Содержание
Как узнать размер поршня: маркировка, подбор колец
В двигателе внутреннего сгорания основной несущей деталью является поршень. Его задача: преобразовывать энергию сжатого газа в поступательные движения. Выработка деталей характеризуется истиранием элемента и колец. Для установки новых запчастей нужно уметь определять размеры поршней, чтобы они подошли к вашему автомобилю.
Как узнать размер поршня
Если имеется проблемный цилиндр, то в нем предстоит поменять поршневую группу. Причем работать следует со всеми валами, установив на каждый новые детали. Все кольца должны иметь одинаковый износ, чтобы компрессия была практически единой, а работа механизма стабильной. После обработки на заводе все поршни сортируют на пять групп по диаметру, начиная с нормального с добавлением разницы в 0,01 мм.
Маркировка поршней позволяет судить об их геометрических размерах, материале, из которого они сделаны, монтажном зазоре и прочих параметрах. Может возникнуть проблема расшифровки данных: встречаются импортные и отечественные запчасти.
Может возникнуть проблема расшифровки данных: встречаются импортные и отечественные запчасти.
Смотреть нужно номер отливки, который размещен на внутренней стороне. Для этого поршень извлекают из блока цилиндров и на внутренней полости изучат информацию. Но такой способ подойдет не всегда. Когда имеется стандартный размер поршня, ему соответствует несколько ремонтных размеров. Когда этот номер совпадает с несколькими моделями, потребуется выполнить замер контролируемых геометрических параметров.
Как определить размер без маркировки
Замена элементов шатунно-поршневой группы требует тщательного подбора поршней по классу, а также шатунов по массе. Важно вычислить зазор, который есть между ними. Следует учесть, что указываемый размер цилиндра является внутренним диаметром гильзы. Поршень производят меньше этих показателей на величину монтажного зазора. Порядок действий:
-
Замерять поршень нужно на его юбке. Она расположена на расстоянии 0,5 см от нижнего юбочного торца. Узнать, какой размер поршня, поможет микрометр, зубцы которого располагают в указанной точке.
Она расположена на расстоянии 0,5 см от нижнего юбочного торца. Узнать, какой размер поршня, поможет микрометр, зубцы которого располагают в указанной точке. -
Размер цилиндра можно замерить нутрометром. При наличии этих приборов, вы получите две величины. -
Вычислить зазор между поршнем и цилиндром. Его определяют, как разность между замером этих деталей. Предельно допустимый составляет 0,15 мм, если он соответствует, то подбирать можно поршни из последующих классов. В случае превышения этого числа, придется расточить цилиндр под идущий за ним ремонтный размер.
 Она расположена на расстоянии 0,5 см от нижнего юбочного торца. Узнать, какой размер поршня, поможет микрометр, зубцы которого располагают в указанной точке.
Она расположена на расстоянии 0,5 см от нижнего юбочного торца. Узнать, какой размер поршня, поможет микрометр, зубцы которого располагают в указанной точке.
Подбор колец на поршень
Поршневые комплекты, в принципе, несложно подбирать. Сейчас выпускают множество двигателей разных производителей. Причем отыскать можно аналоги, и оригинальные детали. Безусловно, что оригиналы имеют высокое качество, и смогут служить дольше. В любом случае, размер поршня двигателя играет первостепенную роль. Кольцевые зажимы должны ему соответствовать.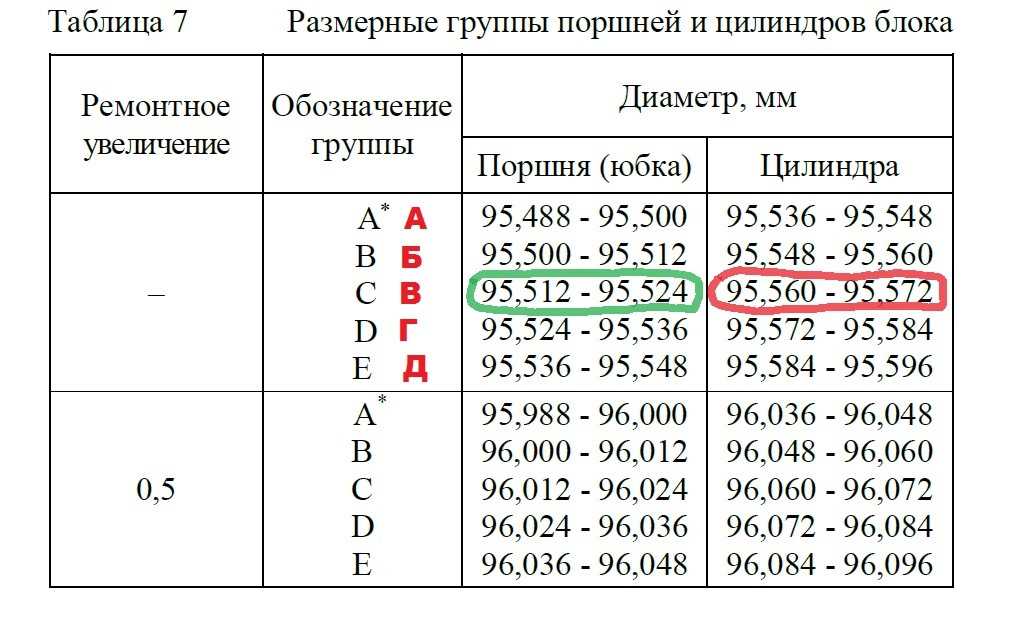
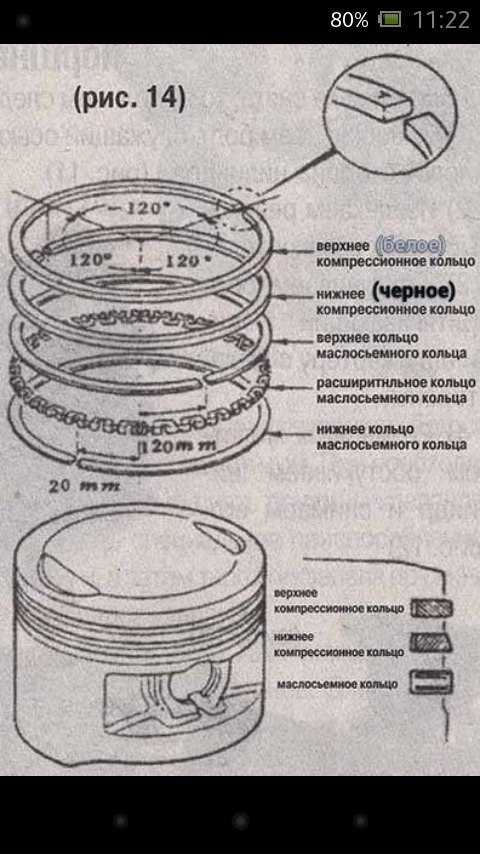
Количество колец на один поршень разное. Все зависит от двигателя, на современных движках их обычно приходится по два компрессионных и одному маслосъемному. Чаще всего такие элементы приобретают по VIN коду машины. Также можно использовать технические характеристики ДВС, или же коды, которые отмечены на кольцах.
Записаться на сервис Вы можете по телефону:
8 (863) 30-90-030
Наш рейтинг: 4.59 (Отзывов: 50)
Подбор поршня к цилиндру. Ремонт поршневой группы
Подбор поршня к цилиндру. Ремонт поршневой группы
Ремонтируем двигатель
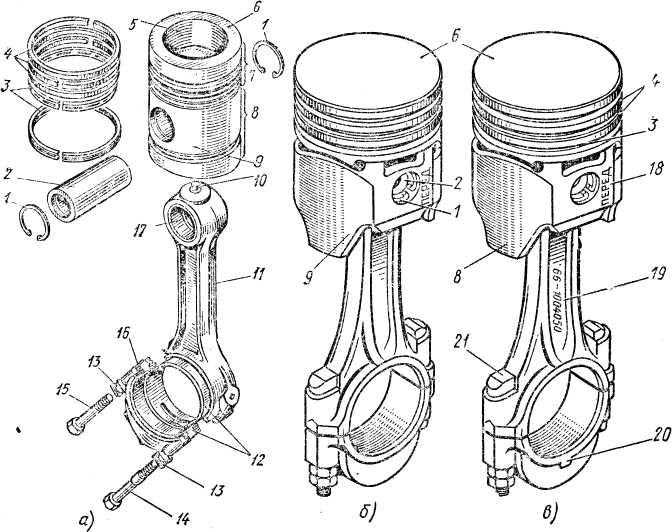
Перед тем как устанавливать на двигатель новые поршни, следует тщательно изучить их маркировку и подобрать таким образом, чтобы они полностью совпадали по классам и по весу. Вся маркировка наносится клеймом на днище поршня.
Маркировка поршня и шатуна;
Во-первых, поршни могут различаться по наружному диаметру.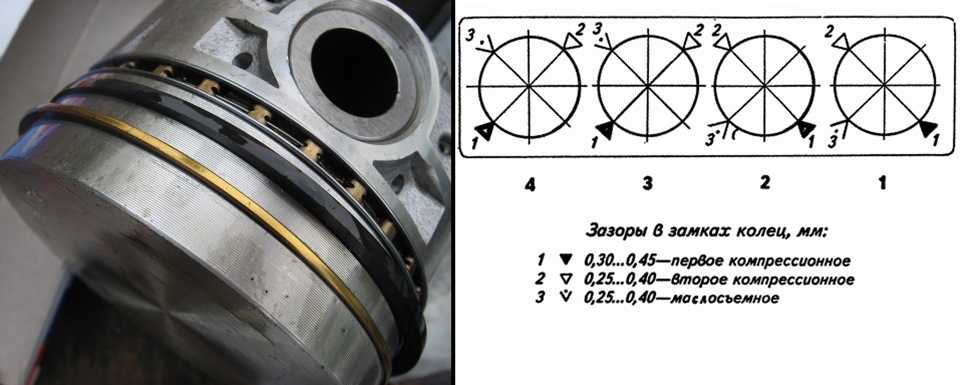 Существует пять классов: A,B,C,D,E . Разница диаметров между соседними классами составляет 0,01 мм. Так как снаружи поршень имеет сложную форму, то проводить замеры его диаметра нужно только в плоскости, которая перпендикулярна поршневому пальцу — на расстоянии 51,5 мм от поршневого днища.
Существует пять классов: A,B,C,D,E . Разница диаметров между соседними классами составляет 0,01 мм. Так как снаружи поршень имеет сложную форму, то проводить замеры его диаметра нужно только в плоскости, которая перпендикулярна поршневому пальцу — на расстоянии 51,5 мм от поршневого днища.
Во-вторых, поршни делятся по диаметрам отверстия под поршневой палец. Существует три класса: класс 1, класс 2 и класс 3 . Шаг между ними составляет 0,004 мм. В соответствии с этим на торце поршневых пальцев также присутствуют обозначения в виде цветных полос. Синяя метка означает, что поршневой палец принадлежит к первому классу, зеленая — ко второму, красная — к третьему. Существует три группы поршней по массе: нормальная, плюс 5 грамм, минус 5 грамм. На одном двигателе следует устанавливать поршни только с одинаковыми значениями массы. Что касается поршней ремонтных размеров, то они изготавливаются с увеличенным наружным диаметром и бывают двух видов: диаметр первых увеличен на 0,4 мм, вторых — на 0,8 мм.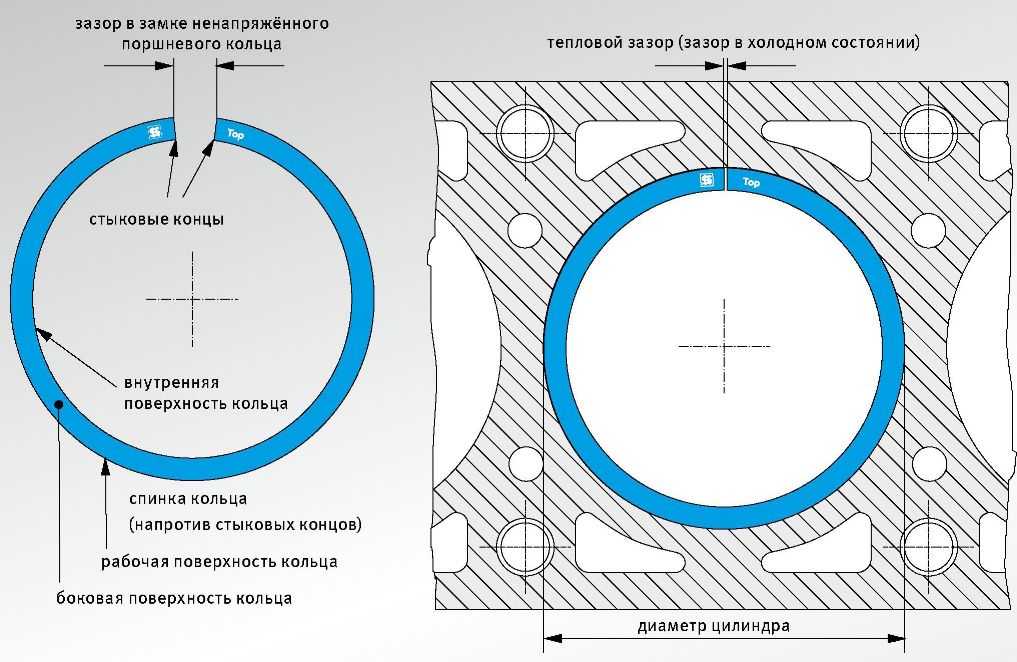 Значению 0,4 мм соответствует клеймо в виде треугольника на днище поршня, а значению 0,8 мм — в виде квадрата. Кольца ремонтных размеров имеют такие же разбежки в размерах и маркируются соответственно «40» и «80».
Значению 0,4 мм соответствует клеймо в виде треугольника на днище поршня, а значению 0,8 мм — в виде квадрата. Кольца ремонтных размеров имеют такие же разбежки в размерах и маркируются соответственно «40» и «80».
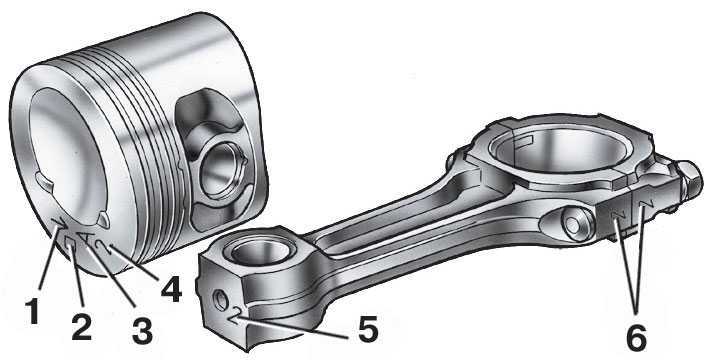
Также на днище поршня наносится клеймо в виде стрелки 2). Она служит ориентиром при его установке в цилиндр двигателя и должна показывать в сторону привода распредвала.
Еще одна маркировка, которая призвана нам помочь при сборке двигателя — это цифры на шатунах и крышках. Они указывают на номер цилиндра, в который устанавливаются, и обязательно должны совпадать, так как шатуны подвергаются обработке вместе с крышками и не являются взаимозаменяемыми.
Для новых деталей зазор между цилиндром и поршнем должен составлять 0,025-0,045 мм. Это достигается путем установки поршней того же класса, что и цилиндры. При сильном износе деталей максимальное значение зазора, которое можно допустить — 0,15 мм. При большем его значении нужно подбирать новые поршни. В качестве запасных частей изготавливаются поршни классов A, C и E..jpg) Учитывая небольшое перекрытие размеров, этих трех классов вполне достаточно, чтобы при ремонте двигателя подобрать поршни к абсолютно любому цилиндру. Так, к примеру, поршень «C» класса может подойти к цилиндрам «B» и «D» классов, либо к изношенным цилиндрам «A» и «B» классов
Учитывая небольшое перекрытие размеров, этих трех классов вполне достаточно, чтобы при ремонте двигателя подобрать поршни к абсолютно любому цилиндру. Так, к примеру, поршень «C» класса может подойти к цилиндрам «B» и «D» классов, либо к изношенным цилиндрам «A» и «B» классов
На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяют на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17… 23 °С.
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели.
Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом толщиной 0,08 мм, шириной 10… 13 мм и длиной не менее 200 мм. Ленту-щуп протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25… 45 Н, При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока или после их выпрессовки. После подбора поршней к гильзам цилиндров необходимо на днищах поршней выбить порядковые номера цилиндров.
Посадку пальца в бобышках поршня выполняют с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с некоторым натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует заменить.
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна.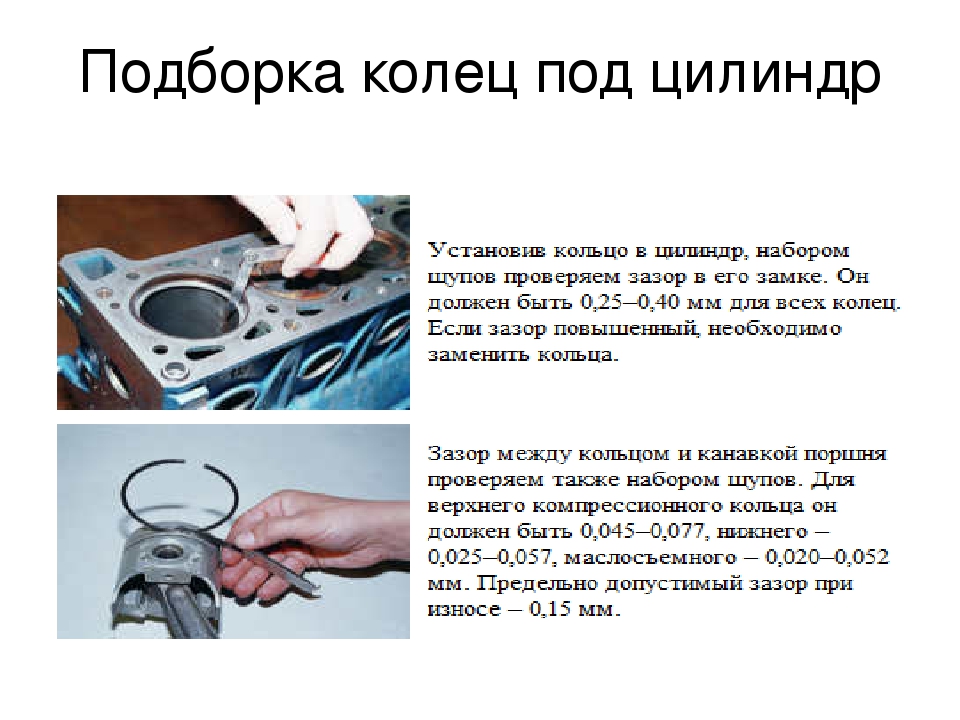 Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.
Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.
Рис. Подбор поршня к гильзе с помощью ленты-щупа:
а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе.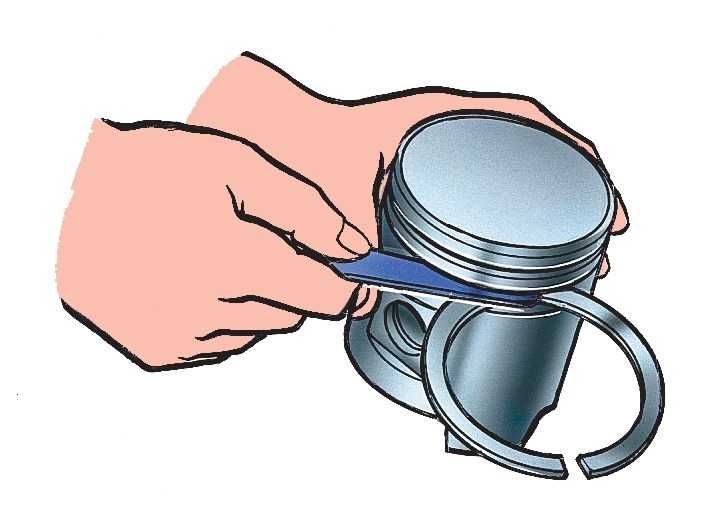 Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
- нагар на днище и в канавках под кольцами;
- трещины и царапины на стенках;
- износ по диаметру;
- износ канавок для поршневых колец;
- износ отверстий в бобышках.
Нагар с днища удаляют тупым металлическим скребком или металлической щеткой, предварительно смочив нагар керосином.
Нагар из канавок удаляют специальным приспособлением. Наличие трещин в поршне определяют на слух, для чего поршень берут за головку, а по юбке наносят легкие удары металлическим предметом. Глухой, дребезжащий звук указывает на наличие трещин.
Рис. Приспособление для удаления нагара из канавок поршня.
Поршни, имеющие большой износ по диаметру, трещины и глубокие царапины, необходимо заменить. Изношенные канавки для поршневых колец могут быть проточены под увеличенный размер колец по высоте на токарном станке при помощи приспособления, представляющего собой кольцо с наружным диаметром, равным внутреннему центрирующему пояску поршня. На кольцо, установленное в патрон станка, надевают поршень и закрепляют его болтом с проушиной. Болт проушиной соединен с поршнем посредством поршневого пальца и проходит сквозь шпиндель станка. С обратной стороны болт закреплен гайкой. Канавки на поршне следует протачивать с учетом установленных ремонтных размеров поршневых колец.
На кольцо, установленное в патрон станка, надевают поршень и закрепляют его болтом с проушиной. Болт проушиной соединен с поршнем посредством поршневого пальца и проходит сквозь шпиндель станка. С обратной стороны болт закреплен гайкой. Канавки на поршне следует протачивать с учетом установленных ремонтных размеров поршневых колец.
Рис. Установка поршня при проточке поршневых канавок:
1 — поршневой палец; 2 — установочное кольцо; 3 — болт с проушиной; 4 — гайка; 5 — шпиндель станка; 6 — патрон станка.
Изношенные отверстия в бобышках ремонтируют развертыванием их под увеличенный диаметр поршневого пальца при помощи раздвижной развертки с направляющим хвостовиком. Применение коротких разверток недопустимо, так как это легко приводит к нарушению перпендикулярности оси пальца с осью поршня; поэтому после развертывания необходимо проверять перпендикулярность осей на специальном приспособлении.
Рис. Проверка перпендикулярности оси поршневого пальца.
Поршень надевают на палец приспособления и придвигают вплотную к стойке. При этом штифт индикатора, укрепленного к стойке, соприкасается с поршнем, и стрелка индикатора даст определенное отклонение. Заметив показания индикатора, поршень снимают и надевают на палец другой стороной. Разница в показаниях индикатора не должна превышать 0,05 мм. В противном случае поршень необходимо забраковать.
Подбор поршней
Поршни подбирают в соответствии с ремонтными размерами цилиндров. Цифру увеличения диаметра поршня выбивают на его днище. Каждый поршень подбирают индивидуально по цилиндру для получения нужного зазора. Величину зазора определяют путем протягивания ленты-щупа между поршнем и цилиндром при помощи динамометра со стороны, противоположной разрезу юбки. Усилие на динамометре при движений щупа через зазор должно лежать в обусловленных пределах.
Рис. Проверка зазора между поршнем и цилиндром:
1 — динамометр; 2 — лента-щуп.
При отсутствии ленты-щупа поршень подбирают с таким расчетом, чтобы он проходил свободно по всей длине цилиндра под легким нажимом руки, но не перемещался от собственного веса при вертикальном положении цилиндра. Кроме зазора, при подборе поршней учитывают также и их вес. Разность в весе алюминиевых поршней одного комплекта должна быть не более 5 г.
Кроме зазора, при подборе поршней учитывают также и их вес. Разность в весе алюминиевых поршней одного комплекта должна быть не более 5 г.
Подбор поршневых колец
При износе поверхности колец и потере упругости кольца заменяют новыми ремонтного размера, соответствующего ремонтному размеру поршня и цилиндра. Цифру ремонтного увеличения диаметра поршневого кольца выбивают на его торцевой поверхности около замка. Новое кольцо подбирают по цилиндру и поршню.
Рис. Проверка зазора в стыке поршневого кольца.
Для подбора кольца по цилиндру нужно установить его в цилиндр, выравнять поршнем и щупом измерить зазор в стыке. Если зазора нет или он мал, то опиливают стык напильником до нормальной величины. Если зазор больше нормального, то кольцо для данного цилиндра непригодно.
Рис. Измерение зазора в канавке поршневого кольца.
Для подбора кольца по поршню его следует сначала «прокатить» кругом по канавке поршня, а затем щупом измерить зазор в канавке поршневого кольца. При заедании кольца в канавке или при малом зазоре торцевую часть кольца шлифуют вручную на листе наждачной бумаги, укрепленной на ровной деревянной плите.
При заедании кольца в канавке или при малом зазоре торцевую часть кольца шлифуют вручную на листе наждачной бумаги, укрепленной на ровной деревянной плите.
Упругость колец проверяют на специальном приборе. При этом величина нагрузки должна соответствовать зазору в стыке кольца, установленного в цилиндр.
Рис. Проверка упругости поршневого кольца.
Ремонт поршневого пальца
Поршневые пальцы с износом по диаметру более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются путем перешлифовывания на меньший размер (если палец был увеличенного ремонтного размера), хромированием или раздачей.
Палец шлифуют на круглошлифовальном или токарном станке при помощи специального супортно-шлифовального приспособления. Это приспособление состоит из электродвигателя со шлифовальным камнем, оно укрепляется в супорте токарного станка.
Рис. Раздача поршневого пальца:
1 — оправка; 2 — матрица; 3 — поршневой палец; 4 — основание.
Первоначальный размер пальца восстанавливают хромированием его или раздачей. Раздачу производят в специальном приспособлении, состоящем из основания, матрицы и оправки (пуансона). Палец нагревают до температуры 800-900° и устанавливают в матрицу, затем внутри пальца под давлением пресса или ударами молотка прогоняется оправка. Матрица ограничивает расширение пальца и придает ему правильную форму. После раздачи палец подвергают закалке в масле с последующим отпуском и шлифуют под номинальный размер.
Отремонтированный или новый поршневой палец подбирают по втулке шатуна и отверстиям бобышек поршня.
Особенности устройства
Комплектовка и сборка поршня с шатуном двигателя ВАЗ
Поршень
изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. По этой причине измерять диаметр поршня крайне важно только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. По этой причине для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка ʼʼПʼʼ, которая должна быть обращена в сторону передней части двигателя.
Поршни ремонтных размеров с 1986 ᴦ. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 ᴦ. выпускались поршни следующих ремонтных размеров: для двигателей 2101 и 2103 — с увеличением на 0,2; 0,4 и 0,6 мм; для 2105 и 21011 -с увеличением на 0,4 и 0,7 мм.
Поршневые кольца
изготовлены из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо — скребкового типа (с выточкой по наружной поверхности), фосфатированное. Маслосъемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину (расширитель).
Поршневой палец
— стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня.
Шатун
— стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, в связи с этим при сборке цифры на шатуне и крышке должны быть одинаковы.
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,05-0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм. Примечание. Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм, а по диаметру отверстия под поршневой палец — на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
В случае если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то крайне важно заново подобрать поршни к цилиндрам, чтобы. зазор был возможно ближе к расчетному.
зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров.
Сборка
.
Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения крайне важно, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна от простого нажатия большого пальца руки и не выпадал из него. Выпадающий палец замените другим, следующей категории. В случае если в поршень вставлялся палец третьей категории, то замените поршень палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Поршневые кольца устанавливайте в следующем порядке.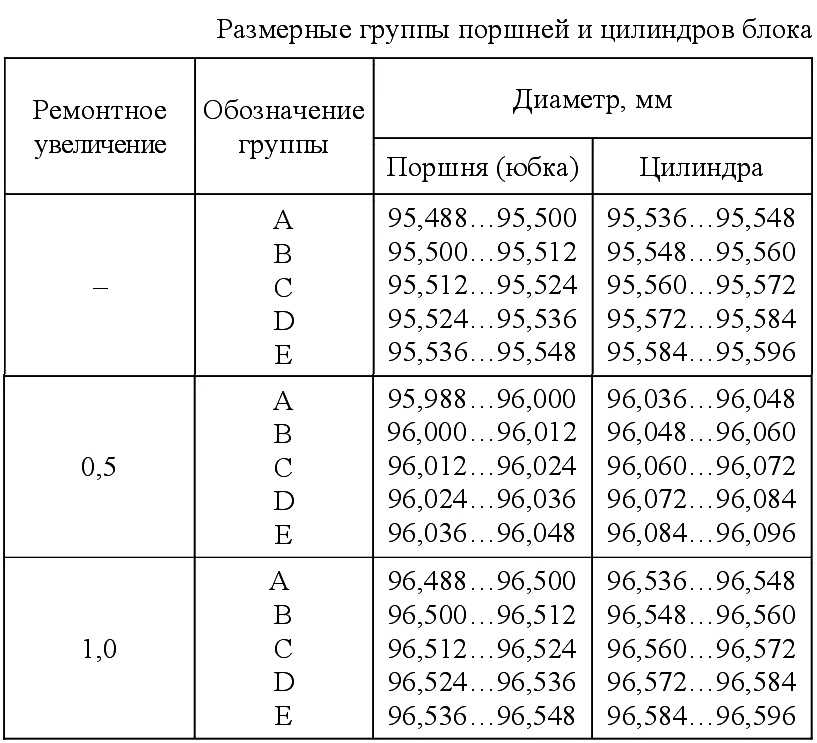 Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного 1 кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца Нижнее компрессионное кольцо устанавливайте выточкой вниз. В случае если на кольце нанесена метка ʼʼВерхʼʼ или ʼʼТОРʼʼ, то кольцо устанавливайте меткой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного 1 кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца Нижнее компрессионное кольцо устанавливайте выточкой вниз. В случае если на кольце нанесена метка ʼʼВерхʼʼ или ʼʼТОРʼʼ, то кольцо устанавливайте меткой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Особенности устройства
Комплектовка и сборка поршня с шатуном двигателя ВАЗ
Поршень
изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П», которая должна быть обращена в сторону передней части двигателя.
Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 и 2103 — с увеличением на 0,2; 0,4 и 0,6 мм; для 2105 и 21011 -с увеличением на 0,4 и 0,7 мм.
Поршневые кольца
изготовлены из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо — скребкового типа (с выточкой по наружной поверхности), фосфатированное. Маслосъемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину (расширитель).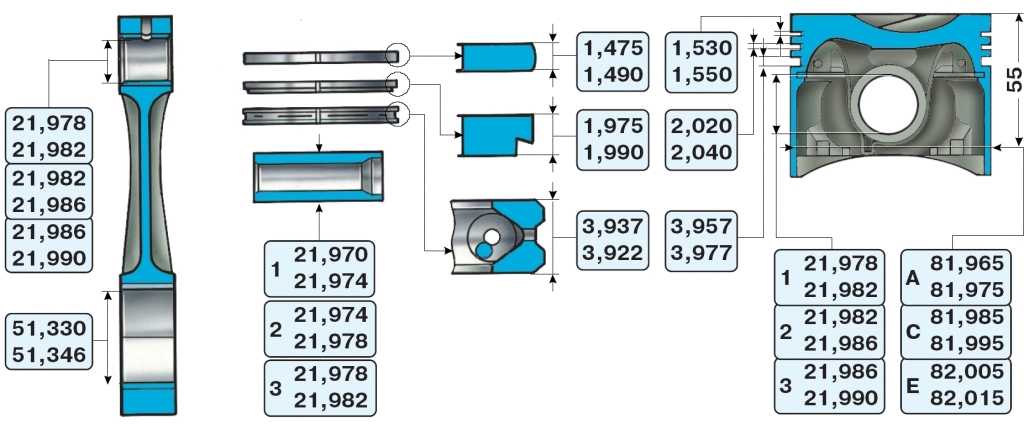
Поршневой палец
— стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня.
Шатун
— стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, поэтому при сборке цифры на шатуне и крышке должны быть одинаковы.
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,05-0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм.
Примечание. Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм, а по диаметру отверстия под поршневой палец — на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.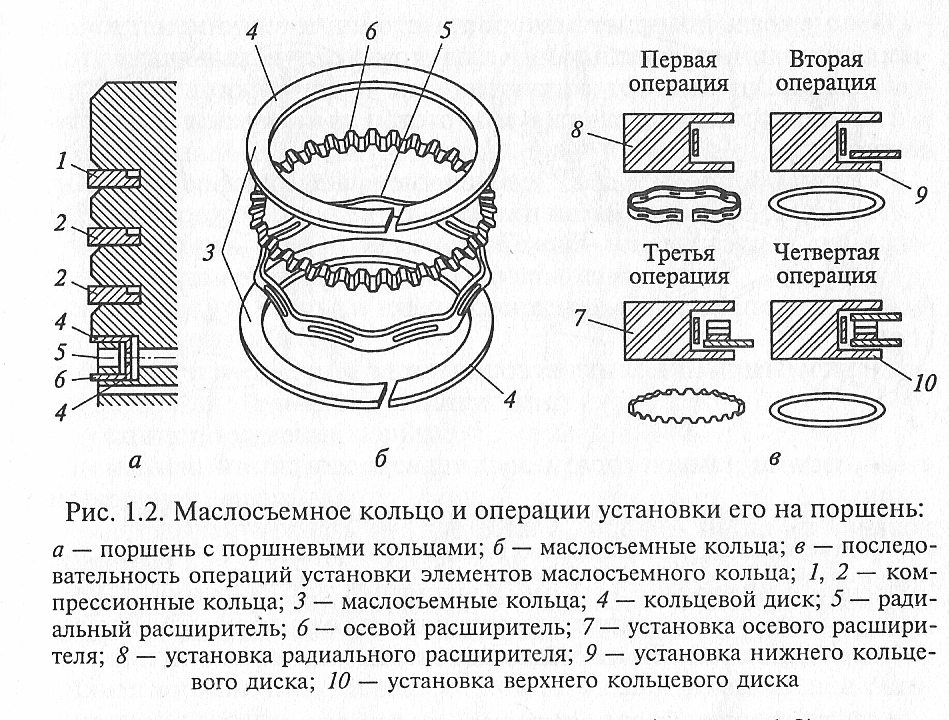
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы.зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так
как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров.
Сборка
.
Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна от простого нажатия большого пальца руки и не выпадал из него. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке.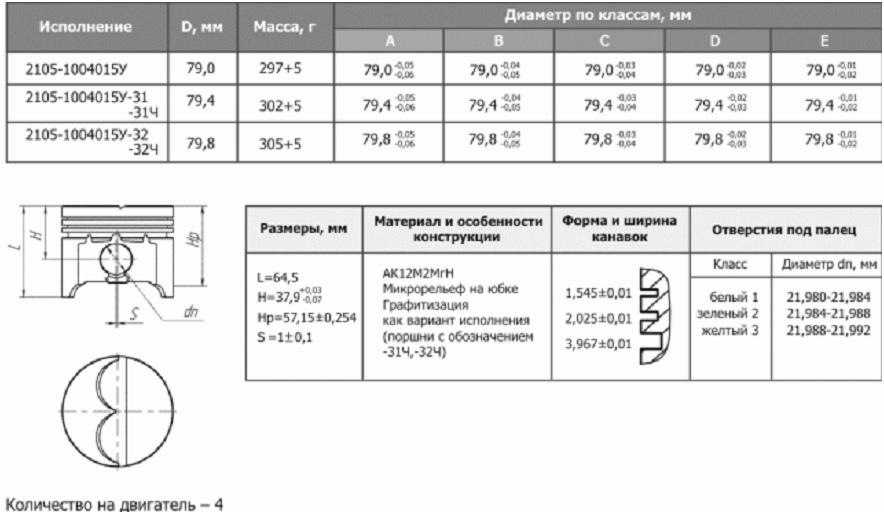 После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного 1 кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца Нижнее компрессионное кольцо устанавливайте выточкой вниз. Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного 1 кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца Нижнее компрессионное кольцо устанавливайте выточкой вниз. Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Руководство для покупателей
по выбору лучших деталей поршня
| Практическое руководство — двигатель и трансмиссия
Выбирайте правильные детали, чтобы не развалиться на куски
Он поднимается, сжимается с сильным взрывом и опускается.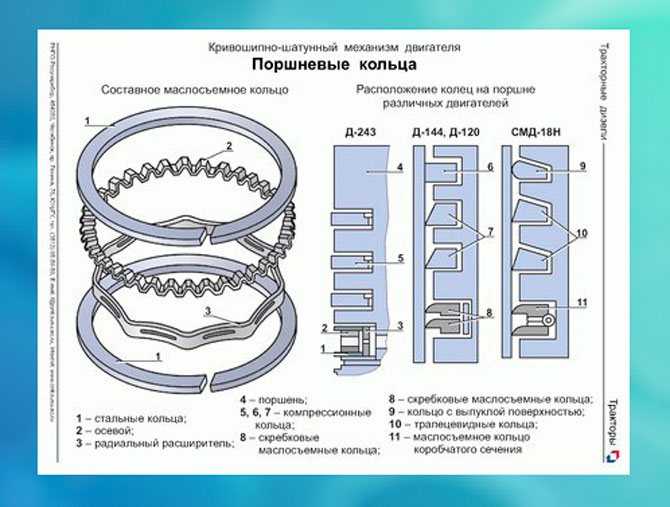 Работу поршня достаточно легко понять, но если вы изучите, для чего он нужен, вы удивитесь, как он вообще работает. Подумайте об этом: при 6500 об/мин поршень перемещается вверх и вниз по каналу 108 раз в секунду, полностью останавливаясь дважды за каждую поездку. Поршень в двигателе 440 при этих оборотах достигает скорости 6627 футов в минуту к тому времени, когда кривошип поворачивается на 76 градусов после ВМТ. Это от 0 до 75 миль в час всего за 1,66 дюйма хода от ВМТ; сравните это с вашим временем на 60 футов. Чем больше число оборотов в минуту или ход поршня, тем ниже цифры, поэтому стоит серьезно отнестись к выбору поршня, если вы серьезно относитесь к надежной работе.
Работу поршня достаточно легко понять, но если вы изучите, для чего он нужен, вы удивитесь, как он вообще работает. Подумайте об этом: при 6500 об/мин поршень перемещается вверх и вниз по каналу 108 раз в секунду, полностью останавливаясь дважды за каждую поездку. Поршень в двигателе 440 при этих оборотах достигает скорости 6627 футов в минуту к тому времени, когда кривошип поворачивается на 76 градусов после ВМТ. Это от 0 до 75 миль в час всего за 1,66 дюйма хода от ВМТ; сравните это с вашим временем на 60 футов. Чем больше число оборотов в минуту или ход поршня, тем ниже цифры, поэтому стоит серьезно отнестись к выбору поршня, если вы серьезно относитесь к надежной работе.
Литой и кованый Одним из первых различий в способе изготовления поршня является то, литой он или кованый. Мы все слышали, что эти термины применяются к поршням, но в чем разница? Собственно, разница в способе создания заготовки поршня. В процессе литья расплавленный алюминий формуется в форме, придавая ей общую форму поршня. Литье имеет ряд преимуществ с производственной точки зрения. Жесткие допуски могут быть сохранены в отношении качества готовой поршня. Это сводит к минимуму затраты на окончательную обработку и позволяет изготавливать более легкие поршни с меньшими усилиями, чем ковка. Литые поршни имеют отличные износостойкие и тепловые характеристики, что обеспечивает длительный срок службы кольца и юбки, а также узкие рабочие зазоры для бесшумной работы. Основным недостатком является то, что литой алюминий имеет ограниченную пластичность. Другими словами, перенапряженный литой поршень внезапно и разрушительно сломается, когда выйдет из строя.
Литье имеет ряд преимуществ с производственной точки зрения. Жесткие допуски могут быть сохранены в отношении качества готовой поршня. Это сводит к минимуму затраты на окончательную обработку и позволяет изготавливать более легкие поршни с меньшими усилиями, чем ковка. Литые поршни имеют отличные износостойкие и тепловые характеристики, что обеспечивает длительный срок службы кольца и юбки, а также узкие рабочие зазоры для бесшумной работы. Основным недостатком является то, что литой алюминий имеет ограниченную пластичность. Другими словами, перенапряженный литой поршень внезапно и разрушительно сломается, когда выйдет из строя.
Поковки, с другой стороны, имеют металлургические характеристики, отличные от литых алюминиевых поршней. Заготовки для кованых поршней создаются из куска твердого алюминия под экстремальным давлением в ковочном прессе. Алюминий вдавливается в тяжелые красители для ковки, чтобы получить грубую форму поршня, формируя заготовку поршня. В отличие от литого поршня, кованая деталь дает более плотный и пластичный материал. Штамп для ковки поршня должен быть сконструирован таким образом, чтобы можно было разделить две половины штампа и снять заготовку поршня. Это исключает возможность создания поднутрений в сырой поковке. В результате кованая заготовка поршня требует значительной механической обработки, чтобы создать современный легкий кованый гоночный поршень, который мы привыкли видеть. Кованый поршень по своей природе прочнее и более щадящий, когда его пределы превышены, обычно деформируясь, а не разрушаясь.
Штамп для ковки поршня должен быть сконструирован таким образом, чтобы можно было разделить две половины штампа и снять заготовку поршня. Это исключает возможность создания поднутрений в сырой поковке. В результате кованая заготовка поршня требует значительной механической обработки, чтобы создать современный легкий кованый гоночный поршень, который мы привыкли видеть. Кованый поршень по своей природе прочнее и более щадящий, когда его пределы превышены, обычно деформируясь, а не разрушаясь.
Рабочие характеристики как кованых, так и литых поршней значительно различаются в зависимости от конкретного материала и процессов, используемых при их изготовлении. Не все литые поршни созданы одинаковыми, и то же самое можно сказать о кованых поршнях. Как правило, производитель учитывает предполагаемое применение поршня при определении технических характеристик конструкции. Стоит следовать их рекомендациям при принятии решения о том, подходит ли определенный тип поршня для конкретного применения.
Типы и материалы литых поршней Производители оригинальных комплектующих оснащают свои серийные двигатели литыми поршнями, за исключением нескольких специальных высокопроизводительных или заводских гоночных автомобилей. Экономия на инструментах для обработки большого количества деталей, желательные характеристики узких зазоров юбки для бесшумной работы и присущая силиконовому алюминиевому сплаву износостойкость отвечают всем требованиям производителей оригинального оборудования. Двигатели OE Mopar обычно оснащались литыми поршнями со стальными стойками, отлитыми в области штифтов, чтобы ограничить расширение и обеспечить очень узкие зазоры. Поршни OE Mopar были относительно тяжелыми, но были спроектированы надлежащим образом, чтобы быть долговечными в рабочих условиях. Как далеко можно задвинуть поршни стоковых Mopar? Как и все остальное, они хороши до того дня, пока не сломаются, а время перерыва зависит от удачи розыгрыша. Разумным ограничением было бы поддерживать мощность ниже 1 л. с. на кубический дюйм и обороты ниже 6000. Мы знаем, что парням сошло с рук гораздо больше, и мы сами значительно раздвинули эти границы, но это азартная игра.
с. на кубический дюйм и обороты ниже 6000. Мы знаем, что парням сошло с рук гораздо больше, и мы сами значительно раздвинули эти границы, но это азартная игра.
Выбор литых поршней на вторичном рынке начинается с недорогих сменных поршней оригинального оборудования. Эти плунжеры нижней части линии обычно изготавливаются как прямые замены и обычно имеют такой же вес, что и стандартные поршни, поэтому двигателю не потребуется индивидуальная балансировка во время восстановления. Компоновка литых поршней обычно не предназначена для высокопроизводительного использования. Такие особенности, как прорези клапана для зазора с высокопроизводительными кулачками, адекватная высота сжатия для более высокой степени сжатия или эффективный зазор охлаждения, не будут найдены. Покупая в каталогах запасные поршни для оригинального оборудования, вы обнаружите множество тарельчатых поршней с низким уровнем сжатия без клапанных насечек или поршней, которые сидят глубоко в отверстии в ВМТ. Еще одна вещь, которую вы обнаружите, это то, что прочность и надежность часто намного ниже того, что установлено на заводе в вашем двигателе Mopar, и обычно это урок, полученный на горьком опыте. При создании высокопроизводительного двигателя такие типы поршней почти всегда являются рискованной покупкой.
Еще одна вещь, которую вы обнаружите, это то, что прочность и надежность часто намного ниже того, что установлено на заводе в вашем двигателе Mopar, и обычно это урок, полученный на горьком опыте. При создании высокопроизводительного двигателя такие типы поршней почти всегда являются рискованной покупкой.
Значительным шагом вперед являются литые заэвтектические поршни. Hypereutectic получил свое название от алюминиевого сплава, используемого в производстве. Литые поршневые сплавы включают силикон в качестве ключевого легирующего элемента, который повышает износостойкость, долговечность и тепловые характеристики алюминия. Существует предел тому, сколько силикона может быть добавлено к алюминию и при этом впитаться в структуру металла. Этот уровень, называемый точкой эвтектики, составляет около 12 процентов. Литые поршни OE обычно легированы не более чем 9-процент силикона, который полностью растворяется в основном алюминии. Заэвтектические поршни выталкивают уровень силикона за пределы того количества, которое может быть сплавлено с металлом, отсюда и забавное название: гипер, что означает выше или выше; и эвтектический, максимальный уровень силикона, который может быть полностью сплавлен с основным металлом. Заэвтектический силиконовый алюминий будет содержать 16-18 процентов силикона в сплаве и будет иметь свободный силикон в своей структуре. Заэвтектический сплав, используемый для поршней, был разработан путем тщательного контроля процесса для получения оптимального размера зерна и распределения свободного силикона в алюминии.
Заэвтектический силиконовый алюминий будет содержать 16-18 процентов силикона в сплаве и будет иметь свободный силикон в своей структуре. Заэвтектический сплав, используемый для поршней, был разработан путем тщательного контроля процесса для получения оптимального размера зерна и распределения свободного силикона в алюминии.
Хотя поршни из заэвтектического сплава по-прежнему считаются литыми поршнями, этот материал имеет ряд преимуществ по сравнению с обычными поршневыми сплавами. Тепловые характеристики, смазывающая способность, стойкость к истиранию, коррозионная стойкость, твердость, характеристики расширения и жаропрочность — все это улучшено заэвтектическими сплавами. Есть основания рекомендовать заэвтектические поршни; однако пластичность материала далека от поковки, и в этом заключается самый большой недостаток. Если их вытолкнуть за пределы своих возможностей, они сломаются так же, как обычный литой поршень. Keith Black Silvolite и Federal Mogul/Speed Pro являются основными игроками на рынке заэвтектических поршней, и мы использовали обе марки в высокопроизводительных двигателях без сбоев.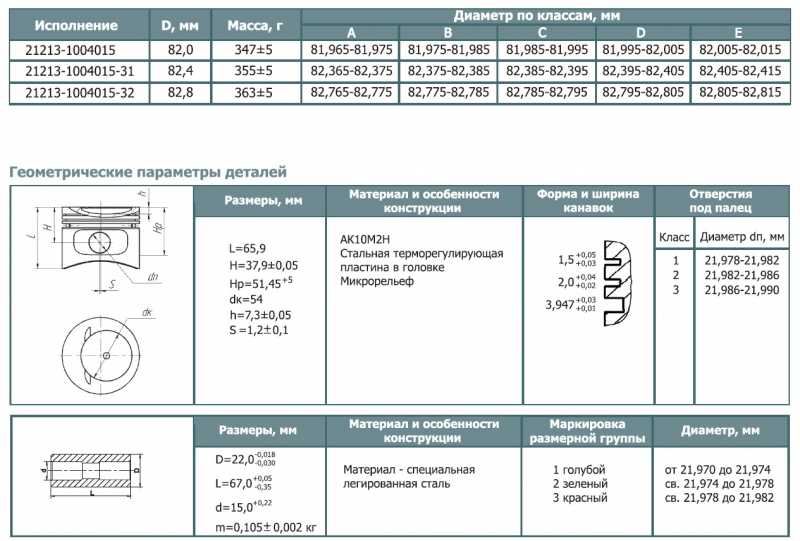
Кованые поршни Хотя практически все двигатели Mopar устанавливались на заводе с литыми поршнями, кованые поршни были и остаются предпочтительной заменой при создании высокопроизводительного двигателя. Есть несколько уровней кованых поршней, от стандартных до экзотических гоночных деталей. В течение многих лет самыми популярными поршнями, заменяющими штатные, была линейка Speed Pro PowerForged от Federal Mogul, которую старожилы помнят как TRW. Эти поршни были разработаны как прочные сменные детали, в которых используется прочность, присущая кованым изделиям. Чтобы создать настоящую замену, эти поршни соответствовали весу оригинальных поршней, что исключало необходимость индивидуальной балансировки двигателя. Эти поршни настроены в соответствии со стандартными характеристиками, поэтому их конструкция соответствует оригинальному оборудованию с точки зрения высоты сжатия, прорезей клапана (если есть) и тарелки. 9Поршни 0003 Keith Black имеют множество новаторских особенностей, таких как скошенная кромка на выпускном клапане.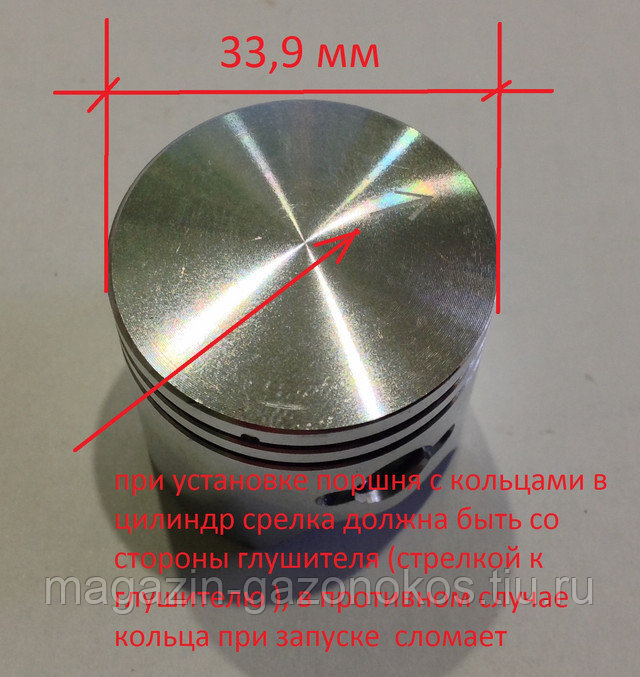 В KB это называется «канавкой аттенюатора», предназначенной для устранения потенциальной горячей точки острого гребня на краю сброса клапана. Мини-канавки в верхней части кольца предназначены для отвода тепла; Говорят, что в сочетании с измененной щелью верхнего пояса зазор резко снизил вероятность перегрева верхнего кольца и его выхода из строя.
В KB это называется «канавкой аттенюатора», предназначенной для устранения потенциальной горячей точки острого гребня на краю сброса клапана. Мини-канавки в верхней части кольца предназначены для отвода тепла; Говорят, что в сочетании с измененной щелью верхнего пояса зазор резко снизил вероятность перегрева верхнего кольца и его выхода из строя.
В то время как характеристики расширения кованого поршня обычно диктуют увеличение зазора между стенками цилиндра, в сменных поршнях Speed Pro используются канавки для возврата масла с прорезями в канавках маслосъемного кольца. Прорези значительно сокращают путь теплопередачи от головки поршня к юбке, обеспечивая при этом большую гибкость юбки. Этот ход обеспечивает узкий зазор между поршнем и стенкой за счет полной прочности. С заменой линии Speed Pro вы получаете более прочный поршень, который опускается вместо штока. В их гоночной линейке поршней с высокой степенью сжатия, основанных на тех же поковках, возврат масла с прорезями заменен просверленными отверстиями, что значительно увеличивает прочность поршня, но требует большего зазора отверстия.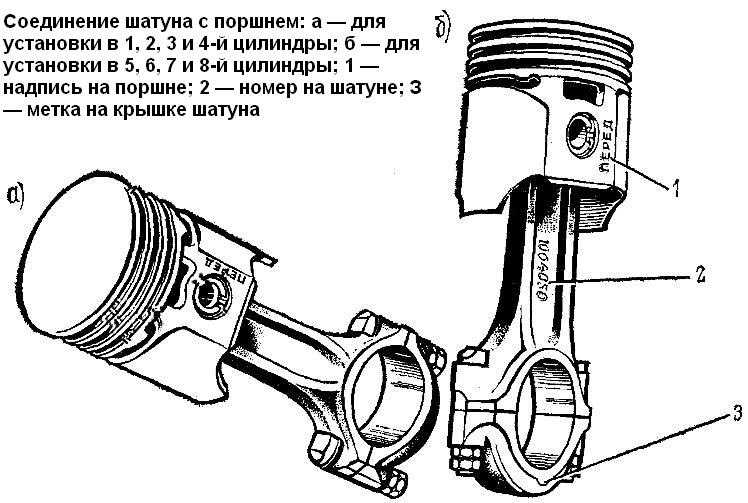
С точки зрения производства, процесс ковки позволяет производить небольшие партии специализированных поршней. Это удача, так как это позволяет процветать индустрии гоночных поршней, изготовленных на заказ. Поршни, изготовленные по современным спортивным и гоночным технологиям, сильно отличаются от тяжелых литых поршней, используемых производителями оригинального оборудования. Более легкий поршень создает меньшую нагрузку на шатуны и кривошип и, в свою очередь, позволяет использовать меньший противовес на коленчатом валу и более быстрый и надежный двигатель. Помимо поршней для двигателей со стандартной конфигурацией, для многих нестандартных комбинаций кривошипов легко доступны поршни с поршнем. Нередко в современных кованых поршнях можно найти черты, которые несколько лет назад можно было найти только в области нестандартных гоночных поршней. Современные поршни с плоской вершиной обычно изготавливаются с высотой сжатия, установленной таким образом, чтобы высота установки с нулевой декой была легко достижима без чрезмерного настила блока.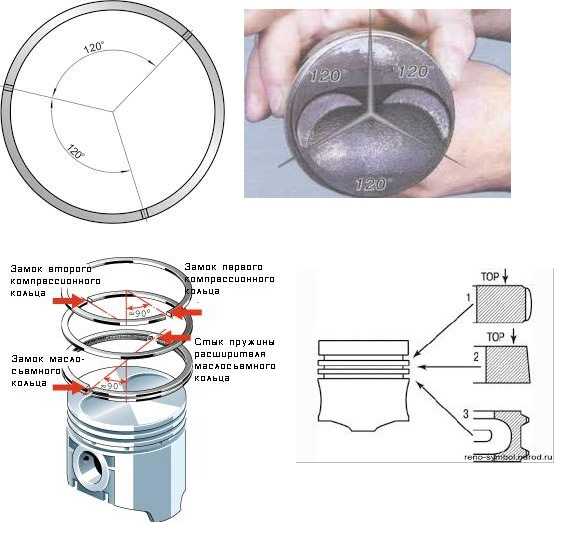 Устройства для плавающей фиксации поршневого пальца, глубокие прорези клапана, уменьшенный диаметр поршневого пальца, более узкие пакеты колец, полые купола, перевернутые купола дефлектора и многое другое можно найти в серийных поршнях многих производителей, доступных сегодня. Единственным недостатком является то, что эти современные, легкие конструкции поршня требуют индивидуальной балансировки как часть сборки двигателя, но это в любом случае должно быть частью сборки любого высокопроизводительного двигателя, учитывая грубые заводские допуски балансировки.
Устройства для плавающей фиксации поршневого пальца, глубокие прорези клапана, уменьшенный диаметр поршневого пальца, более узкие пакеты колец, полые купола, перевернутые купола дефлектора и многое другое можно найти в серийных поршнях многих производителей, доступных сегодня. Единственным недостатком является то, что эти современные, легкие конструкции поршня требуют индивидуальной балансировки как часть сборки двигателя, но это в любом случае должно быть частью сборки любого высокопроизводительного двигателя, учитывая грубые заводские допуски балансировки.
Материалы для кованых поршней Мы уже обсуждали некоторые характеристики силиконовых сплавов в литых алюминиевых поршнях, а также некоторые другие сплавы, используемые в конструкции кованых поршней. Наиболее распространенными сплавами, предлагаемыми крупными производителями кованых поршней, являются 2618, алюминий с низким содержанием кремния, и 4032, сплав, содержащий примерно 11 процентов силикона. Дополнительный силикон придает кованым поршням некоторые из характеристик, описанных в отношении литых поршней. Сплав 4032 более жесткий, имеет меньшую теплопроводность и расширение, а также большую износостойкость. Этот сплав часто выбирают для дорожных и полосовых применений, так как он выбирается из-за более плотного зазора между поршнем и стенкой, получаемого за счет более низкой скорости расширения, и более длительного срока службы юбки и кольца, обеспечиваемого большей износостойкостью силиконового сплава.
Дополнительный силикон придает кованым поршням некоторые из характеристик, описанных в отношении литых поршней. Сплав 4032 более жесткий, имеет меньшую теплопроводность и расширение, а также большую износостойкость. Этот сплав часто выбирают для дорожных и полосовых применений, так как он выбирается из-за более плотного зазора между поршнем и стенкой, получаемого за счет более низкой скорости расширения, и более длительного срока службы юбки и кольца, обеспечиваемого большей износостойкостью силиконового сплава.
Напротив, сплав 2618 представляет собой сплав с низким содержанием силикона, и, хотя он и лишен преимуществ, полученных от силикона, он является лучшим материалом для поршней, пригодных для самых тяжелых условий эксплуатации. Сплав с низким содержанием кремния имеет более высокую плотность и прочность на растяжение, чем 4032, а также гораздо большую пластичность и сопротивление разрушению. Поршень 2618 можно растолочь в крендель, но он не разлетится на куски. Высокий показатель теплопроводности алюминия с низким содержанием кремния будет передавать больше тепла юбкам. В сочетании с более высокой скоростью расширения материала поршни 2618 обычно требуют значительно большего зазора отверстия. Из-за отсутствия высокого содержания силикона поршень 2618 более подвержен износу в кольцевых зонах и юбках.
Высокий показатель теплопроводности алюминия с низким содержанием кремния будет передавать больше тепла юбкам. В сочетании с более высокой скоростью расширения материала поршни 2618 обычно требуют значительно большего зазора отверстия. Из-за отсутствия высокого содержания силикона поршень 2618 более подвержен износу в кольцевых зонах и юбках.
Специальные покрытия могут изменить характеристики теплопередачи поршней. Эти кованые гоночные поршни 2618 обычно проводят большое количество тепла, но термобарьерное покрытие на головке поршня должно значительно уменьшить теплопередачу. Также обратите внимание на молибденовое покрытие, нанесенное на юбку, чтобы свести к минимуму вероятность истирания.
Это гоночные поршни, а не пули, которые можно поставить в грузовик, рассчитанный на пробег более 100 000 миль. Если план требует серьезной закиси азота, наддува или оборотов, а пуленепробиваемость — это то, что вам нужно, поршень 2618 — правильный выбор. Современные технологии обработки и проектирования улучшили поршень 2618, позволив использовать более сложные конструкции юбки. Производители, воспользовавшись этими достижениями, смогли значительно уменьшить зазор канала ствола по сравнению с традиционными требованиями.
Производители, воспользовавшись этими достижениями, смогли значительно уменьшить зазор канала ствола по сравнению с традиционными требованиями.
Рекомендации по использованию гребенки Building Комбинации гребенки Mopar еще никогда не пользовались такой популярностью, и почему бы и нет? Благодаря наличию недорогих коленчатых валов дверь в мир малых блоков широко распахнулась, в то время как в лагере больших блоков популярные комбинации включают в себя испытанный и надежный 451, в котором используется кривошип 440 в низкоуровневом 400. . Другие комбинации поддерживаются легко доступными комбинациями шатунов на вторичном рынке. Еще одним фактором, способствующим этому, является постоянно улучшающаяся ситуация с головкой блока цилиндров. На вторичном рынке есть много предложений, чтобы накормить все эти дополнительные кубики и оправдать перспективу создания комбинации ударников. В отличие от некоторых конкурирующих конструкций двигателей, блоки Mopar были наделены большими размерами платформы цилиндров.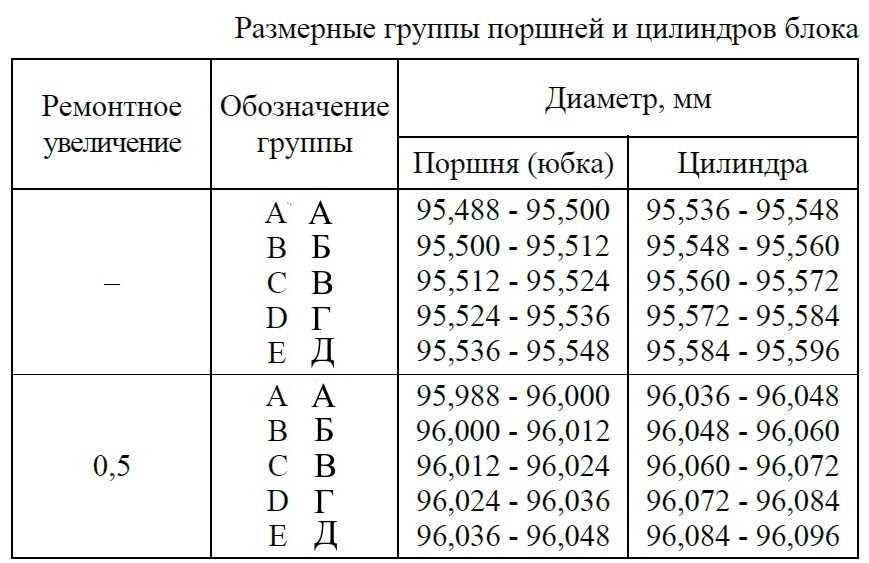 Чтобы заполнить это пространство, двигатели Mopar были оснащены относительно длинными шатунами и высокими поршнями. Расстояние от осевой линии поршневого пальца поршня до верхней части поршня называется компрессионной высотой.
Чтобы заполнить это пространство, двигатели Mopar были оснащены относительно длинными шатунами и высокими поршнями. Расстояние от осевой линии поршневого пальца поршня до верхней части поршня называется компрессионной высотой.
В двигателях Mopar предусмотрена избыточная компрессионная высота, что делает поршни тяжелее, чем они должны быть. В комбинации со строкером дополнительный ход толкает поршень вверх по отверстию — ровно на половину расстояния увеличения хода. Для компенсации компрессионная высота поршня уменьшается на соответствующую величину. В некоторых двигателях просто недостаточно места для уменьшения высоты сжатия без того, чтобы поршневой палец не вторгся в область маслосъемного кольца поршня. Фактически, Chevrolet использовал более короткий шатун в своем производстве длинноходных 400 малых блоков, что усугубило и без того плохое передаточное число шатунов. Не стоит беспокоиться о том, что не найдется места в двигателе Mopar. Переместите большой или малый блок Mopar, и масса поршня значительно уменьшится. Когда-то доступный только через поршни, заказанные по специальному заказу, широкий ассортимент ходовых поршней теперь представлен в каталогах таких компаний, как Diamond, Probe, JE, CP, Arias, Ross, Wiseco, KB и других.
Когда-то доступный только через поршни, заказанные по специальному заказу, широкий ассортимент ходовых поршней теперь представлен в каталогах таких компаний, как Diamond, Probe, JE, CP, Arias, Ross, Wiseco, KB и других.
Правильная покупка С таким большим выбором поршней довольно сложно сузить выбор и выбрать подходящую деталь. На самом деле, два фактора, которые следует учитывать, — это приложение по сравнению с долларом. Имея выбор, мы не можем придумать причину, кроме цены, любой предпочел бы литой сменный поршень современной заэвтектике или ковке. Но опять же, важно рассматривать картину в целом. Если целью является экономичный ремонт двигателя с низкой частотой вращения, низкой степенью сжатия и малой мощностью, эти дешевые отливки будут в порядке. С другой стороны, если вы хотите увеличить мощность, но у вас ограниченный бюджет, эти литые сменные поршни 360 стоят очень дешево, но низкая степень сжатия будет стоить производительности и эффективности. За пару сэкономленных сотен долларов вы застряли на сжатии 8: 1, а эффективность сгорания снижается из-за слишком большой зоны охлаждения. Кроме того, у вас будет потенциальная бомба замедленного действия, если эта штука когда-нибудь действительно выдаст настоящую мощность или наберет более высокие обороты. Некоторые ребята будут костылить дешевый поршень с низкой степенью сжатия с массивной фрезеровкой головки, что выиграет некоторое соотношение. Однако теперь толкатели стали слишком длинными, впускное отверстие не помещается без дополнительной фрезеровки на впускной поверхности, а зазор между клапаном и поршнем, которого и так не хватало из-за отсутствия насечек на клапане, уменьшился на количество фрезерованного материала. Добавьте затраты и разочарование, и этот подход не имеет смысла.
За пару сэкономленных сотен долларов вы застряли на сжатии 8: 1, а эффективность сгорания снижается из-за слишком большой зоны охлаждения. Кроме того, у вас будет потенциальная бомба замедленного действия, если эта штука когда-нибудь действительно выдаст настоящую мощность или наберет более высокие обороты. Некоторые ребята будут костылить дешевый поршень с низкой степенью сжатия с массивной фрезеровкой головки, что выиграет некоторое соотношение. Однако теперь толкатели стали слишком длинными, впускное отверстие не помещается без дополнительной фрезеровки на впускной поверхности, а зазор между клапаном и поршнем, которого и так не хватало из-за отсутствия насечек на клапане, уменьшился на количество фрезерованного материала. Добавьте затраты и разочарование, и этот подход не имеет смысла.
Spiro Lox — это наиболее распространенный тип стопорного штифта, используемый в поршнях с высокими рабочими характеристиками, обычно сдвоенный на каждом конце. Их установка требует некоторой практики, а снять их может быть непросто.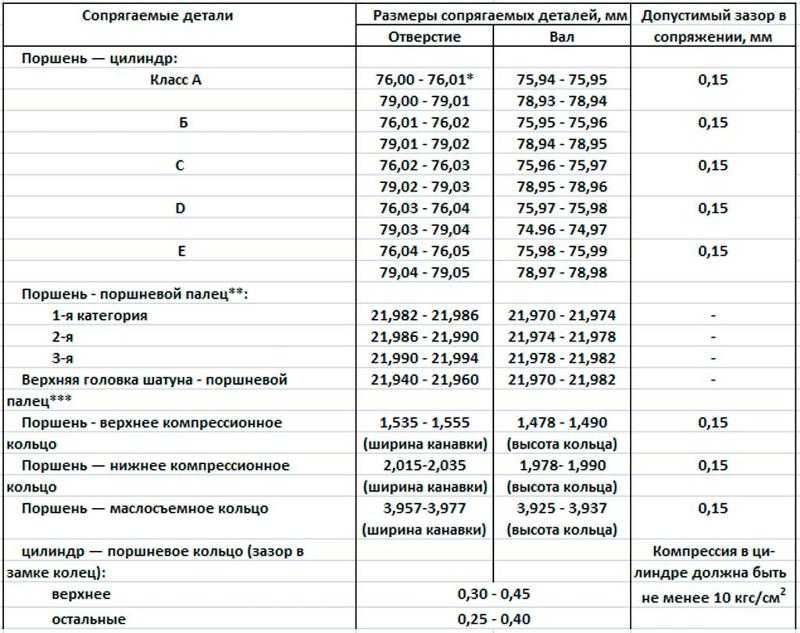 Некоторые поршни можно приобрести с выемками для снятия замков, которые упрощают снятие замков.
Некоторые поршни можно приобрести с выемками для снятия замков, которые упрощают снятие замков.
Установление реалистичных ожиданий предполагаемого использования и целей является ключом к совершению правильной покупки. Другая крайность может быть такой же расточительной. Если цель состоит в том, чтобы восстановить мертвый запас в приложении для восстановления, нет необходимости в чрезмерно сложном поршне. Замена Speed Pro или Hypereutectic более чем достаточна для работы с мягкой уличной мельницей, а ее надежность намного превышает стандартные модели. Если мы поднимемся по лестнице к более серьезному уличному / полосовому стану, современная легкая поковка начнет окупаться за счет снижения внутренней нагрузки на высоких оборотах и меньшего веса боба для более отзывчивого двигателя. Большинство этих поршней рассчитаны на использование более узких компрессионных колец размером 11/416 дюймов, в отличие от стандартных 51/464 дюймов, что дополнительно снижает трение о стенки цилиндра.
На уровне гонки решение о покупке требует более конкретных знаний о двигателестроении при выборе каталожной гонки или нестандартного поршня. Здесь нам может понадобиться рассмотреть конфигурацию купола поршня, чтобы она соответствовала головке блока цилиндров; нестандартные диаметры поршневых пальцев; удержание штифта; расположение и глубина выреза клапана; компрессионная высота; условия для смазки штифтов; расположение и спецификация кольцевой канавки; портирование газа; и/или настраиваемые параметры освещения. Список возможностей можно продолжать и продолжать, но, к счастью, у компаний, которые производят эти высококачественные гоночные поршни, есть технические представители, готовые помочь в процессе выбора.
Популярные страницы
Взгляните на Acura Integra Type S 2024 года, переосмысленную как купе, которой он должен был стать
Самоуправляемая секс-капсула для удовольствия? В мире недостаточно лизола
До того, как его космический корабль взорвался, SpaceX уничтожила минивэн Chrysler
Honda никогда не производила S2000 Type R, но теперь вы можете купить его Из амбара спустя 45 лет!
Популярные страницы
Взгляните на Acura Integra Type S 2024 года, переосмысленную как купе, которой он должен был стать
Самоуправляемый секс-капсула для удовольствия? В мире недостаточно лизола
До того, как его космический корабль взорвался, SpaceX уничтожила минивэн Chrysler
Honda никогда не производила S2000 Type R, но теперь вы можете купить его Из амбара спустя 45 лет!
Сокращение выбора поршней — журнал Mopar Muscle
| Практическое руководство — Двигатель и трансмиссия
Заделка дыры
Вы находитесь на том этапе своего проекта, когда пора приступить к сборке двигателя для вашего автомобиля. Вы ищете в Интернете, какие поршни и ремонтные комплекты доступны, но первое, что вы обнаружите, это то, что существует множество вариантов, когда дело доходит до поршней. Решение может быть пугающим, и, вероятно, поэтому мы получаем много писем от читателей, которые спрашивают, какие поршни им следует использовать в своем двигателе. Поскольку вы, ребята, спросили, мы решили собрать эту статью о выборе поршня и о том, как выбрать то, что подходит для вашего индивидуального применения. У нас нет возможности определить, какой поршень, по вашему мнению, будет лучшим, но следует иметь в виду, что выбранный вами поршень подвергается сильным взрывам, чрезвычайно высоким температурам, и если ваш двигатель работает неправильно, ситуации, которые сродни удару кувалдой по вашему поршню.
Вы ищете в Интернете, какие поршни и ремонтные комплекты доступны, но первое, что вы обнаружите, это то, что существует множество вариантов, когда дело доходит до поршней. Решение может быть пугающим, и, вероятно, поэтому мы получаем много писем от читателей, которые спрашивают, какие поршни им следует использовать в своем двигателе. Поскольку вы, ребята, спросили, мы решили собрать эту статью о выборе поршня и о том, как выбрать то, что подходит для вашего индивидуального применения. У нас нет возможности определить, какой поршень, по вашему мнению, будет лучшим, но следует иметь в виду, что выбранный вами поршень подвергается сильным взрывам, чрезвычайно высоким температурам, и если ваш двигатель работает неправильно, ситуации, которые сродни удару кувалдой по вашему поршню.
Автомобильные поршни — это необычный образец дизайна. В течение нескольких секунд они подвергаются температуре, достигающей 1000 градусов во время сгорания, только для того, чтобы немедленно подвергаться струе холодного воздуха при каждом такте впуска. Они достигают скорости около 7000 об/мин и должны выдерживать боковые нагрузки, которые пытаются протолкнуть его через стенку цилиндра. Сказать, что поршень подвергается насилию, это ничего не сказать. Итак, как они выживают? Если они используются в неправильном приложении, они не работают. Возьмем, к примеру, если вы устанавливаете стандартный литой поршень в системе, где давление в цилиндре будет выше, чем на стандартном, из-за турбонаддува, нагнетателя или закиси азота. Вы можете быть уверены, что вы увидите, как внутренности вашего двигателя станут внешними. Но почему? Чтобы полностью понять, нам нужно объяснить, что представляют собой разные поршни, и когда нужно использовать какой из них.
Они достигают скорости около 7000 об/мин и должны выдерживать боковые нагрузки, которые пытаются протолкнуть его через стенку цилиндра. Сказать, что поршень подвергается насилию, это ничего не сказать. Итак, как они выживают? Если они используются в неправильном приложении, они не работают. Возьмем, к примеру, если вы устанавливаете стандартный литой поршень в системе, где давление в цилиндре будет выше, чем на стандартном, из-за турбонаддува, нагнетателя или закиси азота. Вы можете быть уверены, что вы увидите, как внутренности вашего двигателя станут внешними. Но почему? Чтобы полностью понять, нам нужно объяснить, что представляют собой разные поршни, и когда нужно использовать какой из них.
Определение целей по мощности
Одним из важных факторов, который следует учитывать при выборе поршня, является баланс между прочностью и ценой. Прежде чем вы сможете решить, какой тип поршня нужен вашему двигателю, вам нужно знать, какую мощность вы планируете развивать, прежде чем покупать поршни. Очевидно, что чем больше мощности вы вкладываете в свой двигатель, тем дороже будет стоить требуемый поршень. То, как вы решите использовать эту силу, также является огромным фактором. Вы будете использовать закись азота? Может быть, воздуходувка в вашем будущем. Это все аспекты, которые необходимо учитывать.
Очевидно, что чем больше мощности вы вкладываете в свой двигатель, тем дороже будет стоить требуемый поршень. То, как вы решите использовать эту силу, также является огромным фактором. Вы будете использовать закись азота? Может быть, воздуходувка в вашем будущем. Это все аспекты, которые необходимо учитывать.
Литой, заэвтектический и кованый
Два наиболее популярных способа изготовления поршня: литой или кованый поршень. Мы все слышали, как эти номенклатуры применяются к поршням, но что они означают — в чем разница? Разница заключается в том, как на самом деле изготовлен поршень. Литой поршень сделан так, как он назван. В процессе литья расплавленный алюминиевый сплав заливают в форму, которая при охлаждении после заполнения образует поршневую «заготовку». Литье поршня имеет несколько преимуществ перед ковкой при производстве. Литейная оснастка обычно предназначена для получения почти чистой отливки. Эта форма, близкая к чистой, сводит к минимуму общую требуемую чистовую обработку, снижая ее стоимость.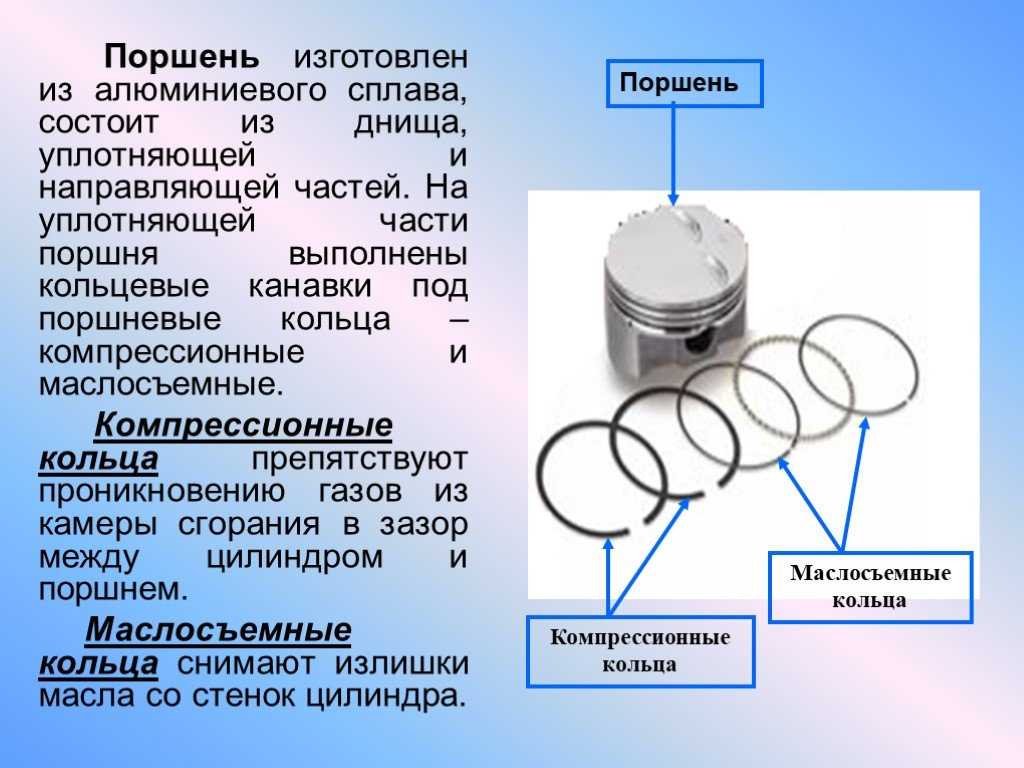 Литые поршни также обладают отличными износостойкими и термическими характеристиками. Это обеспечивает длительный срок службы кольцевой кромки и юбки, а также возможность сохранять более узкие зазоры боковых стенок для бесшумной работы. Основным недостатком использования литых поршней является то, что литой алюминий имеет ограниченную пластичность. Пластичность – это способность твердого материала деформироваться под действием растягивающих усилий. Это означает, что перенапряженный литой поршень может выйти из строя быстрее.
Литые поршни также обладают отличными износостойкими и термическими характеристиками. Это обеспечивает длительный срок службы кольцевой кромки и юбки, а также возможность сохранять более узкие зазоры боковых стенок для бесшумной работы. Основным недостатком использования литых поршней является то, что литой алюминий имеет ограниченную пластичность. Пластичность – это способность твердого материала деформироваться под действием растягивающих усилий. Это означает, что перенапряженный литой поршень может выйти из строя быстрее.
Когда дело доходит до выбора литых поршней для вторичного рынка, выбор начинается с того, что мы будем называть недорогими сменными поршнями. Эти поршни считаются прямой заменой и обычно имеют вес, близкий к весу стандартных поршней. Это сделано для того, чтобы «по идее» не нужна была балансировка при перестроении. Если вы строите двигатель, ориентированный на производительность, эти поршни не для вас. С поршнями в стиле оригинальной замены вы можете забыть о таких функциях, как прорези клапанов для зазора, чтобы работать с распредвалами выше, чем стандартные. Также будет трудно получить адекватную высоту сжатия для создания любой разумной степени сжатия. Если вы строите с надеждой на получение высокопроизводительного двигателя, эти поршни почти всегда являются рискованной покупкой. Но, если вы строите двигатель с низкими оборотами для ежедневного вождения, это может быть именно то, что вы ищете.
Также будет трудно получить адекватную высоту сжатия для создания любой разумной степени сжатия. Если вы строите с надеждой на получение высокопроизводительного двигателя, эти поршни почти всегда являются рискованной покупкой. Но, если вы строите двигатель с низкими оборотами для ежедневного вождения, это может быть именно то, что вы ищете.
Заэвтектический вариант, который многие считают несколько лучшим для применения, чем литые поршни. Слово заэвтектический получило свое название от алюминиевого сплава, используемого в процессе производства. В то время как в литых поршневых сплавах используется кремний, который повышает износостойкость, долговечность и тепловые характеристики алюминия, существует предел того, сколько кремния можно использовать, чтобы он равномерно распределялся без образования больших узлов кремния. Этот уровень, называемый точкой эвтектики, составляет около 12 процентов. Заэвтектический означает превышение этого уровня кремния над нормальным количеством, которое можно просто смешать с металлом.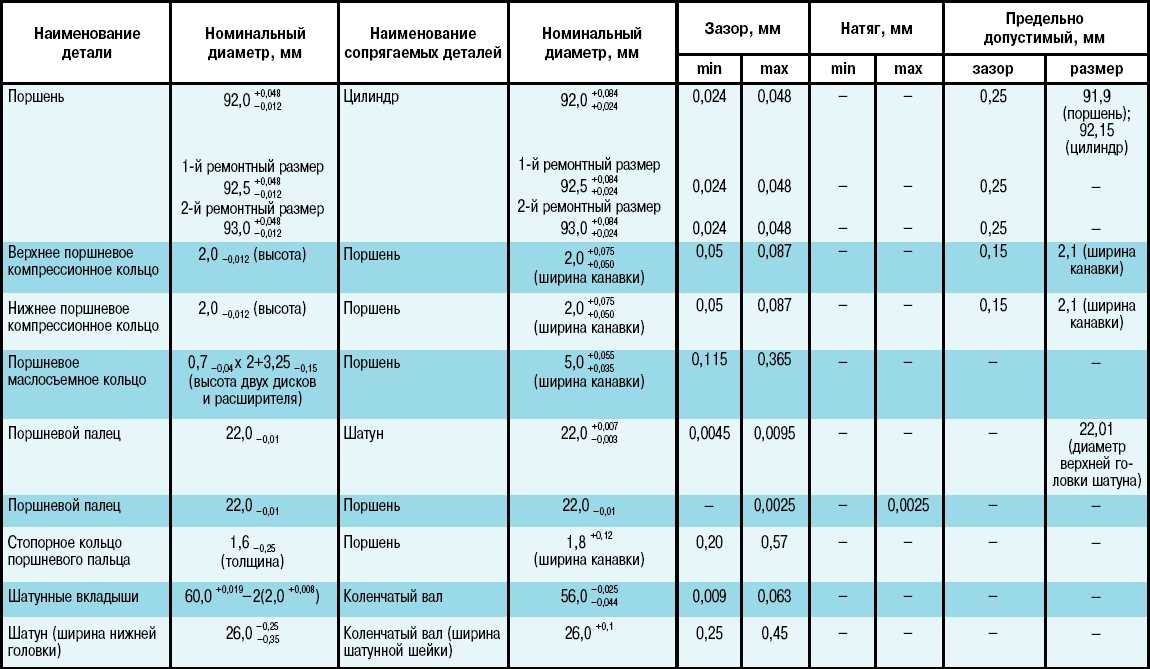 Заэвтектический алюминий обычно содержит 16-18 процентов кремния в сплаве. Хотя заэвтектические поршни по-прежнему представляют собой литые поршни, добавление этого дополнительного силиконового материала дает несколько преимуществ по сравнению с обычными литыми поршнями. Во-первых, поршень по своей природе прочнее, с повышенными тепловыми характеристиками, смазывающей способностью и стойкостью к истиранию. Он также более устойчив к коррозии, имеет более контролируемые характеристики расширения и лучшую жаропрочность. Хотя они прочнее обычного литого поршня, при выходе за предел прочности они сломаются так же, как и обычный литой поршень. Литые и заэвтектические поршни идеально подходят для двигателей, которые часто эксплуатируются на улицах, а лишь изредка посещают дрэг-стрип по выходным. При добавлении усилителя мощности, такого как закись азота, турбонаддув или нагнетатель, мы рекомендуем избегать использования литых или заэвтектических поршней.
Заэвтектический алюминий обычно содержит 16-18 процентов кремния в сплаве. Хотя заэвтектические поршни по-прежнему представляют собой литые поршни, добавление этого дополнительного силиконового материала дает несколько преимуществ по сравнению с обычными литыми поршнями. Во-первых, поршень по своей природе прочнее, с повышенными тепловыми характеристиками, смазывающей способностью и стойкостью к истиранию. Он также более устойчив к коррозии, имеет более контролируемые характеристики расширения и лучшую жаропрочность. Хотя они прочнее обычного литого поршня, при выходе за предел прочности они сломаются так же, как и обычный литой поршень. Литые и заэвтектические поршни идеально подходят для двигателей, которые часто эксплуатируются на улицах, а лишь изредка посещают дрэг-стрип по выходным. При добавлении усилителя мощности, такого как закись азота, турбонаддув или нагнетатель, мы рекомендуем избегать использования литых или заэвтектических поршней.
Кованые поршни всегда считаются улучшенной версией литых и заэвтектических поршней. Они по своей природе имеют металлургические характеристики, которые отличаются от их литых аналогов. Причина этого в том, что вместо того, чтобы плавить и заливать в форму, заготовки для кованых поршней создаются из заготовки экструдированного алюминиевого сплава. Эта заготовка подвергается очень сильному давлению, так как сплав прессуется в тяжелые ковочные штампы, которые создают грубую форму поршня — заготовку поршня. Этот процесс ковки приводит к более плотному и пластичному поршню. Но, поскольку штамп выполнен из двух зеркальных половинок, это исключает возможность оформления внутренней области в сырой поковке. Из-за этого кованая заготовка поршня требует гораздо большей обработки для создания настоящего поршня. Но этот более плотный и пластичный материал означает, что кованый поршень по своей природе прочнее и более щадящий, когда его пределы превышены.
Они по своей природе имеют металлургические характеристики, которые отличаются от их литых аналогов. Причина этого в том, что вместо того, чтобы плавить и заливать в форму, заготовки для кованых поршней создаются из заготовки экструдированного алюминиевого сплава. Эта заготовка подвергается очень сильному давлению, так как сплав прессуется в тяжелые ковочные штампы, которые создают грубую форму поршня — заготовку поршня. Этот процесс ковки приводит к более плотному и пластичному поршню. Но, поскольку штамп выполнен из двух зеркальных половинок, это исключает возможность оформления внутренней области в сырой поковке. Из-за этого кованая заготовка поршня требует гораздо большей обработки для создания настоящего поршня. Но этот более плотный и пластичный материал означает, что кованый поршень по своей природе прочнее и более щадящий, когда его пределы превышены.
Еще одно решение, которое следует учитывать, заключается в том, что в кованых поршнях используются различные сплавы.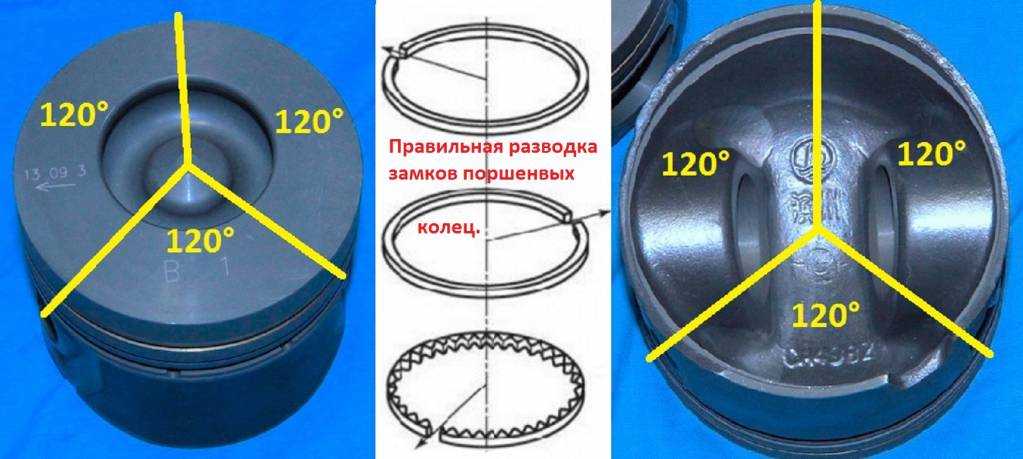 Наиболее распространены сплавы 2618 (алюминий с низким содержанием кремния) и 4032 (сплав с содержанием кремния около 11 процентов). Сплав 4032 является более жестким материалом и имеет меньшую теплопроводность и скорость расширения. Он также содержит большое сопротивление износу. 4032, как правило, является предпочтительным сплавом для уличного/полосного применения. Он выбран из-за возможности более плотного зазора между поршнем и стенкой, полученного за счет более низкой скорости расширения. Еще одним преимуществом является более длительный срок службы юбки и кольцевого ремня, обеспечиваемый большей износостойкостью сплава с более высоким содержанием кремния.
Наиболее распространены сплавы 2618 (алюминий с низким содержанием кремния) и 4032 (сплав с содержанием кремния около 11 процентов). Сплав 4032 является более жестким материалом и имеет меньшую теплопроводность и скорость расширения. Он также содержит большое сопротивление износу. 4032, как правило, является предпочтительным сплавом для уличного/полосного применения. Он выбран из-за возможности более плотного зазора между поршнем и стенкой, полученного за счет более низкой скорости расширения. Еще одним преимуществом является более длительный срок службы юбки и кольцевого ремня, обеспечиваемый большей износостойкостью сплава с более высоким содержанием кремния.
Сплав 2618 имеет низкое содержание кремния. Хотя он и отказывается от некоторых преимуществ кремния, он считается лучшим материалом для поршней для суровых тотальных гонок. Сплав с низким содержанием кремния имеет более высокую плотность и предел прочности на растяжение, чем 4032, и обладает гораздо большей пластичностью и сопротивлением разрушению. Поршень из сплава 2618 можно расплющить до того, как он сломается. Высокий показатель теплопроводности сплава 2618 позволит передавать больше тепла юбкам. Имейте в виду, что более высокая скорость расширения этого материала обычно означает значительно больший зазор отверстия (поршень-боковина). Поршень 2618 более подвержен износу в области колец и юбок. Поршни из сплава 2618 предназначены для гоночных поршней. Не устанавливайте их в свой автомобиль или грузовик и не рассчитывайте проехать более 100 000 миль. Если план требует серьезной закиси азота, наддува или оборотов, а пуленепробиваемость — это то, что вам нужно, поршень 2618 — правильный выбор. Современные технологии обработки и проектирования привели к созданию более сложных конструкций юбок. Производители, воспользовавшись этими достижениями, смогли значительно уменьшить зазор канала ствола по сравнению с традиционными требованиями.
Поршень из сплава 2618 можно расплющить до того, как он сломается. Высокий показатель теплопроводности сплава 2618 позволит передавать больше тепла юбкам. Имейте в виду, что более высокая скорость расширения этого материала обычно означает значительно больший зазор отверстия (поршень-боковина). Поршень 2618 более подвержен износу в области колец и юбок. Поршни из сплава 2618 предназначены для гоночных поршней. Не устанавливайте их в свой автомобиль или грузовик и не рассчитывайте проехать более 100 000 миль. Если план требует серьезной закиси азота, наддува или оборотов, а пуленепробиваемость — это то, что вам нужно, поршень 2618 — правильный выбор. Современные технологии обработки и проектирования привели к созданию более сложных конструкций юбок. Производители, воспользовавшись этими достижениями, смогли значительно уменьшить зазор канала ствола по сравнению с традиционными требованиями.
Зазор между поршнем и стенкой цилиндра
Независимо от того, какой поршень вы выберете, зазор между поршнем и стенкой цилиндра является основным фактором при подгонке поршня к цилиндру. Рабочие характеристики как кованых, так и литых поршней значительно различаются в зависимости от конкретного материала и процессов, используемых при их изготовлении. Это означает, что не все литые поршни одинаковы. То же самое можно сказать и о кованых поршнях. При принятии решения о том, подходит ли определенный тип поршня для конкретного применения, стоит поговорить с производителем. Кованые поршни рекомендуются всякий раз, когда ожидаются высокие обороты, повышенная степень сжатия и будут использоваться усилители мощности. Юбки разной толщины будут расширяться с разной скоростью, даже в поршне одной и той же конструкции. Другими аспектами, влияющими на скорость расширения поршня, являются длина юбки поршня, толщина кольцевого ремня (область между верхней частью поршня и поршневым пальцем) и характеристики охлаждения двигателя. Все производители указывают номинальный зазор между поршнем и стенкой, которого они хотят придерживаться. В большинстве случаев производитель дорабатывает диаметр поршня, чтобы включить зазор для данного диаметра отверстия.
Рабочие характеристики как кованых, так и литых поршней значительно различаются в зависимости от конкретного материала и процессов, используемых при их изготовлении. Это означает, что не все литые поршни одинаковы. То же самое можно сказать и о кованых поршнях. При принятии решения о том, подходит ли определенный тип поршня для конкретного применения, стоит поговорить с производителем. Кованые поршни рекомендуются всякий раз, когда ожидаются высокие обороты, повышенная степень сжатия и будут использоваться усилители мощности. Юбки разной толщины будут расширяться с разной скоростью, даже в поршне одной и той же конструкции. Другими аспектами, влияющими на скорость расширения поршня, являются длина юбки поршня, толщина кольцевого ремня (область между верхней частью поршня и поршневым пальцем) и характеристики охлаждения двигателя. Все производители указывают номинальный зазор между поршнем и стенкой, которого они хотят придерживаться. В большинстве случаев производитель дорабатывает диаметр поршня, чтобы включить зазор для данного диаметра отверстия. Поршень диаметром 4,030 дюйма выйдет из коробки с диаметром 4,026 дюйма, если рекомендуемый зазор составляет 0,004 дюйма.
Поршень диаметром 4,030 дюйма выйдет из коробки с диаметром 4,026 дюйма, если рекомендуемый зазор составляет 0,004 дюйма.
При рассмотрении сплавов и степени их теплового расширения помните, что все металлы имеют пороги. Хотя все поршни будут расширяться с заданной скоростью, есть также достижимые температуры, которых они могут достичь, что заставит их не следовать заданной «стандартной» скорости расширения. Поршни будут реагировать по-разному из-за различной массы, толщины и воздействия тепла. Хотя это и не заметно невооруженным глазом, большинство поршней не имеют «плоской» боковой стенки. Поршни имеют так называемую кулачковую форму или профиль. Форма кулачка — это конструкция юбки, которая делает ее продолговатой в том месте, где она скользит по стенке цилиндра. Если у вас более длинная юбка, это сделает форму вашего кулачка длиннее или короче в зависимости от используемой шкалы. По этой причине необходимо обязательно соблюдать рекомендации изготовителя по зазорам.
Покрытия поршней
Покрытия поршней помогают решить проблемы, связанные с износом, нагревом, трением и коррозией. Некоторые эксплуатационные покрытия включают керамические термобарьеры, сухую смазочную пленку, керамические покрытия для выхлопных газов, маслоотделяющие покрытия и несколько других покрытий для улучшения характеристик и/или долговечности высокопроизводительных деталей.
Поршни могут быть покрыты тремя различными типами покрытий: сухая смазка, термобарьер и маслоотталкивающее покрытие. Термические барьерные покрытия помогают защитить верхнюю часть поршня от вредного теплообмена, минимизируя количество тепла, удерживаемого на поверхности поршня. Это покрытие также позволяет теплу на поверхности более равномерно перемещаться по поверхности, уменьшая горячие точки или даже отражая тепло в камеру для более эффективного сгорания топлива и меньшего теплового расширения из-за уменьшения поглощаемого тепла. Сухое пленочное покрытие обычно наносится на юбку поршня. Эта сухая пленка поможет уменьшить трение, а также предотвратит заедание во время первоначальной обкатки. На нижнюю сторону поршня можно нанести масляное покрытие. Это покрытие предназначено для более быстрого отталкивания масла, чем необработанная деталь.
Сухое пленочное покрытие обычно наносится на юбку поршня. Эта сухая пленка поможет уменьшить трение, а также предотвратит заедание во время первоначальной обкатки. На нижнюю сторону поршня можно нанести масляное покрытие. Это покрытие предназначено для более быстрого отталкивания масла, чем необработанная деталь.
Определить степень сжатия
Нельзя построить двигатель и не учитывать степень сжатия. Затем вам нужно будет определить, какие поршни сжатия лучше всего подходят для ваших целей. В этом разделе давайте удалим литой, заэвтектический и кованый аспекты и просто сосредоточимся на использовании. Общее эмпирическое правило заключается в том, что вы можете использовать более высокую степень сжатия для полностью моторных приложений без наддува, а при добавлении усилителей мощности, таких как турбонаддув или нагнетатель, вам нужна более низкая степень сжатия.
Популярные коэффициенты сжатия для автомобилей без наддува варьируются от 9,5:1 и выше. Опять же, более высокая степень сжатия сделает двигатель более отзывчивым и мощным, но также более склонным к проблемам с детонацией, если настройка будет неточной. Кроме того, при переходе на поршни с более высокой степенью сжатия обычно требуется бензин с более высоким октановым числом для предотвращения детонации. Популярные коэффициенты сжатия для двигателей с турбонаддувом или наддувом варьируются от 8,0:1 до 9,5:1. Чем выше степень сжатия, тем лучше должна быть ваша настройка, чтобы двигатель не детонировал.
Опять же, более высокая степень сжатия сделает двигатель более отзывчивым и мощным, но также более склонным к проблемам с детонацией, если настройка будет неточной. Кроме того, при переходе на поршни с более высокой степенью сжатия обычно требуется бензин с более высоким октановым числом для предотвращения детонации. Популярные коэффициенты сжатия для двигателей с турбонаддувом или наддувом варьируются от 8,0:1 до 9,5:1. Чем выше степень сжатия, тем лучше должна быть ваша настройка, чтобы двигатель не детонировал.
Прежде чем выбирать поршни, вы должны знать желаемую высоту сжатия указанного поршня, чтобы вы могли получить фактическую степень сжатия для двигателя. Компрессионная высота – это расстояние между осевой линией отверстия поршневого пальца и верхней частью поршня. При использовании поршня с плоской вершиной это может быть простая математика. Но добавьте выемки для клапанов или «всплывающий» купол, и теперь вам нужно использовать голову. Объем купола поршня, как правило, публикует производитель, но если по какой-то причине вы используете поршни из встречных источников, вам нужно будет разобраться во всем самостоятельно. Для этого объем состоит из купола (материал над поверхностью поршня) за вычетом прорезей клапана. Это окончательное число будет либо отрицательным, либо положительным. Если объем купола больше объема вырезов (типично), то у вас положительная высота купола. Куполообразные поршни уменьшат объем камеры сгорания, поскольку купол занимает пространство над поверхностью поршня и в камере головки цилиндров. Для поршней с плоской вершиной рассматриваемый объем — это просто зазор над прорезью клапана, если он есть. Если поршни были подвергнуты массированию с помощью специальной резки или профилирования куполов, то практически единственный способ точно получить кубический объем — это измерить купола напрямую.
Для этого объем состоит из купола (материал над поверхностью поршня) за вычетом прорезей клапана. Это окончательное число будет либо отрицательным, либо положительным. Если объем купола больше объема вырезов (типично), то у вас положительная высота купола. Куполообразные поршни уменьшат объем камеры сгорания, поскольку купол занимает пространство над поверхностью поршня и в камере головки цилиндров. Для поршней с плоской вершиной рассматриваемый объем — это просто зазор над прорезью клапана, если он есть. Если поршни были подвергнуты массированию с помощью специальной резки или профилирования куполов, то практически единственный способ точно получить кубический объем — это измерить купола напрямую.
Версия Speed Reading: Сравнение материалов поршней
Поршни из литого алюминия
- Лучше всего подходят для стандартных двигателей.
- Более низкая цена.
- Типовой литой поршень расплавляют, а затем заливают в форму, имеющую форму готового изделия. Поршневые пресс-формы представляют собой постоянные штампы, сложно изготовленные из стальных профилей, состоящих из нескольких частей. Полученная отливка требует минимальной механической обработки. Литые поршни стоят дешевле и поэтому разработаны как экономичный вариант замены. По этой причине они не очень подходят для высокопроизводительных приложений.
 Поршневые пресс-формы представляют собой постоянные штампы, сложно изготовленные из стальных профилей, состоящих из нескольких частей. Полученная отливка требует минимальной механической обработки. Литые поршни стоят дешевле и поэтому разработаны как экономичный вариант замены. По этой причине они не очень подходят для высокопроизводительных приложений.
Поршневые пресс-формы представляют собой постоянные штампы, сложно изготовленные из стальных профилей, состоящих из нескольких частей. Полученная отливка требует минимальной механической обработки. Литые поршни стоят дешевле и поэтому разработаны как экономичный вариант замены. По этой причине они не очень подходят для высокопроизводительных приложений.Заэвтектические (литые) алюминиевые поршни
- Лучше всего подходят для двигателей мощностью до 600-650 л.с. в двигателях без наддува.
- Средняя цена.
- Заэвтектический поршень также представляет собой литой поршень, но с добавлением кремния (примерно 16 процентов), что делает его более твердым и износостойким вариантом стандартного литого поршня. Кремний сам по себе расширяется меньше, чем алюминий, потому что он также действует как изолятор, не позволяя алюминию поглощать такое же количество рабочего тепла, как стандартный литой поршень. Еще одним преимуществом добавления кремния является то, что поршень становится более твердым и менее подверженным задирам. Кроме того, более высокое содержание кремния в заэвтектических поршнях позволяет уменьшить зазоры между поршнем и боковой стенкой, улучшая герметичность сгорания из-за уменьшения раскачивания поршня при его перемещении в цилиндре.
 Еще одним преимуществом добавления кремния является то, что поршень становится более твердым и менее подверженным задирам. Кроме того, более высокое содержание кремния в заэвтектических поршнях позволяет уменьшить зазоры между поршнем и боковой стенкой, улучшая герметичность сгорания из-за уменьшения раскачивания поршня при его перемещении в цилиндре.
Еще одним преимуществом добавления кремния является то, что поршень становится более твердым и менее подверженным задирам. Кроме того, более высокое содержание кремния в заэвтектических поршнях позволяет уменьшить зазоры между поршнем и боковой стенкой, улучшая герметичность сгорания из-за уменьшения раскачивания поршня при его перемещении в цилиндре.- Из-за более высокого содержания кремния заэвтектический сплав является менее пластичным и менее щадящим при использовании с наддувом и/или закисью азота, что делает его наиболее подходящим для двигателей без наддува.
4032 Поршни из кованого алюминия
- Лучше всего подходят для двигателей мощностью до 1000 л.с. без наддува.
- Более высокая цена.
- Кованые поршни являются самыми прочными на рынке. Производственный процесс отличается от литого поршня, потому что алюминий не расплавляется, как в литом поршне. Вместо этого горячий алюминиевый слиток вдавливается в простую форму. В результате заготовка поршня требует более окончательной обработки, чем литой поршень, прежде чем он станет поршнем. Кованый сплав 4032 представляет собой сплав с высоким содержанием кремния (примерно 11 процентов) и низкими характеристиками расширения. Поршни, изготовленные из этого сплава, могут использовать более узкий зазор между поршнем и стенкой, что обеспечивает более плотное уплотнение с меньшим шумом и меньшим задиром, чем его двоюродный брат 2618. Этот меньший допуск предотвращает раскачивание поршня, создавая более стабильный поршень.
 В результате заготовка поршня требует более окончательной обработки, чем литой поршень, прежде чем он станет поршнем. Кованый сплав 4032 представляет собой сплав с высоким содержанием кремния (примерно 11 процентов) и низкими характеристиками расширения. Поршни, изготовленные из этого сплава, могут использовать более узкий зазор между поршнем и стенкой, что обеспечивает более плотное уплотнение с меньшим шумом и меньшим задиром, чем его двоюродный брат 2618. Этот меньший допуск предотвращает раскачивание поршня, создавая более стабильный поршень.
В результате заготовка поршня требует более окончательной обработки, чем литой поршень, прежде чем он станет поршнем. Кованый сплав 4032 представляет собой сплав с высоким содержанием кремния (примерно 11 процентов) и низкими характеристиками расширения. Поршни, изготовленные из этого сплава, могут использовать более узкий зазор между поршнем и стенкой, что обеспечивает более плотное уплотнение с меньшим шумом и меньшим задиром, чем его двоюродный брат 2618. Этот меньший допуск предотвращает раскачивание поршня, создавая более стабильный поршень.- Из-за более высокого содержания кремния 4032 является менее пластичным сплавом. Это означает, что он менее щадящий при использовании с форсированными и/или азотными приложениями. Они имеют более низкую устойчивость к детонации, что делает их наиболее подходящими для двигателей с минимальным наддувом или двигателей без наддува.
2618 Кованые алюминиевые поршни
- Лучше всего подходят для двигателей мощностью до 1200 л. с. и идеально подходят для двигателей с добавочной мощностью.
 с. и идеально подходят для двигателей с добавочной мощностью.
с. и идеально подходят для двигателей с добавочной мощностью.- Более высокая цена.
- Алюминиевый материал 2618 содержит мало кремния (примерно 2 процента). Этот сплав с низким содержанием кремния создает характеристики высокого расширения и является сплавом, который обычно используется в экстремальных условиях гонок. Из-за характеристики высокого расширения поршни 2618 спроектированы так, чтобы использовать больший зазор между поршнем и стенкой цилиндра. Это означает, что когда вы запускаете двигатель в холодном состоянии, можно услышать работу поршня, и это обычно называют «хлопком поршня». Как только двигатель прогревается, «хлопающий» шум стихает, когда поршень расширяется до нормального рабочего зазора.
- 2618 является более пластичным сплавом, и эта особенность дает более высокую стойкость к детонации. Эти характеристики позволяют поршню выдерживать некоторые из самых экстремальных условий, но долговечность в конечном итоге снижается после бесчисленных тепловых циклов.
