Содержание
Ремонт блока цилиндров: как это делается
Блок цилиндров на первый взгляд может показаться деталью простой: чугунный корпус с цилиндрами — и только. Однако и здесь есть целый комплекс тонких нюансов: зеркало цилиндра, хон, плоскость плиты — а кривошипно-шатунный механизм добавляет к этому вкладыши, подшипники и кольца, где точность сборки измеряется десятыми долями миллиметра. Сегодня мы разберемся, кто смотрит в зеркало, куда вкладываются вкладыши и почему не стоит гнуть пальцы, а затем отдефектуем блок цилиндров дизельного двигателя Mitsubishi 4М41.
Итак, мы подошли к финишной прямой. В нашем двигателе Mitsubishi 4М41, который проехал полмиллиона километров, после ремонта головки блока цилиндров и цепного привода ГРМ осталось разобраться с кривошипно-шатунным механизмом и блоком цилиндров. К слову, именно по состоянию блока цилиндров озвучивались самые пессимистичные прогнозы — ведь такой пробег не мог не сказаться на геометрических характеристиках. Однако после полной ревизии блока этот двигатель окончательно влюбил в себя нашего мастера.
Однако после полной ревизии блока этот двигатель окончательно влюбил в себя нашего мастера.
Кривошипно-шатунный механизм и блок цилиндров
Блок цилиндров — это металлическая корпусная деталь, в которой заключены элементы того самого кривошипно-шатунного механизма, благодаря которому поступательное движение поршней превращается во вращательное движение коленчатого вала. Внутри блока имеются полости, которые при работе мотора заполняются охлаждающей жидкостью — водяная рубашка. Блоки изготавливаются из чугунного или из алюминиевого сплава: сам по себе блок должен быть массивным, потому что воспринимает довольно увесистые ударные нагрузки, передаваемые от поршней. Также не стоит забывать о нагреве, последствия которого необходимо минимизировать.
Сверху блок накрывается головкой блока (ГБЦ), снизу — поддоном картера. В самом блоке располагаются гильзы, внутри которых перемещаются поршни. Внутренняя поверхность гильзы, которая непосредственно контактирует с поршнем, называется зеркалом цилиндра. В нижней части блока имеются «постели» — ложементы, в которые укладывается коленчатый вал, накрываемый крышками. При накрытии постели крышкой образуется отверстие, называемое коренной опорой коленвала.
В нижней части блока имеются «постели» — ложементы, в которые укладывается коленчатый вал, накрываемый крышками. При накрытии постели крышкой образуется отверстие, называемое коренной опорой коленвала.
Важно, чтобы блок цилиндров был достаточно жестким, так как силы, возникающие в процессе работы, пытаются скрутить, изогнуть и разорвать блок — именно поэтому он долгие десятилетия и оставался чугунным. Тренд современности — более легкие блоки цилиндров из алюминиевого сплава, с которыми (как и с облегченными чугунными) применяют интегрированные крышки коренных опор, называемые рамкой лестничного типа.
Итак, получается следующее: в классическом исполнении (как у нас, например) каждая коренная шейка коленчатого вала накрывается отдельной крышкой коренной опоры (ее часто называют бугелем). В рамке лестничного типа все бугели объединены в одну конструкцию, похожую на лестницу — таким образом конструкторы добились значительного повышения жесткости блока цилиндров. Недостатком данного подхода можно назвать стоимость изготовления подобной детали.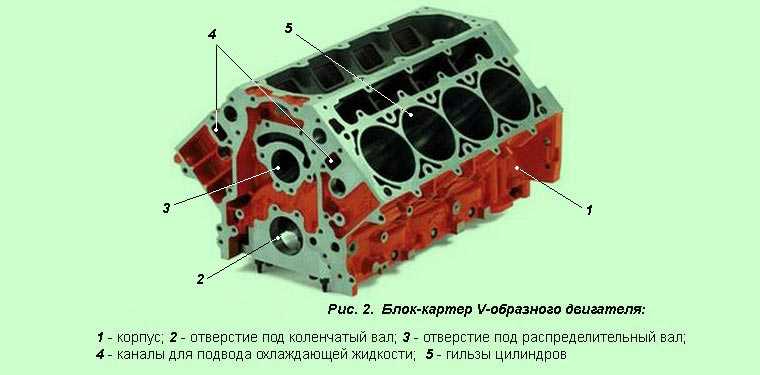
Разобравшись с блоком, переходим к движущимся частям — и первыми будут поршни. Они изготавливаются из алюминиевого сплава и конструктивно имеют юбку, днище и бобышки. Юбка — это боковая часть поршня, бобышки — это приливы, в которых выполнено отверстие под поршневой палец, а днище — это плоскость, обращенная непосредственно в камеру сгорания и непосредственно воспринимающая все нагрузки в процессе сжигания топливовоздушной смеси. Интересно, что днище поршня может быть плоским, как стапель краснодеревщика, а может иметь настолько сложную форму, что понять с первого раза, что это поршень, будет тяжело.
Сложность формы поршня, если таковая имеется, тщательно просчитана в угоду улучшению смешивания топлива с воздухом (что часто встречается в бензиновых ДВС с непосредственным впрыском топлива). Если же двигатель работает на дизеле (как наш), в поршне может находиться камера сгорания, а сам он будет значительно массивней своего бензинового собрата.
Поршень устанавливается в цилиндр с определенным зазором (часто 0. 2–0.3 мм), потому для его уплотнения предусмотрены поршневые кольца. На современных двигателях поршень опоясывают два компрессионных и одно маслосъемное кольцо. Соединяется поршень с коленчатым валом через шатун — соединительный элемент. Один его конец крепится к поршню через палец, который запрессовывается или просто вставляется и стопорится кольцами в поршне и головке шатуна. Второй конец — разборный: для закрепления на коленвале необходимо установить крышку шатуна и затянуть ее болты или гайки крепления.
2–0.3 мм), потому для его уплотнения предусмотрены поршневые кольца. На современных двигателях поршень опоясывают два компрессионных и одно маслосъемное кольцо. Соединяется поршень с коленчатым валом через шатун — соединительный элемент. Один его конец крепится к поршню через палец, который запрессовывается или просто вставляется и стопорится кольцами в поршне и головке шатуна. Второй конец — разборный: для закрепления на коленвале необходимо установить крышку шатуна и затянуть ее болты или гайки крепления.
И коленвал с блоком, и шатуны с коленвалом контактируют через подшипники скольжения, они же вкладыши. Для дополнительного охлаждения поршней внутри блока могут быть установлены распылители масла, направленные на поршни.
Рядная «шестерка» считается одним из самых уравновешенных двигателей (в плане колебаний). У нас же — рядная «четверка», причем внушительного объема, а потому в блоке цилиндров установлены два балансирных вала, суть работы которых сводится к уменьшению колебаний двигателя.
Что может поломаться
Одни из самых уязвимых деталей двигателя — поршневые кольца: из-за нагара они могут залипнуть в буквальном смысле слова. При этом могут лопнуть сами кольца, а могут и перемычки на поршне, между которыми они установлены. Может, наконец, износиться непосредственно выборка под кольцо в поршне.
С самими поршнями потенциальных проблем меньше, но ситуацию это не облегчает. Самое простое, что может произойти — банальный износ и отклонение от номинального диаметра, полный же «трэш» — это прогорание поршня. Кроме того, возможен износ поршневого пальца и отверстий под палец в бобышках поршня.
С шатуном все еще проще: здесь есть два нюанса, которые проверяют всегда, и два, которые часто игнорируют. Первые — износ втулки малой головки шатуна и износ вкладышей шатунного подшипника, а вторые — величина изгиба и кручения шатуна. Тем не менее, как показывает практика, шатун — один из самых редко заменяемых элементов в двигателе.
Самая распространенная проблема с коленчатым валом — износ рабочих поверхностей, второе по «популярности» место занимают случаи проворота вкладышей. Случается это, когда отсутствует достаточное количество масла в месте контакта, из-за чего коленвал срывает вкладыши подшипников и начинает «весело» вращаться вместе с ними. Это по-настоящему тяжелый случай: при определенном невезении ремонт может стоить замены блока.
Случается это, когда отсутствует достаточное количество масла в месте контакта, из-за чего коленвал срывает вкладыши подшипников и начинает «весело» вращаться вместе с ними. Это по-настоящему тяжелый случай: при определенном невезении ремонт может стоить замены блока.
Износ упорных колец коленчатого вала — тоже проблема довольно неприятная, хоть и незначительная на первый взгляд. Дело здесь в том, что не выявленный вовремя дефект в будущем может привести к заклиниванию двигателя — ведь на коленвал во время работы действуют силы и в продольном направлении тоже. Достаточно сместить вал на критическое расстояние — и поршни от перекоса просто заклинит. Стоит заметить, что поломка самого «колена» тоже возможна, хоть для этого и придется постараться.
В самом блоке конструктивно ломаться практически нечему — но это не означает, что с ним не бывает проблем, очень даже наоборот. Самые распространенные — износ цилиндров или коробление контактной поверхности блока с головкой из-за перегрева.
Особо нерадивые автовладельцы, впрочем, могут сломать и сам блок цилиндров. Для этого нужно лишь выполнить парочку нехитрых операций: первая — залить в систему охлаждения обычную воду (можно дистиллированную), а вторая — оставить автомобиль на улице на ночь при минус 20°С.
 Особо нерадивые автовладельцы, впрочем, могут сломать и сам блок цилиндров. Для этого нужно лишь выполнить парочку нехитрых операций: первая — залить в систему охлаждения обычную воду (можно дистиллированную), а вторая — оставить автомобиль на улице на ночь при минус 20°С.
Особо нерадивые автовладельцы, впрочем, могут сломать и сам блок цилиндров. Для этого нужно лишь выполнить парочку нехитрых операций: первая — залить в систему охлаждения обычную воду (можно дистиллированную), а вторая — оставить автомобиль на улице на ночь при минус 20°С.Что измеряют при капремонте
Прежде всего, после разборки измеряют наружный диаметр поршней в строго определенной плоскости (поперек оси пальца) и на заданном расстоянии от поверхности днища поршня. Производитель может изготовлять поршни в нескольких размерах: номинальном и ремонтных — эти данные приведены в технической документации. Если поршень в «номинале» (как это оказалось у нас), проверяют биение шатуна и пальца. Профессионал может засечь неладное, что называется, на ощупь — неопытному же механику придется все-таки выпрессовать палец из поршня и шатуна. После выпрессовки необходимо измерить наружный диаметр пальца и внутренние диаметры втулки шатуна и отверстий в поршне, путем несложной математики вычислить зазор в данной сборке и принять финальное решение об утилизации или дальнейшем применении этого комплекта.
Вооружившись набором плоских щупов, специалисты-механики измеряют зазор между кольцом и выборкой в поршне: если он превышен — поршень отправляется под замену. Так как мы проводим капитальный ремонт, замена колец даже не обсуждается — это само собой разумеющийся факт.
Практически закончив с подвижными элементами, переходим к блоку цилиндров, для обмера которого необходим так называемый нутромер. Это приспособление, предназначенное для измерения внутреннего диаметра с высокой точностью, которая обеспечивается индикатором часового типа. Внутренний диаметр измеряют на трех уровнях и в двух взаимно перпендикулярных плоскостях: это необходимо для наиболее точного понимания величины и характера износа цилиндра. Характер износа в данном случае — величина бочкообразности и овальности цилиндра. Все дело в том, что нагрузка на цилиндр неравномерна, а, следовательно, неравномерен и его износ: ближе к центру величина износа будет расти, а затем снова уменьшаться. Из-за этого цилиндр в профильном разрезе слегка «округляется» и становится похожим на бочку.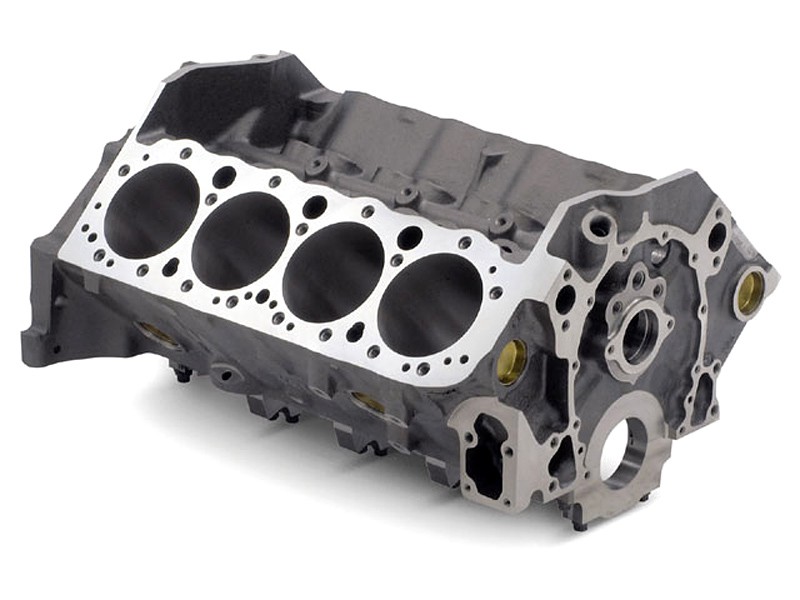 В свою очередь, поршень давит на цилиндр только в одном направлении, вырабатывая поверхность и превращая ее в овальную. Повторюсь, точность при работе с блоком должна быть предельной — никаких приблизительных размеров существовать просто не может: в технической документации обязательно есть цифры предельно допустимой бочкообразности и овальности цилиндров.
В свою очередь, поршень давит на цилиндр только в одном направлении, вырабатывая поверхность и превращая ее в овальную. Повторюсь, точность при работе с блоком должна быть предельной — никаких приблизительных размеров существовать просто не может: в технической документации обязательно есть цифры предельно допустимой бочкообразности и овальности цилиндров.
В конце концов, ревизии подвергается и коленчатый вал. У него измеряют диаметры коренных и шатунных шеек и, при необходимости, шлифуют до следующего ремонтного размера, если таковой предусмотрен. При помощи известного нам нутромера измеряются диаметры отверстий коренных опор (с установленными вкладышами, конечно). Затем, имея наружный диаметр шеек и внутренний диаметр опор, определяют масляный зазор: если он превышает допустимый, вкладыши отправляются под замену, а коленвал — на шлифовку. Кроме того, выше мы упоминали об осевом люфте коленвала — разумеется, при дефектовке измеряют и его, и если люфт завышен, заменяют упорные кольца коленвала.
Как ремонтируется блок
Если состояние цилиндров совсем не позволяет продолжить эксплуатацию блока, его отправляют на расточку цилиндров до следующего ремонтного размера. Бывает, что производитель не предоставляет такой роскоши, тогда блок «гильзуют» — восстанавливают гильзованием. Как несложно догадаться, в этом случае существующую гильзу значительно растачивают и впрессовывают в нее еще одну гильзу с внутренним диаметром номинального размера. Однако это решение — уже не очень надежное, и некоторые мастера предсказывают такому двигателю не более 50 тысяч километров потенциального пробега.
Если же блок растачивают, то, разумеется, и поршни с кольцами подбирают соответствующего размера. Шлифовка шеек коленчатого вала уменьшает их размер — а значит, и для них необходимо подобрать вкладыши следующего ремонтного размера. Работу облегчает то, что в техдокументации обычно присутствует размерная сетка подбора вкладышей.
Перед установкой поршней зеркало цилиндра подвергают хонингованию.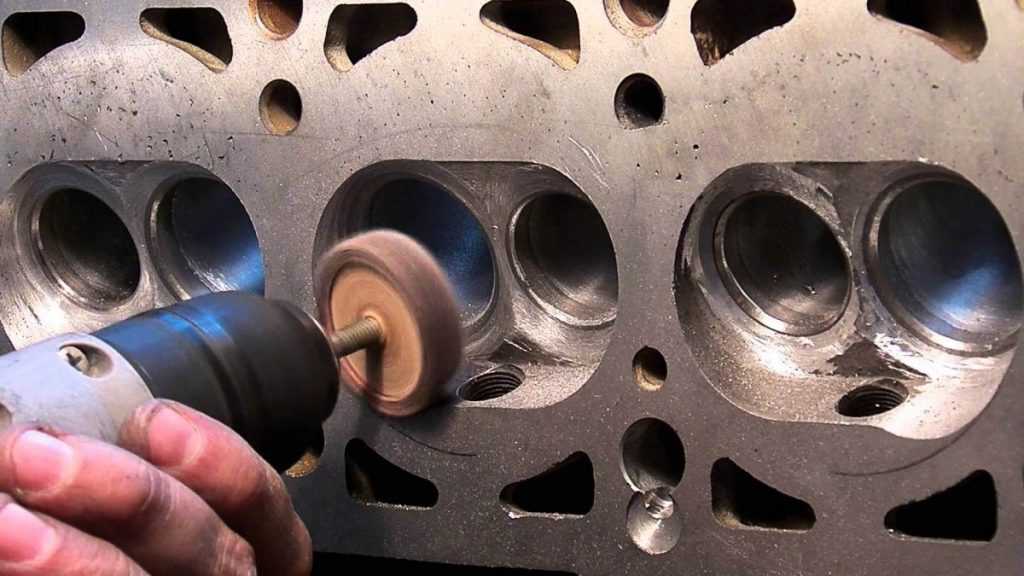 Это процесс, который не изменяет размера цилиндра, но благодаря которому значительно уменьшается износ трущихся поверхностей. Хонингование — это нанесение небольших рисок на поверхность цилиндра с помощью специальных камней. Необходимо это для того, чтобы на поверхности цилиндра задерживалось моторное масло, увеличивая тем самым ресурс поршневой группы.
Это процесс, который не изменяет размера цилиндра, но благодаря которому значительно уменьшается износ трущихся поверхностей. Хонингование — это нанесение небольших рисок на поверхность цилиндра с помощью специальных камней. Необходимо это для того, чтобы на поверхности цилиндра задерживалось моторное масло, увеличивая тем самым ресурс поршневой группы.
Ремонта блока цилиндров двигателя Mitsubishi 4М41
В нашем конкретном случае обошлось без сложных или интересных особенностей ремонта, так как замеры поршней, цилиндров и шеек коленчатого вала показали номинальные размеры.
Мнения наши разделились диаметрально: я немного расстроился, хозяин автомобиля — повеселел, а мастер… ему было все равно. Тем не менее, все мы очередной раз подивились стойкости данного мотора.
Перед разборкой блока и цилиндропоршневой группы мы сняли масляный поддон — и приступили к основной работе. Она свелась к извлечению поршней с шатунами из блока цилиндров. На всякий случай мы отметили номерами каждый поршень в соответствии с номером цилиндра.
После обмера поршней и цилиндров мы пришли к выводу, что коленчатый вал снимать смысла нет, так как биение отсутствует. Кольца все же заменили — да и то только потому, что они были предусмотрительно приобретены владельцем.
Дефекты же в разобранном нами моторе просто отсутствовали: никаких чрезмерных люфтов в сборке шатун-поршень, никаких задиров на шатунных вкладышах… Закончив дефектовку, мы в очередной раз убедились, что дорогое масло себя окупило.
После измерения коробления поверхности блока цилиндров мастер со словами «Ну хоть что-то же надо с ним сделать?!», отправил его на хонинговку цилиндров, а все прочие элементы — на тщательную мойку. После этого начался процесс сборки КШМ (кривошипно-шатунного механизма).
В шатуны и их крышки были установлены новые вкладыши, на поршни установили новые кольца.
Компрессионные кольца необходимо устанавливать в строго определенном направлении, и касается это абсолютно всех двигателей, а потому, чтобы не перепутать их, на поверхности кольца нанесены метки: надпись «ТОР» или иная.
Особенности установки поршневых колец на этом не заканчиваются. Поршневые кольца имеют разрез — ведь, во-первых, кольцо все-таки надо как-то установить на поршень, а во-вторых, компенсировать его тепловое расширение. Разрез этот называется замком кольца. Так вот, при установке колец их замки необходимо развести в разные стороны, чтобы минимизировать прорыв газов.
После выполнения всех вышеперечисленных операций мы нанесли на цилиндры свежее масло, установили на поршень специальное приспособление для обжима колец, четко сориентировали поршень относительно коленвала и блока, и легкими ударами рукояткой молотка установили шатунно-поршневую группу в блок.
Если бы мы разбирали шатунно-поршневую группу, то при ее сборке пришлось бы следить за правильной установкой шатуна относительно поршня — в противном случае может возникнуть чрезмерный износ шатунных шеек коленвала. Нельзя изменять и расположение поршня в цилиндре: это очень важно, так как ось пальца самую малость не совпадает с осью поршня. Если нарушить установку, со временем в двигателе может возникнуть стук. Установив все поршни в блок цилиндров, мы подвели шатуны к шейкам коленчатого вала, установили крышки шатунов и затянули гайки их крепления с определенным моментом затяжки.
Если нарушить установку, со временем в двигателе может возникнуть стук. Установив все поршни в блок цилиндров, мы подвели шатуны к шейкам коленчатого вала, установили крышки шатунов и затянули гайки их крепления с определенным моментом затяжки.
Отдельно остановлюсь на подборе прокладки головки блока цилиндров: у всех современных дизельных двигателей необходимо подбирать прокладку ГБЦ по толщине. Толщина эта будет зависеть от величины выступания поршня над поверхностью блока цилиндров. Так, после сборки КШМ каждый из поршней поочередно выводят в ВМТ и с помощью индикатора часового типа на стойке измеряют выступание поршня. Замер выполняют в двух противоположных точках поршня, потом вычисляют среднее арифметическое и в зависимости от высоты выступания подбирают толщину прокладки. Это — весьма важный момент, не уделив должного внимания которому можно поплатиться скорым прогоранием прокладки.
После установки всех и вся в блок цилиндров, мы накрыли его снизу масляным поддоном, предварительно тщательно очистив оный, промыв и высушив. Непосредственно перед установкой поддона на его поверхность нанесли специальный герметик и в течение 15 минут после нанесения установили поддон на блок, затянув болты крепления с необходимым моментом затяжки.
Непосредственно перед установкой поддона на его поверхность нанесли специальный герметик и в течение 15 минут после нанесения установили поддон на блок, затянув болты крепления с необходимым моментом затяжки.
Ремонт завершен!
На этом ремонт нашего мотора был завершен — пожалуй, нам удалось описать его в мельчайших подробностях. Вместо вывода можно было бы составить оду моторному маслу, но мы ограничимся малым, сказав очевидное: следите за тем, что льете в системы двигателя. Это, разумеется, не решит абсолютно всех потенциальных проблем вроде перегрева или перегрузки, но определенно поможет мотору прожить более долгую и счастливую жизнь.
Опрос
Приходилось ли вам ремонтировать блок цилиндров на своем автомобиле?
Ваш голос
Всего голосов:
Ремонт и восстановление блока цилиндров двигателя -Услуги
Задача ремонта заключается в том, чтобы после ремонта, двигатель имел характеристики максимально приближенные к заводским нормам.
Предварительная мойка блока цилиндров
Перед сборкой двигатель должен быть тщательно отмыт. Прежде всего, перед процессом мойки, выпрессовываются все заглушки масляных магистралей, для их гарантированной проходимости и снятия многолетнего налета. Сегодня существуют самые современные моющие средства, которые способны отмыть даже труднорастворимые отложения внутри блока. Это достигается благодаря применению паровых установок, где вместе с паром подается моющее средство, которое способно вымыть блок до блеска, даже в самых труднодоступных местах.
Расточка / хонингование блока цилиндров
Перед ремонтом блок подлежит обязательным промерам и по их результату, принимается решение о предстоящем виде ремонта. Если блок имеет допустимый износ, то он подлежит расточке и дальнейшему хонингованию. Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0. 01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
Гильзовка чугунного блока цилиндров
Когда износ зеркала цилиндров превышает предельно допустимый и выходит за все существующие ремонтные размеры, ремонт блока выполняется методом гильзования. Для чугунных блоков, в таких случаях используются гильзы из легированных износостойких чугунов. Существуют два вида гильз: «сухие» и «мокрые». «Сухие» гильзы устанавливаются в уже расточенные гнезда цилиндров, с предварительным натягом и непосредственно не имеют контакта с охлаждающей жидкостью. Гильзы могут запрессовываться как «на холодную», так и термическим способом. «Мокрые» гильзы постоянно контактируют с охлаждающей жидкостью. Процедура ремонта в этом случае гораздо проще, так как выполняется вручную. Старые гильзы вытаскиваются и заменяются новыми.
Перед установкой «сухих» гильз производят расточку блока под их размеры. Это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. Во время расточки, помимо необходимого размера, соблюдают геометрию и степень чистоты отверстия под гильзы. В противном случае оставшиеся бочкообразность или конусность передадутся гильзе, с которой для устранения этих недостатков, придется снимать дополнительный слой металла, что скажется на прочности гильзы.
Поэтому нужно избегать ремонта на старых станках с невысоким классом точности. Эти работы у нас выполняются специалистами, имеющими многолетний стаж в этой области.
При установке гильз на «горячую» обеспечивают натяг порядка 50– 80 мкм, предварительно равномерно нагрев блок до 120–150 градусов. Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке «намертво».
При установке гильз на «холодную», приходится увеличивать толщину гильзы, чтобы не наступило коробления при запрессовке, и так как в этом случае натяг составляет лишь 0,05 мм,
Гильзовка алюминиевого блока цилиндров
Алюминиевые блоки гильзуются по аналогии с чугунными блоками, с установкой специальных гильз из алюминия с содержанием различных присадок. Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния (до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния (до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Гильзовка двигателя
Производится гильзовка любых двигателей, блоки которых изготовлены из чугуна, цельноалюминиевых блоков и сплавов алюминия.
Перепрессование поршней
Выполняется перепрессовка всех видов поршней, как горячим, так и холодным способом, в зависимости от посадки поршневого пальца. Выпрессовка выполняется с использованием гидравлического пресса, имеющего переходники под все виды поршней. Сборка поршней с шатунами, производится после предварительного нагрева в термопечи. В зависимости от конструкции поршневого пальца, нагреву подлежит либо поршень, либо шатун.
Замена вкладышей промежуточного вала
При износе вкладышей промежуточного вала, производится их замена с последующей обработкой с использованием одноходовой развертки.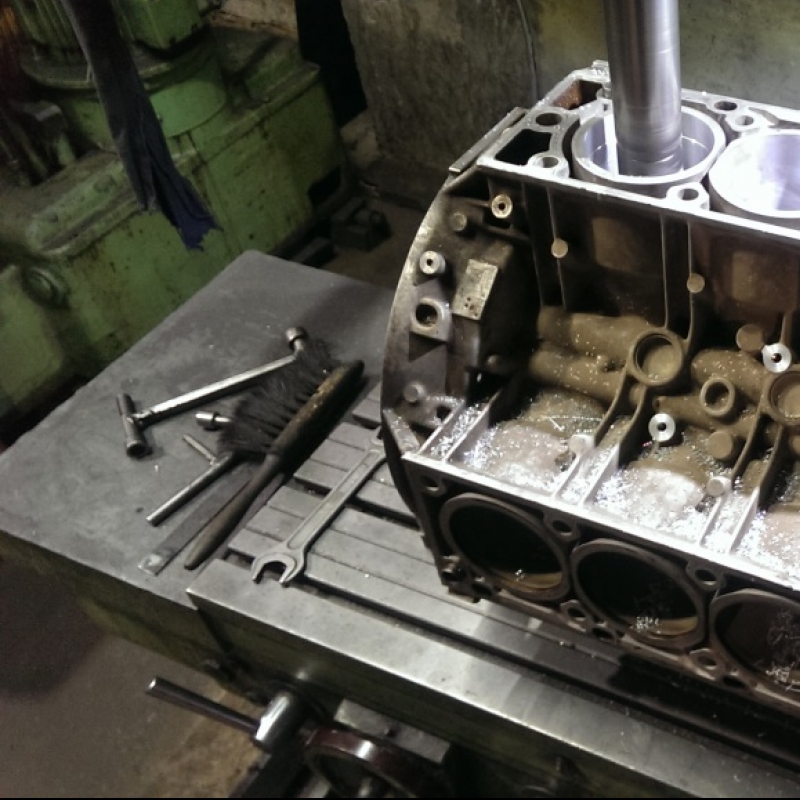 Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Шлифовка промежуточного вала
При замене вкладышей промежуточного вала при необходимости производится его шлифовка, в этом случае вкладыши устанавливаются ремонтного размера.
Установка заглушек с изготовлением
Температурные заглушки блока и заглушки масляных каналов, а также заглушки масляных полостей коленчатого вала заменяются при их повреждении или при проведении ремонтных работ. Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Ремонт постели коленвала
В случаях предельно допустимого износа или аварийного задира шейки коленвала, а также при сильных перегревах происходит деформирование постели коленвала. В этих случаях крышки (бугеля) коленвала занижаются на незначительную величину, затем их затягивают предписанным моментом и производят расточку и хонингование постели коленчатого вала. Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Шлифовка плоскости блока цилиндров
Обычно при перегреве головки блока происходит её деформация, а при сильном перегреве деформируется и плоскость блока цилиндров. Для устранения этого дефекта плоскость блока цилиндров подлежит шлифованию до допустимого размера. Выполняются шлифовальные работы любых блоков.
Опрессовка блока цилиндров
В случаях, когда невозможно определить место утечки жидкости или масла, производится опрессовывание блоков или головок блока, с использованием специального оборудования с полным погружением деталей в горячую (80°С) воду и подачей повышенного давления для обнаружения места утечки. Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Ремонт и механическая обработка блока цилиндров Ever-Pac
Треснувший или поврежденный блок цилиндров не обязательно должен приводить к дорогостоящей замене двигателя или, что еще хуже, к покупке совершенно новой машины. Качественно выполненный ремонт блока цилиндров может стать рентабельной альтернативой, которая положительно скажется на прибыли вашей компании. Ever-Pac, механическая мастерская с полным спектром услуг, расположенная в Риверсайде, Калифорния, может быстро и недорого выполнить механическую обработку и ремонт цилиндров и блоков цилиндров на месте для компаний по всей Южной Калифорнии.
Качественно выполненный ремонт блока цилиндров может стать рентабельной альтернативой, которая положительно скажется на прибыли вашей компании. Ever-Pac, механическая мастерская с полным спектром услуг, расположенная в Риверсайде, Калифорния, может быстро и недорого выполнить механическую обработку и ремонт цилиндров и блоков цилиндров на месте для компаний по всей Южной Калифорнии.
Современная технология позволяет нам выполнять механическую обработку блоков на месте
Для обеспечения эффективной обработки и ремонта блока цилиндров и блока цилиндров на месте требуется самое передовое оборудование, и это именно то, что мы сейчас имеем в нашем распоряжении. Ever-Pac теперь представляет:
«Машина для производства блоков цилиндров Rottler», что означает… Повышение нашей эффективности и улучшение обслуживания для вас!
Компания Rottler уже более 80 лет предлагает инновационные решения для точного машиностроения. Линейка оборудования для обработки блоков цилиндров Rottler включает в себя F88S, самый большой многоцелевой станок Rottler, который может легко работать с современными дизельными двигателями с большими блоками, включая модели Cat 3500 и 3600.
Эффективность и универсальность в одном станке
Массивный F88S использует самые современные технологии для обработки больших дизельных двигателей, используемых в землеройной, горнодобывающей, нефтегазовой промышленности, энергетике, судостроении и т. д.
Дополнительно Программное обеспечение для автоматического цикла и производство инструменты позволяют обрабатывать полные группы блоков без присутствия оператора, после настройки задания и нажатия кнопки «запуск цикла» оператор может «уйти» и выполнять другую работу, в то время как F88S завершает обработку группы блоков или основной линия носила без присмотра!
Обработка блоков на месте с помощью F88S также выполняется очень быстро. Двигатель Cat 3500 можно полностью обработать от пола до этажа менее чем за два часа. Более быстрая обработка означает, что ваш двигатель может быть снова в рабочем состоянии и продуктивным с минимальным временем простоя.
Наши опытные механики делают разницу
Наша команда квалифицированных механиков обладает опытом, позволяющим в полной мере использовать возможности обработки блоков на месте, которые может предложить F88S. Они также имеют большой опыт работы с двигателями Cat 3500 и 3600, а также других ведущих производителей. Вы будете спокойны, зная, что ремонт будет выполнен с первого раза.
Они также имеют большой опыт работы с двигателями Cat 3500 и 3600, а также других ведущих производителей. Вы будете спокойны, зная, что ремонт будет выполнен с первого раза.
Узнайте больше о преимуществах услуг по механической обработке блоков на месте от Ever-Pac
Ever-Pac является подразделением компании Quinn, самого надежного поставщика тяжелого оборудования в Южной Калифорнии на протяжении почти 100 лет. Обработка блоков на месте производства Ever-Pac включает в себя ту же непоколебимую приверженность поддержке клиентов и обслуживанию, которую вы ожидаете от компании Quinn.
Предлагаемые услуги:
- Ремонт блока цилиндров: Двигатели оборудования работают в условиях экстремальных температур и давлений, которые со временем могут привести к растрескиванию блоков цилиндров. В Ever-Pac у нас есть инструменты и ресурсы, необходимые для ремонта этих трещин и избавления вас от дорогостоящих затрат на замену.
- Восстановление блока цилиндров: Верните блоки цилиндров в состояние нового, выбрав услуги по восстановлению от Ever-Pac. Наша команда может обслужить ваш блок цилиндров и позаботиться о небольших задачах по техническому обслуживанию и ремонту, которые помогут вашему блоку цилиндров работать так же, как когда он впервые сошел с конвейера.
- Восстановление блока цилиндров: Мы разбираем ваш блок цилиндров, чтобы полностью удалить смазку и другие остатки, которые образовались во время использования. Далее мы смотрим на состояние блока, обрабатывая его по мере необходимости. Затем мы восстановим блок цилиндров и затянем крышки, чтобы ваша машина могла работать на пределе своих возможностей.
- Наплавка блока цилиндров: Достигните оптимальной производительности, воспользовавшись услугами по наплавке блока цилиндров, которые создают плоскую головку цилиндров, полностью герметизирующую жидкости и газы прокладки головки блока цилиндров.
- Растачивание основной линии блока цилиндров: Со временем отверстия изнашиваются или повреждаются, или они могут потерять свою округлость. Они также могут выйти из строя или потерять свое центрирование. Сверление основной лески устраняет эти проблемы.
- Втулка блока цилиндров: Отремонтируйте поврежденные или изношенные блоки цилиндров с помощью простого и экономичного процесса, который называется гильзованием.
- Растачивание блока цилиндров на месте: Что касается оборудования, которое не может быть доставлено к нам, мы приедем к вам. Мы можем предоставить услуги по растачиванию на месте крупногабаритного оборудования и блоков цилиндров.
- Ремонт блока цилиндров: Экономьте деньги, ремонтируя треснувшие, поврежденные или изношенные блоки цилиндров вместо того, чтобы вкладывать средства в запасные части, которые могут работать не так хорошо, как оригинальные.
- Восстановление блока цилиндров: Добейтесь состояния нового блока двигателя, восстановив компонент, который начинает показывать свой возраст.
- Восстановление блока цилиндров: Процесс разборки и восстановления блока цилиндров включает в себя тщательную очистку и замену крышек и других мелких деталей, срок службы которых истек.
- Замена поверхности блока цилиндров: Достигните оптимальной производительности блока цилиндров, выбрав замену поверхности для герметизации жидкостей и газов.
- Отверстие главной магистрали блока цилиндров: Мы отремонтируем поврежденные или изношенные отверстия в блоке цилиндров или выровняем отверстия, которые потеряли свое центрирование.
- Втулка блока цилиндров: Получите максимальную отдачу от имеющегося блока цилиндров, выбрав этот недорогой процесс, который повышает производительность и помогает вам получить максимальную отдачу от вашего оборудования.
- Растачивание блока цилиндров на месте: Как и в случае с нашими услугами по растачиванию блоков цилиндров на месте, мы приезжаем к вам, чтобы удовлетворить ваши потребности в растачивании крупных машин и блоков двигателей.
 Наша команда может обслужить ваш блок цилиндров и позаботиться о небольших задачах по техническому обслуживанию и ремонту, которые помогут вашему блоку цилиндров работать так же, как когда он впервые сошел с конвейера.
Наша команда может обслужить ваш блок цилиндров и позаботиться о небольших задачах по техническому обслуживанию и ремонту, которые помогут вашему блоку цилиндров работать так же, как когда он впервые сошел с конвейера.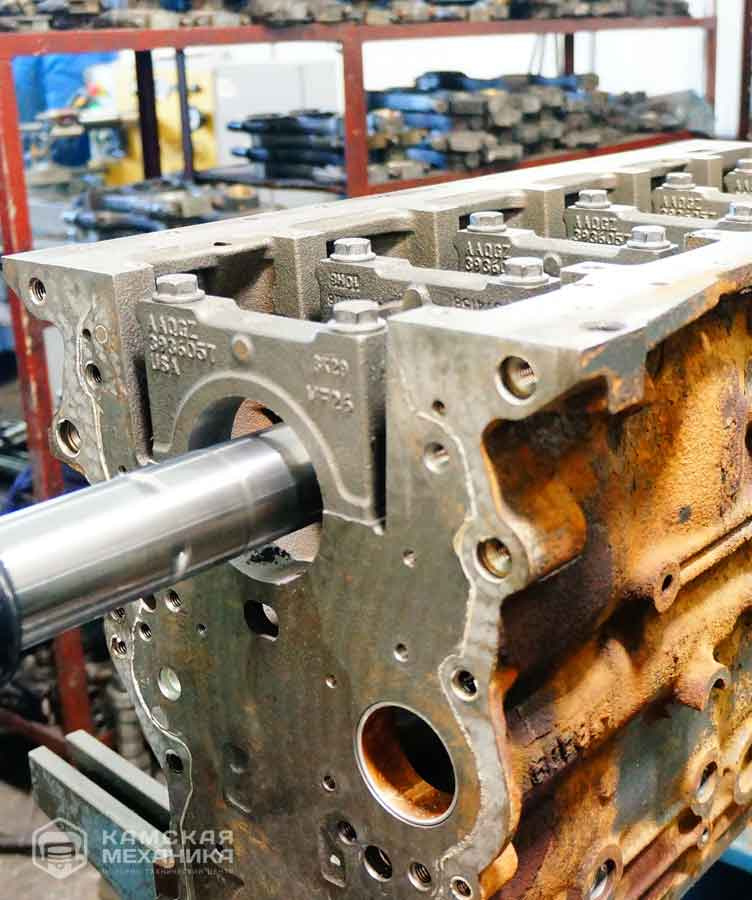 Они также могут выйти из строя или потерять свое центрирование. Сверление основной лески устраняет эти проблемы.
Они также могут выйти из строя или потерять свое центрирование. Сверление основной лески устраняет эти проблемы.
Для получения дополнительной информации о наших услугах по механической обработке блоков на месте в Риверсайде, Калифорния, обратитесь к торговому представителю отдела технической поддержки. В области седла клапана следует использовать стальные штифты, поскольку сталь лучше выдерживает нагрев, чем чугун.
В области седла клапана следует использовать стальные штифты, поскольку сталь лучше выдерживает нагрев, чем чугун.
Трещина в головке блока цилиндров или блоке цилиндров может быть плохой новостью, а может и не быть плохой новостью в зависимости от размера и расположения трещины (трещин), стоимости отливки и того, что потребуется для устранения трещины (трещин) по сравнению с тем, сколько это будет стоить. вам заменить литье. Относительно распространенная отливка с сильными трещинами, вероятно, не стоит времени и усилий на ее ремонт, если вы можете найти другую чистую отливку по разумной цене.
С другой стороны, если вы обнаружили трещины в головке цилиндра или блоке последней модели, которые относительно дороги или трудно найти, может оказаться более экономичным исправить отливку, используя соответствующие методы ремонта трещин. Чтобы испортить вывод этой статьи, нужно сопоставить стоимость ремонта треснувшей отливки со стоимостью ее замены.
Конечно, в этой истории есть нечто большее, чем просто конец.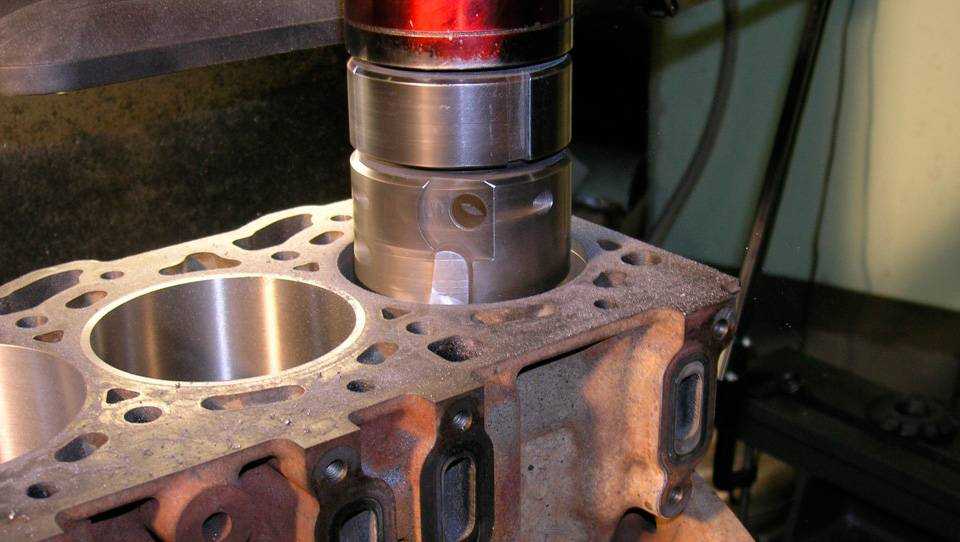 Каждый раз, когда вы восстанавливаете подержанный двигатель с большим пробегом, головку и блок всегда следует тщательно осматривать на наличие трещин. Методы магнитопорошкового контроля выявляют большинство поверхностных трещин глубиной около четверти дюйма на чугунных блоках и головках. Но некоторые области может быть трудно осмотреть только с помощью обнаружения магнитных частиц, поэтому рекомендуется проводить испытания под давлением для проверки «скрытых» трещин во впускных и выпускных отверстиях и водяных рубашках.
Каждый раз, когда вы восстанавливаете подержанный двигатель с большим пробегом, головку и блок всегда следует тщательно осматривать на наличие трещин. Методы магнитопорошкового контроля выявляют большинство поверхностных трещин глубиной около четверти дюйма на чугунных блоках и головках. Но некоторые области может быть трудно осмотреть только с помощью обнаружения магнитных частиц, поэтому рекомендуется проводить испытания под давлением для проверки «скрытых» трещин во впускных и выпускных отверстиях и водяных рубашках.
В алюминиевых отливках трещины и утечки пористости обычно обнаруживаются с помощью проникающих красок и/или испытаний под давлением. Испытания под давлением от 10 до 40 фунтов на квадратный дюйм обычно выявляют любые утечки пористости или трещины, о которых стоит беспокоиться. Нет необходимости использовать более высокое давление, потому что большинство утечек, возникающих при нормальных рабочих температурах и давлениях, проявляются при давлении воздуха от 10 до 40 фунтов на квадратный дюйм. Погружение отливки в горячую воду во время испытания под давлением — это еще один метод, который может выявить трещины и утечки пористости, которые в противном случае можно было бы не заметить при комнатной температуре.
Погружение отливки в горячую воду во время испытания под давлением — это еще один метод, который может выявить трещины и утечки пористости, которые в противном случае можно было бы не заметить при комнатной температуре.
Верхний шаг нити на шпильке этого типа создает эффект защемления при затягивании шпильки (любезно предоставлено Lock-N-Stitch).
После обнаружения трещины или утечки важно внимательно осмотреть отливку, чтобы определить полную протяженность трещины. Трещины, видимые на поверхности отливки, часто простираются на некоторое расстояние под поверхностью в обоих направлениях. Поэтому при ремонте трещины не думайте, что трещина заканчивается там, где поверхность кажется сплошной, потому что она может распространяться под поверхностью, как корни дерева.
Способ устранения трещины зависит от типа металла (чугун или алюминий), местоположения трещины (напряженная или ненапряженная зона) и размера трещины.
Трещины обычно появляются в наиболее нагруженных участках отливки. К ним относятся области между седлами клапанов в головке блока цилиндров, область между седлами клапанов и отверстием для свечи зажигания, область деки между камерами сгорания, верхняя центральная область головки и выпускные отверстия. Трещины могут начинаться в камере сгорания и распространяться на впускные или выпускные отверстия или исходить из глухих отверстий, открытых отверстий под болты или направляющих клапанов.
К ним относятся области между седлами клапанов в головке блока цилиндров, область между седлами клапанов и отверстием для свечи зажигания, область деки между камерами сгорания, верхняя центральная область головки и выпускные отверстия. Трещины могут начинаться в камере сгорания и распространяться на впускные или выпускные отверстия или исходить из глухих отверстий, открытых отверстий под болты или направляющих клапанов.
Трещины в блоке могут возникать между цилиндрами на поверхности деки, в стенках цилиндров или в области перемычки вокруг коренных отверстий и коленчатого вала. Вы также можете найти трещины вокруг отверстий подъемника или распредвалов, или даже по бокам или по краям блока рядом с креплениями двигателя или отверстиями расширительных заглушек.
Чем больше термическое напряжение и/или механическая нагрузка на определенную область отливки, тем выше вероятность ее растрескивания, особенно если отливка относительно тонкая.
Новые отливки обычно считаются без трещин, но дефекты отливки, неправильное охлаждение после отливки также могут привести к появлению трещин. Более распространенной проблемой новых алюминиевых отливок является утечка из-за пористости. Вот почему новые отливки следует осматривать так же тщательно, как и бывшие в употреблении отливки с большим пробегом, чтобы убедиться в отсутствии трещин или пористых утечек, которые позже вызовут проблемы.
Более распространенной проблемой новых алюминиевых отливок является утечка из-за пористости. Вот почему новые отливки следует осматривать так же тщательно, как и бывшие в употреблении отливки с большим пробегом, чтобы убедиться в отсутствии трещин или пористых утечек, которые позже вызовут проблемы.
Что еще нужно помнить о трещинах, так это то, что они часто являются результатом слишком сильного нагрева. Негерметичная прокладка головки блока цилиндров, водяной насос, радиатор или шланг охлаждающей жидкости могли привести к утечке охлаждающей жидкости, что в конечном итоге привело к перегреву и перегреву двигателя. Ограничение выхлопа, вызванное частично забитым каталитическим нейтрализатором (или сажевым фильтром на дизельном двигателе), также может накапливать тепло в двигателе. Поэтому важно определить и устранить все, что могло вызвать перегрев двигателя, прежде чем он снова будет введен в эксплуатацию, иначе ремонт трещины может быть недолгим.
Горячий или холодный ремонт
Ремонт трещин может быть выполнен холодным (штифтовым) или горячим (сварка и пайка). Используемый метод будет зависеть от размера трещины и типа отливки (чугун или алюминий). Основным преимуществом холодного ремонта трещин является то, что он не требует нагрева. Отсутствие нагрева означает, что не требуется дополнительное время для предварительного нагрева и последующего охлаждения отливки, и нет опасности деформации или деформации отливки. Нагрев головки или блока цилиндров вызывает их расширение, что, в свою очередь, создает термическое напряжение в металле, что может привести к последующему растрескиванию при охлаждении металла, особенно если он остывает слишком быстро.
Используемый метод будет зависеть от размера трещины и типа отливки (чугун или алюминий). Основным преимуществом холодного ремонта трещин является то, что он не требует нагрева. Отсутствие нагрева означает, что не требуется дополнительное время для предварительного нагрева и последующего охлаждения отливки, и нет опасности деформации или деформации отливки. Нагрев головки или блока цилиндров вызывает их расширение, что, в свою очередь, создает термическое напряжение в металле, что может привести к последующему растрескиванию при охлаждении металла, особенно если он остывает слишком быстро.
При закреплении меньше беспокойства по поводу идеальной чистоты металла вокруг трещины. Для любого типа сварки требуется идеально чистая поверхность, на которой не должно быть таких загрязнений, как жир, масло или грязь. Это означает, что отливка должна быть предварительно очищена перед сваркой. Кроме того, сварка требует шлифовки трещины с помощью шлифовальной машины, чтобы новый металл мог заполнить пустоту и сплавиться с металлом по обе стороны от трещины.
При использовании чугунных головок и блоков 80 процентов трещин обычно можно устранить с помощью железных или стальных штифтов или конических заглушек, а для 20 процентов трещин потребуется сварка в печи, сварка пламенем или пайка. С алюминиевыми головками и блоками все наоборот. Около 80 процентов трещин ремонтируются с помощью вольфрамовой сварки в среде инертного газа (TIG), а 20 процентов трещин ремонтируются с помощью алюминиевых штифтов или заглушек.
Небольшие пористые утечки в алюминии часто можно легко закрыть с помощью одного штифта или конической заглушки. Трещины в алюминиевой головке или блоке, с другой стороны, гораздо труднее устранить штифтами, потому что алюминий является более мягким металлом, чем чугун, поэтому штифты и заглушки не могут обеспечить такой сильный «захват», как в железе. Кастинг. Штифтование может обеспечить удовлетворительный ремонт небольших трещин в ненагруженных зонах, но обычно не рекомендуется для больших трещин или трещин вблизи седел клапанов. Сварка обычно является предпочтительным методом ремонта, потому что алюминий относительно легко сваривается по сравнению с чугуном. Сварочный аппарат TIG с подачей аргона или гелия может легко и быстро заполнить большинство трещин.
Сварка обычно является предпочтительным методом ремонта, потому что алюминий относительно легко сваривается по сравнению с чугуном. Сварочный аппарат TIG с подачей аргона или гелия может легко и быстро заполнить большинство трещин.
Другой метод холодного ремонта, который можно использовать на участках вне камеры сгорания или на внешних поверхностях литья, заключается в заполнении трещин высокотемпературной эпоксидной смолой. Многие эпоксидные смолы могут обеспечить прочный и долговечный ремонт. Эпоксидные смолы с металлическим наполнителем можно даже просверлить и нарезать резьбу, чтобы восстановить сломанные бобышки болтов. Ключом к правильному использованию эпоксидных смол является уверенность в том, что поверхность металла идеально чистая, сухая и на ней нет масла или охлаждающей жидкости. Поверхность также должна быть слегка шероховатой путем шлифовки или пескоструйной обработки, чтобы эпоксидная смола могла прилипнуть к поверхности. Большинство эпоксидных смол застывают довольно быстро (15 минут или меньше), но обычно для полного отверждения требуется 24 часа.
Методы завинчивания
Для ремонта трещин можно использовать различные типы резьбовых штифтов или конических заглушек. Используйте алюминиевые штифты на алюминиевых головках и блоках и чугунные или стальные штифты на чугунных головках и блоках.
Штифты с прямой резьбой устанавливаются путем сверления, нарезания резьбы и ввинчивания в перекрывающиеся штифты. Отверстия для соседних штифтов просверлены так, что они слегка перекрывают друг друга, что помогает зафиксировать каждый штифт на месте. Наилучшие результаты часто достигаются, если начинать с центра трещины и двигаться к ее концу, а не начинать с одного конца трещины и двигаться к другому концу. Начиная с центра, вы помогаете распределять напряжения наружу по мере продвижения к каждому концу трещины.
Штифты с прямой резьбой не закроют трещину, если на резьбу не нанести термостойкий резьбовой герметик на керамической основе и не зачистить верхние части штифтов. Не используйте обычный анаэробный герметик для резьбовых штифтов внутри или вокруг камеры сгорания или выпускных отверстий, потому что он не выдерживает тепла.
В другом типе штифта с прямой резьбой используется специальная направленная резьба с выступом в верхней части штифта. Направление резьбы вверх создает защемляющий или зажимающий эффект при затягивании штифта. Это позволяет штифту более плотно сжимать соседний металл, что хорошо работает с тонкостенными отливками. Для этого типа стопорного штифта требуются специальные метчики для формирования резьбы в каждом просверленном отверстии. Это двухэтапный процесс, начиная с чернового метчика и заканчивая чистовым метчиком.
Серия фотографий на страницах 32 и 33 показывает выявленные трещины, зашлифованные, заполненные сваркой TIG, а затем обработанные после сварки.
Конические штифты или заглушки устанавливаются по существу таким же образом, за исключением того, что глубина штифта более важна для правильной посадки. Конический штифт сужается внизу и шире вверху. Он работает как трубная заглушка с резьбой и вклинивается в отверстие при затягивании. Конические заглушки требуют специального метчика. После того, как каждая заглушка установлена, верхняя часть должна быть отрезана или отшлифована.
После того, как каждая заглушка установлена, верхняя часть должна быть отрезана или отшлифована.
У некоторых резьбовых штифтов верхние части отламываются при затягивании заглушки. Это избавляет от необходимости обрезать верхнюю часть плунжера, но крутящий момент на плунжере может варьироваться в зависимости от диаметра плунжера и толщины отливки.
Для трещин, которые могут распространяться под воздействием тепла или нагрузки, вдоль трещины через определенные промежутки времени можно разместить «замки», чтобы сшить и скрепить трещину. Некоторые замки имеют форму галстука-бабочки, а другие имеют форму нити сплющенных бусин. Замки устанавливаются поперек трещины (перпендикулярно трещине), как шнурки для обуви, а оставшаяся часть трещины заполняется перекрывающимися штифтами.
Завершающим этапом ремонта холодных трещин является проковка верхушек штифтов или заглушек тупым наконечником в пневматическом молотке. Упрочнение деформирует верхние части штифтов и помогает соединить их с окружающим металлом. Упрочнение также сжимает верхнюю резьбу для герметичного уплотнения. Затем штифты можно зашлифовать заподлицо по мере необходимости, а затем дополнительно зачистить, чтобы сделать почти невидимый ремонт.
Упрочнение также сжимает верхнюю резьбу для герметичного уплотнения. Затем штифты можно зашлифовать заподлицо по мере необходимости, а затем дополнительно зачистить, чтобы сделать почти невидимый ремонт.
После завершения ремонта головки блока цилиндров ее следует снова опрессовать, чтобы убедиться в отсутствии утечек. Если есть небольшие утечки, их часто можно устранить путем дополнительной проклевки и/или установки дополнительных штифтов. Кроме того, не используйте слишком большое давление воздуха для повторной проверки головки, так как это может вытолкнуть герметик для резьбы до того, как он полностью затвердеет.
Варианты сварки
Если треснувшую головку или блок нельзя отремонтировать, заполнив трещины штифтами или заглушками, можно использовать сварку. Для чугунных головок это включает сварку в печи, сварку пламенем или пайку. С алюминиевыми головками это будет сварка TIG.
Для сварки в печи требуется опытный сварщик и предварительный нагрев головки в печи до 1000–1400 градусов по Фаренгейту (средне-красный цвет). Головка должна быть идеально чистой, а направляющие клапанов, седла и любые шпильки должны быть удалены перед сваркой. Трещина также должна быть зашлифована до водяной рубашки, чтобы в нее можно было вставить наполнитель (который должен быть из того же сплава, что и головка). Сварка производится ацетиленовой горелкой и нейтральным пламенем. После того, как трещина заполнена, головку необходимо обернуть изолирующим одеялом, чтобы она не остыла слишком быстро (что может привести к появлению затвердевших участков или дополнительных трещин). Скорость охлаждения не должна превышать 200 градусов по Фаренгейту в час, поэтому охлаждение до комнатной температуры должно занять от 6 до 7 часов.
Головка должна быть идеально чистой, а направляющие клапанов, седла и любые шпильки должны быть удалены перед сваркой. Трещина также должна быть зашлифована до водяной рубашки, чтобы в нее можно было вставить наполнитель (который должен быть из того же сплава, что и головка). Сварка производится ацетиленовой горелкой и нейтральным пламенем. После того, как трещина заполнена, головку необходимо обернуть изолирующим одеялом, чтобы она не остыла слишком быстро (что может привести к появлению затвердевших участков или дополнительных трещин). Скорость охлаждения не должна превышать 200 градусов по Фаренгейту в час, поэтому охлаждение до комнатной температуры должно занять от 6 до 7 часов.
Сварка пламенем
Другим методом ремонта трещин в чугунных головках и блоках является сварка пламенем (порошком). Сварка пламенем быстрее и проще, чем сварка в печи, и может обеспечить прочный и долговечный ремонт, как и сварка в печи. Головку все еще необходимо предварительно нагреть и медленно охладить после того, как трещина будет заполнена.
Горелка с пламенным напылением имеет загрузочный бункер, который подает никелевый порошок в пламя. Когда порошок подвергается воздействию пламени, он плавится и прилипает к краям трещины, заполняя область ремонта. Этот процесс похож на пайку, но приводит к гораздо более прочному ремонту, чем пайка. Порошок можно использовать для заполнения отверстий и трещин, а также для восстановления изношенных или поврежденных седел клапанов.
Сварка алюминиевых головок ВИГ
Трещины в алюминиевых головках чаще всего ремонтируются с помощью сварки ВИГ с использованием аргона или иногда гелия. Защита от инертного газа необходима, потому что алюминий образует оксидное покрытие, когда подвергается воздействию воздуха. Оксидное покрытие может загрязнить сварной шов и предотвратить сплавление присадочного стержня с окружающим металлом. Переменный ток используется для поочередного нагревания металла и выжигания образующегося оксида.
Как и чугун, алюминий перед сваркой необходимо предварительно нагреть. Но с алюминием вам нужно только предварительно нагреть до 350-450 градусов по Фаренгейту. Алюминий проводит тепло намного быстрее, чем чугун, поэтому важно держать головку теплой во время сварки.
Но с алюминием вам нужно только предварительно нагреть до 350-450 градусов по Фаренгейту. Алюминий проводит тепло намного быстрее, чем чугун, поэтому важно держать головку теплой во время сварки.
Методы сварки различаются, но основная идея заключается в расплавлении окружающего металла и заполнении трещины расплавленным металлом и присадочной проволокой. Самые прочные сварные швы получаются при использовании присадочного стержня, который точно соответствует сплаву в отливке. Хорошо работают два присадочных стержня: № 4043 и № 5356 с 5-процентным содержанием магния. Тип электрода, который используется в аппарате для сварки TIG, также может иметь значение. Вольфрамовые ториевые электроды хорошо работают с алюминием, но лучшими считаются циркониевые вольфрамовые электроды (которые намного дороже).
После сварки необходимо дать головке медленно остыть. Длительное медленное охлаждение снимает напряжение в металле, которое, если его не снять, может привести к растрескиванию.