектора, якорь необходимо заново отцентрировать на специальном станке.
Неисправности щеток и их устранение
Щетки плохо пришлифованы, обломаны по краям или имеют царапины на прилегающей к коллектору поверхности.
Для устранения этого угольные и графитные щетки надо пришлифовать к коллектору стеклянной бумагой. При этом следует начинать с крупных номеров стеклянной бумаги и постепенно переходить к более мелким.
Применять для пришлифовке наждачное полотно запрещается, так как наждачная пыль, забиваясь в прорези между коллекторными пластинами, замыкает их между собой.
Щетки неправильно расположены на коллекторе. Это может быть в том случае, если они прилегают к пластинам коллекторов одной стороной, или траверса щеткодержателей установлена не по заводским меткам, имеющимся на ней и на корпусе.
Сдвинутую траверсу надо установить по заводским меткам. При отсутствии заводских меток или их неправильности (искрение не устраняется) нужно установить щетки на нейтраль, смещая их по коллектору (у генераторов — в сторону вращения, а у двигателей — в противоположную сторону) до полного исчезновения искрения.
Положение щеток на нейтрали соответствует: у генераторов — их наибольшему напряжению при холостом ходе; у двигателей — равенству чисел оборотов при прямом и обратном вращении.
Одностороннее прилегание щеток может быть устранено поворотом обоймы щеткодержателя или пришлифовкой их к коллектору, если обойма щеткодержателя неподвижна.
Щетки недостаточно прижаты к коллектору или неплотно установлены в обойме. Это бывает при слабом нажатии пружин щеткодержателя на щетки, слишком большом просвете между щеткой и обоймой либо при плохом закреплении траверсы и щеткодержателя.
Силу нажатия на щетку увеличивают посредством регулировки нажимной пружины. В случае отсутствия регулировочного устройства пружину заменяют на более жесткую. Для устранения колебания щетки в обойме щеткодержателя ее заменяют на большую — по размерам обоймы. Если же колебания щетки вызваны ослаблением креплений щеточного механизма, то надо затянуть укрепляющие болты на траверсе и щеткодержателях.
Чрезмерное увеличение силы тока, проходящего через щетки. Если плотность тока в щетке превышает величину, допустимую для данного типа щеток, то это приводит к неизбежному перегреву щеток.
Если плотность тока в щетке превышает величину, допустимую для данного типа щеток, то это приводит к неизбежному перегреву щеток.
Если после устранения рассмотренных повреждений искрение на коллекторе продолжается, то причиной его могут быть повреждения обмотки якоря или полюсов машины: короткое замыкание, распайка обмотки якоря в петушках, разрыв якорного проводника, замыкание на железо. В большинстве случаев эти повреждения исправляются при капитальном ремонте машины постоянного тока.
Источник:
Школа электрика
3209
Закладки
Новый ПАК ПТК КРУГ-2000 для импортозамещения в промышленной автоматизации
26 мая в 18:42
42
Термоскрепленное нетканое полотно для фильтровальных материалов
26 мая в 18:40
48
В Удмуртэнерго прошли соревнования профмастерства работников блока реализации услуг
26 мая в 14:52
41
Испытания блоков питания
26 мая в 12:08
88
Игорь Маковский: мы полностью готовы обеспечить надежное электроснабжение пунктов сдачи Единого государственного экзамена
26 мая в 10:56
61
В «Нижновэнерго» состоялся семинар для специалистов-транспортников из 20 российских регионов
25 мая в 13:10
67
Протокол IEC 61850
25 мая в 11:38
77
Новые технологии и оборудование
24 мая в 17:39
112
Вата мебельная
24 мая в 17:39
96
Курские энергетики напоминают школьникам о правилах обращения с электрическим током
24 мая в 13:04
87
Новая газотурбинная ТЭЦ в Касимове выдаст в энергосистему Рязанской области более 18 МВт мощности
4 июня 2012 в 11:00
260652
Выключатель элегазовый типа ВГБ-35, ВГБЭ-35, ВГБЭП-35
12 июля 2011 в 08:56
57895
Выключатели нагрузки на напряжение 6, 10 кВ
28 ноября 2011 в 10:00
49809
Распределительные устройства 6(10) Кв с микропроцессорными терминалами БМРЗ-100
16 августа 2012 в 16:00
31366
Элегазовые баковые выключатели типа ВЭБ-110II
21 июля 2011 в 10:00
24677
Признаки неисправности работы силовых трансформаторов при эксплуатации
29 февраля 2012 в 10:00
22400
Оформляем «Ведомость эксплуатационных документов»
24 мая 2017 в 10:00
21328
Схемы и группы соединений обмоток трансформаторов
7 января 2012 в 10:00
17919
Выключатель вакуумный трехфазный ВВ/TEL (Часть 1)
24 ноября 2011 в 14:00
15879
Элегаз и его применение. Свойства и производство
Свойства и производство
7 октября 2011 в 10:00
15631
публикации
Ремонт коллектора и щеток электрических машин постоянного тока
3209
Сегодня, в 05:44
публикации
Автоматическое повторное включение линий в сельских распределительных сетях
2889
Сегодня, в 05:44
товары и услуги
Шкафы автоматического управления дутья ШАОТ-ДЦ, ШД-2
774
Сегодня, в 05:44
товары и услуги
Продам вкладыш ПВД.
649
Сегодня, в 05:43
публикации
Трансформаторные подстанции на напряжение 6 — 10 / 0,38 кВ в распределительных сетях
4874
Сегодня, в 05:43
товары и услуги
Куплю электрооборудование с хранения, неликвиды
707
Сегодня, в 05:41
публикации
Трансформаторные подстанции КТП и все о них
2888
Сегодня, в 05:41
товары и услуги
Куплю кабель дорого!
5193
Сегодня, в 05:39
пользователи
Профиль пользователя ID10927
402
Сегодня, в 05:39
товары и услуги
Виктор
1063
Сегодня, в 05:39
публикации
Новая газотурбинная ТЭЦ в Касимове выдаст в энергосистему Рязанской области более 18 МВт мощности
260652
Сегодня, в 05:33
справочник
Инструкция по монтажу контактных соединений шин между собой и с выводами электротехнических устройств
80878
Сегодня, в 04:37
справочник
Измерение сопротивления обмоток постоянному току
67422
Сегодня, в 04:53
публикации
Выключатель элегазовый типа ВГБ-35, ВГБЭ-35, ВГБЭП-35
57895
Сегодня, в 05:33
справочник
Инструкция по осмотру РП, ТП, КТП, МТП
53026
Вчера, в 22:42
публикации
Выключатели нагрузки на напряжение 6, 10 кВ
49809
Сегодня, в 05:33
пользователи
Профиль пользователя ID7667
49575
Вчера, в 07:51
справочник
Эксплуатация, хранение и транспортировка кислородных баллонов
49042
Сегодня, в 05:28
справочник
Методика измерения сопротивления изоляции
46317
Сегодня, в 04:44
справочник
Положение об оперативно-выездной бригаде района электрических сетей
43731
Вчера, в 19:43
Информация обновлена сегодня, в 05:43
Ирина
974 Объявления
koemz@mail. ru
ru
175 Объявлений
522889
136 Объявлений
Андрей
132 Объявления
Евгений
103 Объявления
Игорь
86 Объявлений
Николай
75 Объявлений
Анатолий
52 Объявления
volokno
47 Объявлений
find2pm
46 Объявлений
Информация обновлена сегодня, в 05:43
Ирина
974 Объявления
koemz@mail. ru
ru
746 Объявлений
Евгений
741 Объявление
Евгений
426 Объявлений
Елена Владимировна
403 Объявления
Сергей
267 Объявлений
Дмитрий
225 Объявлений
Сергей
213 Объявлений
Сергей
136 Объявлений
522889
136 Объявлений
Информация обновлена сегодня, в 05:43
Проблемы с общим коллекторным кольцом — Cutsforth
Возникновение дуги
Вызвано нарушением соединения щетки с кольцом. Ограничения коробки щеток, такие как нагар, плохое давление пружины и некруглые кольца, являются наиболее частыми причинами видимого искрения. Без надлежащего обслуживания это искрение может перерасти в катастрофический кольцевой пожар, вызывающий повреждение оборудования и вынужденный выход из строя.
Ограничения коробки щеток, такие как нагар, плохое давление пружины и некруглые кольца, являются наиболее частыми причинами видимого искрения. Без надлежащего обслуживания это искрение может перерасти в катастрофический кольцевой пожар, вызывающий повреждение оборудования и вынужденный выход из строя.
Крепление для кистей
Любые ограничения, имеющиеся в ящике для щеток, могут ограничивать свободное перемещение кисти в ящике. Некоторые примеры:
- Погнутый щеткодержатель, упавший
- Неровный край или заусенец на внутренней стенке корпуса щетки
- Накопление углеродистых отложений (затвердевшая, а не угольная пыль)
- Давление пружины от пружин постоянного давления. Создает боковое давление, заставляющее кисть слипаться.
Углеродные отложения
Небольшие затвердевшие отложения углерода (не угольная пыль), которые прилипают к стенке щеточного блока в результате повторяющихся ударов щетки о щеточный блок в высокоскоростных турбогенераторах.
Эрозия блока кистей
Это происходит, когда блок кистей становится основным текущим путем. Может быть вызвано сгоревшими/перегретыми шунтами. Коробка щетки изъедается из-за электроэрозии. Эту электрическую эрозию часто можно увидеть и на кисти.
Щетки со сколами — вибрация щеток
Щетки могут трескаться, когда кольцо коллектора становится некруглым, что приводит к перемещению (или вибрации) щетки в корпусе щетки. Выкрашивание щеток может произойти, когда вибрация щеток достигает > 10-15 мл.
Механизмы захвата щеток в некоторых держателях щеток OEM и вторичного рынка могут сколоть щетки, если они не работают должным образом. Щетки также могут отколоться, если они не полностью прилегают к поверхности кольца коллектора.
Обесцвеченные шунты
Избирательное действие вызывает перегрев шунтов, что приводит к обесцвечиванию. Серебрение шунта (см. фото) может указывать на то, что происходит избирательное действие — по щетке проходит слишком большой ток.
Фотографирование
Это распространенное явление, также называемое визуализацией, образованием следов или ореолом, представляет собой нарушение соединения щетки с кольцом. Следы являются признаками электрической эрозии, приводящей к нарушению соединения, что влияет на концентричность (или округлость) кольца. Поверхность кольца можно наблюдать с помощью стробоскопа во время работы устройства. При съемке цифровых изображений также можно делать снимки во время работы устройства.
Плохая поверхность кольца
Загрязнение, ржавчина и грязный воздух могут негативно повлиять на поверхность кольца коллектора. Эти условия могут вызвать быстрый износ щеток, повлиять на пленку щетки (или патину) и вызвать проблемы с передачей тока от кольца через щетки.
Плохие клеммные соединения
Плохо спроектированные и плохо обслуживаемые клеммные соединения могут стать проблемными местами для ваших щеткодержателей. Эти точки подключения трудно обслуживать, и поэтому они не обслуживаются регулярно. На рисунках показаны незакрепленные или сгоревшие точки соединения, которые могут быть проблемными местами для образования дуги.
На рисунках показаны незакрепленные или сгоревшие точки соединения, которые могут быть проблемными местами для образования дуги.
Проблемы с пружинами
Пружины щеткодержателя OEM и неоригинальные конструкции не позволяют легко заменить. Пружина обычно приклепана к пружинному зажиму или держателю магазинного типа. Ослабленные или перепружиненные пружины ухудшают соединение щетки с кольцом. Пружина держателя щетки Cutsforth™ легко заменяется. Мы предоставляем новую пружину с каждой щеткой, что устраняет эту распространенную проблему.
Изношенные кольца коллектора с канавками
Кольца коллектора и коллекторы имеют канавки из-за износа механических и электрических щеток. Нефильтрованный воздух и загрязнение маслом также могут увеличить износ кольца. Онлайн-сервис Cutsforth™ Truing Service может восстановить поверхность кольца без отключения.
Изношенная или отсутствующая спиральная канавка
Если какая-либо часть спиральной канавки изношена ниже 0,035 дюйма или отсутствует, канавку следует восстановить, чтобы предотвратить проблемы, связанные с избирательным действием. Реставрация спиральных канавок Cutsforth™ экономит ценное время простоя и расходы на обслуживание.
Реставрация спиральных канавок Cutsforth™ экономит ценное время простоя и расходы на обслуживание.
Некруглые кольца
Плоские или впадины на кольце коллектора или коллекторе из-за электрической эрозии увеличивают вибрацию щетки (или вибрацию щетки) и проблемы с держателем щетки, связанные с вибрацией. Эта овальность не будет заметна невооруженным глазом. Онлайн-сервис Cutsforth™ Truing Service работает с некруглыми коллекторными кольцами и коллекторами, поскольку выполняется при рабочей скорости и температуре.
Коллекционное кольцо
| Кольцо коллектора щетки|Кольцо токосъемника угольной щетки
Являясь ведущим производителем контактных колец угольной щетки в быту, Senring предлагает недорогие токопроводящие контактные кольца решений. мы исследовали 2 кольца, 3 кольца, 4 кольца и более серий контактных колец с угольной щеткой.
- Характеристики
- Может передавать большую силу тока;
- Угольные щетки менее пригодны для носки, чем электронные щетки; нуждаются в регулярном уходе и очистке от нагара;
- Больше веса, чем контактное кольцо электронных щеток;
- По сравнению с контактным кольцом электронных щеток Senring: ниже 1000 А рекомендуется контактное кольцо электронных щеток; более 1000А, рекомендуется контактное кольцо с угольными щетками.


Руководство по продукту
Установка
@Технический запрос
Список моделей
| СНТ35-02 | 2 кольца | 35 мм | 69 мм | 10 мм | 12 мм | 46 мм |
| СНТ43-02 | 2 кольца | 43 мм | 78 мм | 11 мм | 10 мм | 40 мм |
| СНТ54-02 | 2 кольца | 54 мм | 100 мм | 14 мм | 15 мм | 50 мм |
| СНТ60-02 | 2 кольца | 60 мм | 134 мм | 16 мм | 10 мм | 51 мм |
| СНТ22-02 | 2 кольца | 22 мм | 48 мм | 12 мм | 8 мм | 45 мм |
| СНТ30-03 | 3 кольца | 30 мм | 75 мм | 10 мм | 12 мм | 76 мм |
| СНТ40-03 | 3 кольца | 40 мм | 70 мм | 6 мм | 12 мм | 53 мм |
| СНТ34-03 | 3 кольца | 34 мм | 80 мм | 6 мм | 18 мм | 75 мм |
| СНТ35-03 | 3 кольца | 35 мм | 80 мм | 15 мм | 12 мм | 87мм |
| СНТ55-03 | 3 кольца | 55 мм | 102 мм | 20 мм | 12 мм | 90 мм |
| СНТ22-04 | 4 кольца | 22 мм | 48 мм | 6 мм | 8 мм | 64 мм |
| СНТ24-04 | 4 кольца | 24 мм | 57 мм | 6 мм | 10 мм | 66 мм |
| СНТ30-04 | 4 кольца | 30 мм | 67 мм | 12 мм | 9мм | 97 мм |
| СНТ38-04 | 4 кольца | 38 мм | 72 мм | 8 мм | 10 мм | 74 мм |
| СНТ30-04 | 4 кольца | 30 мм | 87мм | 8 мм | 10 мм | 78 мм |
*Если стандартные модели не подходят, свяжитесь с нами для получения индивидуальных решений.