Содержание
Ремонт блока цилиндров: как это делается
Блок цилиндров на первый взгляд может показаться деталью простой: чугунный корпус с цилиндрами — и только. Однако и здесь есть целый комплекс тонких нюансов: зеркало цилиндра, хон, плоскость плиты — а кривошипно-шатунный механизм добавляет к этому вкладыши, подшипники и кольца, где точность сборки измеряется десятыми долями миллиметра. Сегодня мы разберемся, кто смотрит в зеркало, куда вкладываются вкладыши и почему не стоит гнуть пальцы, а затем отдефектуем блок цилиндров дизельного двигателя Mitsubishi 4М41.
Итак, мы подошли к финишной прямой. В нашем двигателе Mitsubishi 4М41, который проехал полмиллиона километров, после ремонта головки блока цилиндров и цепного привода ГРМ осталось разобраться с кривошипно-шатунным механизмом и блоком цилиндров. К слову, именно по состоянию блока цилиндров озвучивались самые пессимистичные прогнозы — ведь такой пробег не мог не сказаться на геометрических характеристиках. Однако после полной ревизии блока этот двигатель окончательно влюбил в себя нашего мастера.
Однако после полной ревизии блока этот двигатель окончательно влюбил в себя нашего мастера.
Кривошипно-шатунный механизм и блок цилиндров
Блок цилиндров — это металлическая корпусная деталь, в которой заключены элементы того самого кривошипно-шатунного механизма, благодаря которому поступательное движение поршней превращается во вращательное движение коленчатого вала. Внутри блока имеются полости, которые при работе мотора заполняются охлаждающей жидкостью — водяная рубашка. Блоки изготавливаются из чугунного или из алюминиевого сплава: сам по себе блок должен быть массивным, потому что воспринимает довольно увесистые ударные нагрузки, передаваемые от поршней. Также не стоит забывать о нагреве, последствия которого необходимо минимизировать.
Сверху блок накрывается головкой блока (ГБЦ), снизу — поддоном картера. В самом блоке располагаются гильзы, внутри которых перемещаются поршни. Внутренняя поверхность гильзы, которая непосредственно контактирует с поршнем, называется зеркалом цилиндра. В нижней части блока имеются «постели» — ложементы, в которые укладывается коленчатый вал, накрываемый крышками. При накрытии постели крышкой образуется отверстие, называемое коренной опорой коленвала.
В нижней части блока имеются «постели» — ложементы, в которые укладывается коленчатый вал, накрываемый крышками. При накрытии постели крышкой образуется отверстие, называемое коренной опорой коленвала.
Важно, чтобы блок цилиндров был достаточно жестким, так как силы, возникающие в процессе работы, пытаются скрутить, изогнуть и разорвать блок — именно поэтому он долгие десятилетия и оставался чугунным. Тренд современности — более легкие блоки цилиндров из алюминиевого сплава, с которыми (как и с облегченными чугунными) применяют интегрированные крышки коренных опор, называемые рамкой лестничного типа.
Итак, получается следующее: в классическом исполнении (как у нас, например) каждая коренная шейка коленчатого вала накрывается отдельной крышкой коренной опоры (ее часто называют бугелем). В рамке лестничного типа все бугели объединены в одну конструкцию, похожую на лестницу — таким образом конструкторы добились значительного повышения жесткости блока цилиндров. Недостатком данного подхода можно назвать стоимость изготовления подобной детали.
Разобравшись с блоком, переходим к движущимся частям — и первыми будут поршни. Они изготавливаются из алюминиевого сплава и конструктивно имеют юбку, днище и бобышки. Юбка — это боковая часть поршня, бобышки — это приливы, в которых выполнено отверстие под поршневой палец, а днище — это плоскость, обращенная непосредственно в камеру сгорания и непосредственно воспринимающая все нагрузки в процессе сжигания топливовоздушной смеси. Интересно, что днище поршня может быть плоским, как стапель краснодеревщика, а может иметь настолько сложную форму, что понять с первого раза, что это поршень, будет тяжело.
Сложность формы поршня, если таковая имеется, тщательно просчитана в угоду улучшению смешивания топлива с воздухом (что часто встречается в бензиновых ДВС с непосредственным впрыском топлива). Если же двигатель работает на дизеле (как наш), в поршне может находиться камера сгорания, а сам он будет значительно массивней своего бензинового собрата.
Поршень устанавливается в цилиндр с определенным зазором (часто 0. 2–0.3 мм), потому для его уплотнения предусмотрены поршневые кольца. На современных двигателях поршень опоясывают два компрессионных и одно маслосъемное кольцо. Соединяется поршень с коленчатым валом через шатун — соединительный элемент. Один его конец крепится к поршню через палец, который запрессовывается или просто вставляется и стопорится кольцами в поршне и головке шатуна. Второй конец — разборный: для закрепления на коленвале необходимо установить крышку шатуна и затянуть ее болты или гайки крепления.
2–0.3 мм), потому для его уплотнения предусмотрены поршневые кольца. На современных двигателях поршень опоясывают два компрессионных и одно маслосъемное кольцо. Соединяется поршень с коленчатым валом через шатун — соединительный элемент. Один его конец крепится к поршню через палец, который запрессовывается или просто вставляется и стопорится кольцами в поршне и головке шатуна. Второй конец — разборный: для закрепления на коленвале необходимо установить крышку шатуна и затянуть ее болты или гайки крепления.
И коленвал с блоком, и шатуны с коленвалом контактируют через подшипники скольжения, они же вкладыши. Для дополнительного охлаждения поршней внутри блока могут быть установлены распылители масла, направленные на поршни.
Рядная «шестерка» считается одним из самых уравновешенных двигателей (в плане колебаний). У нас же — рядная «четверка», причем внушительного объема, а потому в блоке цилиндров установлены два балансирных вала, суть работы которых сводится к уменьшению колебаний двигателя.
Что может поломаться
Одни из самых уязвимых деталей двигателя — поршневые кольца: из-за нагара они могут залипнуть в буквальном смысле слова. При этом могут лопнуть сами кольца, а могут и перемычки на поршне, между которыми они установлены. Может, наконец, износиться непосредственно выборка под кольцо в поршне.
С самими поршнями потенциальных проблем меньше, но ситуацию это не облегчает. Самое простое, что может произойти — банальный износ и отклонение от номинального диаметра, полный же «трэш» — это прогорание поршня. Кроме того, возможен износ поршневого пальца и отверстий под палец в бобышках поршня.
С шатуном все еще проще: здесь есть два нюанса, которые проверяют всегда, и два, которые часто игнорируют. Первые — износ втулки малой головки шатуна и износ вкладышей шатунного подшипника, а вторые — величина изгиба и кручения шатуна. Тем не менее, как показывает практика, шатун — один из самых редко заменяемых элементов в двигателе.
Самая распространенная проблема с коленчатым валом — износ рабочих поверхностей, второе по «популярности» место занимают случаи проворота вкладышей. Случается это, когда отсутствует достаточное количество масла в месте контакта, из-за чего коленвал срывает вкладыши подшипников и начинает «весело» вращаться вместе с ними. Это по-настоящему тяжелый случай: при определенном невезении ремонт может стоить замены блока.
Случается это, когда отсутствует достаточное количество масла в месте контакта, из-за чего коленвал срывает вкладыши подшипников и начинает «весело» вращаться вместе с ними. Это по-настоящему тяжелый случай: при определенном невезении ремонт может стоить замены блока.
Износ упорных колец коленчатого вала — тоже проблема довольно неприятная, хоть и незначительная на первый взгляд. Дело здесь в том, что не выявленный вовремя дефект в будущем может привести к заклиниванию двигателя — ведь на коленвал во время работы действуют силы и в продольном направлении тоже. Достаточно сместить вал на критическое расстояние — и поршни от перекоса просто заклинит. Стоит заметить, что поломка самого «колена» тоже возможна, хоть для этого и придется постараться.
В самом блоке конструктивно ломаться практически нечему — но это не означает, что с ним не бывает проблем, очень даже наоборот. Самые распространенные — износ цилиндров или коробление контактной поверхности блока с головкой из-за перегрева.
Особо нерадивые автовладельцы, впрочем, могут сломать и сам блок цилиндров. Для этого нужно лишь выполнить парочку нехитрых операций: первая — залить в систему охлаждения обычную воду (можно дистиллированную), а вторая — оставить автомобиль на улице на ночь при минус 20°С.
 Особо нерадивые автовладельцы, впрочем, могут сломать и сам блок цилиндров. Для этого нужно лишь выполнить парочку нехитрых операций: первая — залить в систему охлаждения обычную воду (можно дистиллированную), а вторая — оставить автомобиль на улице на ночь при минус 20°С.
Особо нерадивые автовладельцы, впрочем, могут сломать и сам блок цилиндров. Для этого нужно лишь выполнить парочку нехитрых операций: первая — залить в систему охлаждения обычную воду (можно дистиллированную), а вторая — оставить автомобиль на улице на ночь при минус 20°С.Что измеряют при капремонте
Прежде всего, после разборки измеряют наружный диаметр поршней в строго определенной плоскости (поперек оси пальца) и на заданном расстоянии от поверхности днища поршня. Производитель может изготовлять поршни в нескольких размерах: номинальном и ремонтных — эти данные приведены в технической документации. Если поршень в «номинале» (как это оказалось у нас), проверяют биение шатуна и пальца. Профессионал может засечь неладное, что называется, на ощупь — неопытному же механику придется все-таки выпрессовать палец из поршня и шатуна. После выпрессовки необходимо измерить наружный диаметр пальца и внутренние диаметры втулки шатуна и отверстий в поршне, путем несложной математики вычислить зазор в данной сборке и принять финальное решение об утилизации или дальнейшем применении этого комплекта.
Вооружившись набором плоских щупов, специалисты-механики измеряют зазор между кольцом и выборкой в поршне: если он превышен — поршень отправляется под замену. Так как мы проводим капитальный ремонт, замена колец даже не обсуждается — это само собой разумеющийся факт.
Практически закончив с подвижными элементами, переходим к блоку цилиндров, для обмера которого необходим так называемый нутромер. Это приспособление, предназначенное для измерения внутреннего диаметра с высокой точностью, которая обеспечивается индикатором часового типа. Внутренний диаметр измеряют на трех уровнях и в двух взаимно перпендикулярных плоскостях: это необходимо для наиболее точного понимания величины и характера износа цилиндра. Характер износа в данном случае — величина бочкообразности и овальности цилиндра. Все дело в том, что нагрузка на цилиндр неравномерна, а, следовательно, неравномерен и его износ: ближе к центру величина износа будет расти, а затем снова уменьшаться. Из-за этого цилиндр в профильном разрезе слегка «округляется» и становится похожим на бочку. В свою очередь, поршень давит на цилиндр только в одном направлении, вырабатывая поверхность и превращая ее в овальную. Повторюсь, точность при работе с блоком должна быть предельной — никаких приблизительных размеров существовать просто не может: в технической документации обязательно есть цифры предельно допустимой бочкообразности и овальности цилиндров.
В свою очередь, поршень давит на цилиндр только в одном направлении, вырабатывая поверхность и превращая ее в овальную. Повторюсь, точность при работе с блоком должна быть предельной — никаких приблизительных размеров существовать просто не может: в технической документации обязательно есть цифры предельно допустимой бочкообразности и овальности цилиндров.
В конце концов, ревизии подвергается и коленчатый вал. У него измеряют диаметры коренных и шатунных шеек и, при необходимости, шлифуют до следующего ремонтного размера, если таковой предусмотрен. При помощи известного нам нутромера измеряются диаметры отверстий коренных опор (с установленными вкладышами, конечно). Затем, имея наружный диаметр шеек и внутренний диаметр опор, определяют масляный зазор: если он превышает допустимый, вкладыши отправляются под замену, а коленвал — на шлифовку. Кроме того, выше мы упоминали об осевом люфте коленвала — разумеется, при дефектовке измеряют и его, и если люфт завышен, заменяют упорные кольца коленвала.
Как ремонтируется блок
Если состояние цилиндров совсем не позволяет продолжить эксплуатацию блока, его отправляют на расточку цилиндров до следующего ремонтного размера. Бывает, что производитель не предоставляет такой роскоши, тогда блок «гильзуют» — восстанавливают гильзованием. Как несложно догадаться, в этом случае существующую гильзу значительно растачивают и впрессовывают в нее еще одну гильзу с внутренним диаметром номинального размера. Однако это решение — уже не очень надежное, и некоторые мастера предсказывают такому двигателю не более 50 тысяч километров потенциального пробега.
Если же блок растачивают, то, разумеется, и поршни с кольцами подбирают соответствующего размера. Шлифовка шеек коленчатого вала уменьшает их размер — а значит, и для них необходимо подобрать вкладыши следующего ремонтного размера. Работу облегчает то, что в техдокументации обычно присутствует размерная сетка подбора вкладышей.
Перед установкой поршней зеркало цилиндра подвергают хонингованию. Это процесс, который не изменяет размера цилиндра, но благодаря которому значительно уменьшается износ трущихся поверхностей. Хонингование — это нанесение небольших рисок на поверхность цилиндра с помощью специальных камней. Необходимо это для того, чтобы на поверхности цилиндра задерживалось моторное масло, увеличивая тем самым ресурс поршневой группы.
Это процесс, который не изменяет размера цилиндра, но благодаря которому значительно уменьшается износ трущихся поверхностей. Хонингование — это нанесение небольших рисок на поверхность цилиндра с помощью специальных камней. Необходимо это для того, чтобы на поверхности цилиндра задерживалось моторное масло, увеличивая тем самым ресурс поршневой группы.
Ремонта блока цилиндров двигателя Mitsubishi 4М41
В нашем конкретном случае обошлось без сложных или интересных особенностей ремонта, так как замеры поршней, цилиндров и шеек коленчатого вала показали номинальные размеры.
Мнения наши разделились диаметрально: я немного расстроился, хозяин автомобиля — повеселел, а мастер… ему было все равно. Тем не менее, все мы очередной раз подивились стойкости данного мотора.
Перед разборкой блока и цилиндропоршневой группы мы сняли масляный поддон — и приступили к основной работе. Она свелась к извлечению поршней с шатунами из блока цилиндров. На всякий случай мы отметили номерами каждый поршень в соответствии с номером цилиндра.
После обмера поршней и цилиндров мы пришли к выводу, что коленчатый вал снимать смысла нет, так как биение отсутствует. Кольца все же заменили — да и то только потому, что они были предусмотрительно приобретены владельцем.
Дефекты же в разобранном нами моторе просто отсутствовали: никаких чрезмерных люфтов в сборке шатун-поршень, никаких задиров на шатунных вкладышах… Закончив дефектовку, мы в очередной раз убедились, что дорогое масло себя окупило.
После измерения коробления поверхности блока цилиндров мастер со словами «Ну хоть что-то же надо с ним сделать?!», отправил его на хонинговку цилиндров, а все прочие элементы — на тщательную мойку. После этого начался процесс сборки КШМ (кривошипно-шатунного механизма).
В шатуны и их крышки были установлены новые вкладыши, на поршни установили новые кольца.
Компрессионные кольца необходимо устанавливать в строго определенном направлении, и касается это абсолютно всех двигателей, а потому, чтобы не перепутать их, на поверхности кольца нанесены метки: надпись «ТОР» или иная.
Особенности установки поршневых колец на этом не заканчиваются. Поршневые кольца имеют разрез — ведь, во-первых, кольцо все-таки надо как-то установить на поршень, а во-вторых, компенсировать его тепловое расширение. Разрез этот называется замком кольца. Так вот, при установке колец их замки необходимо развести в разные стороны, чтобы минимизировать прорыв газов.
После выполнения всех вышеперечисленных операций мы нанесли на цилиндры свежее масло, установили на поршень специальное приспособление для обжима колец, четко сориентировали поршень относительно коленвала и блока, и легкими ударами рукояткой молотка установили шатунно-поршневую группу в блок.
Если бы мы разбирали шатунно-поршневую группу, то при ее сборке пришлось бы следить за правильной установкой шатуна относительно поршня — в противном случае может возникнуть чрезмерный износ шатунных шеек коленвала. Нельзя изменять и расположение поршня в цилиндре: это очень важно, так как ось пальца самую малость не совпадает с осью поршня. Если нарушить установку, со временем в двигателе может возникнуть стук. Установив все поршни в блок цилиндров, мы подвели шатуны к шейкам коленчатого вала, установили крышки шатунов и затянули гайки их крепления с определенным моментом затяжки.
Если нарушить установку, со временем в двигателе может возникнуть стук. Установив все поршни в блок цилиндров, мы подвели шатуны к шейкам коленчатого вала, установили крышки шатунов и затянули гайки их крепления с определенным моментом затяжки.
Отдельно остановлюсь на подборе прокладки головки блока цилиндров: у всех современных дизельных двигателей необходимо подбирать прокладку ГБЦ по толщине. Толщина эта будет зависеть от величины выступания поршня над поверхностью блока цилиндров. Так, после сборки КШМ каждый из поршней поочередно выводят в ВМТ и с помощью индикатора часового типа на стойке измеряют выступание поршня. Замер выполняют в двух противоположных точках поршня, потом вычисляют среднее арифметическое и в зависимости от высоты выступания подбирают толщину прокладки. Это — весьма важный момент, не уделив должного внимания которому можно поплатиться скорым прогоранием прокладки.
После установки всех и вся в блок цилиндров, мы накрыли его снизу масляным поддоном, предварительно тщательно очистив оный, промыв и высушив. Непосредственно перед установкой поддона на его поверхность нанесли специальный герметик и в течение 15 минут после нанесения установили поддон на блок, затянув болты крепления с необходимым моментом затяжки.
Непосредственно перед установкой поддона на его поверхность нанесли специальный герметик и в течение 15 минут после нанесения установили поддон на блок, затянув болты крепления с необходимым моментом затяжки.
Ремонт завершен!
На этом ремонт нашего мотора был завершен — пожалуй, нам удалось описать его в мельчайших подробностях. Вместо вывода можно было бы составить оду моторному маслу, но мы ограничимся малым, сказав очевидное: следите за тем, что льете в системы двигателя. Это, разумеется, не решит абсолютно всех потенциальных проблем вроде перегрева или перегрузки, но определенно поможет мотору прожить более долгую и счастливую жизнь.
Опрос
Приходилось ли вам ремонтировать блок цилиндров на своем автомобиле?
Ваш голос
Всего голосов:
Ремонт и восстановление блока цилиндров двигателя -Услуги
Задача ремонта заключается в том, чтобы после ремонта, двигатель имел характеристики максимально приближенные к заводским нормам.
Предварительная мойка блока цилиндров
Перед сборкой двигатель должен быть тщательно отмыт. Прежде всего, перед процессом мойки, выпрессовываются все заглушки масляных магистралей, для их гарантированной проходимости и снятия многолетнего налета. Сегодня существуют самые современные моющие средства, которые способны отмыть даже труднорастворимые отложения внутри блока. Это достигается благодаря применению паровых установок, где вместе с паром подается моющее средство, которое способно вымыть блок до блеска, даже в самых труднодоступных местах.
Расточка / хонингование блока цилиндров
Перед ремонтом блок подлежит обязательным промерам и по их результату, принимается решение о предстоящем виде ремонта. Если блок имеет допустимый износ, то он подлежит расточке и дальнейшему хонингованию. Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0. 01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
Гильзовка чугунного блока цилиндров
Когда износ зеркала цилиндров превышает предельно допустимый и выходит за все существующие ремонтные размеры, ремонт блока выполняется методом гильзования. Для чугунных блоков, в таких случаях используются гильзы из легированных износостойких чугунов. Существуют два вида гильз: «сухие» и «мокрые». «Сухие» гильзы устанавливаются в уже расточенные гнезда цилиндров, с предварительным натягом и непосредственно не имеют контакта с охлаждающей жидкостью. Гильзы могут запрессовываться как «на холодную», так и термическим способом. «Мокрые» гильзы постоянно контактируют с охлаждающей жидкостью. Процедура ремонта в этом случае гораздо проще, так как выполняется вручную. Старые гильзы вытаскиваются и заменяются новыми.
Перед установкой «сухих» гильз производят расточку блока под их размеры. Это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. Во время расточки, помимо необходимого размера, соблюдают геометрию и степень чистоты отверстия под гильзы. В противном случае оставшиеся бочкообразность или конусность передадутся гильзе, с которой для устранения этих недостатков, придется снимать дополнительный слой металла, что скажется на прочности гильзы.
Поэтому нужно избегать ремонта на старых станках с невысоким классом точности. Эти работы у нас выполняются специалистами, имеющими многолетний стаж в этой области.
При установке гильз на «горячую» обеспечивают натяг порядка 50– 80 мкм, предварительно равномерно нагрев блок до 120–150 градусов. Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке «намертво».
При установке гильз на «холодную», приходится увеличивать толщину гильзы, чтобы не наступило коробления при запрессовке, и так как в этом случае натяг составляет лишь 0,05 мм,
Гильзовка алюминиевого блока цилиндров
Алюминиевые блоки гильзуются по аналогии с чугунными блоками, с установкой специальных гильз из алюминия с содержанием различных присадок. Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния (до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния (до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Гильзовка двигателя
Производится гильзовка любых двигателей, блоки которых изготовлены из чугуна, цельноалюминиевых блоков и сплавов алюминия.
Перепрессование поршней
Выполняется перепрессовка всех видов поршней, как горячим, так и холодным способом, в зависимости от посадки поршневого пальца. Выпрессовка выполняется с использованием гидравлического пресса, имеющего переходники под все виды поршней. Сборка поршней с шатунами, производится после предварительного нагрева в термопечи. В зависимости от конструкции поршневого пальца, нагреву подлежит либо поршень, либо шатун.
Замена вкладышей промежуточного вала
При износе вкладышей промежуточного вала, производится их замена с последующей обработкой с использованием одноходовой развертки. Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Шлифовка промежуточного вала
При замене вкладышей промежуточного вала при необходимости производится его шлифовка, в этом случае вкладыши устанавливаются ремонтного размера.
Установка заглушек с изготовлением
Температурные заглушки блока и заглушки масляных каналов, а также заглушки масляных полостей коленчатого вала заменяются при их повреждении или при проведении ремонтных работ. Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Ремонт постели коленвала
В случаях предельно допустимого износа или аварийного задира шейки коленвала, а также при сильных перегревах происходит деформирование постели коленвала. В этих случаях крышки (бугеля) коленвала занижаются на незначительную величину, затем их затягивают предписанным моментом и производят расточку и хонингование постели коленчатого вала. Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Шлифовка плоскости блока цилиндров
Обычно при перегреве головки блока происходит её деформация, а при сильном перегреве деформируется и плоскость блока цилиндров. Для устранения этого дефекта плоскость блока цилиндров подлежит шлифованию до допустимого размера. Выполняются шлифовальные работы любых блоков.
Опрессовка блока цилиндров
В случаях, когда невозможно определить место утечки жидкости или масла, производится опрессовывание блоков или головок блока, с использованием специального оборудования с полным погружением деталей в горячую (80°С) воду и подачей повышенного давления для обнаружения места утечки. Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Ремонт блока цилиндров двигателя
Ответственный элемент блока цилиндров — опорные поверхности под бурты гильз. От точности выполнения их размеров в значительной степени зависит работа деталей цилиндро-поршневой группы дизеля. В исходном технологическом процессе опорные поверхности под опорные бурты, а также верхние и нижние посадочные пояски под гильзы обрабатывались перемещением резцов с осевой подачей за две операции с разных установок. При таком методе требования плоскостности опорных поверхностей и перпендикулярности их общей оси посадочных поясков под установку гильз выдерживались нестабильно. Это отрицательно сказывалось на деформации последних, повышались контактные напряжения и износ опорных поверхностей блока и бурта гильзы. При новом методе обработки подрезается торец под упорный бурт гильзы цилиндров резцом с радиальной подачей одновременно с растачиванием внутренних посадочных отверстий рис. 9. Радиальная подача резца при подрезке торца осуществляется через реечную зубчатую пару, которая смонтирована и расточной оправке. При такой схеме обработки не плоскостного торца по диаметру получается в пределах 0,02 мм и по его ширине до 0,01 мм, неперпендикулярность торца к оси отверстия под гильзы на диаметре 160 мм— в пределах 0,025 мм.
В исходном технологическом процессе опорные поверхности под опорные бурты, а также верхние и нижние посадочные пояски под гильзы обрабатывались перемещением резцов с осевой подачей за две операции с разных установок. При таком методе требования плоскостности опорных поверхностей и перпендикулярности их общей оси посадочных поясков под установку гильз выдерживались нестабильно. Это отрицательно сказывалось на деформации последних, повышались контактные напряжения и износ опорных поверхностей блока и бурта гильзы. При новом методе обработки подрезается торец под упорный бурт гильзы цилиндров резцом с радиальной подачей одновременно с растачиванием внутренних посадочных отверстий рис. 9. Радиальная подача резца при подрезке торца осуществляется через реечную зубчатую пару, которая смонтирована и расточной оправке. При такой схеме обработки не плоскостного торца по диаметру получается в пределах 0,02 мм и по его ширине до 0,01 мм, неперпендикулярность торца к оси отверстия под гильзы на диаметре 160 мм— в пределах 0,025 мм. Это значит, что нужно уменьшить зазор в нижнем пояске между гильзой и блоком цилиндров до 0,05—0,09 мм, что положительно отразится запасе по кавитационному разрушению, улучшилась герметичность стыка гильзы блоком цилиндров. Раньше наблюдалось разрушение блока и гильзы цилиндров после 6000 ч. работы двигателя . Оно происходило в результате вибрации гильзы от ударов при перекладке поршня в области нижнего уплотнительного пояска.. При этом вода из системы охлаждения попадала в картерное масло, из-за чего снижалась надежность двигателя. В настоящее время в этом месте установлено резиновое уплотнительное кольцо. При проработке узла кавитационной защиты был выбран технологически оптимальный вариант конструктивного выполнения уплотнения, не потребовавший изменения блоков цилиндра. Плоское резиновое кольцо цилиндра с натягом надевают на гильзу, после чего устанавливают ее в расточке блока. Дополнительно ужесточили испытание блоков на герметичность водяной полости и масляных каналов путем увеличения давления на стендах соответственно с 4 до 6 кгс/сма и с 12 до 16 кгс/см2.
Это значит, что нужно уменьшить зазор в нижнем пояске между гильзой и блоком цилиндров до 0,05—0,09 мм, что положительно отразится запасе по кавитационному разрушению, улучшилась герметичность стыка гильзы блоком цилиндров. Раньше наблюдалось разрушение блока и гильзы цилиндров после 6000 ч. работы двигателя . Оно происходило в результате вибрации гильзы от ударов при перекладке поршня в области нижнего уплотнительного пояска.. При этом вода из системы охлаждения попадала в картерное масло, из-за чего снижалась надежность двигателя. В настоящее время в этом месте установлено резиновое уплотнительное кольцо. При проработке узла кавитационной защиты был выбран технологически оптимальный вариант конструктивного выполнения уплотнения, не потребовавший изменения блоков цилиндра. Плоское резиновое кольцо цилиндра с натягом надевают на гильзу, после чего устанавливают ее в расточке блока. Дополнительно ужесточили испытание блоков на герметичность водяной полости и масляных каналов путем увеличения давления на стендах соответственно с 4 до 6 кгс/сма и с 12 до 16 кгс/см2.
В целях повышения надежности работы коленчатого вала, вкладышей коренных подшипников, привода масляного насоса и других деталей, сопрягаемых с блоком, у шести- и восьми цилиндровых двигателей повышена структурная жесткость картерной части блока за счет введения поперечных стяжек болтов связывающих крышки коренных опор с его боковыми стенками. С переходом на усиленный блок цилиндров со стяжными болтами были проверены различные варианты материала крышки. В случае применения стали весьма затруднительным оказалось выполнить технические условия по чистоте и точности растачивания отверстий в чугунном блоке и стальной крышке. Исследования показали технологическую приемлемость в качестве материала крышки ковкого чугуна КЧ 35-10. Для выявления геометрии инструмента, оптимальной марки твердого сплава и технологических режимов проверяли обрабатываемость материалов на образцах — спаренных крышках, одну из которых отливали из чугуна блока, другую— из ковкого чугуна. Образец, имитирующий блок, изготавливали из серого перлитного чугуна и подвергали отжигу: микроструктура материала — феррит с участками зернистого и пластинчатого перлита и графита, залегающего в виде пластин прямолинейной и завихренной формы НВ 170-241. Микроструктура крышки ковкого чугуна состоит из участков феррита и перлита. Графит залегает в виде гнезд углерода отжига, НВ 155—163.
Микроструктура крышки ковкого чугуна состоит из участков феррита и перлита. Графит залегает в виде гнезд углерода отжига, НВ 155—163.
По установленной на автоматической линии технологии растачивание в однородном материале (блок-крышка) ведется при:
t = 0,2-0,3 мм — глубина подачи,
s = 0,14 мм/об — подача,
V = 100 м/мин — скорость резанья,
Частота вращения — 275 об/мин.
Геометрия резца из сплава ВК4: φ = 75°, φ 1= 15°; α = α1 = 8°; γ = 5°; γ = 0; r = 0,5ч-0,8 мм. В ходе испытаний, проводимых на алмазно-расточном станке, установлена новая геометрия резца: φ= 60°; φ1 = 15°; γ = 5°; γ = —5°; α = α1 = 6°; r = 1,0- 1,2 мм.
Материал — твердый сплав ВКЗМ, стойкость которого в 1,5 раза выше стойкости сплава ВК4.
Режимы резания: V = 140 м/мин, t < 0,2 мм, 5 = 0,085-0,15 мм/об.
В процессе изготовления опытной партии блоков наблюдали за характером поведения детали, в частности» проверяли влияние затяжки боковых болтов на деформацию отверстий под коленчатый вал и базовых поверхностей. Анализ замеров дал возможность при проектировании технологического процесса учесть особенности поведения детали и принять рациональное решение. Замковые поверхности блока под установку крышек коренных подшипников выполняются протягиванием в две операции на станках мод. МП-371. При предварительном протягивании выдерживаются размеры замка по ширине 238,9 ±0,1 мм и высоте 99,6 ±0,15 мм. Чистовое протягивание с калиброванием замка ведется в размер 240+0.027 мм для площадок в зоне разъема, а для нижних площадок, с целью облегчения установки крышек при их комплектовании с блоком, размер увеличен до 0,03—0,08 мм на сторону .
Анализ замеров дал возможность при проектировании технологического процесса учесть особенности поведения детали и принять рациональное решение. Замковые поверхности блока под установку крышек коренных подшипников выполняются протягиванием в две операции на станках мод. МП-371. При предварительном протягивании выдерживаются размеры замка по ширине 238,9 ±0,1 мм и высоте 99,6 ±0,15 мм. Чистовое протягивание с калиброванием замка ведется в размер 240+0.027 мм для площадок в зоне разъема, а для нижних площадок, с целью облегчения установки крышек при их комплектовании с блоком, размер увеличен до 0,03—0,08 мм на сторону .
Схема обработки замка под установку крышки коренного подшипника в блоке цилиндров: а — предварительное протягивание; б — чистовое протягивание; в — крышка коренного подшипника; г — комплект инструмента для чистового протягивания.
Болты крепления крышек коренных подшипников затягивают и определенной последовательности: вначале вертикальные болты I Мкр — 43-4-47 кгс-м, затем боковые с Мкр = 10ч-12 кгс-м. ( момент затяжки боковых болтов до 14—15 кгс-м приводит к деформации отверстия под коленчатый вал до 0,025 мм в вертикальной плоскости. Болты крышки при комплектовании блоков ввертывают на десятишпиндельных вертикальном и горизонтальном станках-болтовертах, работающих в цикле автоматической линии . Величину затяжки боковых стяжных болтов 10Ч-12 кгс-м) контролируют динамометрическим ключом. Для гарантированного обеспечения затяжки вертикальных болтов дополнительно к многошпиндельному введен контрольный одношпиндельный болтоверт на котором проверяется заданная величина затяжки 100% болтов. Болтоверт работает следующим образом. Вращение от электродвигателя передается на шпиндель болтоверта через планетарный редуктор, установленный на двух цапфах. На корпусе редуктора укреплен балансир. Положением плеча груза на штанге балансира настраивают момент затяжки. При достижении заданного момента затяжки преодолевается реактивный момент балансира, что вызывает поворот корпуса редуктора. Срабатывает конечный включатель и двигатель останавливается.
( момент затяжки боковых болтов до 14—15 кгс-м приводит к деформации отверстия под коленчатый вал до 0,025 мм в вертикальной плоскости. Болты крышки при комплектовании блоков ввертывают на десятишпиндельных вертикальном и горизонтальном станках-болтовертах, работающих в цикле автоматической линии . Величину затяжки боковых стяжных болтов 10Ч-12 кгс-м) контролируют динамометрическим ключом. Для гарантированного обеспечения затяжки вертикальных болтов дополнительно к многошпиндельному введен контрольный одношпиндельный болтоверт на котором проверяется заданная величина затяжки 100% болтов. Болтоверт работает следующим образом. Вращение от электродвигателя передается на шпиндель болтоверта через планетарный редуктор, установленный на двух цапфах. На корпусе редуктора укреплен балансир. Положением плеча груза на штанге балансира настраивают момент затяжки. При достижении заданного момента затяжки преодолевается реактивный момент балансира, что вызывает поворот корпуса редуктора. Срабатывает конечный включатель и двигатель останавливается.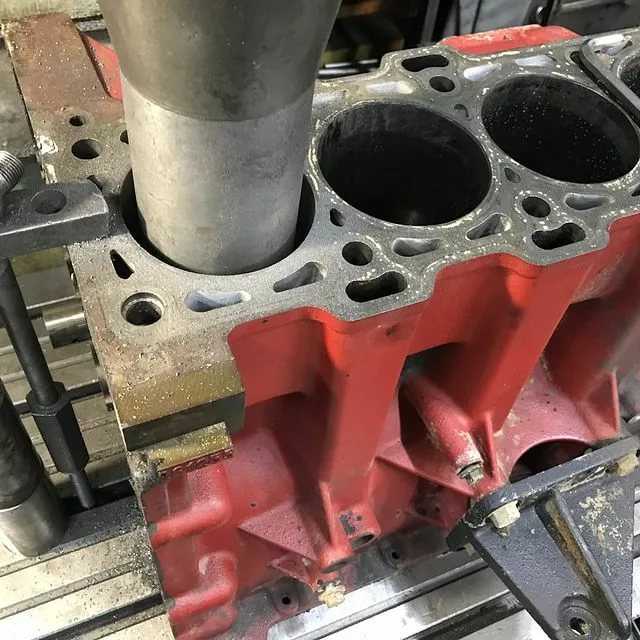
Надежность работы коренных подшипников коленчатого вала определяется качеством и геометрической формой расточенных постелей под вкладыши в блоке цилиндров. Для окончательной обработки расточенных отверстий диаметром 116+°’021мм в коренных опорах блока внедрен комбинированный инструмент из режущей развертки и роликовой раскатки, позволивший повысить качество обработки отверстий (шероховатость поверхности снизилась с (На =2,5 до На = 0,63 мКм). В результате улучшилось прилегание вкладышей в постелях и теплопередача соединения вкладыш-блок.
Соосность отверстий обеспечивается на операции растачивания (до диаметра 115+0,035 мм), которая при окончательном развертывании и раскатывании не нарушается. Диаметр развертки комбинированного инструмента 116 мм. Натяг по роликам при раскатывании — 0,05 мм на диаметр. При внедрении нового инструмента режимы обработки на станке автоматической линии не изменились (частота вращения 30 об/мин; 5 = 4,5 мм/об).
Для контроля биения средних опор относительно крайних (в пределах 0,0125 мм) разработан и внедрен пневматический прибор, отличающийся высокой точностью и стабильностью показаний по сравнению с жесткой скалкой и индикаторными приспособлениями . Влияние шероховатости поверхностей на точность измерения исключается благодаря применению контактного метода. Прибор имеет оправку, которая базируется во втулках , помещаемых в крайние опоры блока. В средней части оправки, в плоскости измеряемых расточек, вмонтированы пневматические датчики ротаметра . Измерительный щуп датчика, к которому подведен воздух двойной очистки и стабилизации, касается измеряемой поверхности. При повороте оправки во втулках на 180° датчики при наличии биения дадут команду отсчетному устройству, и ротаметр покажет фактическую величину биения коренных опор блока. Для удобства отсчета прибор настраивают на нулевое деление шкалы ротаметра по шаблону.
Влияние шероховатости поверхностей на точность измерения исключается благодаря применению контактного метода. Прибор имеет оправку, которая базируется во втулках , помещаемых в крайние опоры блока. В средней части оправки, в плоскости измеряемых расточек, вмонтированы пневматические датчики ротаметра . Измерительный щуп датчика, к которому подведен воздух двойной очистки и стабилизации, касается измеряемой поверхности. При повороте оправки во втулках на 180° датчики при наличии биения дадут команду отсчетному устройству, и ротаметр покажет фактическую величину биения коренных опор блока. Для удобства отсчета прибор настраивают на нулевое деление шкалы ротаметра по шаблону.
Обрабатывают отверстия под коленчатый вал при полностью затянутых болтах. Окончательно фрезеруют плоскости под головки блока, растачивают отверстия под гильзы и протачивают опорные поверхности под бурт гильзы при ослабленных боковых болтах. Такое ослабление затяжки введено, чтобы исключить ее влияние, а следовательно, деформации нижней базовой плоскости блока на точность выполнения указанных поверхностей. В отличие от рассмотренных выше блок цилиндров двенадцати цилиндрового двигателя представляет собой монолитную конструкцию. Его картерная часть имеет существенную особенность: у коренных подшипников коленчатого вала нет съемных крышек, а постели для подшипников размещаются в семи поперечных перегородках. Отверстия под наружную обойму подшипника диаметром 260-о,о8о мм выполнены с высокой точностью по соосности: биение промежуточных отверстий относительно крайних — не более 0,04 мм; взаимное биение соседних отверстий— не более 0,013 мм; овальность отверстия — не а более 0,015 мм; конусность— не более 0,01 мм. В эти отверстия запрессовывают с предварительным охлаждением наружные кольца роликоподшипников, которые служат опорами коленчатого вала двигателя.
В отличие от рассмотренных выше блок цилиндров двенадцати цилиндрового двигателя представляет собой монолитную конструкцию. Его картерная часть имеет существенную особенность: у коренных подшипников коленчатого вала нет съемных крышек, а постели для подшипников размещаются в семи поперечных перегородках. Отверстия под наружную обойму подшипника диаметром 260-о,о8о мм выполнены с высокой точностью по соосности: биение промежуточных отверстий относительно крайних — не более 0,04 мм; взаимное биение соседних отверстий— не более 0,013 мм; овальность отверстия — не а более 0,015 мм; конусность— не более 0,01 мм. В эти отверстия запрессовывают с предварительным охлаждением наружные кольца роликоподшипников, которые служат опорами коленчатого вала двигателя.
При разработке технологического процесса и определении состава оборудования наиболее целеснообразным с экономической точки зрения, оказалось применение коротких автоматических линий в сочетании с высокопроизводительными специальными станками. Для производства блоков цилиндров такого типа созданы новые модели специальных станков и автоматических линий. С целью сокращения количества оборудования в конструкциях автоматических линий и специальных станков предусмотрена концентрация различных технологических переходов за счет применения револьверных головок и многоинструментных наладок. На ряде станков автоматических линий использованы револьверные головки для последовательного сверления, зенкерования и развертывания. Сравнительно большой вес блока цилиндров (масса отливки 580 кг, чистая масса 550 кг) потребовал новых решений, связанных с транспортировкой деталей в линиях механической обработки и установкой их на станках. На автоматических линиях блоки перемещаются по роликовому транспортеру вместо обычно применяемых закаленных планок. В конструкциях рабочих приспособлений с целью предохранения от механических повреждений базовых поверхностей детали предусмотрены гидравлические амортизаторы.
Для производства блоков цилиндров такого типа созданы новые модели специальных станков и автоматических линий. С целью сокращения количества оборудования в конструкциях автоматических линий и специальных станков предусмотрена концентрация различных технологических переходов за счет применения револьверных головок и многоинструментных наладок. На ряде станков автоматических линий использованы револьверные головки для последовательного сверления, зенкерования и развертывания. Сравнительно большой вес блока цилиндров (масса отливки 580 кг, чистая масса 550 кг) потребовал новых решений, связанных с транспортировкой деталей в линиях механической обработки и установкой их на станках. На автоматических линиях блоки перемещаются по роликовому транспортеру вместо обычно применяемых закаленных планок. В конструкциях рабочих приспособлений с целью предохранения от механических повреждений базовых поверхностей детали предусмотрены гидравлические амортизаторы.
Для получистовой и чистовой обработок торцовых плоскостей с точностью по неплоскостности 0,015 мм на длине 100 мм и неперпендикулярностью их к оси отверстий под подшипники коленчатого вала 0,04 мм на длине 100 мм применены фрезы-протяжки конструкции СКВ-1. У такой фрезы зубья расположены в радиальном и осевом направлениях по архимедовым спиралям, причем наиболее удаленный по радиусу зуб имеет наименьшую высоту. Количество зубьев фрезы зависит от величины припуска и назначается так, чтобы все зубья снимали стружку толщиной 0,1 мм, а последние один,два зуба — толщиной 0,05 мм. Точность настройки режущих кромок ножей ±0,01 мм. При работе данной фрезы шероховатость обработанной поверхности зависит в основном от последнего зуба, служащего для чистовой обработки. Для предотвращения волнистости поверхности режущая кромка зуба для чистовой обработки должна быть строго параллельна опорному торцу фрезы.
У такой фрезы зубья расположены в радиальном и осевом направлениях по архимедовым спиралям, причем наиболее удаленный по радиусу зуб имеет наименьшую высоту. Количество зубьев фрезы зависит от величины припуска и назначается так, чтобы все зубья снимали стружку толщиной 0,1 мм, а последние один,два зуба — толщиной 0,05 мм. Точность настройки режущих кромок ножей ±0,01 мм. При работе данной фрезы шероховатость обработанной поверхности зависит в основном от последнего зуба, служащего для чистовой обработки. Для предотвращения волнистости поверхности режущая кромка зуба для чистовой обработки должна быть строго параллельна опорному торцу фрезы.
Привалочные плоскости под головки цилиндров обрабатываются с шероховатостью На = 1,6 мкм и с точностью по неплоскостности 0,02 мм на длине 100 мм и 0,35 мм на длине 550 мм. Это обеспечивается использованием на станке скоростных фрез, которые при холостом ходе стола с деталью отводятся от обрабатываемых плоскостей и в конце цикла возвращаются в исходное рабочее положение.
При разработке технологического процесса и определении состава оборудования наиболее целеснообразным с экономической точки зрения, оказалось применение коротких автоматических линий в сочетании с высокопроизводительными специальными станками. Для производства блоков цилиндров такого типа созданы новые модели специальных станков и автоматических линий. С целью сокращения количества оборудования в конструкциях автоматических линий и специальных станков предусмотрена концентрация различных технологических переходов за счет применения револьверных головок и многоинструментных наладок. На ряде станков автоматических линий использованы револьверные головки для последовательного сверления, зенкерования и развертывания. Сравнительно большой вес блока цилиндров (масса отливки 580 кг, чистая масса 550 кг) потребовал новых решений, связанных с транспортировкой деталей в линиях механической обработки и установкой их на станках. На автоматических линиях блоки перемещаются по роликовому транспортеру вместо обычно применяемых закаленных планок. В конструкциях рабочих приспособлений с целью предохранения от механических повреждений базовых поверхностей детали предусмотрены гидравлические амортизаторы.
В конструкциях рабочих приспособлений с целью предохранения от механических повреждений базовых поверхностей детали предусмотрены гидравлические амортизаторы.
Для получистовой и чистовой обработок торцовых плоскостей с точностью по неплоскостности 0,015 мм на длине 100 мм и неперпендикулярностью их к оси отверстий под подшипники коленчатого вала 0,04 мм на длине 100 мм применены фрезы-протяжки конструкции СКВ-1 [2]. У такой фрезы зубья расположены в радиальном и осевом направлениях по архимедовым спиралям, причем наиболее удаленный по радиусу зуб имеет наименьшую высоту. Количество зубьев фрезы зависит от величины припуска и назначается так, чтобы все зубья снимали стружку толщиной 0,1 мм, а последние один,два зуба — толщиной 0,05 мм. Точность настройки режущих кромок ножей ±0,01 мм. При работе данной фрезы шероховатость обработанной поверхности зависит в основном от последнего зуба, служащего для чистовой обработки. Для предотвращения волнистости поверхности режущая кромка зуба для чистовой обработки должна быть строго параллельна опорному торцу фрезы.
Привалочные плоскости под головки цилиндров обрабатываются с шероховатостью На = 1,6 мкм и с точностью по неплоскостности 0,02 мм на длине 100 мм и 0,35 мм на длине 550 мм. Это обеспечивается использованием на станке скоростных фрез, которые при холостом ходе стола с деталью отводятся от обрабатываемых плоскостей и в конце цикла возвращаются в исходное рабочее положение.{jcomments on}
Ремонт Блока Цилиндров / Всё для моторов
Ремонт и восстановление блока цилиндров двигателя
Компания All4Motoros проводит комплексный ремонт блоков цилиндров бензиновых и дизельных двигателей, а так же восстановление ремонтно пригодных блоков двигателя.
Процесс ремонта блока цилиндров требует применения специализированного оборудования и высокоточных автоматизированных станков для проведения работ по расточке, хонинговке, сварке и тд. Для достижения высокого качества и предоставления гарантии на работы по ремонту блока двигателя. Все работы по ремонту должны выполняться высоко квалифицированными профессионалами с большим опытом работы с применением качественного импортного оборудования, для гарантии выполнения ремонтных работ согласно спецификацией завода производителя.
Все работы по ремонту должны выполняться высоко квалифицированными профессионалами с большим опытом работы с применением качественного импортного оборудования, для гарантии выполнения ремонтных работ согласно спецификацией завода производителя.
1. Химическая Мойка Головки блока Цилиндров.
Перед началом дефектовочных работ и ремонтом блока цилиндров производится обязательная Мойка Блока Цилиндров на специализированном оборудовании. Для достижения лучшего вымывания всех грязевых и масляных отложений из двигателя перед установкой блока цилиндров на стенд моечного комплекса проводятся следующие подготовительные операции: — Внешняя обработка блока ДВС от налёта и внешних отложений, затем с помощью спец. оборудования начинается выпрессовка заглушек масляных каналов, для более тщательной мойки. Затем Блок двигателя размещается на стенде современного моечного комплекса для тщательной промывки всех внутренних каналов и плоскостей новейшими моющими средствами, что позволяет отмыть блок двигателя практически до идеального состояния, а так же получить уверенность в полном удалении масляных отложений даже труднодоступных местах блока двигателя.
2.Расточка блока и хонинговка цилиндров
При выполнении работ по расточке блока — наша компания All4Motoros использует только новейшие технологии, которые выполняем на усовершенствованных станках зарубежных брендов. Высокое качество проведения работ по расточке и хонингованию блока цилиндров гарантирует большой ресурс остаточный ресурс отремонтированного блока цилиндров. Вначале ремонтных работ по блоку цилиндров производятся контрольные замеры Выработки рабочих и привалочных поверхностей, а так же состояния и расположение опорных шеек коленвала относительно блока цилиндров. По результатам проведения замеров принимается решение о стоимости и сроках проведения восстановительных работ по блоку цилиндров. Если в результате промера цилиндров — блок подлежит расточке, то наши мастера произведут его расточку под ремонтный размер и путем хонингования нанесут на зеркало цилиндра микроструктурный сетчатый «узор», который необходим для удержания масляной пленки на стенках цилиндра.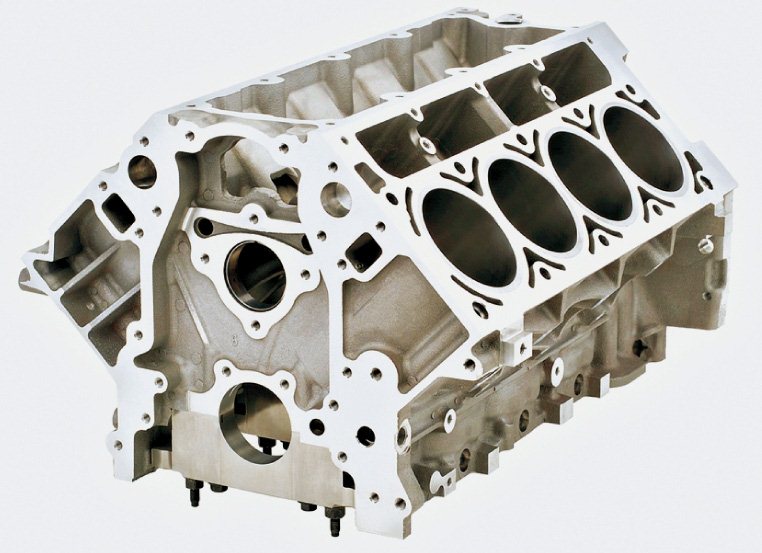 Удержание масляной пленки на зеркале цилиндра обеспечивает необходимый тепловой зазор между рабочей поверхностью поршня и стенками цилиндра. Процедура обработки внутренней поверхности блока, а именно цилиндров, которые может быть нарушены в период эксплуатации двигателя, что проводит к критическим тепловым зазорам в следствии образования эллипсности цилиндра и называется расточкой блока цилиндров. В случае когда блок двигателя уже исчерпал все возможные ремонтные размеры и нет возможности произвести расточку в ремонтный размер, то нашими мастерами будет произведена гильзовка блока цилиндров, что даст возможность восстановить Ваш блок в стандартных размерах поршневой группы.
Удержание масляной пленки на зеркале цилиндра обеспечивает необходимый тепловой зазор между рабочей поверхностью поршня и стенками цилиндра. Процедура обработки внутренней поверхности блока, а именно цилиндров, которые может быть нарушены в период эксплуатации двигателя, что проводит к критическим тепловым зазорам в следствии образования эллипсности цилиндра и называется расточкой блока цилиндров. В случае когда блок двигателя уже исчерпал все возможные ремонтные размеры и нет возможности произвести расточку в ремонтный размер, то нашими мастерами будет произведена гильзовка блока цилиндров, что даст возможность восстановить Ваш блок в стандартных размерах поршневой группы.
3. Гильзовка Блока Цилиндров
Мы выполняем работы по гильзовке блока цилиндров из любых металлов и сплавов, силами наших высококвалифицированных мастеров с многолетним стажем работы в короткие строки 1-2 дня. После проведения замеров цилиндров двигателя и выявления превышения допустимого износа зеркала цилиндра при котором не представляется возможным произвести расточку блока под ремонтный размер, остается последний технологически приемлемый вариант — Установка Гильз.
Ремонтные работы по гильзовке блока цилиндров имеют незначительное технологическое отличие, от типа блока: Чугунный или Алюминиевый.
При установке «Сухой» гильзы в чугунный блок сначала выполняются токарные работы по расточке блока цилиндров под ремонтный размер гильзы, а уже затем в блок двигателя запрессовывается гильза. При расточке блока двигателя для запрессовки гильзы, наши мастера неоднократно промеряю размеры и геометрию посадочного отверстия под ремонтную гильзу — это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. В завершении токарных работ обязательно проводиться очистка и мойка подготовленных отверстий под гильзы. Все работы по расточке и установке гильз выполняются на современном оборудовании иностранного производства с высоким классом точности.
Основное отличие «Сухих» гильз от «Мокрых» в том, что «мокрые» гильзы имеют постоянный контакт с охлаждающей жидкостью и процесс их замены намного быстрее, так как не требуется предварительная механическая обработка блока двигателя.
На данный момент Мы можем предложить два варианта запрессовки гильзы в блок двигателя.
А. «На холодную» — Блок Двигателя Фиксируется в подвижной каретке станка, а гильза запрессовывается с помощью гидравлического пресса.
Б. «На горячую» — Термический способ установки гильзы: Производится равномерный нагрев блока цилиндров до 145 градусов, а ремонтная гильза охлаждается азотом и устанавливается в блок.
4. Перепрессовка поршней
Мы производим перепресовку всех видов пальцев поршня одним из методов запресовки: «Холодным и «Горячим».
Порядок работ по Выпресовки-Запресовки поршневого пальца в поршень:
- 1. Производим нагрев в специализированной термопечи до 230 градусов. (В зависимости от технической спецификации нагревается либо поршень, либо шатун).
- 2. Производится фиксация шатуна в специализированном прессовом станке.
- 3. С помощью переходника — оправки, производится запрессовка или выпрессовка пальца из поршня.

5. Мы проводим ремонтные работы по восстановлению балансирных и промежуточных валов блока двигателя
После проведение промерных работ по определению износа рабочих поверхностей вала, нашими специалистами принимается решение о возможности ограничиться только заменой вкладышей или произвести ремонтные работы по расточке и наплавке балансирного или промежуточного вала.
6. Восстановление постелей коленвала
При повреждении шейки коленчатого вала (образовании задира) а так же при большом износе постели, а также при изменении геометрии посадочной плоскости коленвала в следствии перегрева — Производиться ремонт постели коленчатого вала: путем расточки или наплавки рабочих поверхностей. Конечной операцией, после проведения расточки или наплавки постелей коленвала производиться финишный замер соосности коленвала относительно пастели, что является обязательно процедурой внутреннего контроля качественного выполнения работ.
Конечной операцией, после проведения расточки или наплавки постелей коленвала производиться финишный замер соосности коленвала относительно пастели, что является обязательно процедурой внутреннего контроля качественного выполнения работ.
7. Проведение Фрезеровочных работ по блоку цилиндров
При значительно перегреве двигателя может произойти не только деформации привалочной плоскости головки блока цилиндров, но и самого блока цилиндров. Вслед за проведением замеров кривизны поверхностей определяется допустимая высота снимаемой плоскости для проведения фрезеровочных работ и восстановления параметров привалочной плоскости. Мы проводим ремонтно шлифовальные работы блоков цилиндров из любых металлов и сплавов которые поддаются фрезеровке в промышленных условиях.
8. Опрессовка блока цилиндров
Опрессовка блока цилиндров
При невозможности визуально выявит место утечки антифриза или моторного масла на специальном станке выполняется процедура опрессовки блока двигателя.
Сам процесс по проведению опрессовки достаточно прост:
- а. Все технологические отверстия блока двигателя перекрываются специальными заглушками, которые гарантируют отсутствия утечек.
- б. Блок двигателя погружается в специализированную чашу которая заполнена подогретой до 76 градусов водой.
- в. Через заглушку блока двигателя оснащенную техническим клапаном подается воздушная смесь под давлением около 7 атмосфер.
Мы производим опресовку блока цилиндров в кратчайшие сроки с гарантией!
9. Замена никасилового покрытия (никасил nikasik) или алюсилового (алюсил / alusil) на чугунное
Никасиловые и алюсиловые блоки цилиндров выделяются на фоне других своими динамическими характеристиками. Немаловажная характеристика таких аллюминиевых эсплавов это высокая теплопроводимость, благодаря чему блок разогревается быстрее и равномернее. И именно из-за высокотехнологичного процесса литья таких блоков ремонт никосиловых покрытий цилиндров практически не подлежат восстановлению. Самое оптимальное в данной ситуации это произвести гильзовку блока заменив никосиловые или алюсиловые гильзы на чугунные.
Немаловажная характеристика таких аллюминиевых эсплавов это высокая теплопроводимость, благодаря чему блок разогревается быстрее и равномернее. И именно из-за высокотехнологичного процесса литья таких блоков ремонт никосиловых покрытий цилиндров практически не подлежат восстановлению. Самое оптимальное в данной ситуации это произвести гильзовку блока заменив никосиловые или алюсиловые гильзы на чугунные.
На примере никосиловый (nikosil) блок компании Mercedes M272. На первой фотографии задранная гильза никосилового блока мерседес. На второй подготовка блока к гильзовке, снимается слой никосила. На третьей готовый блок с чугунной гильзой. Причины задира обычно это неправильная эксплуатация двигателя, перегрев или маслянное голодание. После гильзовки блока чугуном Ваш двигатель проедет еще более 200 тысяч км! (конечно при грамотной эксплуатации двигателя).
Наша компания производит профессиональную гильзовку двигателей с заменой никасиловых или алюсиловых гильз на чугунные с гарантией и в короткие сроки!
пошаговая инструкция с описанием, устройство, принцип работы, советы мастеров
Блок – это основная часть практически любого двигателя внутреннего сгорания. Именно к блоку цилиндров (далее по тексту БЦ) крепятся все прочие детали, начиная от коленвала и заканчивая головкой. Изготавливают БЦ сейчас преимущественно из алюминия, а ранее, в более старых моделях авто, они были чугунными. Поломки блоков цилиндров – отнюдь не редкость. Поэтому начинающим автовладельцам будет интересно узнать о том, как ремонтировать данный узел. Давайте узнаем о типичных поломках, а также о способах и технологиях ремонта блока цилиндров двигателя. Эта информация будет интересна для каждого, кто владеет автомобилем.
Именно к блоку цилиндров (далее по тексту БЦ) крепятся все прочие детали, начиная от коленвала и заканчивая головкой. Изготавливают БЦ сейчас преимущественно из алюминия, а ранее, в более старых моделях авто, они были чугунными. Поломки блоков цилиндров – отнюдь не редкость. Поэтому начинающим автовладельцам будет интересно узнать о том, как ремонтировать данный узел. Давайте узнаем о типичных поломках, а также о способах и технологиях ремонта блока цилиндров двигателя. Эта информация будет интересна для каждого, кто владеет автомобилем.
Краткое устройство
Непосредственно внутри блока имеются сквозные отверстия со шлифованными стенками – внутри этих отверстий двигаются поршни. В нижней части БЦ сделана постель, на которой через подшипники закреплены концы коленвала. Там же сделана специальная поверхность для закрепления поддона.
На верхней части блока имеется тоже идеально ровная шлифованная поверхность. К ней при помощи болтов прикрепляется головка. То, что многие сегодня называют цилиндрами, образуется из блока и головки. Сбоку на БЦ имеются кронштейны для крепежа двигателя к кузову автомобиля.
Сбоку на БЦ имеются кронштейны для крепежа двигателя к кузову автомобиля.
Внутри цилиндра могут быть установлены гильзы. Они широко применяются в алюминиевых блоках. Каждая деталь, которая крепится к мотору, оснащена уплотнительными прокладками, которые не допускают возможные утечки двигателя. Благодаря данным элементам антифриз не смешивается с маслом и наоборот. Прокладки всегда должны быть целыми, иначе это плохо влияет на работу ДВС.
Типичные неисправности
Прежде чем заниматься темой ремонта блока цилиндров двигателя, необходимо ознакомиться с наиболее частыми неполадками данного узла. Какие-то неполадки можно устранить своими силами в гаражных условиях, для устранения других понадобится специальное оборудование.
В процессе работы двигателя в блоке цилиндров ДВС могут образоваться следующие виды дефектов. Это естественный износ стенок цилиндра, задиры и риски на стенках. Также нередко образуются трещины как цилиндров, так и водяной рубашки или ГБЦ. Подвергаются износу и клапанные седла. Также на них могут образоваться трещины или раковины. Ломаются шпильки, а также болты, крепящие головку блока цилиндров к самому блоку.
Также на них могут образоваться трещины или раковины. Ломаются шпильки, а также болты, крепящие головку блока цилиндров к самому блоку.
Есть и менее серьезные проблемы – это накипь в рубашке системы охлаждения, а также нагар в ГБЦ. Из-за коррозионных процессов, работы блока в условиях повышенных температур, трения поршней и коленвала о стенки цилиндра они со временем приобретают эллипсность в плоскости, где качается шатун. Также образуется конусность по длине цилиндров.
Причины износа
Когда топливо сгорает в камере сгорания, газы попадают в канавки поршневых колец и сильно отжимают их к зеркалу цилиндра. Сила давления по мере того, как поршень движется вниз, становится меньше. Поэтому цилиндры изнашиваются в верхней части больше, чем в нижней. Что касается смазки, то в верхней части цилиндров она хуже из-за воздействия высоких температур. Сила, которая действует на поршень в двигателе при его рабочем ходе, делится на две важные составляющие.
Первая часть этой силы направлена вдоль шатунов. Вторая часть направлена перпендикулярно оси цилиндров. Она прижимает поршни к левой стороне стенки. Когда сжатие передается от коленвала к шатуну, то сила также разлагается на две части – одна работает вдоль шатунов и сжимает топливную смесь, а вторая жмет поршень к правой стенке цилиндров. Боковые силы работают также на тактах впуска и выпуска, однако в значительно меньшей мере.
Вторая часть направлена перпендикулярно оси цилиндров. Она прижимает поршни к левой стороне стенки. Когда сжатие передается от коленвала к шатуну, то сила также разлагается на две части – одна работает вдоль шатунов и сжимает топливную смесь, а вторая жмет поршень к правой стенке цилиндров. Боковые силы работают также на тактах впуска и выпуска, однако в значительно меньшей мере.
В результате действия боковых сил цилиндры имеют износ в плоскости работы шатуна и получается овальность. Значительнее износ левой стенки, так как боковая сила при рабочих ходах поршней самая высокая.
Кроме образования овальности, воздействие боковых сил также вызывает конусность. По мере того как поршень движется вниз, воздействие боковых сил уменьшается.
Задиры на стенках цилиндра образуются из-за перегревов, масляного голодания, загрязненности масла, недостаточных зазоров между стенками цилиндра и поршнем, плохо закрепленных поршневых пальцев, по причинам поломки поршневых колец. То, насколько сильно изношен цилиндр, можно определить при помощи индикатора или нутромера.
Как правильно измерить износ?
Овальность или эллипсность нужно измерять в поясе, который расположен на 40-50 мм ниже от верхней части камеры сгорания. Измерять нужно в плоскостях, которые взаимно перпендикулярны. Износ будет минимальным по оси коленвала, а максимальным – в той плоскости, которая перпендикулярна оси коленвала. Если есть разница размеров, то это и будет величиной овальности.
Чтобы определить конусность, индикатор следует индикатор установить вдоль камеры сгорания. Плоскость выбирают перпендикулярной оси коленвала. Если в показаниях индикатора имеется разность размеров, то это и есть размер конусности. При этом нужно измерять нижнюю и верхнюю часть цилиндра. Индикатор опускают строго вертикально, чтобы он не отклонятся ни в одну из сторон.
Если размер эллипсности выше, чем допустимые 0,04 мм, а конусность более 0,06 мм, на стенках имеются задиры и риски, тогда необходим ремонт блока цилиндров двигателя.
Под ремонтом нужно понимать увеличение диаметра до ближайшего ремонтного размера, установку новых поршней и других сопутствующих элементов.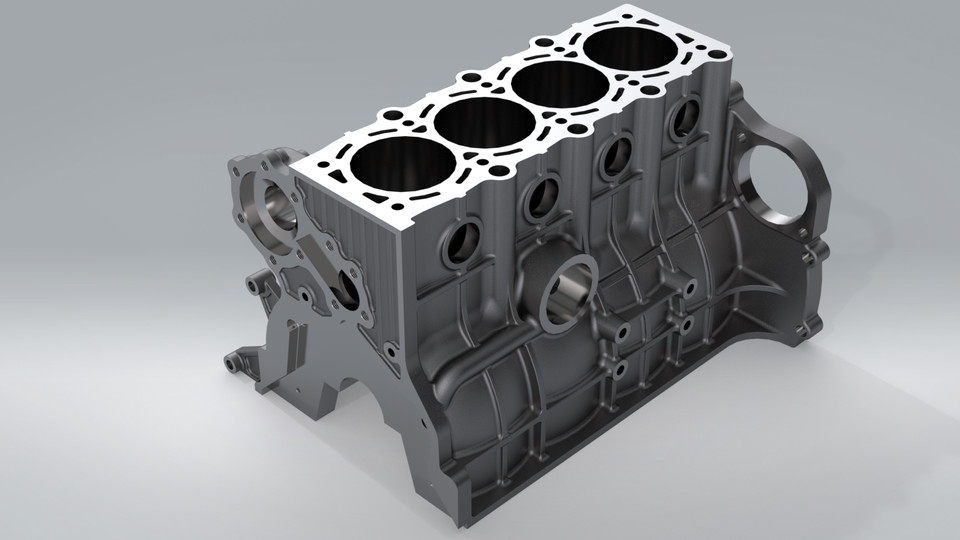 В зависимости от того, насколько изношены цилиндры, их шлифуют, растачивают и затем доводят, устанавливают гильзы.
В зависимости от того, насколько изношены цилиндры, их шлифуют, растачивают и затем доводят, устанавливают гильзы.
Шлифование БЦ
Эту операцию выполняют преимущественно на внутришлифовальных станках. Камень на этом оборудовании имеет значительно меньший диаметр, чем размер цилиндра. Камень может двигаться вокруг оси, по окружности цилиндра, а также вдоль оси камеры сгорания.
Процесс ремонта блока цилиндров двигателя, таким образом выполняемый, очень длительный и сложный, особенно если нужно снимать большой слой металла. Поверхность камеры сгорания становится волнистой и может забиваться пылью. Последняя проникает в поры в чугуне – после ремонта в дальнейшем это может вызывать интенсивный износ колец и поршней. Шлифовка цилиндров сейчас применяется крайне редко.
Растачивание
Ремонт чугунных блоков цилиндров двигателя может выполняться и таким образом. Используют расточные стационарные и мобильные станки. Мобильные вертикально-расточные агрегаты крепят в процессе непосредственно к блоку. При этом для обработки первого и третьего цилиндров станок закрепляют сверху болтами, которые пропускаются через второй цилиндр. Перед тем как окончательно закрепить станок, шпиндель его тщательно центрируется с помощью кулачков. Резец настраивают на необходимый размер при помощи микрометра или нутромера.
При этом для обработки первого и третьего цилиндров станок закрепляют сверху болтами, которые пропускаются через второй цилиндр. Перед тем как окончательно закрепить станок, шпиндель его тщательно центрируется с помощью кулачков. Резец настраивают на необходимый размер при помощи микрометра или нутромера.
Минусом растачивания считается необходимость последующей доводки – на поверхности без доводки остаются следы работы режущего инструмента. Доводку при ремонте блока цилиндров дизельного двигателя, бензиновых агрегатов выполняют в специальных или сверлильных станках. В более простых случаях можно обойтись электродрелью и доводочной головкой с абразивными камнями. В процессе любой доводки обрабатываемый цилиндр обильно поливают керосином.
В конце обработки конусность, а также эллипсность не должны быть более 0,02 мм. Алмазное растачивание выполняют твердосплавными резцами на малых подачах и больших скоростях. Лучше работать на специальных расточных станках.
Гильзование
Такая технология ремонта блока цилиндров двигателя выбирается, когда износ цилиндра больше, чем последний ремонтный размер. Также гильзование выбирают, если на поверхности имеются очень глубокие задиры и риски.
Также гильзование выбирают, если на поверхности имеются очень глубокие задиры и риски.
Цилиндр необходимо расточить до такого диаметра, который позволит установить гильзу с толщиной стенок до 2-3 мм после растачивания. В верхней части камеры сгорания нужно сделать специальную выточку под буртик для гильзы.
Гильзу изготавливают из материалов, которые близки по свойствам к материалу цилиндров. Наружный диаметр должен иметь припуск под запрессовку. Гильзу, а также стенки цилиндра смазывают маслом и гидравлическим прессом запрессовывают. Если пресса нет, гильзы можно установить при помощи ручного приспособления.
Ремонт седел клапанов
Наряду с БЦ может понадобиться и ремонт головки блока цилиндров двигателя. Если износ седел клапанов небольшой, то это можно устранить простой притиркой клапана к седлу. Если износ значительный, тогда седло фрезеруется конусной фрезой. Первым делом обрабатывают фрезой черновой с углом 45 градусов. Далее выбирают фрезу с углом 75 градусов. После берут деталь углом в 15 градусов. Затем можно обрабатывать седло чистовой фрезой.
После берут деталь углом в 15 градусов. Затем можно обрабатывать седло чистовой фрезой.
Фрезеровка будет эффективная только тогда, если направляющие клапанов имеют минимальный износ или вообще новые.
В процессе ремонта блока цилиндров 406 двигателя после фрезеровки седло шлифуется конусными камнями дрелью и притирается клапан. Если износ седел большой, то гнездо нужно расточить на станке торцевыми фрезами и запрессовать туда чугунное кольцо, которое затем нужно обработать в вышеописанной последовательности.
Если есть возможность замены сменного седла, то для облегчения ремонта головки блока цилиндров 406 двигателя просто меняют старое седло на новое.
Ремонт втулок клапанов
Если изношены направляющие втулки клапанов, тогда их можно восстановить развертыванием длинной разверткой под ремонтный размер. Если износ втулки значительный, то их следует удалять под прессом и менять на новые. При запрессовывании новых втулок натяг должен быть 0,03 м. Затем диаметр втулки развертывают под номинальный размер.
Ремонт направляющих толкателей
Эти элементы, изготовленные в блоке в отдельных частях в процессе ремонта головки блока цилиндров 402 двигателя, обрабатываются развертыванием под ремонтные размеры стержня толкателя или посредством замены стержней толкателей.
Заключение
Как видно, выполнить капитальный ремонт двигателя без специальных станков и специального инструмента нельзя. Но если повреждения незначительные, особо отчаянные мастера растачивают цилиндры обыкновенной электрической дрелью с наждачной бумагой. На самом деле страшного в капитальных ремонтах ничего нет – в большинстве случае цены на расточку и другие операции невысоки. Ремонт головки блока цилиндров дизельного двигателя можно выполнить в гараже своими руками по аналогии с бензиновыми ГБЦ.
Восстановление геометрии блока цилиндров после перегрева
Перегрев двигателей внутреннего сгорания, вызванный летней жарой 2010г., добрался до самого блока цилиндров (БЦ) грузовиков, автобусов и спецтехники.
Двигатели современных грузовиков и спецтехники, в основном дизельные и снабжены сухими или мокрыми гильзами. Гильзы и той и другой конструкции опираются на узенькие (2-6мм) посадочные бурты, выполненные в теле самого БЦ с высокой точностью. Гильза должна немного (0,03-0,3мм) выступать над плоскостью БЦ. Это обеспечивает хорошее обжатие прокладки головки блока цилиндров (ГБЦ) и герметичность стыка БЦ-ГБЦ.
Жара лета 2010г. показала, что эти самые посадочные бурты, а я бы сказал «буртики» (их ширина всего-навсего несколько миллиметров), – самое уязвимое место современных БЦ при перегреве. Они не выдерживают нагрузок двигателя в нештатных режимах работы при повышенных температурах и проседают либо перекашиваются. Вследствие этого стык БЦ-ГБЦ теряет свою герметичность, и начинается цепная реакция разрушения всего двигателя. Гильза начинает болтаться и разбивает посадочное место и саму себя. Дальше даже профессионалам становится трудно разобраться, что же было причиной, а что всего лишь следствием. Все это происходит не так быстро, так как блок и головки все-таки чугунные, поэтому мы и сталкиваемся в ремонте с последствиями летних перегревов только сейчас.
Все это происходит не так быстро, так как блок и головки все-таки чугунные, поэтому мы и сталкиваемся в ремонте с последствиями летних перегревов только сейчас.
Кроме потери геометрии посадочными буртами гильз, встретились случаи искривления плоскости самого БЦ. Чугунная головка блока, более крепкая, чем алюминиевая на легковушках, и послужила причиной этому. Получается, что сам блок и головка, изготовленные из одних и тех же материалов, имеют примерно одинаковую прочность. Встретилось искривление оси постелей коленчатого вала, а также известны случаи, когда БЦ лопался, не выдержав нагрузок от перегревов.
Плоскость самого БЦ под головки ГБЦ возможно на сегодняшний день восстановить только на заводе шлифовкой. Для этого потребуется разобрать весь двигатель, отвезти БЦ на завод и заменить его уплотнения при последующей сборке. Дело в том, что плоскость БЦ является базовой для всего двигателя. Чтобы обработать ее саму, требуется станок, который забазируется на другой плоскости, а именно – постели коленвала. Ось коленвала и плоскость БЦ обеспечат нормальную работу двигателя, если будут строго параллельны после обработки.
Ось коленвала и плоскость БЦ обеспечат нормальную работу двигателя, если будут строго параллельны после обработки.
Искривление оси постелей коленчатого вала тоже возможно восстановить только на заводе, но не на каждом. Для этого потребуется спецоборудование и специалисты высочайшей квалификации. А вот геометрию искореженных буртов возможно восстановить портативным швейцарским инструментом. Для этого даже не придется снимать двигатель с грузовоза (об этом мы писали в №47, 49 за 2009г.).
При обработке посадочных буртов выяснилось, что термическое воздействие и нагрузки изменили структуру металла буртов так, что резец даже не сразу их брал – его пришлось несколько раз точить. Металл при обработке вел себя, как какой-то «неправильный» чугун от НЛО! Лишь заглубившись, удалось дойти до нормального чугуна, и все встало на свои места.
Привычная «бабочка» превратилась после летних перегревов в «птицу с одним крылом». Стало ясно, что геометрия БЦ при перегреве приобретает самые разные и непонятные формы, кроме правильной. Очень часто встречаются случаи выхода из строя по этой же причине распространенного двигателя Д-245, производимого в Беларуси. Им оборудованы российские автомобили: «Бычок», ГАЗ-3307, «Валдай» и автобусы ПАЗ. Из симптомов неисправности, кроме бурления воздуха в расширительном бачке, попадания тосола в масло, на нем типовым является прогар прокладки головки блока цилиндров между вторым и третьим цилиндрами. Не только замена прокладки, но и шлифование плоскости самой головки не помогает в этих случаях. Виноваты вышеупомянутые посадочные бурты, вернее, их недопустимая деформация и искривления. Гильзы проседают, перекашиваются, и уже никакие даже самые фирменные прокладки не могут спасти ситуацию!
Очень часто встречаются случаи выхода из строя по этой же причине распространенного двигателя Д-245, производимого в Беларуси. Им оборудованы российские автомобили: «Бычок», ГАЗ-3307, «Валдай» и автобусы ПАЗ. Из симптомов неисправности, кроме бурления воздуха в расширительном бачке, попадания тосола в масло, на нем типовым является прогар прокладки головки блока цилиндров между вторым и третьим цилиндрами. Не только замена прокладки, но и шлифование плоскости самой головки не помогает в этих случаях. Виноваты вышеупомянутые посадочные бурты, вернее, их недопустимая деформация и искривления. Гильзы проседают, перекашиваются, и уже никакие даже самые фирменные прокладки не могут спасти ситуацию!
Те заводы и автопредприятия, до которых еще не дошли передовые мировые технологии, изрядно помучившись с заменой прокладок и тосола, вынуждены заменять блоки цилиндров на новые. Соответственно они снимают двигатели с грузовиков и автобусов, полностью их разбирают, ждут нового блока, заменяют уплотнения, потом все собирают.
Более продвинутые предприятия обрабатывают бурты на снятых моторах в своих цехах. Кроме того, есть способ обработки буртов блоков непосредственно на автомобилях и автобусах. Автор для этих целей дооборудовал небольшой швейцарский чудо-станок укороченной ручкой.
Белорусы, в отличие, например, от немцев, не выпускают для своих двигателей ремонтных колец под гильзы. Соответственно в ремонте братья-белорусы предлагают нам только замену блока на новый. Это часто дорого и нетехнологично. Нам приходится самим изготавливать ремонтные колечки для белорусских двигателей, чтобы избежать дорогостоящей замены БЦ.
Ремонт и механическая обработка блока цилиндров Ever-Pac
Треснувший или поврежденный блок цилиндров не обязательно должен приводить к дорогостоящей замене двигателя или, что еще хуже, к покупке совершенно новой машины. Качественно выполненный ремонт блока цилиндров может стать рентабельной альтернативой, которая положительно скажется на прибыли вашей компании.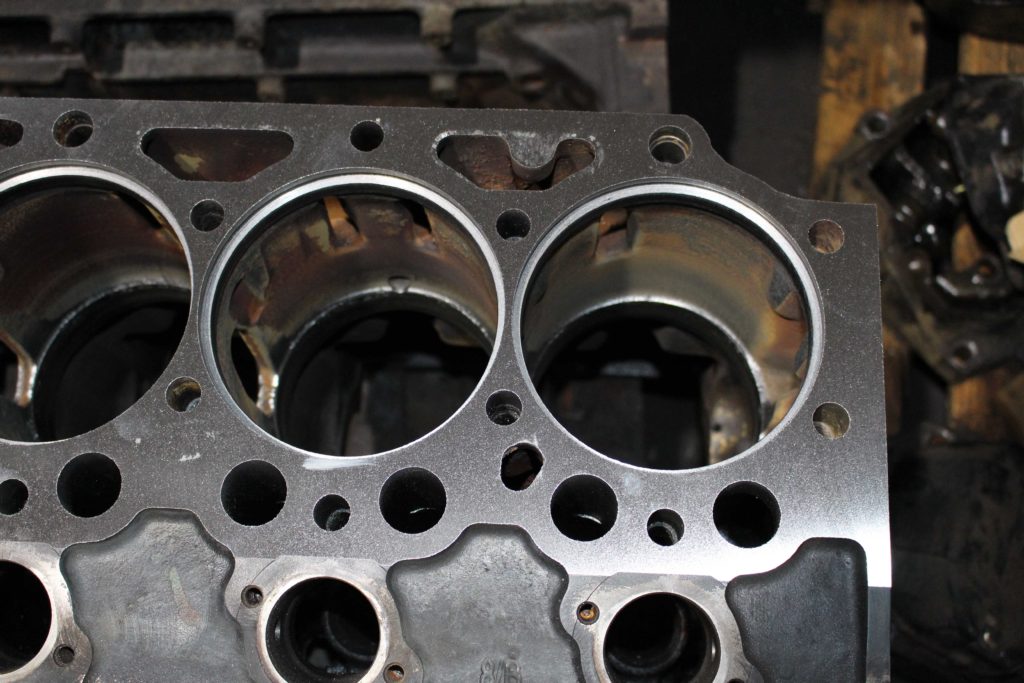 Ever-Pac, механическая мастерская с полным спектром услуг, расположенная в Риверсайде, Калифорния, может быстро и недорого выполнить механическую обработку и ремонт цилиндров и блоков цилиндров на месте для компаний по всей Южной Калифорнии.
Ever-Pac, механическая мастерская с полным спектром услуг, расположенная в Риверсайде, Калифорния, может быстро и недорого выполнить механическую обработку и ремонт цилиндров и блоков цилиндров на месте для компаний по всей Южной Калифорнии.
Современная технология позволяет нам выполнять механическую обработку блоков на месте
Для обеспечения эффективной обработки и ремонта блока цилиндров и блока цилиндров на месте требуется самое передовое оборудование, и это именно то, что мы сейчас имеем в нашем распоряжении. Ever-Pac теперь представляет:
«Машина для производства блоков цилиндров Rottler», что означает… Повышение нашей эффективности и улучшение обслуживания для вас!
Компания Rottler уже более 80 лет предлагает инновационные решения для точного машиностроения. Линейка оборудования для обработки блоков цилиндров Rottler включает в себя F88S, самый большой многоцелевой станок Rottler, который может легко работать с современными дизельными двигателями с большими блоками, включая модели Cat 3500 и 3600.
Эффективность и универсальность в одном станке
Массивный F88S использует самые современные технологии для обработки больших дизельных двигателей, используемых в землеройной, горнодобывающей, нефтегазовой промышленности, энергетике, судостроении и т. д.
Дополнительно Программное обеспечение для автоматического цикла и производство инструменты позволяют обрабатывать полные группы блоков без присутствия оператора, после настройки задания и нажатия кнопки «запуск цикла» оператор может «уйти» и выполнять другую работу, в то время как F88S завершает обработку группы блоков или основной линия носила без присмотра!
Обработка блоков на месте с помощью F88S также выполняется очень быстро. Двигатель Cat 3500 можно полностью обработать от пола до этажа менее чем за два часа. Более быстрая обработка означает, что ваш двигатель может быть снова в рабочем состоянии и продуктивным с минимальным временем простоя.
Наши опытные механики делают разницу
Наша команда квалифицированных механиков обладает опытом, позволяющим в полной мере использовать возможности обработки блоков на месте, которые может предложить F88S. Они также имеют большой опыт работы с двигателями Cat 3500 и 3600, а также других ведущих производителей. Вы будете спокойны, зная, что ремонт будет выполнен с первого раза.
Они также имеют большой опыт работы с двигателями Cat 3500 и 3600, а также других ведущих производителей. Вы будете спокойны, зная, что ремонт будет выполнен с первого раза.
Узнайте больше о преимуществах услуг по механической обработке блоков на месте от Ever-Pac
Ever-Pac является подразделением компании Quinn, самого надежного поставщика тяжелого оборудования в Южной Калифорнии на протяжении почти 100 лет. Обработка блоков на месте производства Ever-Pac включает в себя ту же непоколебимую приверженность поддержке клиентов и обслуживанию, которую вы ожидаете от компании Quinn.
Предлагаемые услуги:
- Ремонт блока цилиндров: Двигатели оборудования работают в условиях экстремальных температур и давлений, которые со временем могут привести к растрескиванию блоков цилиндров. В Ever-Pac у нас есть инструменты и ресурсы, необходимые для ремонта этих трещин и избавления вас от дорогостоящих затрат на замену.
- Восстановление блока цилиндров: Верните блоки цилиндров в состояние нового, выбрав услуги по восстановлению от Ever-Pac. Наша команда может обслужить ваш блок цилиндров и позаботиться о небольших задачах по техническому обслуживанию и ремонту, которые помогут вашему блоку цилиндров работать так же, как когда он впервые сошел с конвейера.
- Восстановление блока цилиндров: Мы разбираем ваш блок цилиндров, чтобы полностью удалить смазку и другие остатки, которые образовались во время использования. Далее мы смотрим на состояние блока, обрабатывая его по мере необходимости. Затем мы восстановим блок цилиндров и затянем крышки, чтобы ваша машина могла работать на пределе своих возможностей.
- Наплавка блока цилиндров: Достигните оптимальной производительности, воспользовавшись услугами по наплавке блока цилиндров, которые создают плоскую головку цилиндров, полностью герметизирующую жидкости и газы прокладки головки блока цилиндров.
- Растачивание основной линии блока цилиндров: Со временем отверстия изнашиваются или повреждаются, или они могут потерять свою округлость. Они также могут выйти из строя или потерять свое центрирование. Сверление основной лески устраняет эти проблемы.
- Втулка блока цилиндров: Отремонтируйте поврежденные или изношенные блоки цилиндров с помощью простого и экономичного процесса, который называется гильзованием.
- Растачивание блока цилиндров на месте: Что касается оборудования, которое не может быть доставлено к нам, мы приедем к вам. Мы можем предоставить услуги по растачиванию на месте крупногабаритного оборудования и блоков цилиндров.
- Ремонт блока цилиндров: Экономьте деньги, ремонтируя треснувшие, поврежденные или изношенные блоки цилиндров вместо того, чтобы вкладывать средства в запасные части, которые могут работать не так хорошо, как оригинальные.
- Восстановление блока цилиндров: Добейтесь состояния нового блока двигателя, восстановив компонент, который начинает показывать свой возраст.
- Восстановление блока цилиндров: Процесс разборки и восстановления блока цилиндров включает в себя тщательную очистку и замену крышек и других мелких деталей, срок службы которых истек.
- Замена поверхности блока цилиндров: Достигните оптимальной производительности блока цилиндров, выбрав замену поверхности для герметизации жидкостей и газов.
- Отверстие главной магистрали блока цилиндров: Мы отремонтируем поврежденные или изношенные отверстия в блоке цилиндров или выровняем отверстия, которые потеряли свое центрирование.
- Втулка блока цилиндров: Получите максимальную отдачу от имеющегося блока цилиндров, выбрав этот недорогой процесс, который повышает производительность и помогает вам получить максимальную отдачу от вашего оборудования.
- Растачивание блока цилиндров на месте: Как и в случае с нашими услугами по растачиванию блоков цилиндров на месте, мы приезжаем к вам, чтобы удовлетворить ваши потребности в растачивании крупных машин и блоков двигателей.
 Наша команда может обслужить ваш блок цилиндров и позаботиться о небольших задачах по техническому обслуживанию и ремонту, которые помогут вашему блоку цилиндров работать так же, как когда он впервые сошел с конвейера.
Наша команда может обслужить ваш блок цилиндров и позаботиться о небольших задачах по техническому обслуживанию и ремонту, которые помогут вашему блоку цилиндров работать так же, как когда он впервые сошел с конвейера. Они также могут выйти из строя или потерять свое центрирование. Сверление основной лески устраняет эти проблемы.
Они также могут выйти из строя или потерять свое центрирование. Сверление основной лески устраняет эти проблемы.
Для получения более подробной информации о наших услугах по механической обработке блоков на месте в Риверсайде, Калифорния, обратитесь к торговому представителю отдела технической поддержки. В области седла клапана следует использовать стальные штифты, поскольку сталь лучше выдерживает нагрев, чем чугун.
В области седла клапана следует использовать стальные штифты, поскольку сталь лучше выдерживает нагрев, чем чугун.
Трещина в головке блока цилиндров или блоке цилиндров может быть плохой новостью, а может и не быть, в зависимости от размера и расположения трещин(ы), стоимости отливки и того, что потребуется для устранения трещины по сравнению с тем, что потребуется стоимость замены литья. Относительно распространенная отливка с сильными трещинами, вероятно, не стоит времени и усилий на ее ремонт, если вы можете найти другую чистую отливку по разумной цене.
Нажмите здесь, чтобы узнать больше
С другой стороны, если вы обнаружили трещины в головке цилиндра или блоке последней модели, которые относительно дороги или трудно найти, может быть более экономичным исправить отливку с помощью надлежащего ремонта трещин. методы. Чтобы испортить вывод этой статьи, нужно сопоставить стоимость ремонта треснувшей отливки со стоимостью ее замены.
Конечно, в этой истории есть нечто большее, чем просто конец. Каждый раз, когда вы восстанавливаете подержанный двигатель с большим пробегом, головку и блок всегда следует тщательно осматривать на наличие трещин. Методы магнитопорошкового контроля выявляют большинство поверхностных трещин глубиной около четверти дюйма на чугунных блоках и головках. Но некоторые области может быть трудно осмотреть только с помощью обнаружения магнитных частиц, поэтому рекомендуется проводить испытания под давлением для проверки «скрытых» трещин во впускных и выпускных отверстиях и водяных рубашках.
Каждый раз, когда вы восстанавливаете подержанный двигатель с большим пробегом, головку и блок всегда следует тщательно осматривать на наличие трещин. Методы магнитопорошкового контроля выявляют большинство поверхностных трещин глубиной около четверти дюйма на чугунных блоках и головках. Но некоторые области может быть трудно осмотреть только с помощью обнаружения магнитных частиц, поэтому рекомендуется проводить испытания под давлением для проверки «скрытых» трещин во впускных и выпускных отверстиях и водяных рубашках.
В алюминиевых отливках трещины и утечки пористости обычно обнаруживаются с помощью проникающих красок и/или испытаний под давлением. Испытания под давлением от 10 до 40 фунтов на квадратный дюйм обычно выявляют любые утечки пористости или трещины, о которых стоит беспокоиться. Нет необходимости использовать более высокое давление, потому что большинство утечек, возникающих при нормальных рабочих температурах и давлениях, проявляются при давлении воздуха от 10 до 40 фунтов на квадратный дюйм. Погружение отливки в горячую воду во время испытания под давлением — это еще один метод, который может выявить трещины и утечки пористости, которые в противном случае можно было бы не заметить при комнатной температуре.
Погружение отливки в горячую воду во время испытания под давлением — это еще один метод, который может выявить трещины и утечки пористости, которые в противном случае можно было бы не заметить при комнатной температуре.
Верхний шаг нити на шпильке этого типа создает эффект защемления при затягивании шпильки (любезно предоставлено Lock-N-Stitch).
После обнаружения трещины или утечки важно внимательно осмотреть отливку, чтобы определить всю протяженность трещины. Трещины, видимые на поверхности отливки, часто простираются на некоторое расстояние под поверхностью в обоих направлениях. Поэтому при ремонте трещины не думайте, что трещина заканчивается там, где поверхность кажется сплошной, потому что она может распространяться под поверхностью, как корни дерева.
Способ устранения трещины зависит от типа металла (чугун или алюминий), местоположения трещины (напряженная или ненапряженная зона) и размера трещины.
Трещины обычно появляются в наиболее нагруженных участках отливки. К ним относятся области между седлами клапанов в головке блока цилиндров, область между седлами клапанов и отверстием для свечи зажигания, область деки между камерами сгорания, верхняя центральная область головки и выпускные отверстия. Трещины могут начинаться в камере сгорания и распространяться на впускные или выпускные отверстия или исходить из глухих отверстий, открытых отверстий под болты или направляющих клапанов.
К ним относятся области между седлами клапанов в головке блока цилиндров, область между седлами клапанов и отверстием для свечи зажигания, область деки между камерами сгорания, верхняя центральная область головки и выпускные отверстия. Трещины могут начинаться в камере сгорания и распространяться на впускные или выпускные отверстия или исходить из глухих отверстий, открытых отверстий под болты или направляющих клапанов.
Трещины в блоке могут возникать между цилиндрами на поверхности деки, в стенках цилиндров или в области перемычки вокруг коренных отверстий и коленчатого вала. Вы также можете найти трещины вокруг отверстий подъемника или распредвалов, или даже по бокам или по краям блока рядом с креплениями двигателя или отверстиями расширительных заглушек.
Чем больше термическое напряжение и/или механическая нагрузка на определенную область отливки, тем выше вероятность ее растрескивания, особенно если отливка относительно тонкая.
Новые отливки обычно считаются без трещин, но дефекты отливки, неправильное охлаждение после отливки также могут привести к появлению трещин. Более распространенной проблемой новых алюминиевых отливок является утечка из-за пористости. Вот почему новые отливки следует осматривать так же тщательно, как и бывшие в употреблении отливки с большим пробегом, чтобы убедиться в отсутствии трещин или пористых утечек, которые позже вызовут проблемы.
Более распространенной проблемой новых алюминиевых отливок является утечка из-за пористости. Вот почему новые отливки следует осматривать так же тщательно, как и бывшие в употреблении отливки с большим пробегом, чтобы убедиться в отсутствии трещин или пористых утечек, которые позже вызовут проблемы.
Что еще нужно помнить о трещинах, так это то, что они часто являются результатом слишком сильного нагрева. Негерметичная прокладка головки блока цилиндров, водяной насос, радиатор или шланг охлаждающей жидкости могли привести к утечке охлаждающей жидкости, что в конечном итоге привело к перегреву и перегреву двигателя. Ограничение выхлопа, вызванное частично забитым каталитическим нейтрализатором (или сажевым фильтром на дизельном двигателе), также может накапливать тепло в двигателе. Поэтому важно определить и устранить все, что могло вызвать перегрев двигателя, прежде чем он снова будет введен в эксплуатацию, иначе ремонт трещины может быть недолгим.
Горячий или холодный ремонт
Ремонт трещин может быть выполнен холодным (штифтовым) или горячим (сварка и пайка). Используемый метод будет зависеть от размера трещины и типа отливки (чугун или алюминий). Основным преимуществом холодного ремонта трещин является то, что он не требует нагрева. Отсутствие нагрева означает, что не требуется дополнительное время для предварительного нагрева и последующего охлаждения отливки, и нет опасности деформации или деформации отливки. Нагрев головки или блока цилиндров вызывает их расширение, что, в свою очередь, создает термическое напряжение в металле, что может привести к последующему растрескиванию при охлаждении металла, особенно если он остывает слишком быстро.
Используемый метод будет зависеть от размера трещины и типа отливки (чугун или алюминий). Основным преимуществом холодного ремонта трещин является то, что он не требует нагрева. Отсутствие нагрева означает, что не требуется дополнительное время для предварительного нагрева и последующего охлаждения отливки, и нет опасности деформации или деформации отливки. Нагрев головки или блока цилиндров вызывает их расширение, что, в свою очередь, создает термическое напряжение в металле, что может привести к последующему растрескиванию при охлаждении металла, особенно если он остывает слишком быстро.
При закреплении меньше беспокойства по поводу идеальной чистоты металла вокруг трещины. Для любого типа сварки требуется идеально чистая поверхность, на которой не должно быть таких загрязнений, как жир, масло или грязь. Это означает, что отливка должна быть предварительно очищена перед сваркой. Кроме того, сварка требует шлифовки трещины с помощью шлифовальной машины, чтобы новый металл мог заполнить пустоту и сплавиться с металлом по обе стороны от трещины.
При использовании чугунных головок и блоков 80 процентов трещин обычно можно устранить с помощью железных или стальных штифтов или конических заглушек, а для 20 процентов трещин потребуется сварка в печи, сварка пламенем или пайка. С алюминиевыми головками и блоками все наоборот. Около 80 процентов трещин ремонтируются с помощью вольфрамовой сварки в среде инертного газа (TIG), а 20 процентов трещин ремонтируются с помощью алюминиевых штифтов или заглушек.
Небольшие пористые утечки в алюминии часто можно легко закрыть с помощью одного штифта или конической заглушки. Трещины в алюминиевой головке или блоке, с другой стороны, гораздо труднее устранить штифтами, потому что алюминий является более мягким металлом, чем чугун, поэтому штифты и заглушки не могут обеспечить такой сильный «захват», как в железе. Кастинг. Штифтование может обеспечить удовлетворительный ремонт небольших трещин в ненагруженных зонах, но обычно не рекомендуется для больших трещин или трещин вблизи седел клапанов. Сварка обычно является предпочтительным методом ремонта, потому что алюминий относительно легко сваривается по сравнению с чугуном. Сварочный аппарат TIG с подачей аргона или гелия может легко и быстро заполнить большинство трещин.
Сварка обычно является предпочтительным методом ремонта, потому что алюминий относительно легко сваривается по сравнению с чугуном. Сварочный аппарат TIG с подачей аргона или гелия может легко и быстро заполнить большинство трещин.
Другой метод холодного ремонта, который можно использовать на участках вне камеры сгорания или на внешних поверхностях литья, заключается в заполнении трещин высокотемпературной эпоксидной смолой. Многие эпоксидные смолы могут обеспечить прочный и долговечный ремонт. Эпоксидные смолы с металлическим наполнителем можно даже просверлить и нарезать резьбу, чтобы восстановить сломанные бобышки болтов. Ключом к правильному использованию эпоксидных смол является уверенность в том, что поверхность металла идеально чистая, сухая и на ней нет масла или охлаждающей жидкости. Поверхность также должна быть слегка шероховатой путем шлифовки или пескоструйной обработки, чтобы эпоксидная смола могла прилипнуть к поверхности. Большинство эпоксидных смол застывают довольно быстро (15 минут или меньше), но обычно для полного отверждения требуется 24 часа.
Методы завинчивания
Для ремонта трещин можно использовать различные типы резьбовых штифтов или конических заглушек. Используйте алюминиевые штифты на алюминиевых головках и блоках и чугунные или стальные штифты на чугунных головках и блоках.
Штифты с прямой резьбой устанавливаются путем сверления, нарезания резьбы и ввинчивания в перекрывающиеся штифты. Отверстия для соседних штифтов просверлены так, что они слегка перекрывают друг друга, что помогает зафиксировать каждый штифт на месте. Наилучшие результаты часто достигаются, если начинать с центра трещины и двигаться к ее концу, а не начинать с одного конца трещины и двигаться к другому концу. Начиная с центра, вы помогаете распределять напряжения наружу по мере продвижения к каждому концу трещины.
Штифты с прямой резьбой не закроют трещину, если на резьбу не нанести термостойкий резьбовой герметик на керамической основе и не зачистить верхние части штифтов. Не используйте обычный анаэробный герметик для резьбовых штифтов внутри или вокруг камеры сгорания или выпускных отверстий, потому что он не выдерживает тепла.
В другом типе штифта с прямой резьбой используется специальная направленная резьба с выступом в верхней части штифта. Направление резьбы вверх создает защемляющий или зажимающий эффект при затягивании штифта. Это позволяет штифту более плотно сжимать соседний металл, что хорошо работает с тонкостенными отливками. Для этого типа стопорного штифта требуются специальные метчики для формирования резьбы в каждом просверленном отверстии. Это двухэтапный процесс, начиная с чернового метчика и заканчивая чистовым метчиком.
Серия фотографий на страницах 32 и 33 показывает выявленные трещины, зашлифованные, заполненные сваркой ВИГ, а затем обработанные после сварки.
Конические штифты или заглушки устанавливаются по существу таким же образом, за исключением того, что глубина штифта более важна для правильной посадки. Конический штифт сужается внизу и шире вверху. Он работает как трубная заглушка с резьбой и вклинивается в отверстие при затягивании. Конические заглушки требуют специального метчика. После того, как каждая заглушка установлена, верхняя часть должна быть отрезана или отшлифована.
После того, как каждая заглушка установлена, верхняя часть должна быть отрезана или отшлифована.
У некоторых резьбовых штифтов верхние части отламываются при затягивании заглушки. Это избавляет от необходимости обрезать верхнюю часть плунжера, но крутящий момент на плунжере может варьироваться в зависимости от диаметра плунжера и толщины отливки.
Для трещин, которые могут распространяться под воздействием тепла или нагрузки, вдоль трещины через определенные промежутки времени можно разместить «замки», чтобы сшить и скрепить трещину. Некоторые замки имеют форму галстука-бабочки, а другие имеют форму нити сплющенных бусин. Замки устанавливаются поперек трещины (перпендикулярно трещине), как шнурки для обуви, а оставшаяся часть трещины заполняется перекрывающимися штифтами.
Завершающим этапом ремонта холодных трещин является проковка верхушек штифтов или заглушек тупым наконечником в пневматическом молотке. Упрочнение деформирует верхние части штифтов и помогает соединить их с окружающим металлом. Упрочнение также сжимает верхнюю резьбу для герметичного уплотнения. Затем штифты можно зашлифовать заподлицо по мере необходимости, а затем дополнительно зачистить, чтобы сделать почти невидимый ремонт.
Упрочнение также сжимает верхнюю резьбу для герметичного уплотнения. Затем штифты можно зашлифовать заподлицо по мере необходимости, а затем дополнительно зачистить, чтобы сделать почти невидимый ремонт.
После завершения ремонта головки блока цилиндров ее следует снова опрессовать, чтобы убедиться в отсутствии утечек. Если есть небольшие утечки, их часто можно устранить путем дополнительной проклевки и/или установки дополнительных штифтов. Кроме того, не используйте слишком большое давление воздуха для повторной проверки головки, так как это может вытолкнуть герметик для резьбы до того, как он полностью затвердеет.
Варианты сварки
Если треснувшую головку или блок нельзя отремонтировать, заполнив трещины штифтами или заглушками, другим вариантом является сварка. Для чугунных головок это включает сварку в печи, сварку пламенем или пайку. С алюминиевыми головками это будет сварка TIG.
Для сварки в печи требуется опытный сварщик и предварительный нагрев головки в печи до 1000–1400 градусов по Фаренгейту (средне-красный цвет). Головка должна быть идеально чистой, а направляющие клапанов, седла и любые шпильки должны быть удалены перед сваркой. Трещина также должна быть зашлифована до водяной рубашки, чтобы в нее можно было вставить наполнитель (который должен быть из того же сплава, что и головка). Сварка производится ацетиленовой горелкой и нейтральным пламенем. После того, как трещина заполнена, головку необходимо обернуть изолирующим одеялом, чтобы она не остыла слишком быстро (что может привести к появлению затвердевших участков или дополнительных трещин). Скорость охлаждения не должна превышать 200 градусов по Фаренгейту в час, поэтому охлаждение до комнатной температуры должно занять от 6 до 7 часов.
Головка должна быть идеально чистой, а направляющие клапанов, седла и любые шпильки должны быть удалены перед сваркой. Трещина также должна быть зашлифована до водяной рубашки, чтобы в нее можно было вставить наполнитель (который должен быть из того же сплава, что и головка). Сварка производится ацетиленовой горелкой и нейтральным пламенем. После того, как трещина заполнена, головку необходимо обернуть изолирующим одеялом, чтобы она не остыла слишком быстро (что может привести к появлению затвердевших участков или дополнительных трещин). Скорость охлаждения не должна превышать 200 градусов по Фаренгейту в час, поэтому охлаждение до комнатной температуры должно занять от 6 до 7 часов.
Сварка пламенем
Другим методом ремонта трещин в чугунных головках и блоках является сварка пламенем (порошком). Сварка пламенем быстрее и проще, чем сварка в печи, и может обеспечить прочный и долговечный ремонт, как и сварка в печи. Головку все еще необходимо предварительно нагреть и медленно охладить после того, как трещина будет заполнена.
Горелка с пламенным напылением имеет загрузочный бункер, который подает никелевый порошок в пламя. Когда порошок подвергается воздействию пламени, он плавится и прилипает к краям трещины, заполняя область ремонта. Этот процесс похож на пайку, но приводит к гораздо более прочному ремонту, чем пайка. Порошок можно использовать для заполнения отверстий и трещин, а также для восстановления изношенных или поврежденных седел клапанов.
Сварка алюминиевых головок ВИГ
Трещины в алюминиевых головках чаще всего ремонтируются с помощью сварки ВИГ с использованием аргона или иногда гелия. Защита от инертного газа необходима, потому что алюминий образует оксидное покрытие, когда подвергается воздействию воздуха. Оксидное покрытие может загрязнить сварной шов и предотвратить сплавление присадочного стержня с окружающим металлом. Переменный ток используется для поочередного нагревания металла и выжигания образующегося оксида.
Как и чугун, алюминий перед сваркой необходимо предварительно нагреть.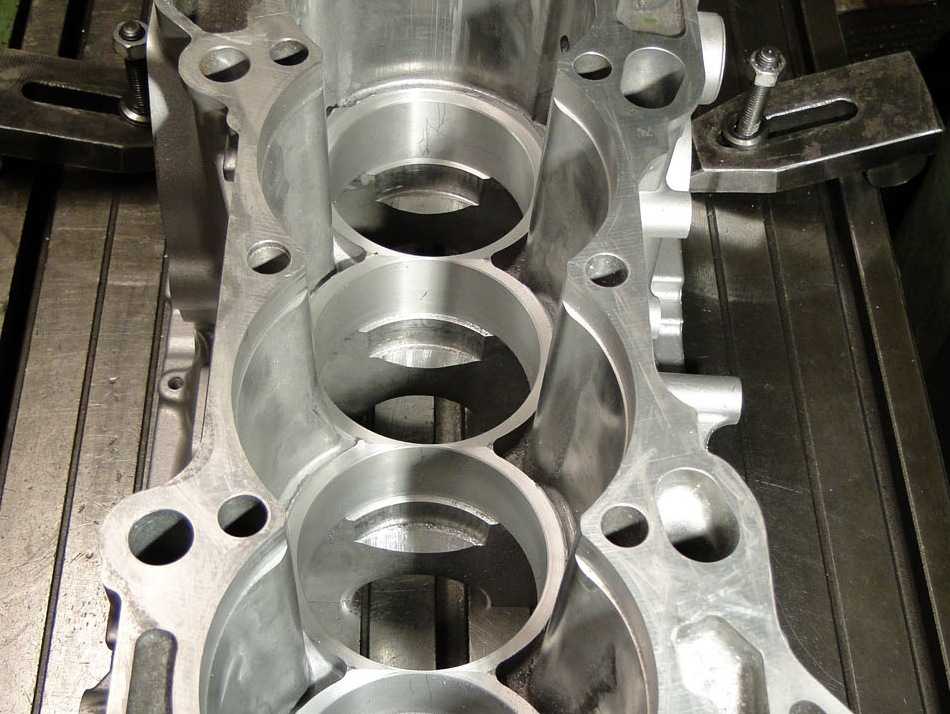 Но с алюминием вам нужно только предварительно нагреть до 350-450 градусов по Фаренгейту. Алюминий проводит тепло намного быстрее, чем чугун, поэтому важно держать головку теплой во время сварки.
Но с алюминием вам нужно только предварительно нагреть до 350-450 градусов по Фаренгейту. Алюминий проводит тепло намного быстрее, чем чугун, поэтому важно держать головку теплой во время сварки.
Методы сварки различаются, но основная идея заключается в расплавлении окружающего металла и заполнении трещины расплавленным металлом и присадочной проволокой. Самые прочные сварные швы получаются при использовании присадочного стержня, который точно соответствует сплаву в отливке. Хорошо работают два присадочных стержня: № 4043 и № 5356 с 5-процентным содержанием магния. Тип электрода, который используется в аппарате для сварки TIG, также может иметь значение. Вольфрамовые ториевые электроды хорошо работают с алюминием, но лучшими считаются циркониевые вольфрамовые электроды (которые намного дороже).
После сварки необходимо дать головке медленно остыть. Длительное медленное охлаждение снимает напряжение в металле, которое, если его не снять, может привести к растрескиванию.
После того, как головка прогреется до комнатной температуры, ее следует испытать под давлением на наличие утечек. Покрытие внутренней части водяных рубашек герметиком или добавление герметика в систему охлаждения двигателя после установки двигателя может обеспечить дополнительную защиту от будущих утечек.
В этой серии представлены конические заглушки, используемые для заполнения трещин в головке блока цилиндров. Конические заглушки устанавливаются, отрезаются, зачищаются, затем отделываются. Внизу виден выбор
штекеров разных размеров.
Услуги по ремонту двигателей | Ремонт блока цилиндров | Wartsila Spares
Услуги по ремонту двигателей
Компания RA Power Solutions занимается предоставлением комплексных услуг по ремонту двигателей, включая восстановление двигателей большой мощности, капитальный ремонт, ремонт и перемещение с одной площадки на другую. Услуги по ремонту двигателей предлагаются силами собственной бригады техников. Компания имеет четырехлетний опыт в расширении капитального ремонта двигателей, услуги по ремонту двигателей по всему миру.
Компания имеет четырехлетний опыт в расширении капитального ремонта двигателей, услуги по ремонту двигателей по всему миру.
Услуги:
I) Запирание и сшивание металла: Ремонт трещин в компонентах двигателя или отливках тяжелого машиностроительного оборудования, которые были разбиты
в результате аварии ремонтируется металлическим замком, металлом процесс сшивания и металлической хирургии.
RA Power Solutions успешно выполнила работы по ремонту трещин в блоке цилиндров, головке блока цилиндров, корпусе турбины и деталях двигателя из чугуна и алюминия. Ремонт трещин и поломок литья методом замков и стежков является проверенным процессом и выполняется с гарантией.
а) Ремонт металлическим замком нижнего картера: В случае образования трещины или поломки литья нижнего картера, антаблемента, головок цилиндров и чугунных деталей мы проводим ремонт трещин холодным методом, называемым металлическим замком и металлической прошивкой.
Ремонт трещин в блоке цилиндров, головках цилиндров, корпусе турбокомпрессора и всех чугунных компонентах дизельного двигателя устраняется методом металлической блокировки и сшивания металла, и гарантируется удовлетворительная работа.
b) Металлическая прошивка блока двигателя мощностью 13,5 МВт: В результате аварии была сломана верхняя часть блока двигателя/установки двигателя. При осмотре блока двигателя было обнаружено, что верхняя чугунная деталь блока цилиндров размером 108 дюймов x 72 дюйма была разбита на куски. Новая чугунная деталь была отлита, металл сшит и металл заперт, блок двигателя / антаблемент двигателя успешно отремонтирован. Двигатель работает удовлетворительно.
c) Ремонт блока цилиндров на месте: Трещина в блоке цилиндров, головке блока цилиндров, кожухе турбокомпрессора и всех чугунных деталях отремонтирована методом металлохирургии. Этот процесс ремонта трещин холодный, так как он не выделяет тепла и проходит успешно. Ремонт блока двигателя возможен во время движения судна.
Ремонт блока двигателя возможен во время движения судна.
d) Ремонт блока цилиндров мощностью 6 МВт с трещинами: Ремонт блока цилиндров мощностью 6 МВт с трещинами был выполнен компанией RA Power Solutions. Трещина в блоке двигателя Wartsila была успешно отремонтирована с использованием ключей из специального сплава для металлической блокировки и металлической прошивки.
e) Ремонт трещин Турбокомпрессор: Поврежденный корпус турбонагнетателя или корпус турбонагнетателя, который разлетелся на куски в результате аварии, можно отремонтировать с помощью металлического шва и металлического замка.
е) Ремонт головки блока цилиндров: Сэкономьте на ремонте головки блока цилиндров. Мы специализируемся на ремонте ГБЦ, восстановлении ГБЦ как из алюминия, так и из чугуна. Поврежденные и треснутые головки цилиндров ремонтируются с помощью металлического шва, металлического замка и операции по металлу, которая представляет собой холодный процесс ремонта.
Ремонт ГБЦ осуществляется опытными специалистами, поэтому стоимость ремонта ГБЦ низкая.
II) Шлифовка и ремонт коленчатого вала: Ремонт коленчатого вала выполняется путем шлифовки коренной шейки коленчатого вала или коренной шейки коленчатого вала на месте в зависимости от характера дефекта. Шлифовка коленчатого вала и ремонт коленчатого вала могут производиться без снятия коленчатого вала с блока цилиндров. У нас есть оборудование для шлифовки коленчатого вала, которое может производить шлифовку коленчатого вала и полировку коленчатого вала, не снимая его с блока цилиндров.
Ремонт коленчатого вала на борту производится во время движения судна, так как наши специалисты имеют паспорт моряка. Оборудование, используемое для ремонта и шлифовки коленчатого вала, не подвержено вибрациям и может поддерживать жесткие допуски, указанные производителями.
а) Полировка вала турбины: Полировка вала турбины до диаметра 700 мм. Полировка вала турбины производится на месте без демонтажа вала турбины с основного оборудования.
Полировка вала турбины производится на месте без демонтажа вала турбины с основного оборудования.
b) Шлифовка коленчатого вала на месте: Шлифование коленчатого вала, вала ротора, вала турбины, вала генератора переменного тока и вала насоса на месте до диаметра до 700 мм проводится с помощью портативной шлифовальной и полировальной машины.
c) Шлифовка коленчатого вала на месте: Шлифовка коленчатого вала на месте — это новейший процесс шлифовки и полировки коленчатого вала, шатуна и коренной шейки без снятия коленчатого вала с блока цилиндров. Наша единственная компания, которая может выполнять шлифовку коленчатого вала на месте и полировку коленчатого вала на месте во время плавания судна, имея сорокалетний опыт ремонта коленчатого вала.
d) Переточка коленчатого вала: Перешлифовка коленчатого вала производится для поврежденного коленчатого вала с диаметром шатунной и коренной шейки до 700 мм. Допуски после шлифовки и полировки коленчатого вала выдерживаются в соответствии с рекомендациями производителя.
III) Шлифовка шатунной шейки и ремонт шатунной шейки: RA Power Solutions, имеющая 4-летний опыт работы, является первой компанией в Индии, производящей ремонт и шлифовку шатунной шейки до 700 мм без снятия коленчатого вала с антаблемента двигателя.
Точность шатунной шейки, рекомендованная производителем, строго соблюдается. Удовлетворительная работа коленчатого вала и двигателя гарантируется после восстановления шатунной шейки.
IV) Ремонт или восстановление гильз цилиндров: Гильзы цилиндров после продолжительной эксплуатации изнашиваются, приобретают конусность и овальность, теряют профиль, что приводит к повышенному расходу смазочного масла. Осуществляем ремонт гильз цилиндров методом хонингования. Конусность и овальность гильзы цилиндра устраняются во время хонингования, которое выполняется на новейшем морском станке для хонингования гильзы цилиндра Chris.
a) Гильза цилиндра после хонингования: Хонингование гильзы цилиндра всех марок двигателей, таких как ABB, ABC, Anglo Belgian Corporation, Akasaka, Alco Diesel Engines, Alfa Laval, Allen, Alpha Diesel, Alstom, B & W, Bergen Diesel Двигатели, Blackstone, Bosch, Caterpillar, Cegielski, Consilium, Crepelle, Cummins, Daihatsu, Detroit Diesel, Deutz, Deutz Marine Engine, EMD, Fiat, FUJI, Fuji Diesel, Furuno, Hanshin, Headway, HIMSEN, Holset, Hyundai, JRC, Kawasaki, Kelvin Hughes, Kongsberg Maritime, L’Orange Maschinenfabrik, MaK, MAN, MAN B&W, Martek Marine, Mirrlees Blackstone, Mitsubishi, Mitsubishi UE/UEC, MTU, MWM, Napier, NAVTEX, Nigata, Nohab Diesel, Paxman, Pielstick, Ruston & Hornsby, Samsung, Simrad, SKL, Sperry, Stork SW Diesel, Stork Werkspoor, STORK-WARTSILA DIESEL, Sulzer, Volvo Penta, Wartsila, Wartsila Diesel, Westfalia, Wichmann, Woodward, Yanmar.
Хонингование гильз цилиндров диаметром до 1500 мм. RA Power Solutions также продает морские хонинговальные станки Chris по низким ценам. В наличии на складе новые и восстановленные гильзы цилиндров указанных марок двигателей.
b) В процессе хонингования гильз цилиндров: Процесс хонингования гильз цилиндров выполняется строго в соответствии со спецификациями производителей двигателей. Угол и форма заточки строго выдерживаются, что снижает расход смазочного масла
V) Ремонт ГБЦ: Производится ремонт ГБЦ всех марок судовых двигателей. Мы заменяем седла клапанов, направляющие клапанов и проводим полный ремонт головок цилиндров. В случае утечки ремонт трещины в головке блока цилиндров осуществляется путем сшивания металла и процесса блокировки металлом.
a) Восстановленные головки цилиндров: Восстановленные головки цилиндров всех популярных марок дизельных двигателей стоят недорого и доступны на складе.
VI) Ремонт и капитальный ремонт дизельного двигателя: Выполняется капитальный и текущий ремонт дизельного двигателя. В случае, если какая-либо деталь, такая как коленчатый вал, блок цилиндров, шатун, головки цилиндров, гильзы цилиндров, нуждается в восстановлении, у нас есть команда техников и необходимое оборудование для восстановления деталей. Ремонт и капитальный ремонт дизельных двигателей выполняется опытными инженерами. Ремонт и капитальный ремонт судового дизеля производится на борту судна во время плавания.
a)Дизельный двигатель Blackstone без зеркал мощностью 6,2 МВт Капитальный ремонт: Проведен капитальный ремонт беззеркального дизельного двигателя Blackstone мощностью 6,2 МВт, который также включает замену коленчатого вала, если это необходимо. Ремонт и капитальный ремонт всех марок двигателей осуществляется нашими опытными инженерами.
b) Капитальный ремонт двигателей Wartsila 18V32: Капитальный ремонт двигателей wartsila 18V32 проводится на месте опытными инженерами. У нас есть команда технических специалистов, которые работали с известными производителями двигателей, такими как Wartsila, MAN и т. д.
У нас есть команда технических специалистов, которые работали с известными производителями двигателей, такими как Wartsila, MAN и т. д.
Проводится ремонт, капитальный ремонт, перестановка двигателей с одной площадки на другую, замена коленчатого вала всех марок двигателей.
VII) Ремонт и замена баббита белого металлического подшипника: Выполняется замена баббита и ремонт подшипника турбины, двигателя, генератора и опорного подшипника.
Белый металл для ребаббитинга имеет важное значение и предоставляется металлургический сертификат. Ремонт подшипника из белого металла и ребаббитирование производится центробежным способом, который обеспечивает сцепление между стальной футеровкой и баббитом из белого металла. Новые белые металлические баббитовые подшипники изготавливаются до 1500 мм.
a) Ребаббитирование опорной опоры: Ребаббитирование опорной опоры выполняется до 1500 мм. Используемый нами белый металл импортируется из Испании, а ребаббитирование производится с помощью центробежной системы.
б) Ребаббитирование турбинного подшипника: Новые турбинные подшипники из белого баббитового металла изготавливаются строго по чертежу и образцу. Работоспособность баббитового подшипника турбины из белого металла гарантирована.
c) Подшипник генератора 4 МВт Дизельная генерация: Изготавливается подшипник генератора по образцу или по чертежу. Как правило, подшипник генератора дизель-генераторных установок изготавливается из белого металла.
d) Подшипник регулятора швабры для турбины мощностью 210 МВт: Подшипник регулятора швабры для турбины мощностью 210 МВт изготовлен, и проведена повторная баббитация белого металла в соответствии с указанным классом.
VIII) Ремонт и восстановление шатуна : Отверстие на большом конце шатуна и отверстие на маленьком конце шатуна имеют конусность и овальность. Осуществляем ремонт и восстановление шатунов. Перед началом ремонта проводится осмотр шатуна. Зубья шатуна и болты шатуна подлежат обнаружению трещин с помощью MPI.
Зубья шатуна и болты шатуна подлежат обнаружению трещин с помощью MPI.
Отверстие на большом и малом концах шатуна обработаны до стандартного размера.
a) Восстановление шатуна: Восстановление шатунов всех размеров выполняется в соответствии со спецификацией производителя. Шатуны проверяют после восстановления на прямолинейность.
Проблема с блокировкой двигателя – ремонт треснутых, изношенных, погнутых блоков цилиндров
Согнутый / несоосный / деформированный
Проблема с блоком двигателя — ПОГНУТЫЙ / СМЕЩЕННЫЙ / ДЕФОРМИРОВАННЫЙ
Два места на O.H.C. Блок, который необходимо проверить на прямолинейность и несоосность, — это поверхность блока и туннели коренных подшипников. Если в блоке есть туннели распредвала или уравновешивающего вала, эти области также требуют тщательного осмотра. Линейное растачивание туннелей блока подшипников распределительного вала будет зависеть от наличия кулачковых подшипников с опорой размера o/.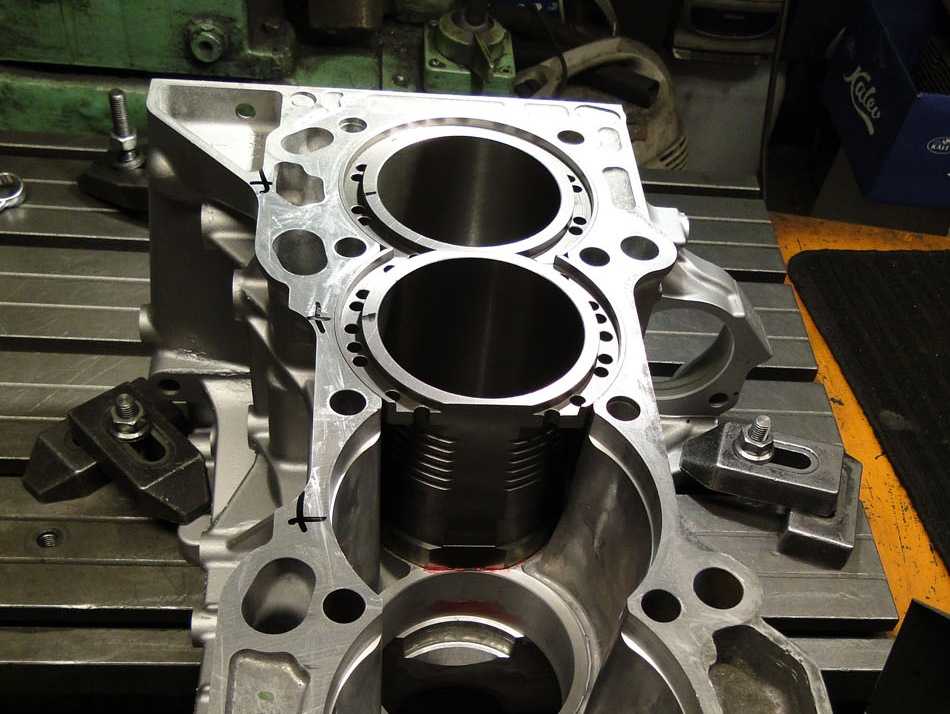
Поверхность блока требует шлифовки поверхности, когда отделка или плоскостность становятся неприемлемыми для обеспечения надежной герметизирующей поверхности для прокладки головки. Еще одно место на поверхности блока, которое требует тщательного осмотра, находится вокруг области шпильки с резьбой. Эта область довольно часто становится приподнятой из-за усилия зажима, необходимого для герметизации прокладки головки.
Главный туннель должен быть прямым. Внутренние диаметры туннеля коренных подшипников должны находиться в пределах допусков. Если эти проблемы существуют, для блока потребуется отверстие в туннеле. Это довольно сложная процедура механической обработки, но она необходима для работы коренных подшипников. Несоосность возникает при смещении блока. Это может произойти при обычном использовании, но опять же ускоряется двигателями, работающими за пределами их идеальных максимальных температур и нагрузок.
Большие дизельные двигатели страдают от этой проблемы больше всего, и линейное растачивание считается стандартным процессом механической обработки при восстановлении. В большинстве случаев хонингование туннельной линии позволяет исправить незначительное смещение. Для определения целостности основных туннелей используются линейка хорошего качества и внутренние микрометры.
В большинстве случаев хонингование туннельной линии позволяет исправить незначительное смещение. Для определения целостности основных туннелей используются линейка хорошего качества и внутренние микрометры.
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все усилия, но мы не несем ответственности за ошибки, упущения или неправильное использование этой информации и процедур. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www.engineproblem.com.au
Сгорел
Проблема с блокировкой двигателя — СГОРЕНИЕ
Эта проблема чаще встречается с дизельными двигателями , чем с бензиновыми двигателями. Зона поражения находится в верхней части ствола.
Канал и огненное кольцо, если применимо, будут иметь вид выжженных кислородом. Для блока потребуются втулки. Довольно часто проблема существует так долго, что повреждение выходит за пределы, которые могут быть устранены с помощью имеющихся втулок, поэтому блок неисправен. Основной причиной этого явления в дизельных двигателях является негерметичная форсунка, неисправный насос форсунки или неправильное время работы насоса форсунки.
Для блока потребуются втулки. Довольно часто проблема существует так долго, что повреждение выходит за пределы, которые могут быть устранены с помощью имеющихся втулок, поэтому блок неисправен. Основной причиной этого явления в дизельных двигателях является негерметичная форсунка, неисправный насос форсунки или неправильное время работы насоса форсунки.
Проблема в дизельных двигателях довольно часто остается незамеченной до тех пор, пока двигатель не будет разобран для капитального ремонта. К этому времени компрессия низкая, и в двигателе возникли пропуски зажигания, прорыв и видимый выхлопной дым.
Это состояние вызвано чрезмерной температурой сгорания. Система охлаждения на дизеле обычно довольно крупная и эффективная, поэтому проблема не отражается на температуре охлаждающей жидкости. Это основная причина, по которой неисправность остается незамеченной, хотя обычно этому состоянию сопутствует потеря мощности двигателя, черный дым выхлопных газов и сильный стук дизельного топлива.
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все усилия, но никто не несет ответственности за ошибки, упущения или неправильное использование этой информации и процедур. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www.engineproblem.com.au
Коррозия / отверстие
Проблема с блоком двигателя — КОРРОЗИЯ / ОТВЕРСТИЕ В
Наиболее распространенной причиной отверстия в боковой части блока является поломка шатуна. См. Сломан/шатун .
Повреждение блока иногда ограничивается областью картера и вполне ремонтопригодно. Повреждение обычно распространяется на масляную галерею или водяную рубашку, и это обычно делает ремонт нерентабельным, и замена блока является лучшим вариантом. Отверстие под штифт в отверстии – еще одна распространенная проблема. Обычно это исправляется установкой втулки. См. БЛОК/трещины для получения дополнительной информации.
Обычно это исправляется установкой втулки. См. БЛОК/трещины для получения дополнительной информации.
Проблема с коррозионным отверстием для штифта заключается в том, что состояние явно незатронутых отверстий является неизвестной величиной. Коррозия — это методичное химическое травление исходного материала. Отверстие, в котором есть отверстие для штифта, следует внимательно осмотреть, чтобы определить, насколько сильна коррозия. Если это экстремально в этом отверстии, есть большая вероятность, что другие очень близки к тому же. Поэтому решение о замене блока или гильзе всех цилиндров должно быть рассмотрено. Дизель с мокрыми гильзами страдает от эрозии гильз.
Кавитационная эрозия – это совершенно другой процесс. Это вызвано захватом мельчайших пузырьков воздуха в системе охлаждения и их последующим воздействием на гильзу. Крошечные пузырьки пара образуются в результате механических колебаний, вызванных сгоранием и ударами поршня о канал ствола. Воздействие пузырьков пара, схлопывающихся внутри гильзы, вызывает кавитационную эрозию.
Воздействие пузырьков пара, схлопывающихся внутри гильзы, вызывает кавитационную эрозию.
Наружная часть вкладыша обычно имеет место, покрытое множеством небольших перфорированных отверстий или ямок. Факторами, усиливающими действие кавитационной эрозии, являются потери давления в системе охлаждения, подсос воздуха и перегрев.
Бензиновые двигатели не подвержены кавитационной эрозии, как дизельные, потому что давление сгорания и жесткий контакт поршня в бензиновых двигателях намного меньше, чем в дизельных двигателях. Бензиновые двигатели больше страдают от эрозионного повреждения при кипении в горячих точках. См. раздел «Процедуры» / «Охлаждающая жидкость радиатора».
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все усилия, но никто не несет ответственности за ошибки, упущения или неправильное использование этой информации и процедур. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www. engineproblem.com.au
engineproblem.com.au
треснувший
Проблема с блоком двигателя — ТРЕЩИНЫ
Блоки трескаются по тем же причинам, что и головки цилиндров. Как и головки, некоторые конкретные блоки склонны к трещинам в определенных местах и имеют тенденцию делать это при каждом перегреве.
Трещины в местах расположения болтов головки блока цилиндров , ведущих к водяной рубашке, характерны для многих двигателей. Проблема с этими трещинами заключается в том, что вода может попасть по треснувшей резьбе к верхней части шпильки или болта. В зависимости от положения и типа блока эти трещины можно устранить с помощью цельной резьбовой вставки и нескольких заглушек для ремонта трещин. После этого ремонта поверхность блока должна быть отшлифована.
Трещины между цилиндрами обычно довольно серьезные и должны быть правильно отремонтированы. Трещину следует заделать подходящими заглушками для заделки трещин рядом с каждым цилиндром так, чтобы втулка захватывала край заглушки для заделки трещин. Втулки следует выбирать с такой толщиной стенки, которая позволяет уплотнительному кольцу прокладки головки блока цилиндров уплотняться непосредственно на верхней поверхности втулок. Втулки должны быть вставлены в ступенчатое отверстие, чтобы гарантировать, что втулка не сместится вниз во время эксплуатации. Поверхность блока должна быть отшлифована или фрезерована. Цилиндры, расположенные рядом с отверстиями с гильзами, должны быть повторно отточены, чтобы удалить любую овальность, создаваемую посадкой гильз с натягом (от 0,05 до 0,1 миллиметра или от 2 до 4 тысячных дюйма). Следует использовать подходящий герметик для охлаждающей жидкости. вводится для обеспечения полной герметизации во время начального прогрева. Двигатель следует довести до нормальной рабочей температуры и дать пару раз остыть, прежде чем снимать герметик и добавлять необходимое количество охлаждающей жидкости в радиатор.
Втулки следует выбирать с такой толщиной стенки, которая позволяет уплотнительному кольцу прокладки головки блока цилиндров уплотняться непосредственно на верхней поверхности втулок. Втулки должны быть вставлены в ступенчатое отверстие, чтобы гарантировать, что втулка не сместится вниз во время эксплуатации. Поверхность блока должна быть отшлифована или фрезерована. Цилиндры, расположенные рядом с отверстиями с гильзами, должны быть повторно отточены, чтобы удалить любую овальность, создаваемую посадкой гильз с натягом (от 0,05 до 0,1 миллиметра или от 2 до 4 тысячных дюйма). Следует использовать подходящий герметик для охлаждающей жидкости. вводится для обеспечения полной герметизации во время начального прогрева. Двигатель следует довести до нормальной рабочей температуры и дать пару раз остыть, прежде чем снимать герметик и добавлять необходимое количество охлаждающей жидкости в радиатор.
Трещины между валлийскими заглушками являются еще одним очень распространенным дефектом, который постоянно возникает на определенных двигателях. У некоторых производителей есть проблемы с конструкцией, которые считаются причиной этой неисправности. Правда в том, что блоки просто сделаны слишком слабыми и требуют дополнительного оребрения в этой области. Из-за конструкции этих блоков практически невозможно отремонтировать эти трещины и обеспечить 100% герметичность. Их можно успешно отремонтировать, но обычно вам приходится довольствоваться небольшим плачем и пятнами на отремонтированной области. Процедура ремонта более успешна, когда вводятся заглушки со сплошным сердечником, чтобы заглушки для ремонта трещин можно было вшить вдоль трещин и в край сплошной заглушки. Трещины требуют установки нескольких поперечных замков для стабилизации блока. Использование прямых заглушек вместо конических заглушек кажется несколько более успешным в этом ремонте. Опять же, введение герметика хорошего качества перед ингибитором даст лучшие результаты (этот ремонт часто вызывает появление пятен из-за ползучести ингибитора)
У некоторых производителей есть проблемы с конструкцией, которые считаются причиной этой неисправности. Правда в том, что блоки просто сделаны слишком слабыми и требуют дополнительного оребрения в этой области. Из-за конструкции этих блоков практически невозможно отремонтировать эти трещины и обеспечить 100% герметичность. Их можно успешно отремонтировать, но обычно вам приходится довольствоваться небольшим плачем и пятнами на отремонтированной области. Процедура ремонта более успешна, когда вводятся заглушки со сплошным сердечником, чтобы заглушки для ремонта трещин можно было вшить вдоль трещин и в край сплошной заглушки. Трещины требуют установки нескольких поперечных замков для стабилизации блока. Использование прямых заглушек вместо конических заглушек кажется несколько более успешным в этом ремонте. Опять же, введение герметика хорошего качества перед ингибитором даст лучшие результаты (этот ремонт часто вызывает появление пятен из-за ползучести ингибитора)
Трещины в отверстиях чаще встречаются в некоторых двигателях V8, чем в других, но все двигатели могут столкнуться с этой проблемой при перегреве. Эти трещины успешно ремонтируются с помощью гильзы, как описано в «трещины между цилиндрами» .
Эти трещины успешно ремонтируются с помощью гильзы, как описано в «трещины между цилиндрами» .
Трещины в масляных штольнях не так распространены и обычно незначительны. Локальная сварка чугуна обычно решает эту проблему. Блок следует предварительно нагреть и дать ему медленно остыть. Небольшая обработка сварного шва и испытание давлением проверят целостность ремонта.
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все усилия, но никто не несет ответственности за ошибки, упущения или неправильное использование этой информации и процедур. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www.engineproblem.com.au
Изношенный
Проблема с блоком двигателя — ИЗНОС
Равномерно изношенные отверстия являются нормальным состоянием после длительной эксплуатации.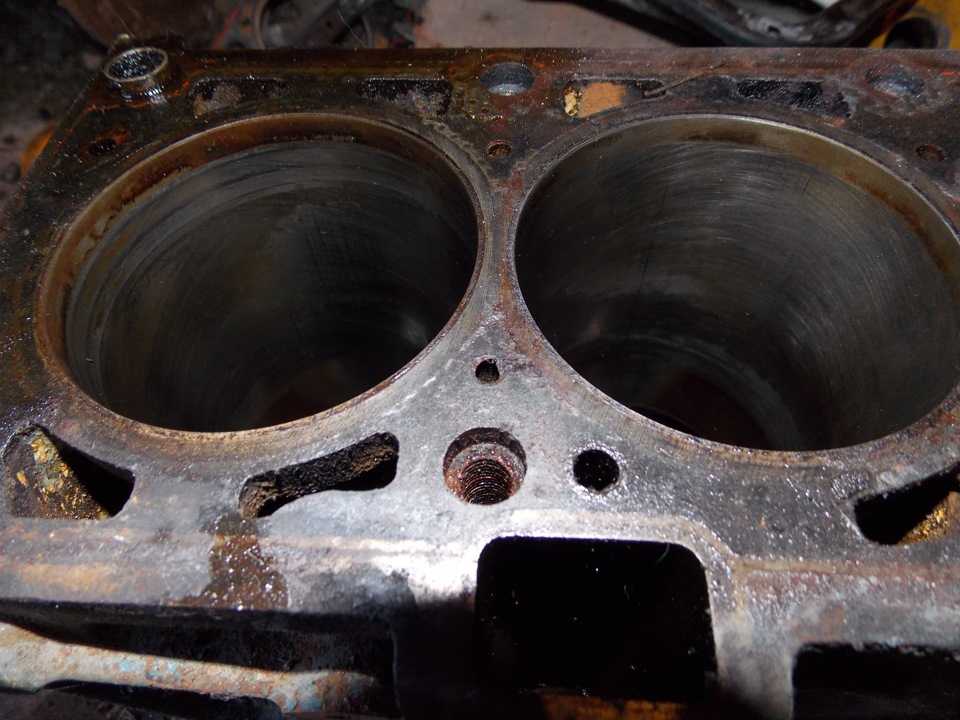 Ненормальный чрезмерный износ может происходить по тем же причинам, которые указаны в разделе «ПОРШЕНЬ — износ». См. ПОРШЕНЬ – ИЗНОС
Ненормальный чрезмерный износ может происходить по тем же причинам, которые указаны в разделе «ПОРШЕНЬ — износ». См. ПОРШЕНЬ – ИЗНОС
Одно изношенное отверстие, особенно если оно находится рядом с водяным насосом или возврат воды из радиатора, указывает на то, что двигатель работает без термостата . Это ненормально изношенное отверстие будет работать слишком холодно. Поскольку основной износ происходит при холодном пуске и до достижения нормальной рабочей температуры. Удаление термостата ускорит износ отверстия в самом холодном цилиндре. ( или заклинивший в открытом положении или модифицированный термостат . ) Термостаты могут выйти из строя либо заедать в закрытом положении, либо застрять в полностью открытом положении. К сожалению, заклинивание в полностью открытом положении довольно часто остается незамеченным водителем, так как повреждение двигателя может быть не таким внезапным, но в долгосрочной перспективе оно неизлечимо.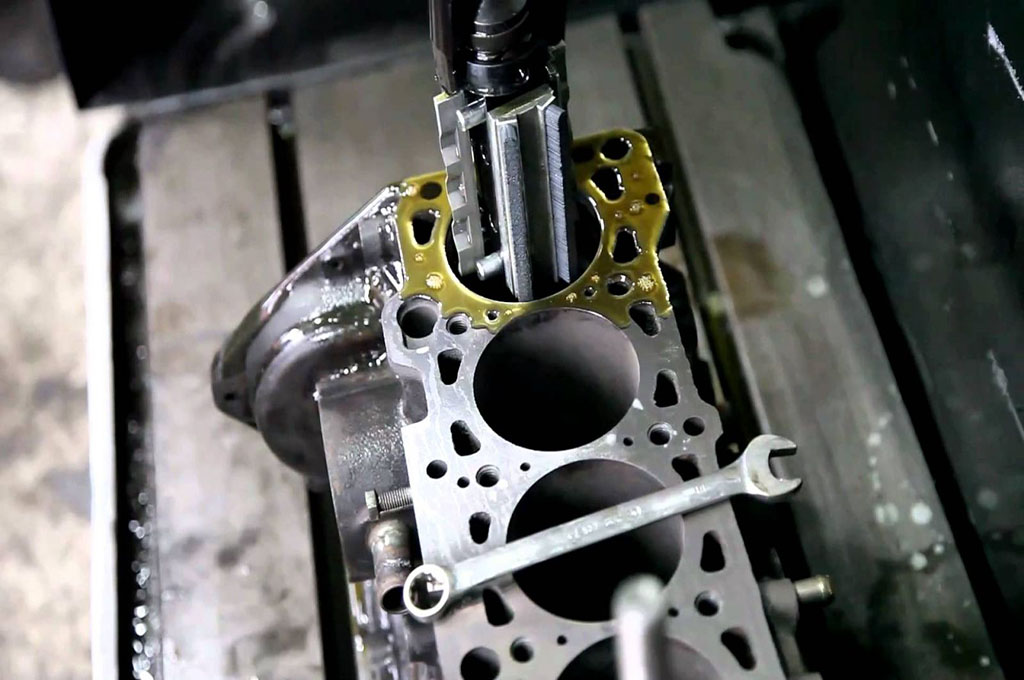
Проскальзывание кольца вызывает сильный локальный износ в верхней или нижней части отверстия. Обычно это более выражено внизу, где на кольца оказывается меньшее давление. Вращение кольца обычно является результатом однонаправленного хонингования . Этот шаблон хонингования перемещает кольцо вокруг поршня во время его перемещения вверх и вниз по каналу ствола. Когда поршневое кольцо достигает нижней мертвой точки, к кольцу прикладывается небольшое давление или оно вообще не прикладывается, поэтому оно может продолжать вращаться или вращаться, в то время как поршень останавливается, чтобы изменить направление. Эта проблема приведет к преждевременному износу и очень легко распознается при разборке.
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все усилия, но никто не несет ответственности за ошибки, упущения или неправильное использование этой информации и процедур. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www. engineproblem.com.au
engineproblem.com.au
Осмотр блока цилиндров — бороскопы SPI
Блок цилиндров, который иногда называют сердцем двигателя, является неотъемлемым компонентом вашего автомобиля. Для поддержания автомобиля в рабочем состоянии необходимы плановые осмотры и техническое обслуживание. Эта статья расскажет о внутренней работе блока цилиндров и процессе осмотра, включая использование шарнирного автомобильного бороскопа.
ЧТО ТАКОЕ БЛОК ЦИЛИНДРОВ?
Блок цилиндров обычно состоит из нескольких цилиндров в зависимости от типа и размера двигателя. Внешняя часть выполнена из цельного металла и изолирует все, что находится внутри. Именно в центральной раме двигателя находятся основные детали, которые помогают транспортным средствам, работающим на внутреннем сгорании, продолжать движение. В старых автомобилях он изготавливался из чугунной металлической конструкции. Автопроизводители в основном устанавливают блоки цилиндров из алюминиевого сплава.
Этот хорошо смазанный силовой агрегат удерживает поршни, когда они двигаются вверх и вниз внутри цилиндров, которые вращают коленчатый вал. Цилиндры закрыты головками цилиндров. Большинство автомобилей имеют от четырех до восьми цилиндров, в зависимости от объема двигателя. Действие поршней создает энергию, которая приводит в движение автомобиль.
Масляный поддон обеспечивает постоянную подачу масла, которое обеспечивает достаточную смазку каналов и движущихся частей. Вода циркулирует по нескольким каналам, охлаждая двигатель. Вода рециркулирует обратно в радиатор, охлаждается вентилятором и направляется обратно в двигатель для дальнейшего его охлаждения.
Транспортные средства требуют регулярных визуальных осмотров, которые позволяют механикам обнаруживать проблемы и ремонтировать или заменять неисправные детали до того, как будет причинен какой-либо серьезный ущерб. Автомобильные видеобороскопы помогают быстро выявлять проблемы в режиме реального времени с высокой степенью точности. Кроме того, карты памяти SD дают механику возможность при необходимости получить второе мнение.
Кроме того, карты памяти SD дают механику возможность при необходимости получить второе мнение.
РАСПРОСТРАНЕННЫЕ ПРОБЛЕМЫ
Трещины являются наиболее распространенными проблемами в блоках цилиндров. Это может быть вызвано теплом, замерзшей охлаждающей жидкостью и уровнями напряжения, превышающими уровень прочности блока. Когда охлаждающая жидкость замерзает, это может привести к появлению трещин на внешней поверхности возле заглушек сердечника блока. Часто трещины в каналах цилиндров, в желобах подъемника и вблизи реек коренных подшипников являются результатом чрезмерного напряжения.
Независимо от того, работал ли двигатель без охлаждающей жидкости или вышел из строя водяной насос, расширение и изгиб могут привести к образованию трещины или серии трещин. К другим проблемам относятся зачищенные резьбовые отверстия, засоры и прогоревшая прокладка головки блока цилиндров. В шланге могут даже быть дырки, из-за которых под двигателем протекает вода. Многие проблемы видны невооруженным глазом.
Многие проблемы видны невооруженным глазом.
Однако очень важно, чтобы профессионал проверил это на специальном оборудовании, чтобы исключить возможность. Гибкие автомобильные бороскопы можно использовать для неразрушающего визуального осмотра блока цилиндров и других труднодоступных мест без необходимости демонтажа всего автомобиля.
ПРОВЕРКА АВТОМОБИЛЬНЫХ БОРЕСКОПОВ
Проверка легкового или грузового автомобиля на конвейере может быть упрощена, если у техников есть необходимые инструменты для работы. В процессе производства загрязняющие вещества могут попасть в металл, что приведет к пористому блоку двигателя, дефектам и упущенной выгоде.
Автомеханики часто используют автомобильные бороскопы для проверки молдингов и внутренних частей, что снижает вероятность неисправности двигателя. Эти оптические инструменты медицинского класса содержат шарнирную камеру, расположенную на кончике тонкого зонда.
Что происходит, когда автомобиль проехал тысячи миль? Когда автомобиль находится в эксплуатации какое-то время, автомеханик никогда не знает, через что он прошел. Блоки двигателя могут быть повреждены из-за отсутствия технического обслуживания, например, при работе на очень небольшом количестве масла. У него может быть даже треснувший цилиндр, который полностью подлежит ремонту. Тем не менее, повреждение должно быть найдено, прежде чем его можно будет отремонтировать.
Блоки двигателя могут быть повреждены из-за отсутствия технического обслуживания, например, при работе на очень небольшом количестве масла. У него может быть даже треснувший цилиндр, который полностью подлежит ремонту. Тем не менее, повреждение должно быть найдено, прежде чем его можно будет отремонтировать.
Они начинают с проверки очевидных признаков, таких как обесцвечивание блока. Иногда действительно трудно найти источник проблемы в блоке цилиндров, если вы не можете заглянуть внутрь него. Любой, кто когда-либо работал над двигателем, знает, что это может быть чрезвычайно долгий и разочаровывающий процесс, если вы работаете вслепую.
Помимо этих разочарований, есть некоторые различия между дизельными и газовыми двигателями. Если вы никогда не касались ни одного из них, идеально было бы обратиться к эксперту по автомобильным техникам, который полностью понимает эти ключевые моменты. Профессионалы могут использовать высококачественный диагностический инструмент, такой как шарнирный бороскоп, для обнаружения скопления шлама, коррозии форсунок и забитых фильтров.
Даже если вы не чувствуете каких-либо заметных различий в вождении, очень важно регулярно обслуживать свой автомобиль. Хорошее правило, которому нужно следовать, заключается в том, что чем больше вы ездите, тем чаще вы должны обращаться к своему механику для проверки. Если вы подождете, пока двигатель не начнет дымить, то в этот момент может быть слишком поздно. Вы можете почти гарантировать, что ремонт автомобиля будет чрезвычайно дорогостоящим.
ВЕРХНИЕ АВТОМОБИЛЬНЫЕ БОРОСКОПЫ В SPI
Еще одна причина, по которой проблемы с блоком цилиндров остаются незамеченными до тех пор, пока не станет слишком поздно, заключается в том, что на самом деле не установлены какие-либо требования к автомобильным проверкам. Владельцы транспортных средств должны проявлять инициативу и следить за тем, чтобы автомобильный эксперт регулярно проводил техническое обслуживание их транспортных средств.
Например, ваш механик сообщает вам, когда вашему автомобилю потребуется следующая замена масла. Они даже делают все возможное, чтобы разместить наклейку в верхней части приборной панели, чтобы напоминать вам каждый раз, когда вы садитесь на водительское сиденье. Когда придет время, отвезите свой автомобиль для замены масла.
Они даже делают все возможное, чтобы разместить наклейку в верхней части приборной панели, чтобы напоминать вам каждый раз, когда вы садитесь на водительское сиденье. Когда придет время, отвезите свой автомобиль для замены масла.
Если вы не уверены, нуждается ли ваш автомобиль в обслуживании, спросите своего механика. Если ничего не помогает, обратитесь к автомобильному руководству от производителя. Он будет содержать подробную информацию о каждом тюнинге и о том, когда вы должны забрать свой автомобиль, чтобы получить их.
Процесс проверки двигателя может занять несколько часов, даже если он выполнен тщательно и правильно. Автомеханики понимают необходимость действовать осторожно и осторожно, чтобы не повредить шарнирный бороскоп или двигатель. Специалисты SPI Borescopes предлагают только лучшие в отрасли автомобильные бороскопы, которые позволяют техническим специалистам эффективно обнаруживать потенциальные проблемы в процессе осмотра автомобиля.
Похожие статьи
Узнайте больше об автомобильных бороскопах и их практическом применении
Автомобильный кузов и двигатель
Бороскопы — очень важный инструмент в мире ремонта и технического обслуживания автомобилей. Они предлагают техническим специалистам более глубокий взгляд на двигатель, а также…
Они предлагают техническим специалистам более глубокий взгляд на двигатель, а также…
Коробки передач
Коробка передач является одним из основных механических компонентов, который входит в состав практически любого автомобиля. Как следует из названия, это корпус шестерен…
Автомобильные бороскопы
Регулярные проверки двигателя автомобиля могут оказаться трудными из-за их преимущественно визуального характера. Техническим специалистам часто приходится…
Как осматривать двигатель V6 с помощью шарнирного бороскопа
Наличие шарнирного бороскопа в вашей мастерской — бесценный инструмент для осмотра двигателя и механизмов. Люди обычно…
Артикуляционный бороскоп для осмотра дизельных двигателей
Мощный и мощный дизельный двигатель приводит в движение некоторые из самых больших и тяжелых транспортных средств. ..
..
БЕСПЛАТНАЯ ДЕМО-ПРОГРАММА ДЛЯ РАССЫЛКИ ПО ПОЧТЕ
БЕЗ СТРЕССА. НЕТ ПРОБЛЕМ. БЕЗ ОБЯЗАТЕЛЬСТВ.
Свяжитесь с нами
Дата выбора и местоположение
Мы отправляем демо
Звоните 800-540-7429
или
Cylinder Formition В простых этапах
9 или
Cylind Head Ремонт в простых шагах
или
Cylinder Formition. В простых этапах
Cylinder Comploder As Practicle As Practister. Он включает в себя различные процессы, такие как заварка трещин, механическая обработка деформаций или ремонт неисправных компонентов клапанного механизма. Если вы любитель ремонта автомобилей своими руками, читайте дальше. В этой статье в доступной форме объясняется процесс восстановления и восстановления поверхности головки блока цилиндров. Во-первых, посмотрите, почему вам нужно починить головку блока цилиндров в первую очередь.
Почему Ремонт a Цилиндр Головка?
Причины для восстановления и шлифовки головки блока цилиндров различны. К ним относятся
К ним относятся
- Экономия затрат — стоимость ремонта головки блока цилиндров ниже, чем покупка новой головки. Это сэкономит вам немного денег. Цена головки цилиндров в основном колеблется от 200 до 500 долларов, а работа по установке новой головки стоит от 50 до 100 долларов. Стоимость шлифовки головки цилиндров намного ниже.
- Отсутствие продукта – головка блока цилиндров может быть снята с производства и недоступна на рынке. Если в вашем автомобиле используется старая головка блока цилиндров с плоской головкой, ремонт может оказаться единственным способом продолжить использование детали.
- Если повреждены только установленные детали – может быть повреждено только несколько деталей. В этом случае лучшим вариантом будет ремонт головки блока цилиндров.
Источник: http://www.specialistweldingservice.co.uk
Большинство операций по ремонту головки блока цилиндров относительно легко выполнить, как мы увидим далее. Некоторые из них, такие как шлифовка или фрезерование, не могут быть выполнены своими руками, поскольку для них требуются специальные инструменты. Несмотря на это, вы можете легко получить услуги в пределах вашего населенного пункта. Простые поисковые фразы, такие как «ремонт ГБЦ рядом со мной» или «мастерская по ремонту ГБЦ рядом со мной», предоставят вам множество вариантов на выбор.
Некоторые из них, такие как шлифовка или фрезерование, не могут быть выполнены своими руками, поскольку для них требуются специальные инструменты. Несмотря на это, вы можете легко получить услуги в пределах вашего населенного пункта. Простые поисковые фразы, такие как «ремонт ГБЦ рядом со мной» или «мастерская по ремонту ГБЦ рядом со мной», предоставят вам множество вариантов на выбор.
Как мы уже видели, существуют разные процессы ремонта ГБЦ. Вы можете отремонтировать головку, обработать ее или заделать пустоты. Стоимость также варьируется. Стоимость восстановления головки блока цилиндров может отличаться от суммы, например, за ремонт треснутой головки блока цилиндров. Это потому, что ремонт будет включать в себя несколько других частей.
Давайте посмотрим, что означают различные ремонтные задачи.
Источник: http://www.diesel-engine-motor-service.com
Что такое ремонт головки блока цилиндров?
Это означает придание головке блока цилиндров нового лица (и новой жизни). Восстановленные головки цилиндров прослужат еще несколько лет, что позволит вам сэкономить на покупке новой детали. Проблемы, которые можно исправить таким образом, включают трещины и деформации. Также изношенные компоненты, такие как маслосъемные колпачки, направляющие клапанов и другие заменяемые детали головки блока цилиндров.
Восстановленные головки цилиндров прослужат еще несколько лет, что позволит вам сэкономить на покупке новой детали. Проблемы, которые можно исправить таким образом, включают трещины и деформации. Также изношенные компоненты, такие как маслосъемные колпачки, направляющие клапанов и другие заменяемые детали головки блока цилиндров.
Ремонт головки блока цилиндров включает разборку, очистку и замену различных компонентов. При ремонте головки блока цилиндров может потребоваться обработка некоторых деталей. Компоненты включают углы клапанов, седла клапанов и обычно деформированные места.
Помимо оптимизации работы двигателя, ремонт головки блока цилиндров помогает предотвратить перерасход топлива или повреждение частично сгоревшей топливно-воздушной смесью. В следующем разделе показаны шаги по восстановлению типовой головки блока цилиндров.
Этапы ремонта треснувшей головки цилиндров
Материалы : Набор трещоток и торцевых головок, устройство для сжатия пружин клапана и острогубцы. Вам также понадобятся чистящие материалы, такие как растворитель, проволочная щетка и скребок для прокладок. Возьмите с собой новое масло и охлаждающую жидкость.
Вам также понадобятся чистящие материалы, такие как растворитель, проволочная щетка и скребок для прокладок. Возьмите с собой новое масло и охлаждающую жидкость.
Предупреждение: Во избежание поражения электрическим током всегда не забывайте начинать с отключения отрицательной клеммы аккумулятора.
Этап 1 Слив масла и охлаждающей жидкости
Слейте охлаждающую жидкость, открыв сливную пробку радиатора, и масло, удалив пробку на масляном поддоне.
Шаг 2 Снятие Цилиндр головка Части
Используйте компрессор клапана, плоскогубцы, и складывание и сопертику, чтобы Disassakemble This Compresse Securileds, и накапливается на склады. ремень ГРМ и коромысло или рычаги.
Снимите также клапаны, держатели клапанов, пружины клапанов, уплотнения, коромысла и другие детали. Поместите каждую часть в маркированный контейнер. Это облегчит сборку.
Это облегчит сборку.
Шаг 3. Снятие головки блока цилиндров
В последовательности, рекомендованной производителем, ослабьте и снимите крепежные болты головки цилиндров. Снять головку с блока двигателя.
Шаг 4. Очистка головки блока цилиндров
Головка будет покрыта шламом или отложениями материала, например, нагаром. Удалите отложения как снаружи, так и внутри. Также очистите каналы для масла и охлаждающей жидкости, используя материалы, упомянутые в начале.
Шаг 5 Осмотр головки блока цилиндров
После очистки головка блока цилиндров готова к осмотру. Проверьте его на наличие трещин и ямок. Зафиксируйте отверстия герметиком, например эпоксидной смолой. Нет никакой разницы между эпоксидной смолой для ремонта алюминиевых головок цилиндров и той, что используется для железных головок.
Используя микрометр, измерьте распределительный вал, чтобы убедиться, что размеры правильные (в пределах спецификаций производителя). Вы можете обратиться к руководству по эксплуатации автомобиля для спецификаций. Не забывайте осматривать распределительный вал на предмет износа.
Вы можете обратиться к руководству по эксплуатации автомобиля для спецификаций. Не забывайте осматривать распределительный вал на предмет износа.
Шаг 6 Осмотр Цилиндр Головка детали
Проверьте направляющие клапанов, коромысла, шпильки и другие компоненты на наличие чрезмерного износа. Замените поврежденные детали.
Шаг 7 Сборка головки блока цилиндров
Убедившись, что головка чистая и каждая деталь в хорошем состоянии, пришло время собрать детали. Используйте ту же процедуру разборки, чтобы установить компоненты обратно. Клапаны и другие детали должны находиться в правильном положении, иначе головка блока цилиндров не будет работать должным образом.
Шаг 8 Установка головки блока цилиндров
После сборки деталей пришло время установить головку блока цилиндров обратно на блок цилиндров. Следуйте инструкциям по снятию головки, убедившись, что все компоненты установлены правильно.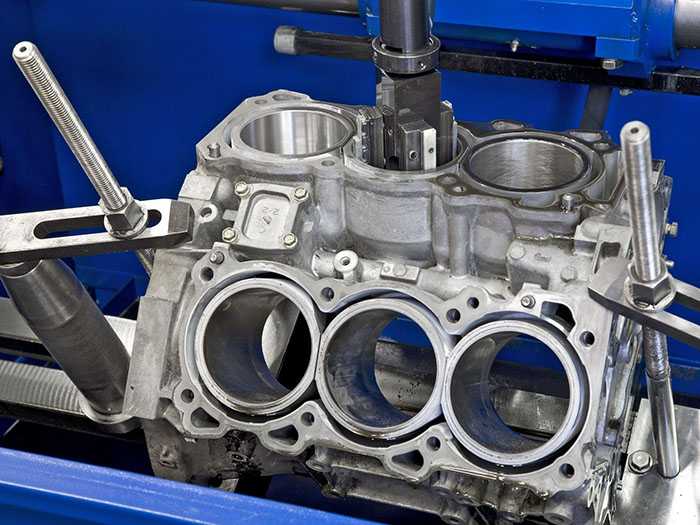 Не забудьте залить новое масло в масляный поддон и новую охлаждающую жидкость.
Не забудьте залить новое масло в масляный поддон и новую охлаждающую жидкость.
Предостережение: некоторые компоненты могут сбивать с толку, и вы можете не знать их расположение во время сборки. Если вы сомневаетесь, рекомендуется обратиться за ремонтом головки блока цилиндров к вашему механику.
Источник: http://midwestcylinderhead.com
Что такое шлифовка головки блока цилиндров?
Замена поверхности означает удаление некоторых частей головки блока цилиндров. Обычно это делается для восстановления плоскостности головки, удаления отложений и сварных швов или улучшения качества поверхности. Иногда головки фрезеруют, чтобы уменьшить эффективную высоту цилиндра и увеличить степень сжатия.
Прокладка головки блока цилиндров подвергается механической обработке для улучшения ее герметизирующих свойств. Прокладка может не обеспечивать герметичность и утечка охлаждающей жидкости или масла. При проведении ремонта прокладки ГБЦ желательно избегать чрезмерной шлифовки.
Восстановление поверхности головки блока цилиндров должно выполняться правильно, эффективно и с использованием правильных инструментов. Ошибка может означать дополнительные расходы, так как снятые детали не могут быть установлены обратно. Для шлифовки головки блока цилиндров вам понадобится шлифовальный станок.
И если вы стремитесь создать чистовую отделку поверхности, правильные характеристики средней шероховатости (Ra) для вашей конкретной головки. Значение Ra в основном зависит от материала головки блока цилиндров. Неправильная обработка головки блока цилиндров может привести к плохой герметизации прокладки. То же самое относится и к ремонту прокладки ГБЦ, как мы уже видели.
Ниже приведены различные методы шлифовки.
Мокрое шлифование. Шлифование обеспечивает гладкую поверхность и является причиной его популярности среди специалистов по ремонту головок цилиндров. Обычно используется шлифовальный круг из карбида кремния. Тем не менее, он имеет тенденцию к перегреву при шлифовке алюминиевой головки, что требует использования смазки и охлаждающей жидкости во время процесса.
Тем не менее, он имеет тенденцию к перегреву при шлифовке алюминиевой головки, что требует использования смазки и охлаждающей жидкости во время процесса.
Сухое фрезерование. Фрезерование выполняется быстрее, чем шлифование, и считается одним из лучших методов ремонта головки блока цилиндров, доступных на сегодняшний день. За один проход удаляется больший кусок металла, в отличие от шлифовки, где необходимо несколько резов. При сухом фрезеровании также меньше беспорядка, а внедрение инструментов из поликристаллического алмаза значительно улучшило эту технику.
Ленточное шлифование. Ленточное шлифование не так популярно, как фрезерование или шлифование. Его точность в значительной степени ограничена, и результаты обычно зависят от человека, выполняющего шлифовку. Однако это простой метод, при котором не требуются фитинги для установки головки блока цилиндров. Абразивы, используемые в шлифовальной ленте, варьируются от карбида кремния, оксида алюминия до керамики.
Как отремонтировать лопнувшую прокладку головки блока цилиндров
Прокладка головки блока цилиндров герметизирует головку блока цилиндров, помимо других функций. Как и головка блока цилиндров, прокладка может быть повреждена при высоких температурах. Пробитая прокладка головки блока цилиндров вызывает утечку охлаждающей жидкости и смазки. Это, в свою очередь, вызывает перегрев и приводит к большему количеству проблем с двигателем.
Прогоревшую прокладку ГБЦ можно отремонтировать легко и без специальных инструментов. Начните с проверки прокладки на наличие повреждений. Ищите такие признаки, как высокая температура двигателя, низкий уровень охлаждающей жидкости, загрязненное масло и белый дым из выхлопной трубы.
Вы также можете провести тест на продувку прокладки ГБЦ. Он известен как тест на утечку и, по сути, ищет наличие продуктов сгорания в системе охлаждения автомобиля. Убедившись, что у вас может быть плохая прокладка, приготовьтесь к ремонту. Здесь можно исправить пробитую прокладку ГБЦ и другие проблемы.
Источник: http://www.twinsaabs.com
Процедура ремонта прокладки головки блока цилиндров
Необходимые вещи: Гаечные ключи, герметик, такой как эпоксидная смола, охлаждающая жидкость и масло.
Шаг 1
Отсоедините аккумулятор во избежание удара током. Слейте воду из радиатора, открыв клапан и поставив под него емкость для стекающей охлаждающей жидкости.
Шаг 2 Получение прокладки головки блока цилиндров
С помощью гаечных ключей ослабьте болты и снимите детали, препятствующие доступу к прокладке. Детали включают узел воздухозаборника, выпускной коллектор, коромысло и насос кондиционера. Снимите также водяной насос. Ослабьте генератор и отсоедините трубки или шланги радиатора.
Шаг 3 Снятие головки блока цилиндров
Снимите болты головки блока цилиндров, следуя последовательности затяжки при установке. Возможно, вам придется обратиться к руководству по эксплуатации автомобиля для получения информации о последовательности.
Шаг 4 Ремонт прокладки головки блока цилиндров
Получите доступ к прокладке головки блока цилиндров и проверьте ее на наличие повреждений. Снимите его с блока двигателя. Существует три способа фиксации прокладки.
- Восстановите поверхность прокладки, чтобы добиться необходимой плоскостности
- Очистите и закройте утечки с помощью герметика
- Затянуть болты крепления прокладки к блоку цилиндров
В зависимости от характера повреждения произвести ремонт.
Шаг 5 Сборка прокладки головки блока цилиндров
После ремонта прокладки головки блока цилиндров пришло время установить ее обратно. Используйте ту же процедуру, что и для извлечения. Замените охлаждающую жидкость, которую вы слили.
Ремонт прокладки ГБЦ — такая трудоемкая процедура. В большинстве случаев это не самоделка. Для этого требуется квалифицированный специалист, который использует правильные инструменты и процессы.